Please see the Transcriber’s Notes at the end of this text.
Most illustrations may be enlarged by clicking them or opening them in a new tab or window.
HOW MAN BURROWS UNDER THE WATER
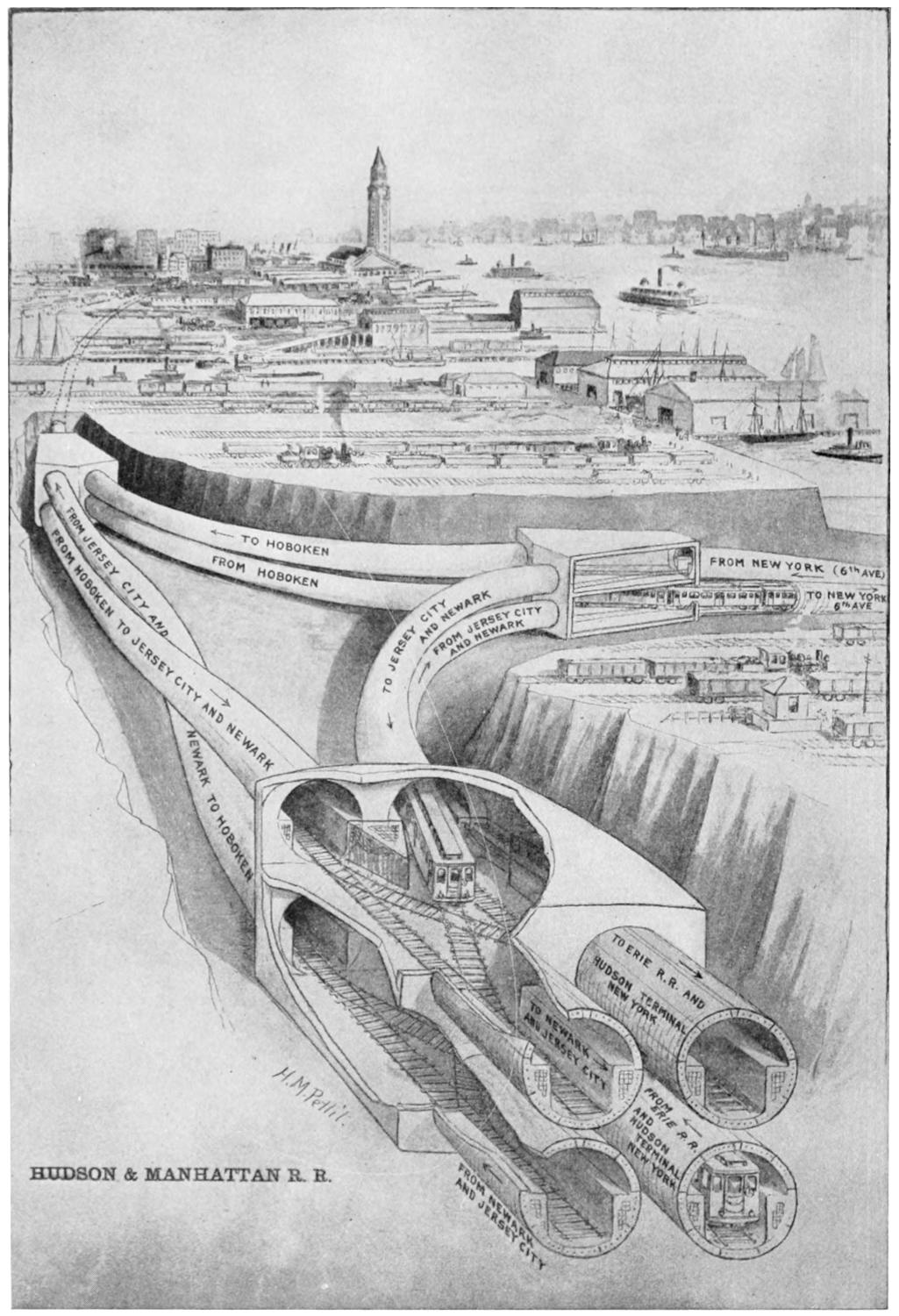
This is a picture of a section of one of the world’s greatest tunnels, showing how man has learned to construct great tubes of steel beneath the surface of the water and land, in which to run the swiftly moving trains which carry him rapidly from place to place.
THE
BOOK OF WONDERS
GIVES PLAIN AND SIMPLE ANSWERS TO THE
THOUSANDS OF EVERYDAY QUESTIONS
THAT ARE ASKED AND WHICH ALL SHOULD
BE ABLE TO, BUT CANNOT ANSWER
FULLY ILLUSTRATED WITH HUNDREDS OF EDUCATIONAL PICTURES
WHICH STIMULATE THE MIND AND GIVE A
BIRD’S EYE VIEW OF THE
WONDERS OF NATURE
and the
WONDERS PRODUCED BY MAN
Edited and Arranged by
RUDOLPH J. BODMER
Fully Indexed
1915
PRESBREY SYNDICATE, Inc.
456 Fourth Avenue
NEW YORK
Copyright, 1914
BY
PRESBREY SYNDICATE, Inc.
[9]
No truly great book needs an explanation of its aim and purpose. A great book just grows, as has this Book of Wonders.
It began with the attempt of a father to answer the natural questions of the active mind of a growing boy. It developed into a nightly search for plain, understandable answers to such questions as “What makes it night?” “Where does the wind begin?” “Why is the sky blue?” “Why does it hurt when I cut my finger?” “Why doesn’t it hurt when I cut my hair?” “Why does wood float?” “Why does iron sink?” “Why doesn’t an iron ship sink?” on through the maze of thousands of puzzling questions which occur to the child’s mind. It has grown until the answers to the mere questions cover practically the entire range of every-day knowledge, and has been arranged in such a form that any child may now find the answer to his own inquiries.
As the mind of the child matures, the questions naturally drift toward the things which the genius of man has provided for his comfort and pleasure. We have become so accustomed to the use and benefits of these wonders produced by man that we generally leave out of our books the stories of our great industries, and yet the mind of the child wonders and inquires about them. We have so long worn clothes made of wool or cotton, that we have forgotten the wonder there is in making a bolt of cloth. Every industry has a fascinating story equal to that of the silkworm, which moves its head sixty-five times a minute while spinning his thousand yards of silk.
Can you tell What happens when we telephone? How a telegram gets there? What makes an automobile go? How man learned to tell time? How a moving-picture is made? How a camera takes a picture? How rope is made? How the light gets into the electric bulb? How glass is made? How the music gets into the piano? and hundreds of others that embrace the captivating tales of how man has made use of the wonders of nature and turned them to his advantage and comfort? The Book of Wonders does this with illuminating pictures which stimulate the mind and give a bird’s-eye view of each subject step by step.
Where shall such a book begin? Shall it begin with the Story of How[10] Man Learned to Light a Fire—he could not cook his food, see at night, or keep warm without a fire; or should it begin with How Man Learned to Shoot—he could not protect himself against the beasts of the forest, and, therefore, could not move about, till the soil or obtain food to cook until he knew how to shoot or destroy.
What was the vital thing for man to know before he could really become civilized? Some means, of course, by which the things he learned—the knowledge he had acquired—could be handed down to those who came after him so that they might go on with the intelligence handed down to them. This required some means of recording his knowledge. Man had to learn to write. Without writing there could be no Book of Wonders, and the book, then, begins naturally with the Story of Mow Man Learned to Write.
The Editor.
[11]
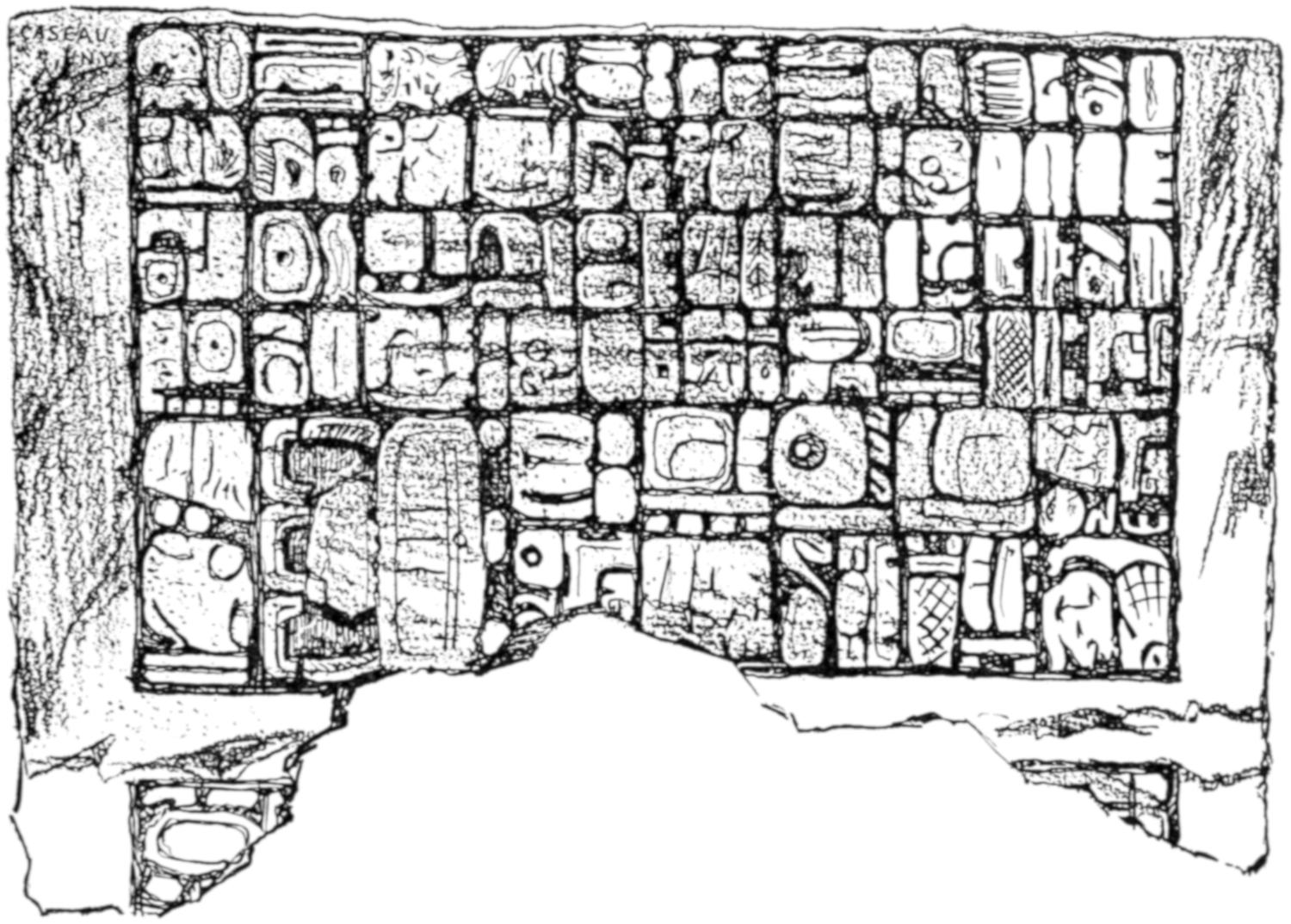
WRITING BY MEXICAN INDIANS THOUGHT TO BE MORE THAN TEN THOUSAND YEARS OLD.
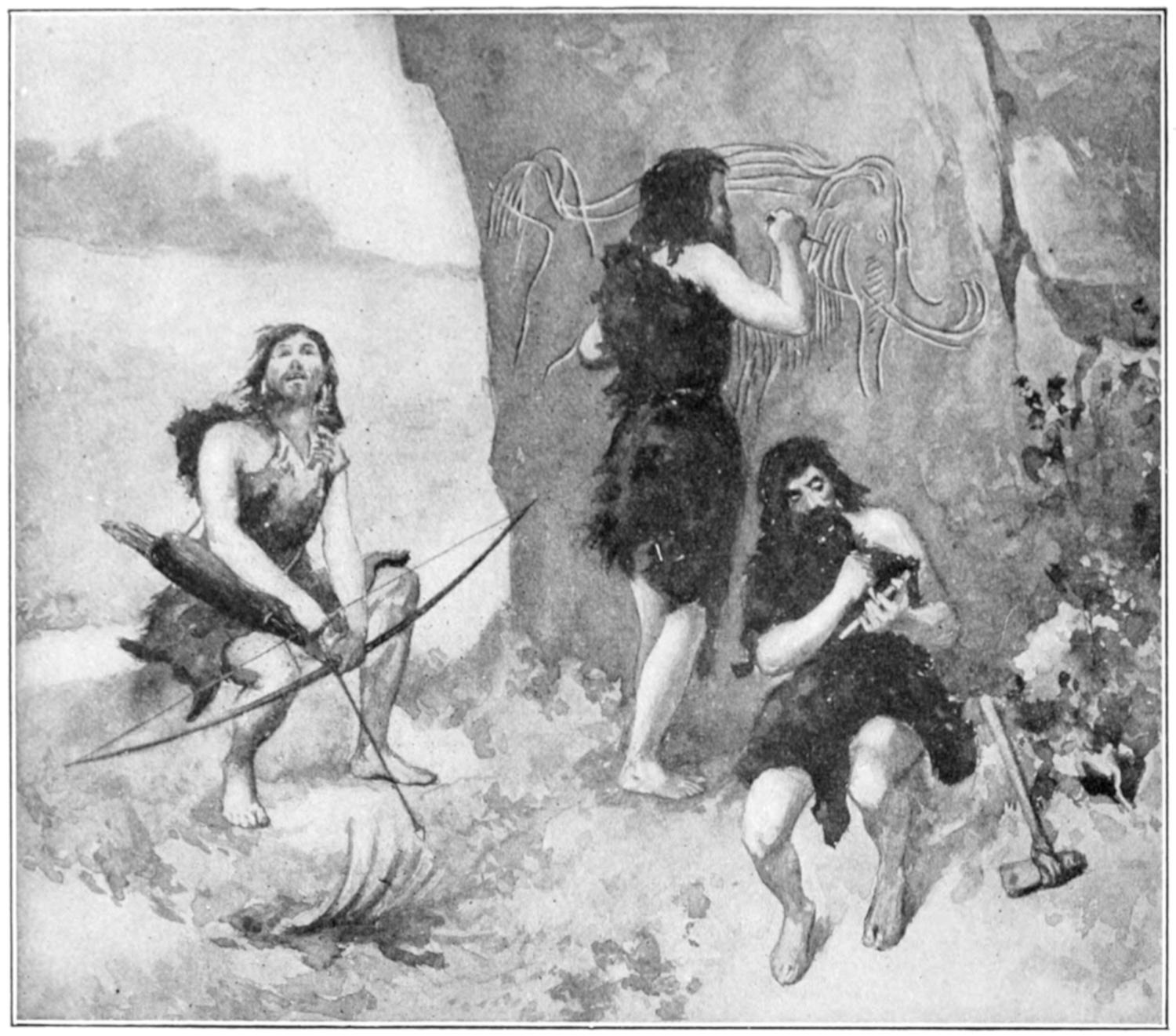
It is a long time between the day of the cave-dwellers, with their instruments of chipped stone, and the present day of the pen. Yet wide apart as are these points of time, the trend of development can with but few obstacles be traced.
The story of the pen is a natural sequence of ideas between the first piece of rock scratched upon rock by prehistoric man, and the bit of metal which now so smoothly records our thoughts.
There was a time in the unwritten history of man when necessity prompted the invention of weapons, and the minds of these primitive men were concentrated upon this point. But the arts of war did not take up their entire time; some time must have been given to other pursuits. As the mind developed, and as an aid to memory, we find them carving, engraving, incising upon the rocks their hieroglyphics, which took the form of figures of men, habitations, weapons, and the animals of their period.

THE STYLUS
An apparently difficult question to answer, since without writing there can be no record of its origin, and without[12] records no facts; yet the deduction is so clear that the answer is simple. Somewhere far, far back in the dawn of the world, back in the beginning of human history, in the epoch which we have now named the Quaternary Period, man lived in a dense wilderness surrounded by the wildest and most ferocious beasts. His home was a cave, exposed to the dangers incidental to that time and his surroundings, and he was of necessity compelled to look about for means of defense. With this idea in mind, he found that by striking one stone against another he knocked off chips, which chips could be used as arrow-heads, spears and axes. Following along these lines he discovered that by rubbing one of these chips against another there was left a mark, which was the first imitation of writing; that the sharper the edge of the chip, the deeper was the scratch, and consequently the more distinct the mark.
EARLIEST WAYS OF WRITING
THE FIRST IMITATION OF WRITING
Next it was discovered that certain stones, such as flint, serpentine and chalcedony, marked more readily than others; that the elongated chip was handled with more facility; that by rubbing one stone against another the finest possible points and edges might be obtained. Thus in the Age of Stone was the long, tapering instrument of stone, the first pen, the Stylus, originated.
Then came the time, known as the Bronze Age, when men learned to hammer metal into shapes, and metal having many advantages over stone, the stylus of stone gave way to one of iron. So we find that in the time of the Egyptians, about fourteen or fifteen[13] centuries B.C., an iron stylus was in use for marking on soapstone, limestone and waxed surfaces. An improvement in this metal stylus was that the blunt end was convex and smooth, the purpose of which was to erase and smooth over irregularities. In some cases it was pointed with diamonds, which gave it greater cutting properties. The iron stylus was also used by the Egyptians of that period, as well as in later times, with a mallet, after the manner of the modern chisel (which indeed it resembled) for cutting out inscriptions on their monuments.

THE BRUSH
WRITING FLUIDS
HELPED DEVELOPMENT
In course of time a marking fluid was discovered, and this made necessary a writing instrument which could spread characters on parchment, tree-bark, etc. Thus it was found that by putting together a small bunch of hairs, arranging them in the shape of an acute cone, and fastening them together in some manner, an instrument could be made which would carry fluid in its path, and thus make a mark of the desired shape. The hair best adapted for the purpose was found to be camel’s hair, while that of the badger and sable was also used. A tube cut from a stalk of grass answered for a holder. The hairs were held together by a piece of thread which was then drawn through the tube, thus making the first writing instrument to be used in conjunction with ink, the Brush.
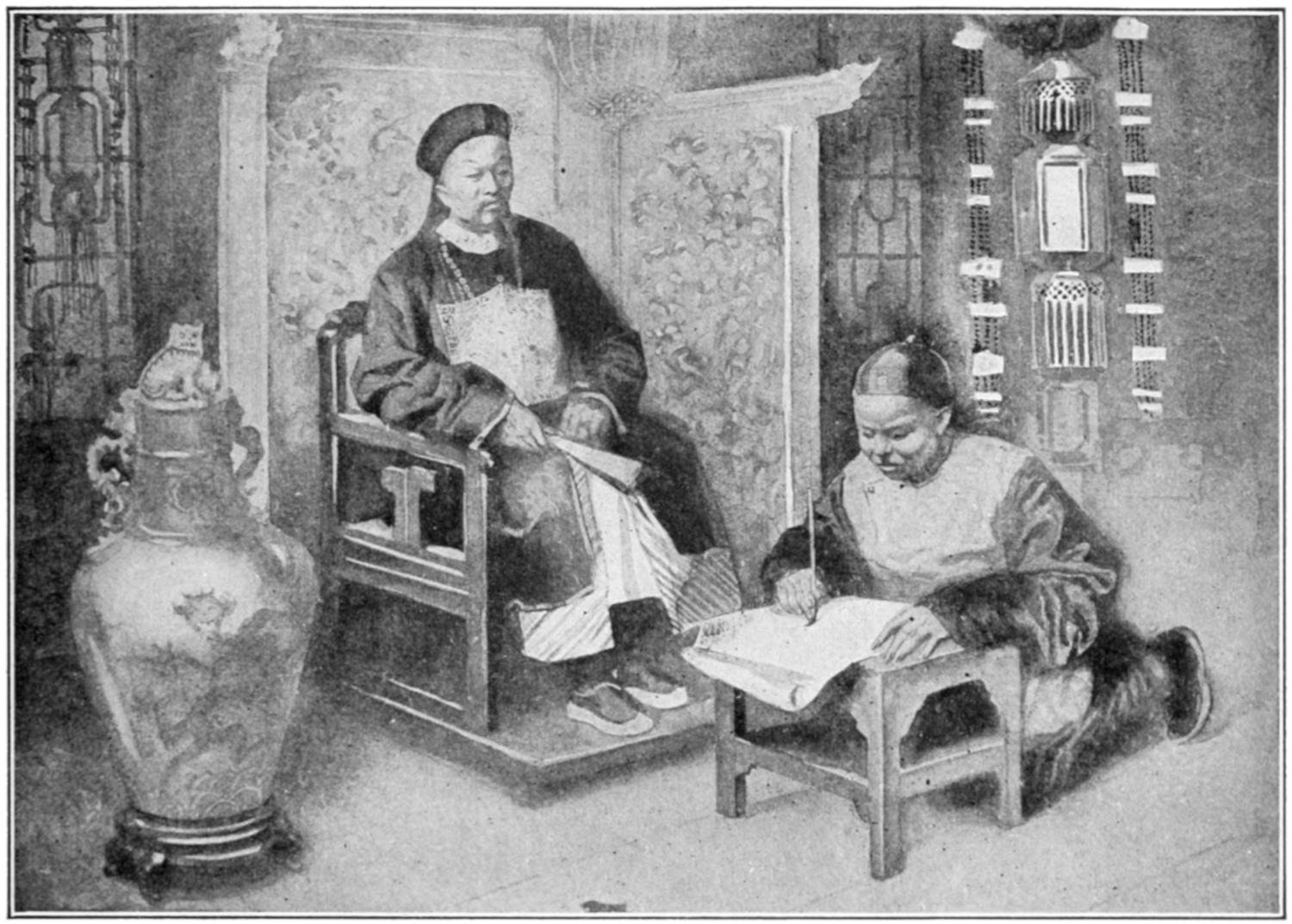
HOW THE CHINESE IMPROVED METHODS
Just when the Brush came into existence is not definitely known, but with this instrument the great Chinese philosopher Confucius wrote his marvelous philosophy. The Brush as a writing instrument is generally associated with[14] the Chinese, because the Chinese use this instrument even to the present day, it being especially adapted to their letters and mode of writing. We have now a pen (brush), as well as an ink, but the material upon which the people of that age wrote, in lieu of paper, was still very crude, parchment and tree-bark being most commonly used.

THE QUILL
THE EARLIEST
FORMS OF PAPER
Just as the discovery of an ink wrought a change from the Stylus to the Brush, so the advent of papyrus, a paper made from the papyrus plant, which was much finer and more economical than parchment, brought with it a pen better adapted for this material. It was found that the Reed, or Calamo, as it was called, which grew on the marshes on the shores of Egypt, Armenia and the Persian Gulf, if cut into short lengths and trimmed down to a point, made an admirable pen for this newly discovered paper. This was the true ancient representative and precursor of the modern pen. The use of the Reed can be traced to a remote antiquity among the civilized nations of the East, where Reeds are in use now as instruments for writing.
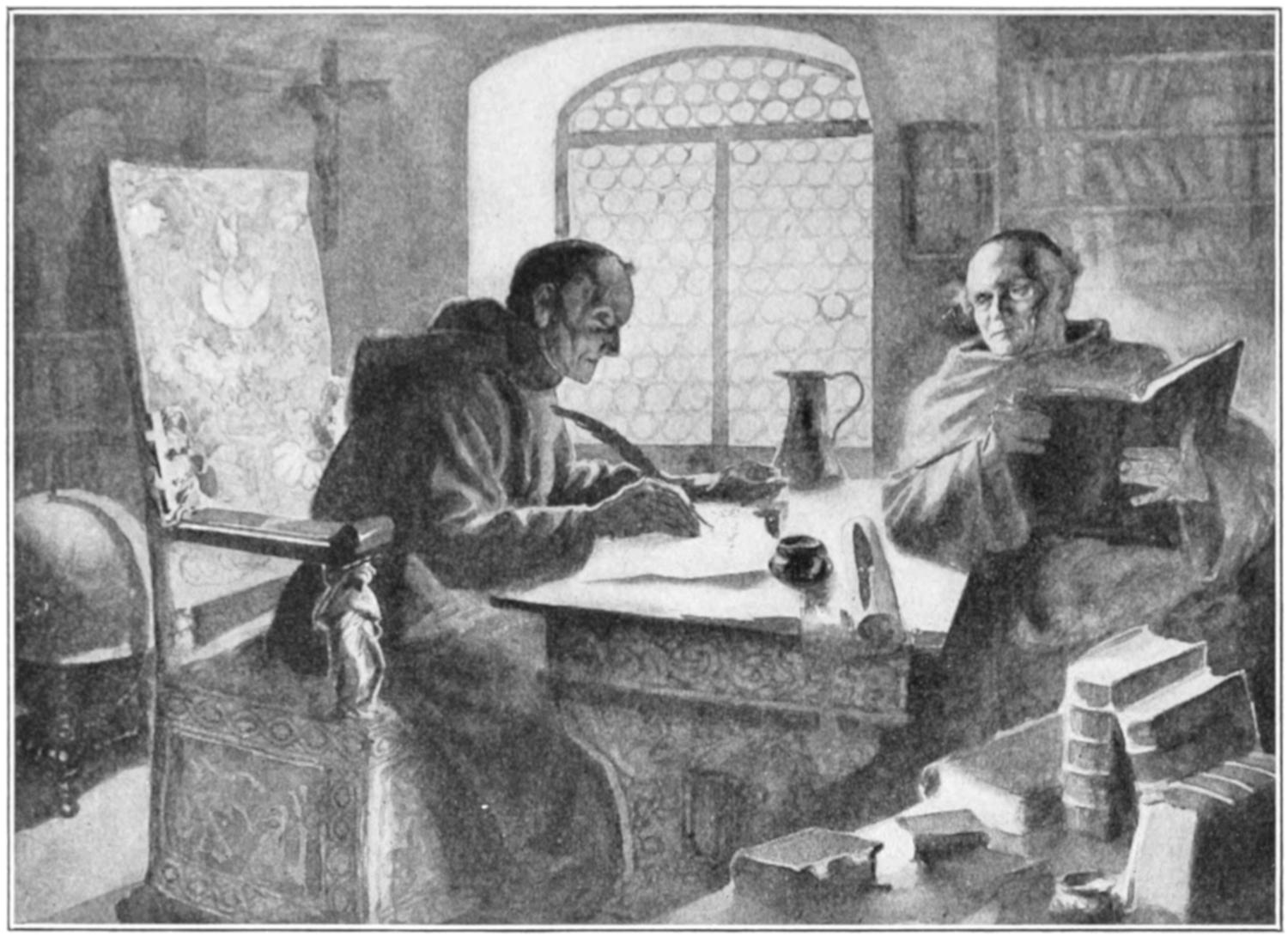
HOW THE MONKS DID THEIR WRITING
The introduction of a finer paper rendered necessary a finer instrument of writing, and the quill of the goose, swan, and, for very fine writing, of the crow, was found to be well adapted. Immense flocks of geese were raised, chiefly for their quills. The earliest specific allusion to the quill occurs in the writings of St. Isadore de Seville, seventh century, although it is believed to have been in use at an earlier period. The quill was used for many centuries. Most of the writing during its reign was done in the monasteries by the monks, and in the eighteenth century,[15] when quill-making became quite an art, every monk and every teacher was expected to be proficient in the art of making a pen from a quill. The preliminary process of preparing the quills was first to sort them according to their quality, dry in the hot sand, then clean them of the outer skin, and harden by dipping in a boiling solution of alum and diluted nitric acid. During the last century many efforts were made to improve the quill, its great defect being speedy injury from use. Ruby points were fitted to the nib, but this was found impracticable on account of the delicacy of the work. Joseph Bramah devised, in 1809, a machine for cutting the quill into separate nibs for use in holders, thus making several pens from one quill and anticipating the form of the modern pen.

THE STEEL TUBE PEN
THE FIRST STEEL PEN
The quill held sway as writing instrument for many years, and with it the greatest masterpieces in literature have been written. Many attempts, however, had been made to supersede the quill by a pen not so easily injured by use, but it was not until about 1780 that, after much experimenting and numerous failures, Mr. Samuel Harrison introduced the first metallic pen.
THE INVENTION
OF THE PEN
This pen was made as follows:
A sheet of steel was rolled in the form of a tube. One end was cut and trimmed to a point after the manner of the quill, the seam where both edges of the tube met forming the slit of the pen. This was soon after improved upon by cutting a rough blank out of a thin sheet of steel, which blank was filed into form about the nib, rounded, and with a sharp chisel marked inside where the slit was to be in the finished pen. After tempering, the nib was[16] ground and shaped to a point suitable for fine or broad writing, as required.

THE MODERN STEEL PEN
THE MODERN WRITING PEN
Once started, the steel pen made rapid strides in improvement. Mr. James Perry, in 1824, started in England the manufacture of pens on a large scale, and to him as well as Gillott is due the many improvements which followed.
Perry was the first to manufacture “slip” steel pens, up to this time the pen and holder being one piece.
THE MODERN WAY
OF WRITING
The steel pen of the present day has reached the pinnacle of perfection, and the method of manufacture of this little but mighty instrument of writing, though of extreme interest, is practically unknown by the general public. To explain in detail the development from the rough steel to the finished pen would needs make a book in itself. And as it has been our intention to dwell, not upon the manufacture of the pen, but to trace its history and development from its most crude form, the Stylus, to the perfect and smooth-writing steel pen of to-day, we will close our story with the well-worn epigram of old, grim Cardinal Richelieu:
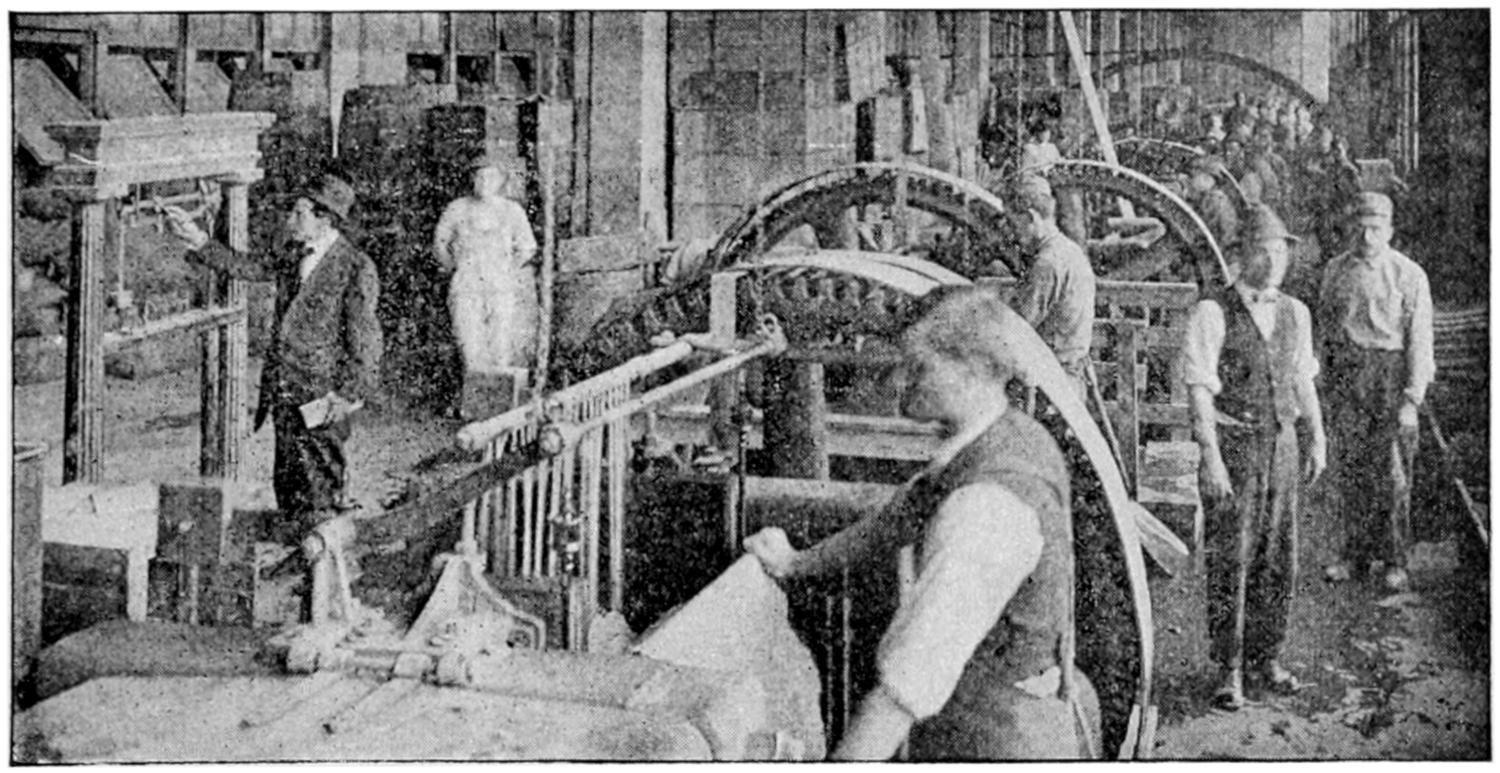
In the picture on the following page, we see the various processes required in making a steel pen, together with a description of each process:
[17]
HOW A STEEL PEN IS MADE
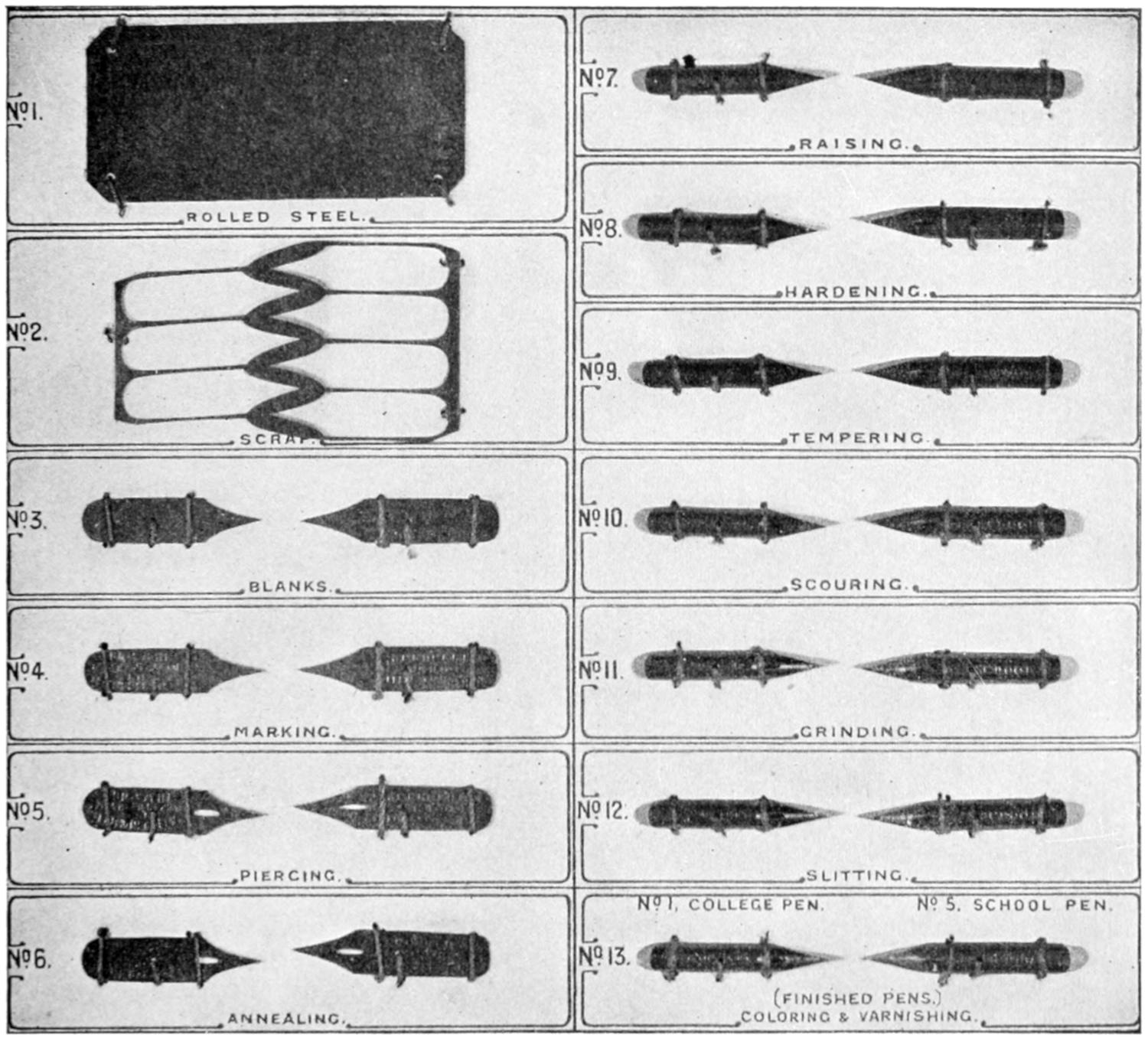
| No. 1. ROLLED STEEL. No. 2. SCRAP. |
No. 7. RAISING. No. 8. HARDENING. No. 9. TEMPERING. |
| No. 3. BLANKS. | No. 10. SCOURING. |
| No. 4. MARKING. | No. 11. GRINDING. |
| No. 5. PIERCING. | No. 12. SLITTING. |
| No. 6. ANNEALING. | No. 1. COLLEGE PEN
No. 5. SCHOOL PEN. No. 13. (FINISHED PENS.) COLORING AND VARNISHING. |
The pictures herewith printed are by the courtesy of the Spencerian Pen Company
Raw Material.—The sheet steel is cut into strips of a convenient length and width, and then rolled cold to the exact gauge necessary, according to the pen to be manufactured.
Cutting the Blank.—This is a mechanical operation, and is effected with the aid of a screw press, in which a pair of tools corresponding with the shape of the pen has been fixed. On pulling a lever the screw descends, driving the punch into the bed, which cuts a blank with a scissors-like action, from the strip of steel.
Marking the Name.—This is done by means of a punch fixed in the hammer of a stamp, worked by the foot. The blanks are rapidly introduced between guides fixed on the bed of the stamp, and as soon as the hammer has fallen the blank is thrown out and a new one introduced.
Piercing.—The tools for this operation are of a delicate character. The blanks are fed by hand, as above explained, and the hole punched by a screw press. This is a most important process; the pierce hole and slide slits determine the elasticity and regulate the flow of the ink on the pen.
Annealing or Softening.—The blanks are still moderately hard and before raising, it is necessary to soften them by heating to a dull red, and allowing them to gradually cool.
Raising.—The operator places one of the soft blanks on a die to which guides are affixed to keep it in position; then by moving the handle of the press, the screw descends, forcing a die which rounds the blank into the form of a pen.
Hardening.—The pen is now too soft, and is hardened by heating and the immersing in oil while hot, after which it is thoroughly cleansed from all grease.
Tempering.—The pens are now hard but very brittle, and in order to correct this defect they are placed in an iron cylinder, and kept revolving over a gas or charcoal fire until they acquire a proper temper.
Scouring.—After soaking in diluted sulphuric acid, the pens are placed in iron cylinders containing fine stone and water, or fine sand, and revolved for several hours. When taken from these cylinders they are bright and smooth.
Grinding.—This is a process performed by hand on a “bob,” or wooden wheel covered with leather and dressed with emory, revolving at high speed. A light touch on the emory wheel grinds off the surface between the pierce hole and the point, to obtain proper action and to assist the flow of ink.
Slitting.—This is a hand process performed with a press, the cutters being as sharp as razors. The pen is placed in position by means of guides, and must be cut with utmost precision from the pierce hole to the point, the point must be divided exactly in the middle, the least variation making the pen defective.
Coloring and Varnishing.—The pens having been polished to a bright silver color are placed in an iron cylinder and kept revolving over a gas or charcoal fire until the tint required is produced. They are then immersed in a bath of shellac varnish, and afterwards dried in an oven.
Examination.—Every steel pen passing through the factory is most carefully examined before being boxed, and should the least fault be found, it is at once rejected.
[18]
You can use a pencil to write with or to make marks, because the pencil wears off if you are scratching it on a surface that is rough enough to make it do so. Writing, you know, is only a way of making marks in such a manner as to make them mean something. You cannot write with a pencil on a pane of glass, because the glass is so smooth that when you move the pencil over its surface, the pencil will not wear off. To prove to yourself that the tip of the pencil constantly wears off when you write, you have only to recall that when you write with it a pencil keeps getting shorter and shorter. A slate-pencil will wear down short by merely writing with it, but a lead-pencil must be sharpened—that is, you must keep cutting away the wood in order to get at the lead inside.
You cannot do so, because it takes something with a rougher surface than paper to wear off the point of a slate-pencil. A slate is used to write on with slate-pencils, because slate wears off the end of the pencil easily, and also because you can rub out the writing on a slate with water. Lead-pencils are used for writing on paper, but you must have a rough surface on the paper to write on even with a lead-pencil. Some kinds of papers have such a smooth surface that you cannot write on them with a lead-pencil.
Writing with a pen, however, is quite different from writing with any kind of pencil, because in writing with ink we do not wear off the end of the pen, but have the ink flow from the pen. For this purpose we must have a surface that will absorb the ink from the pen, and draw the ink down off the pen and make it flow. A slate has no power of absorption and therefore cannot draw the ink. A piece of blotting paper is the best kind of paper for absorbing ink, but it is too much so for writing purposes. For writing with ink we need a comparatively hard surfaced paper that has absorbent qualities, but not too absorbent.
It is because the blotter has a very excellent ability to absorb some liquids. The thinner the liquid the more easily the blotter will absorb it. Ink is thin—being mostly water—the blotter is of a loose texture and has a rough surface. This gives the blotter the ability to pick up the ink, just as a sponge would do. A sponge has what is called the power of capillary attraction and so has the blotter.
Deposits of chalk are found on some shores of the sea. A piece of chalk such as the teacher uses to illustrate something on the blackboard at school consists of the remains of thousands of tiny creatures that at one time lived in the sea. All of their bodies excepting the chalk—called carbonate of lime in scientific language—has disappeared and the chalk that was left was piled up where it fell at the bottom of the ocean, each particle pressing against the other with the water pressing over it all until it became almost solid. It took thousands of years to make these chalk deposits of the thickness in which they are found. Later on, through changes in the earth’s surface, the mountain of chalk was raised until it stood out of the water and thus became accessible to man and school teachers.
Talking and the words used came into being through the desire of men to communicate with each other. Before words became known and used man talked to those about him by the use of signs, gestures and other movements of the body. Even to-day when men meet who cannot talk the same language they will be seen trying to come to an understanding by the use of signs and gestures and generally with fair results.[19] The need of more signs and gestures to express a constantly increasing number of objects and thoughts led to the introduction of sounds or combination of sounds made with the vocal cords to accompany certain signs and gestures. In this way man eventually developed a very considerable faculty for expressing himself. Sign by sign, gesture by gesture and sound by sound language was slowly developed. A man would be trying to explain something to another by sign or gesture and to make it more clear would make a sound or combination of sounds to put more expression into his efforts. Finally the other man would understand what was meant and he would tell some one else, using the same signs, gestures and sounds. Later on it would develop that to express thus any certain thought, act or the name of a thing, all of the people in the community would make this same combination of sounds, signs and gestures to express the same thing. Finally the gestures and signs would be dropped and it was found that people understood perfectly what was meant when only the sound or combination of sounds was produced. That made a word. All the other words were made in the same way, one at a time, until we had enough words to express all the ordinary things and the combination of words became a language. The children learned the language by hearing their parents talk it, and that is how men learned to talk.
The origin of this method of indicating “No” is found in the result of the mother’s efforts in the animal kingdom of trying to feed her young. A mother animal would be trying to get her young to accept the food she brought them and tried to put it in their mouths. Perhaps, however, the young animal had had sufficient food or did not fancy the kind of food offered. The natural thing to do under the circumstances would be to close the mouth tight and shake the head from side to side to prevent the mother from forcing the food into the mouth. Thus we get the closed lips and the shaking the head from side to side to mean “No.” In other words, that kind of a way of saying “No” came from an effort to say “I don’t want any.”
The idea of nodding to mean “Yes” comes from the opposite of the action which, as just described, indicates a “No.”
When the young animal was anxious to accept the offered food, it made an effort to get at the food quickly. Hence, the pushing forward of the head and the open mouth (always more or less opened when you nod to indicate “Yes”) and an expression of gladness. You will notice if you see anyone nod the head to indicate “Yes” that the lips are open rather than closed, and that there is always a smile or an indication of a smile to accompany it. In other words, the nod to mean “Yes” is only another way of saying “I shall be pleased.”
When man even in his uncivilized state found it necessary to count, the only implements at hand were his fingers and toes, and as he had ten toes and ten fingers, he naturally began counting in tens, and has been doing so ever since.
When we to-day count on our fingers we confine ourselves to our fingers leaving our toes stay in our shoes, where they naturally belong. But the first men who counted used both fingers and toes, and so he was able to count twenty before he had to begin over again, while little children to-day, when they count with their fingers, must begin where they started after they reach ten.
The expression “counting himself” was originated by the first man who counted. Such a man would count all of his fingers and toes and the result[20] would be twenty. Then, so that he would remember the number of times he had counted himself, he made a mark some place each time he reached twenty. The mark he made was a mere scratch in the dirt or on a hoe or something else. To make a scratch you merely, of course, score the surface of whatever you happen to be scratching on, and that is how it happened that the word “score” in our language to-day means as a term in counting, twenty.
There has been a great effort made to change our system of counting in tens to one where you count in twelves. That would fit in very well with our system of measuring which is based on the foot of twelve inches, and of our calendar for recording the passage of time which has twelve months. There are many arguments in favor of this change, among the principal of which is the fact that it would make our problems of division much easier, for our ten can be evenly divided by but two of our single figures, two and five, whereas twelve can be evenly divided by four of our single figures, viz., two, three, four and six. It is believed that sooner or later the system of counting by twelve instead of ten will be adopted by the entire world for counting everything. As it is now we do part of our counting by one system and part of it by another.
There is no scientific plan by which people get their names. There is not much except curious interest to be gleaned from the study of how people got their names.
In the earliest days of the world, or at least as soon as men had learned to speak by sounds, all known persons, places and groups of human beings must have had names by which they could be spoken of or to, and by which they were recognized. The study of these names and of their survival in civilization enables us in certain instances to tell what tribes inhabited certain parts of the earth now peopled by descendants of an entirely different race and of another speech altogether. We learn such things from the names of mountains and other things, for instance, which still cling to them.
The story of personal names is very complex, but comes from very simple beginnings. The oldest personal names were those which indicated a group of people rather than individuals who may have been actually related to each other or even bound together for reasons of protection or other convenience. In the races of Asia, Africa, Australia and America examination shows that groups of people who considered themselves to be of the same relationship, attached to themselves the name of some animal or other object, whether animate or inanimate, from which they claimed to be descended. This animal or object was called the “totem,” and thus the earliest and most widely spread class and family names are totemistic. Such groups called themselves by names from wolves, turtles, bears, suns, moons, birds, and other objects, and these people wore badges with pictures of the animal or object from which they took their names to identify them to other people.
When, then, we come to investigate the giving of personal names among the tribes, we see that most uncivilized races gave a name to each new-born infant derived from some object or incident. So a new-born member of the “Sun” tribe would be named “Dawn,” and would be known as “Dawn” of the “Sun” tribe; or perhaps a new-born son of the tribe of “Wolf” would be called “Hungry,” and be known as “Hungry Wolf.” A member of the “Cloud” tribe would be named “Morning,” because he was born in the morning. He would always be known as “Morning Cloud.”
Later, as society became more established and paternity became recognized, we find the totem name give way to a gentile name. Among the Greeks and Romans the system was early adopted and proved satisfactory. Thus we have Caius Julius Caesar. Caius indicates[21] that he is Roman; Julius is the gentile name given him and the Caesar a sort of hereditary nickname. On the other hand, the early Greeks began the system of introducing a local name instead of the gentile name. Thus Thucydides (obtained from the grandfather), the son of Olorus, of the Deme (township) of Halimusia.
HOW DIFFERENT NAMES
ORIGINATED
This was all right and suited the purposes of the Greeks and Romans, who had plenty of time to give full explanations in this way. But in Europe, for instance, civilization demanded more speed, and the increase of population demanded more names, so that nicknames and names indicating personal descriptions and peculiarities came into use. Such names as Long, Short, Small, Brown, White, Green and others of the same kind came from this source, and as families grew these surnames stuck to the family and parents gave their children Christian names to further distinguish them as individuals. Other surnames such as Fowler, Sadler, Smith, Farmer, etc., became attached to people because of the occupations in which they were engaged, and yet other names were derived from places. The owner of an extensive estate would be designated by a Christian name which might be George (after his King) and then to indicate his landownership, von (meaning of) Wood, making the combination of George von Wood, meaning George, the owner of the place called Wood. On the other hand, he might have working for him a laborer who lived at the place and, if his name was Hiram, they would, to indicate where he belonged, put the Wood after the Hiram; but, lest there be confusion as to his class, they would put an At before the Wood and make him Hiram Atwood, indicating his Christian name, where he worked and the fact that he was not a landowner.
Many other names were invented in similar manner. When Adams became so common that there would likely be confusion on account of there being so many of them, a son of one of the Adams family would add to the name the fact that he was a son by writing his name Adamson, and thus start a new family name. Thus, in the same way also came Willson, Clarkson, and other names of that kind.
For a long time the Jews had only one word for a name, such as Isaac, Jacob, Moses, etc. They became so numerous that it was impossible to distinguish them, and so a commission was named to give surnames to all the Jews in addition to their other names. As the race was then, as now, held in derision by the rulers of many nations into which the tribe had become scattered, the people who had charge of the naming of the Jews took advantage of the opportunity to make sport of them, and gave them such names as
Rosenstock (Rose bush),
Rosenszweig (Rose twig),
Rosenbaum (Rose tree),
Blumenstock (Flower bush),
Blumenthal (Flower valley),
etc., etc.
Our Christian names are from similar sources, and while many of them are well selected because of their beautiful meanings, there are many of them which mean nothing as words as they were only invented for the purpose of giving a new name to a new child.
When you light a candle it burns, because the lighted wick heats the wax sufficiently to turn it into gases, which mix with the oxygen in the air and produce fire in the form of light. You know it is not easy to light a candle quickly. You must hold the lighted match to the wick until the wax begins to melt and change to gases. As long as the wax continues hot enough to melt and turn to gas the candle will burn until all burned up; but if there is a break in the continuous process of changing the wax to gas, the light will go out. Now, when you blow at the lighted candle, you blow the gases which feed the flame away from the lighted wick, and this makes a break in the continuous flow of gas from the wax to taper, and the light goes out.
[22]
When we look upon the surface of a mirror we see the image of ourself and our surroundings. The extent of the view depends upon the size of the mirror and the distance we are standing from it.
If we hold the mirror close to our face we see only the face, or perhaps but a portion of it, and the farther away we are the more the mirror will reflect, only, of course, the various images will be smaller. The mirror reflecting exactly what the eye sees, without doubt had a great influence in inducing the experiments that resulted in the process we call photography.
The taking of a photograph with a camera may in a way be compared with the action of your eyes, when you gaze upon your reflection in a mirror, or look at any object or view. Any object in a light strong enough to render it visible will reflect rays of light from every point.
Now, the eye contains a lens very similar in form to that used in a camera. This lens collects the rays of light reflected from the object looked at and brings them to a focus in the back of the eye, forming an image or picture of whatever we see, just as the mirror collects the rays of light and reflects them back through the lens of the eye.
Certain nerves transmit the impression of the image so focused in the back of the eye to the brain and we experience the sensation of sight.
The lens is the eye of the camera, and the process we call photography is the method employed to make permanent the image the eye or lens of the camera presents to a sensitive surface within the camera.
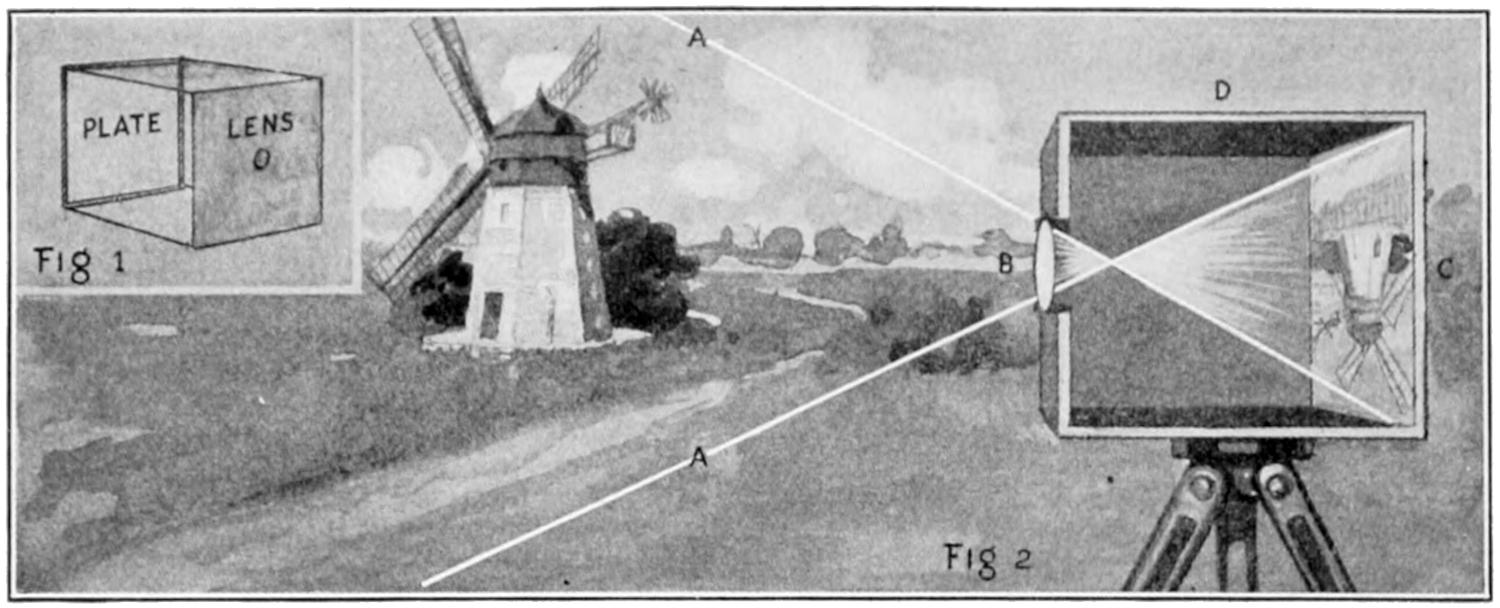
Fig. 1 shows a simple form of camera, it being merely a light tight box with a lens fitted to the front, and a means for holding a sensitive plate at the back, the plate being placed at just the right distance to focus the rays of light admitted through the lens in exactly the same manner as the rays of light pass through the lens of the eye and come to a focus in the back part of the eye.
Now, if we could look inside the camera we would note that the image was inverted, or upside down.
Fig. 2 will explain this.
The rays of light from “A” pass in a straight line through the lens “B” until they are interrupted by “C,” upon which they strike, forming an upside down image of the object “A.” But, you exclaim, “we do not see things upside down.” No, we do not, because some mental process readjusts this during the passing of the impression from the eye to our brain.
Let us suppose we have our camera loaded with its sensitive plate or film.[23] We select some object or view we wish to photograph, uncover the lens for an instant, and let the light impress the image upon the sensitive surface of the plate or film. Now, how are we going to make this image permanent?
If we were to examine the creamy yellow strip of film upon which the picture was taken there would seemingly be no difference between its present appearance and before the snapshot was made.
Now let us suppose that this strip of film is a little trundle bed, and in it tucked securely away from the light are many hundreds of little chaps called silver bromides, little roly-poly fellows lying just as close together as possible, and protected by a coverlet of pure white gelatine.
HOW A PHOTOGRAPH
IS DEVELOPED
Until the sudden flash of light in their faces when the picture was taken, they have been content to lie still and sleep soundly. Now they are seized with a strange unrest, and each little atom is eager to do his part in showing your picture to the world. Alone they are powerless, but they have, all unbeknown to them, some powerful chemical friends, who, organized and aided by the photographer, will bring about their transformation. These chemicals, with the help of the photographer, form themselves into a society called the developer.
The photographer takes just so many of the tiny feathery crystals of pyro, just so many of the clear little atoms of sulphite of soda, and just so many little crystals of carbonate of soda, and tumbles them all into a beaker of clear cold water. Unaided by each other, any one of these chemicals would be powerless to help their little bromide of silver friends. The first of these chemicals to go to work is the carbonate of soda.
He tiptoes softly over to the trundle bed and gently begins turning back the gelatine covers over the little bromide of silver chaps, so that Pyro can find them in the dark.
It is Pyro’s mission to transform the little silver bromides into silver metal, but he is rather an impulsive chap, so he is accompanied by sulphite of soda, who warns him not to be too rough, and whose sole mission is to strain his eagerness to help his friends.
“Go slow now,” says Sulphite, “don’t frighten the little silver bromides, or else you’ll make them cuddle up in heaps, and the picture won’t be as nice as if you wake them up gently and each little bromide stayed just where he belonged.”
After all the little silver bromides that the light shone on have been transformed into metallic silver by the developer, another chemical friend has to step in and carry away all the little bromides that were not awakened by the flash of light.
This friend’s name is “Hypo,” and in a few minutes he has carried away all the little bromides that are still sleeping, so that the trundle bed with the now awakened and transformed silver bromides will, after washing and drying, be called a negative, and ready to print your pictures from.
If we take this negative, as it is called, and hold it up to the light, we will see that everything is reversed, not only from right to left, but also that whatever is white or light in color is dark in the negative, and that what would correspond to the darker parts of our picture are the lightest in the negative, and it is from these facts that we give it the name negative.
Now, to get our picture as it should be, we must place this negative in contact with a sheet of coated paper that is also sensitive to light.
So we place the negative and the sheet of sensitive paper in what is called a printing frame, with the negative uppermost, so that the light may shine through the negative, and impress the image upon the sheet of sensitive paper. Now, it stands to reason that if the lightest parts of our picture are the darkest in the negative that less light can pass through such portions of the negative in a given time, so that with the proper exposure to light the image upon the sheet of sensitive paper will be a correct picture of whatever the lens saw.
[24]
The swiftest thing that the human race has ever put into motion is the steel projectile of a twelve-inch gun. No human eye can follow its flight. Released at a pressure of forty thousand pounds to the square inch—in a heat at which diamonds melt and carbon boils—it hurls through the air at the rate of twenty-five miles a minute, and reaches the mark ahead of its own sound! (Pictures and story by courtesy of McClure’s Magazine.)
HOW SHOOTING SHELLS
ARE PHOTOGRAPHED
One of the most progressive branches of our military service is the Department of Coast Defenses, which, under the far-seeing guidance of General E. M. Weaver, holds our shores and harbors in a state of alert preparedness against foreign aggression. At Hampton Roads sits the Coast Artillery Board, composed of officers and consulting engineers to whom are referred all problems relating to coast artillery, and who have the responsibility of testing all new instruments proposed for artillery use. The purpose of this article is to describe one among several notable achievements of the Hampton Roads Coast Artillery School, this particular work having been done by Captain F. J. Behr of the Coast Artillery Corps, who, after years of effort, has recently developed a system that makes it possible to take[25] pictures of the swiftest moving bodies, the great steel projectiles of our biggest guns—to seize them with the camera’s eye as they hurl through the air at enormous velocities or at the very moment of their emergence from the gun muzzles, and to preserve these images, never seen before, for military study and comparison. Captain Behr was ably assisted in this work by Engineer J. A. Wilson.
THE FASTEST CAMERA IN THE WORLD
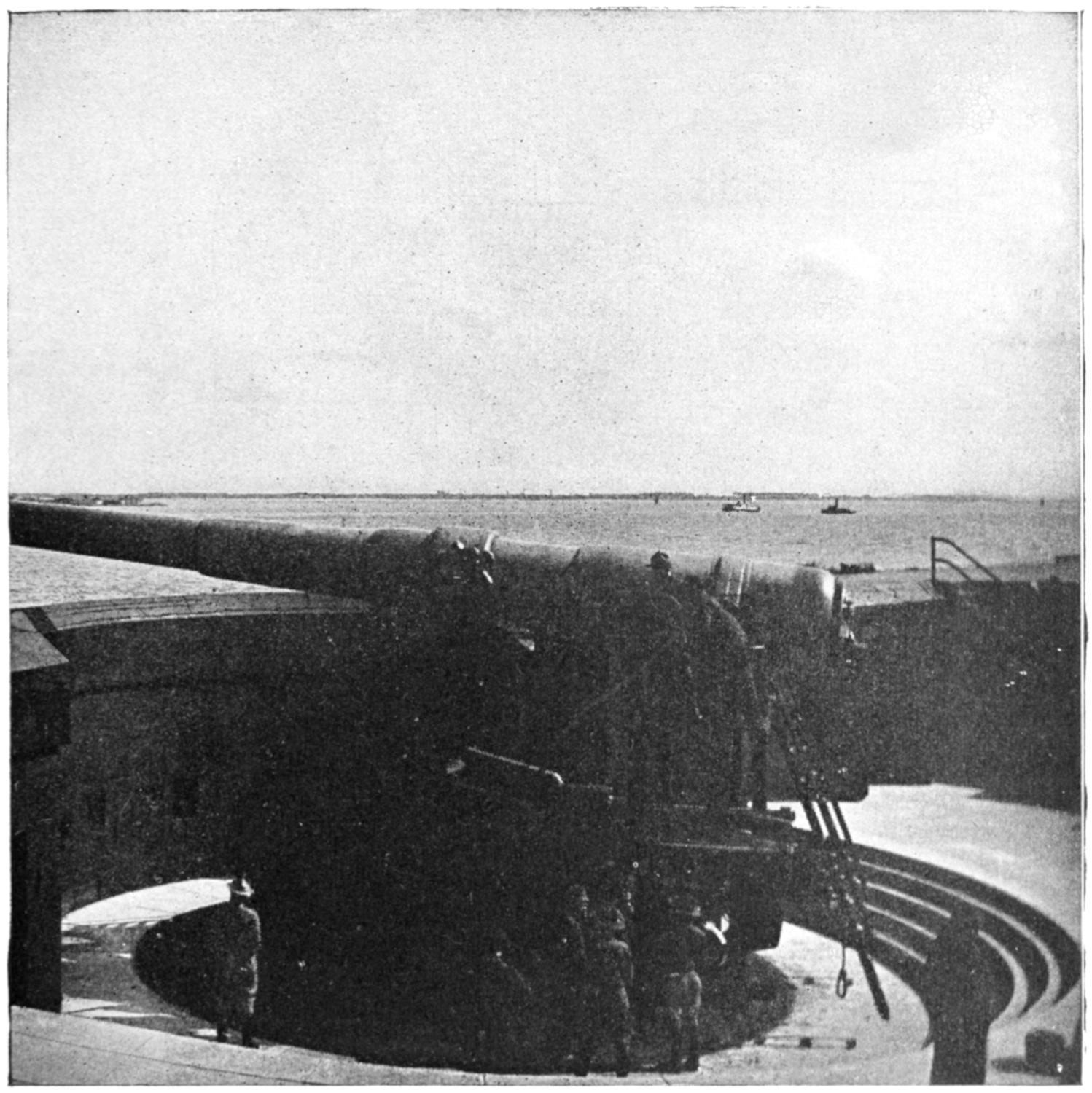
The big gun, equipped with the fastest camera shutter in the world, about to be fired and the shell photographed.
For years a young officer of the Coast Artillery has been trying to devise a camera so incredibly swift that it will record every stage of this lightning flight from the gun-barrel to the target. At last he has succeeded. His photographs—some of them taken one hundred thousandth of a second apart—have revealed remarkable and unsuspected facts to the military world. The story of his invention had never before been told.
Some of the increments and decrements of time involved in the series of photographs herewith published (several of them for the first time) are as small as one ten-thousandth part of a second. And Captain Behr has devised a method of taking photographs of projectiles as they arrive at a steel target and penetrate the target, inch by inch, that involves increments or decrements of time as small as the one hundred-thousandth part of a second. To the uninitiated it seems incredible that such infinitesimal divisions of time can[26] be used in practical calculations; but every trained physicist knows that in wireless work scientists of to-day speak casually of experiments that take account of two-tenths or one-tenth of a millionth part of a second!
THE PROJECTILE EMERGING FROM MORTAR
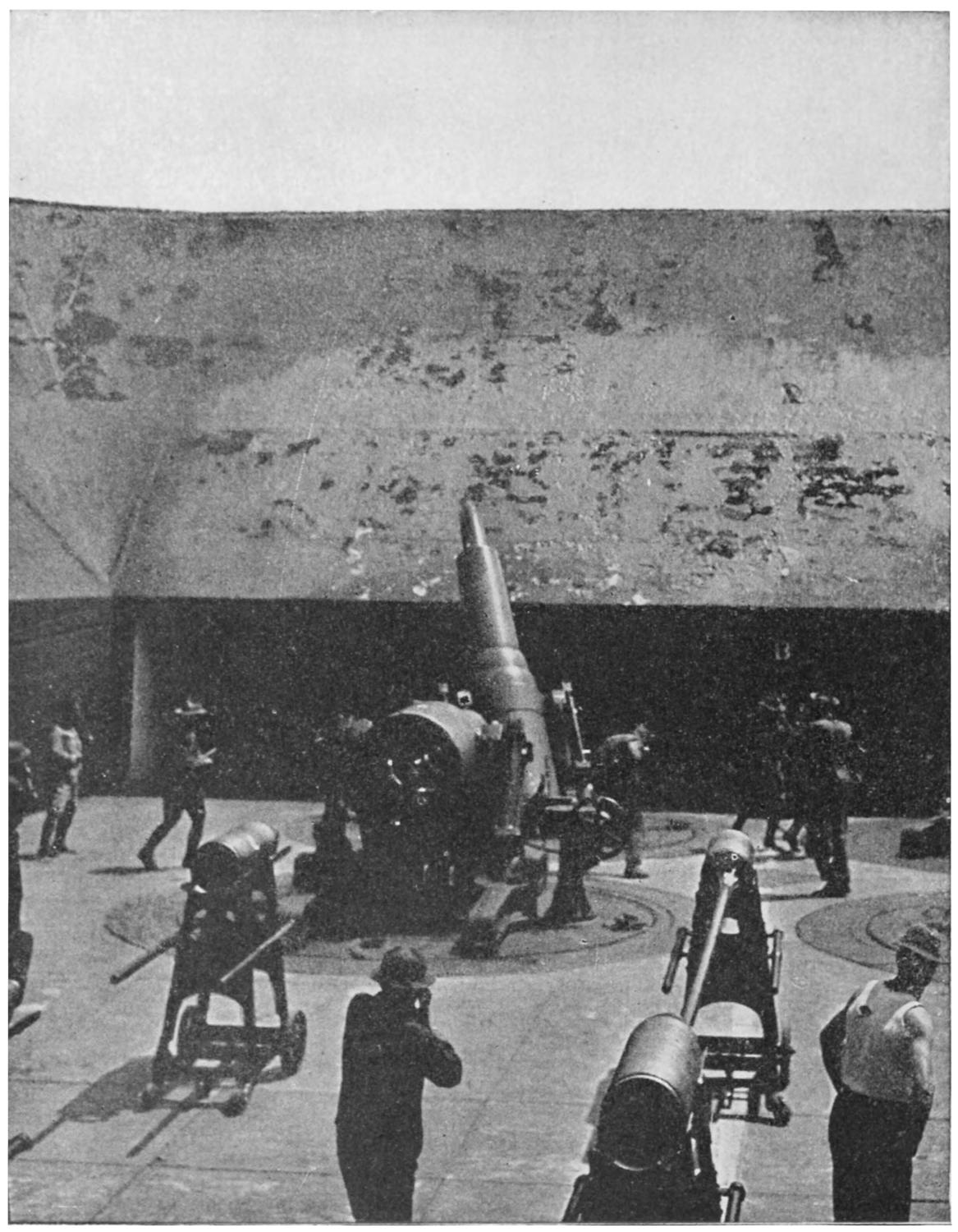
In this photograph—the first of a remarkable series showing five stages of a moving projectile—the half-ton projectile seems to be standing still, but really it is traveling at the rate of 900 miles an hour. The gunners here work in concrete pits 34 feet high. Underneath the mounts are the powder magazines. Each pit has four mortars usually served by an entire Coast Artillery Company. The projectiles are the same as those used in the twelve-inch guns, but less powder is required because mortar projectiles are hurled high in the air, not straight at a vessel, and deliver their destructive blows downward from a great height.
[27]
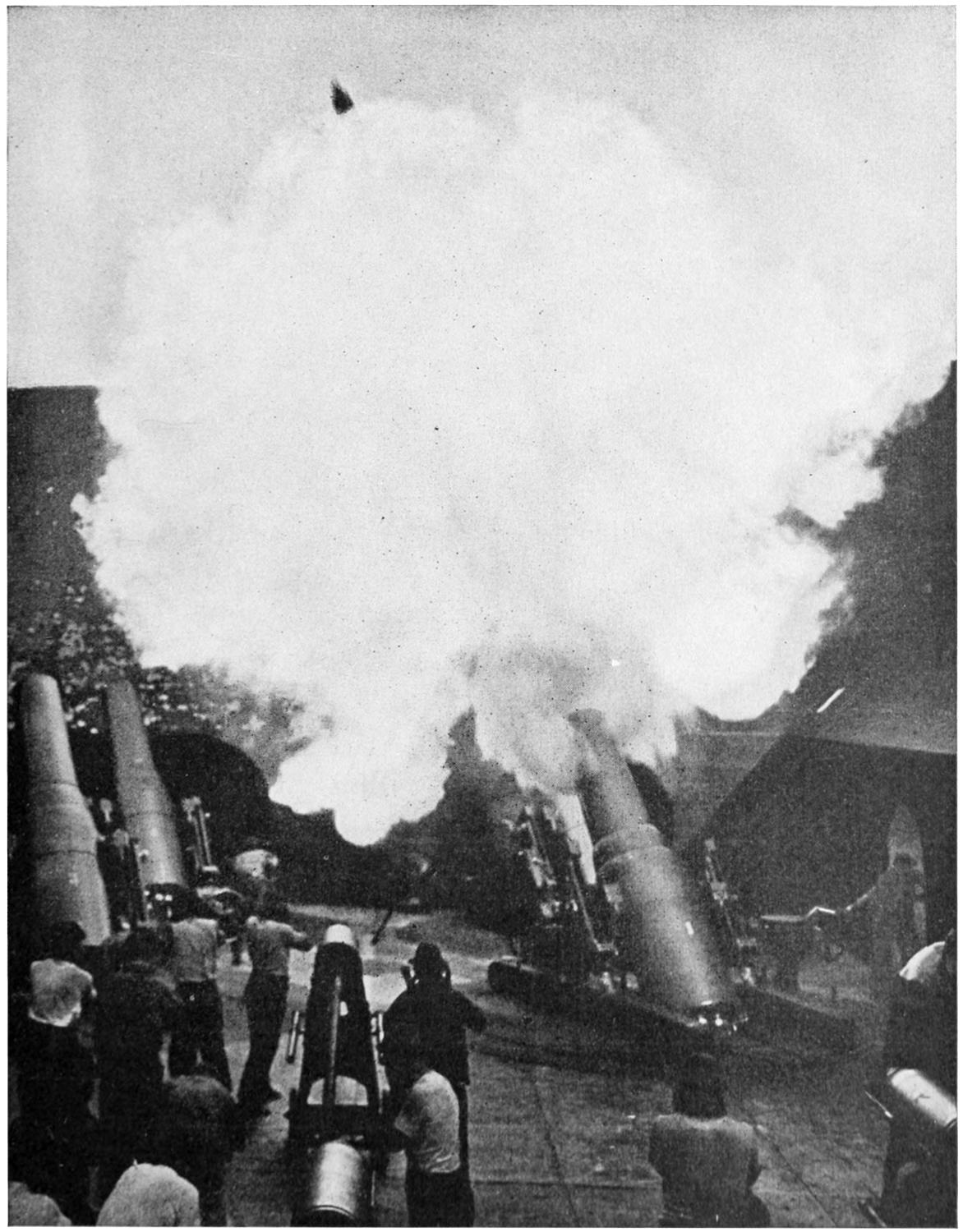
THE SMOKE RINGS WHICH APPEAR
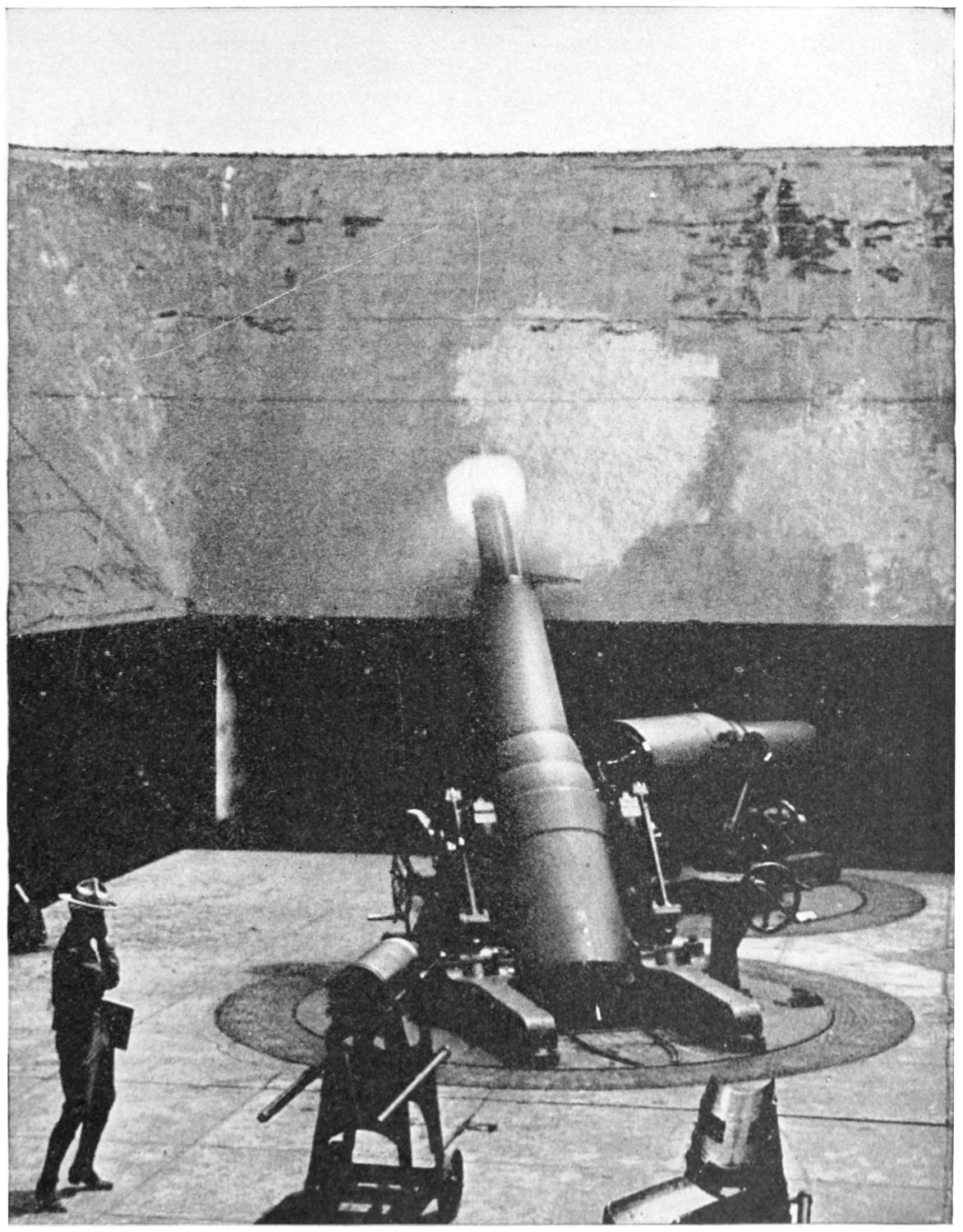
This second photograph shows the projectile almost entirely out of the mortar. Its sharp nose may be seen above the “gas-ring” forming at its upper end. These “gas-rings,” or “smoke-rings,” come without warning, and only occasionally, perhaps once in eight or ten shots. They rise swiftly to the height of fifty or a hundred feet, growing larger and larger, and giving forth a weird, shrieking sound like a second projectile. Some insist that these “smoke-rings” are as hard as steel, owing to the enormous compression of their composing gases, and the story is told of a bird caught in the path of one of them and torn to pieces.
What happened to the projectile after it leaves the gun, or after the discharge of the gun, and before the projectile has had time to issue from the gun-barrel? What is the action at the muzzle of gases generated? What shape do these gases assume as they leave the gun? What causes the much-discussed “gas-rings” that sometimes form when a mortar is fired, and oftener do not form? What phenomena attend the arrival of the projectile at a solid steel target? Is the steel actually fused by the heat of impact? Is it vaporized? Or what? These are some of the questions that Captain Behr set himself to solve, or to help in solving, as he worked out his methods of rapid photography. His aims were strictly military, but his results make fascinating appeal to the general imagination. Fancy doing anything in the one hundred-thousandth part of a second!
[28]
THE PROJECTILE HIDDEN BY THE SMOKE CONE
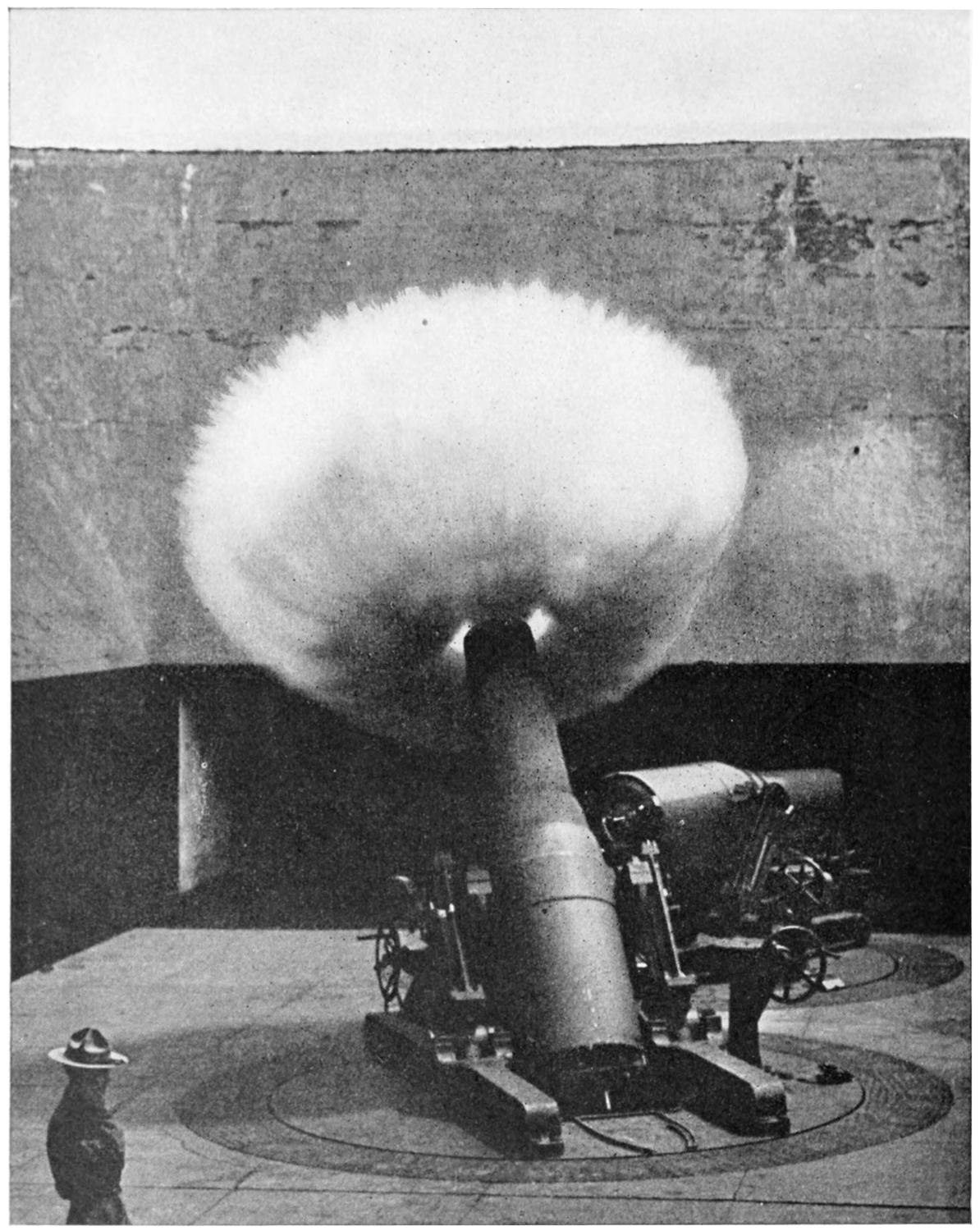
In the third photograph the smoke-cone is almost perfect and gives the famous “powder-puff” effect. It still hides the projectile, although the latter is traveling at a velocity that would take it from New York to Chicago in one hour. At night the “gas-rings” present a startling and fascinating appearance, burning with a reddish orange glow, and whirling with a complicated double motion, strange opalescent balls, like rings of Saturn. A study of these photographs—the first record ever made of the “gas-rings”—has led some experts to the conclusion that the cause of the rings is defective ramming of the projectile.
[29]
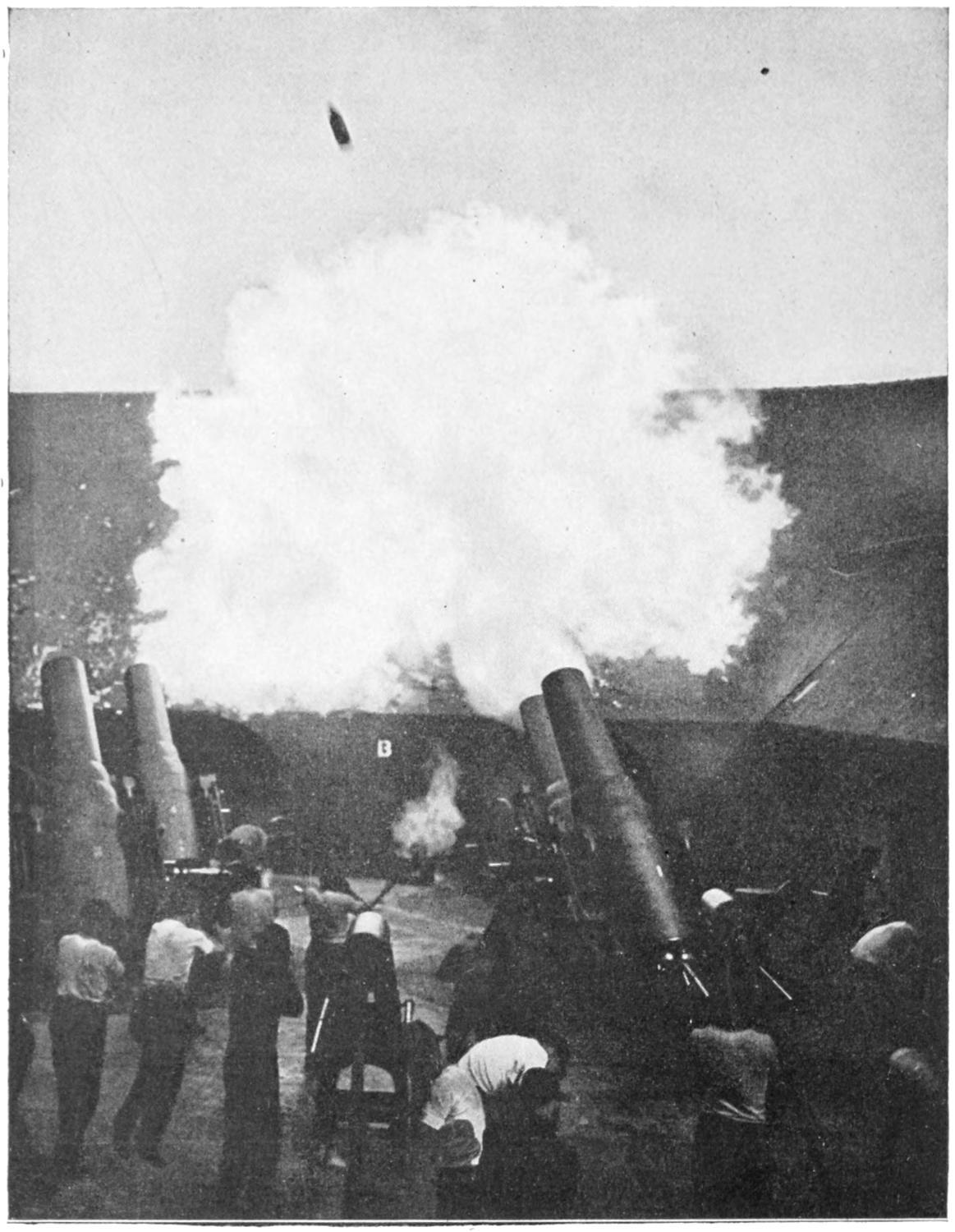
THE PROJECTILE EMERGING FROM SMOKE CONE
The fourth photograph shows the projectile emerging from the smoke-cone about thirty feet above the muzzle of the mortar. The men who fire these mortars from the mortar-pits never see the distant target or vessel they are firing at, but point their mortars according to directions transmitted to them (usually by telephone) from observers at distant stations. And so great a degree of precision has been attained that, on certain practice occasions at Hampton Roads, a record of nine hits out of ten shots has been scored on a moving target five miles out in the ocean. This picture shows the smoke-cone as first seen by the human eye.
Captain Behr’s general idea was to utilize some phenomena connected with the discharge to actuate, by electrical connections, a mechanism that would work a rapid shutter in a properly placed camera. The phenomenon of concussion was tried first—the smash of air against a little swinging door; but this was much too slow. The projectile was hundreds of yards away before the camera had registered its picture. And that chance was gone!
[30]
THE PROJECTILE HIGH IN THE AIR
In the fifth photograph the projectile is seen entirely clear of the smoke-cone and well started on its long flight. Climbing into the sky at this steep angle, it will reach a height of from three to six miles before it begins to descend. There are harbors on our coasts guarded by so many guns and mortars that if these were fired simultaneously they could hurl against a given small area a converging rain of projectiles aggregating more than fifty tons in their combined mass. A minute later they could hurl another fifty tons against the same small area; and so on as long as the ammunition lasted.
[31]
In the next trial, several months later, Captain Behr arranged to have the electrical connections made or broken by the movement of the gun-carriage itself in recoiling; but the result was unsatisfactory. Nor was he more fortunate at the succeeding target practice, when, having placed the apparatus farther forward on the parapet, he had the camera demolished by the force of the concussion and several blades of the rapid shutter broken. He was satisfied, now, that his effort to actuate the camera mechanism from the gun-carriage would never give the requisite precision in results, and he saw that he must work with a device functioning more reliably.
In the months that followed before the next target practice, the Captain did some experimenting, and finally determined making the projectile itself displace a length of piano-wire fixed across the muzzle of the gun, and thus actuate the electrical system and operate the shutter. In this way he eliminated troublesome variables of recoil, elasticity of the carriage, etc., leaving to determine only the time element of the electrical system to function. This result was admirable, and, after taking several similar pictures, the captain found that he could now operate with great precision—that is, he could get the same phase of the discharge with almost identical shapes of gas-cone and smoke-cloud, and he could get these every time.
In the fall of 1912 Captain Behr succeeded in obtaining a series of extremely rapid photographs showing a twelve-inch mortar battery in action. In taking these pictures the camera was placed on an elevation about ten feet above the concrete floor and about sixty feet back of the mortars. The electrical device for working the shutter was actuated by the mortar itself in its recoil. These pictures were taken in about one five-thousandth of a second—which is the more remarkable as the last two were taken in the shade after 4.30 A.M. The first three were taken about noon, in the sunshine, as the shadows show.
So great was the precision of the electrical device as to render possible the photographic recording of these mortar projectiles, moving at great velocities, in almost any desired position after the discharge, say two feet away from the muzzle, or six feet away, or twenty feet away, or right at the muzzle, as shown in the first mortar picture, where the great projectile has been caught in its flight half way out of the mortar.
A CAMERA THAT IS
FASTER THAN THE EYE
It is interesting to note that of these five mortar pictures, representing five phases of the firing, only the last two are ever seen by the human eye. The far swifter camera, acting in about one five-thousandth of a second, has caught all these phases as reproduced here; but, to the ordinary observer standing by, the first visible impression after firing is that of the smoke-cone as developed in Number Four. The strange “powder-puff” effect shown in Number Three is never seen; nor the earlier effects in Numbers One and Two. Nor is any sound heard by an observer or by the gun crew until the third or fourth phase has been reached. This is a matter of simple calculation.
Sound travels through the air very slowly as compared with light, and in Numbers One, Two, and Three, although the crashing explosion has taken place and the projectile is already started on its long journey, the men (even the lanyard man, who is nearest), have heard nothing, since the sound-waves have not yet had time to reach their ears. Nor has the mortar itself had time to recoil, as it does presently, down into the well in the floor of the pit.
The men aboard the towing vessels that drag the floating targets during gun and mortar practice would seem to be in a dangerous position, since the tow-line is not more than two hundred yards long for guns and five hundred yards long for mortars, and a very[32] slight error in aim or adjustment might cause a deviation of several hundred yards when the range is eight or ten thousand yards. As a matter of fact, such errors do not occur, and a gun-pointer who would make a right or left deviation from the target of ten yards, or at the most fifteen yards at a distance of five miles, would be considered unfit for his job. In one or two rare instances a towing vessel has been struck when a projectile has fallen short and then ricochetted to the right, as it invariably does owing to its rotation in that direction. The rifling of the gun-barrel causes this rotation.
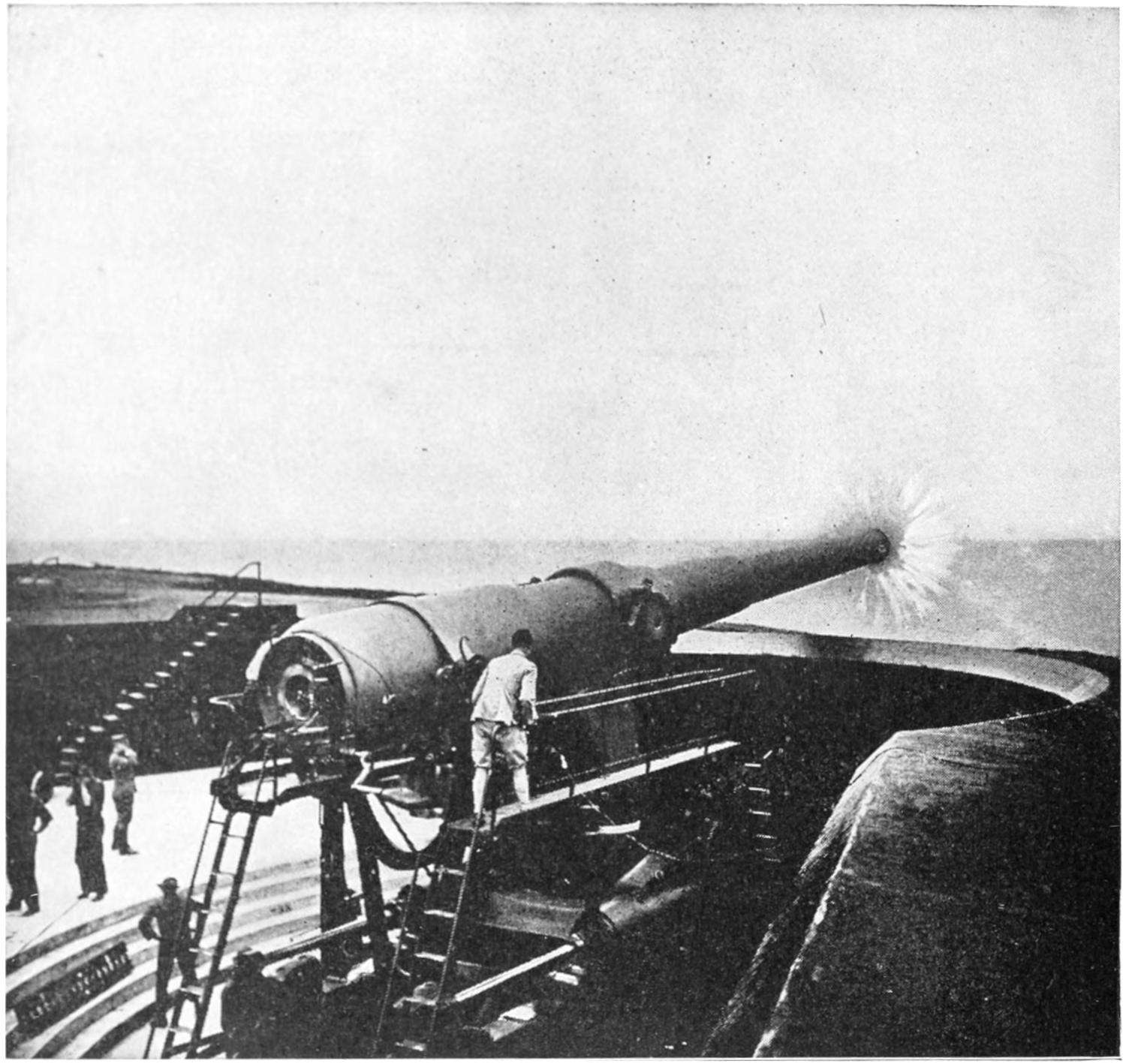
This shows one of Captain Behr’s earliest efforts to photograph the projectile from a twelve-inch gun. The man on the platform has been adjusting the electrical connections that actuate the camera mechanism. The halo effect at the muzzle of the gun is due to compressed air caused by the forward rush of the projectile. The projectile has not yet emerged from the muzzle of the gun. On the right is the place where the “Merrimac” and the “Monitor” had their famous fight.
Sometimes these great projectiles ricochet several times, and go bounding over the water as a pebble skips along the surface of a mill-pond, only there may be the distance of a mile or more between these giant leaps.
A strange phenomenon is witnessed by the observer on a towing vessel as he looks, rather uneasily perhaps, toward the distant shore battery, that seems to be firing straight at him. First there is a flash and a puff of smoke; then nothing for a period of seconds, while the projectile is on its way; then suddenly[33] a great splash as the mass of iron strikes the water. Up to this moment there has been no sound of the discharge, no sound of the projectile, since it travels faster than the sound-waves; but now, after it has buried itself in the ocean, is heard its own unmistakable voice, a low, buzzing um-m-m-m approaching from the shore. The projectile itself has arrived before the sound that it makes in transit, and the sound arrives afterward. Last of all is heard the boom of the discharge.
A GUN THAT PHOTOGRAPHED ITS OWN SHOT
In this beautiful picture the hurling projectile was itself the photographer: that is, in passing out of the gun-barrel, it broke a length of piano-wire stretched across the muzzle and thus automatically closed an electrical circuit that actuated the camera mechanism. And so rapid was the shutter that the great shot hurled forth in the discharge photographed here has not yet had time to issue from the smoke-cone, where it is still hidden.
Owing to the great velocity of gun projectiles, it is almost impossible for an observer near the target to see them as they approach; but a trained eye can discern the slower moving mortar projectiles as they drop out of the sky, shrieking as they come, curving downward from a height of four or five miles, half a ton falling from a height of four or five miles.
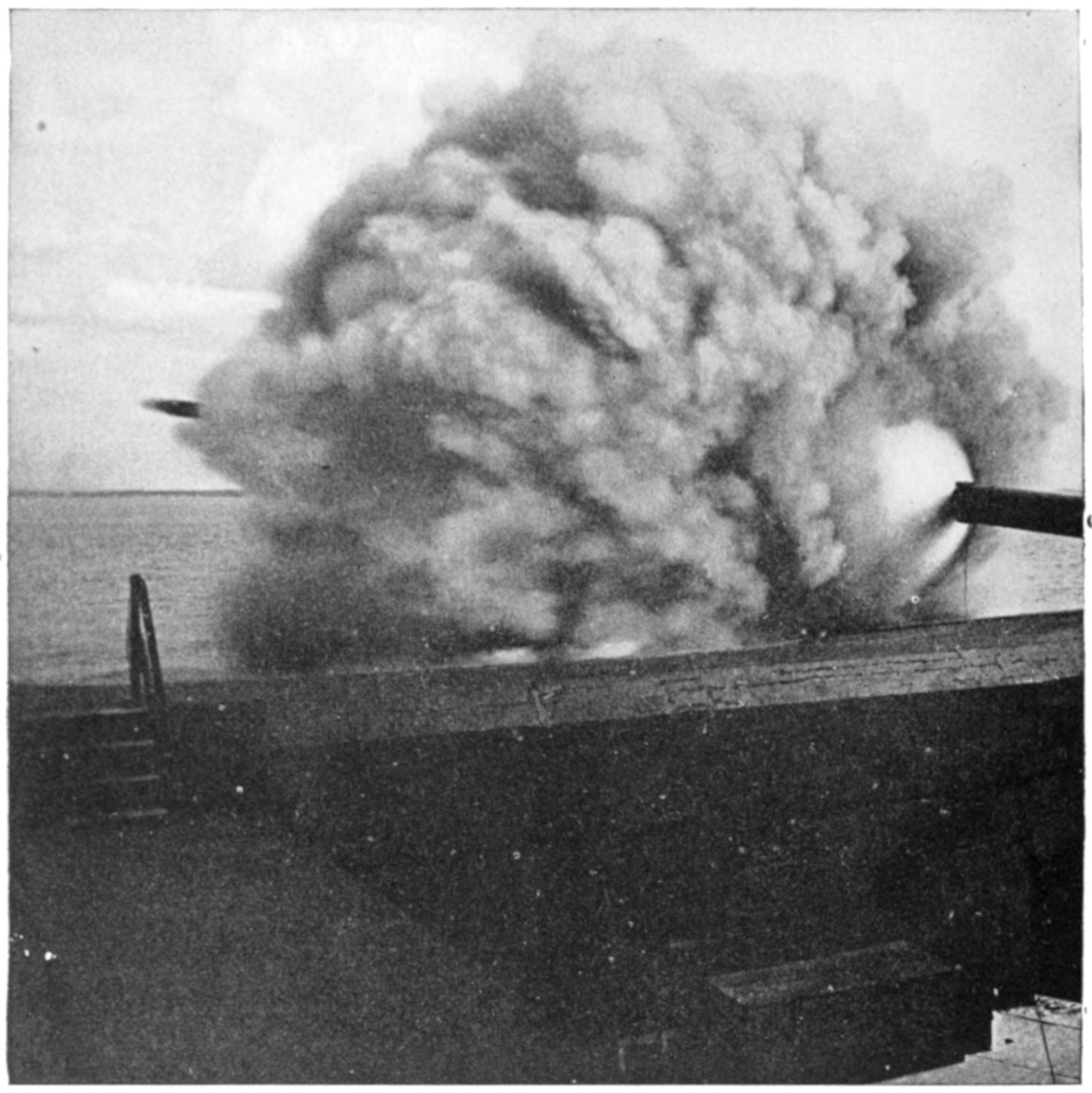
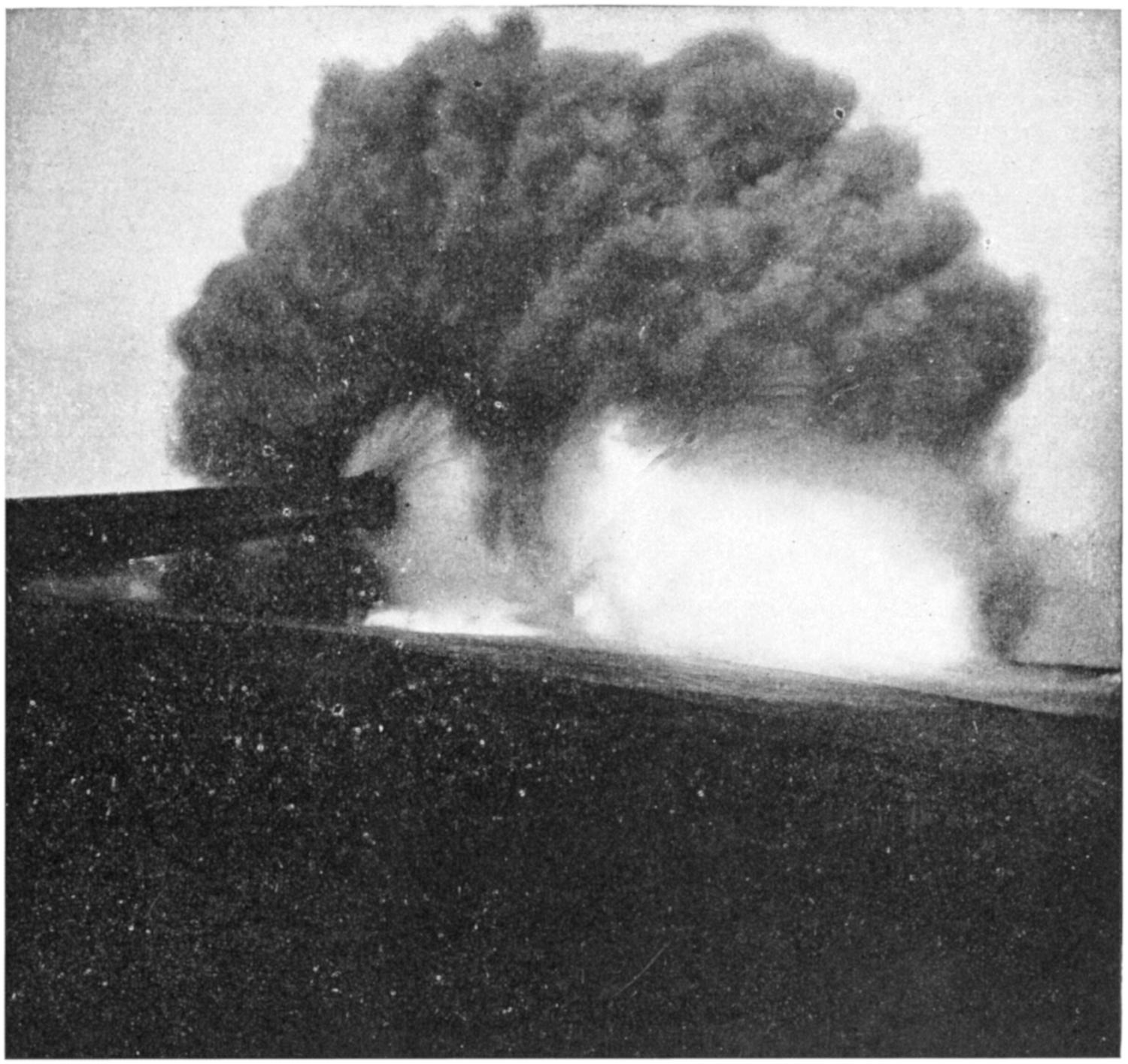
EXPLODING A SUBMARINE MINE
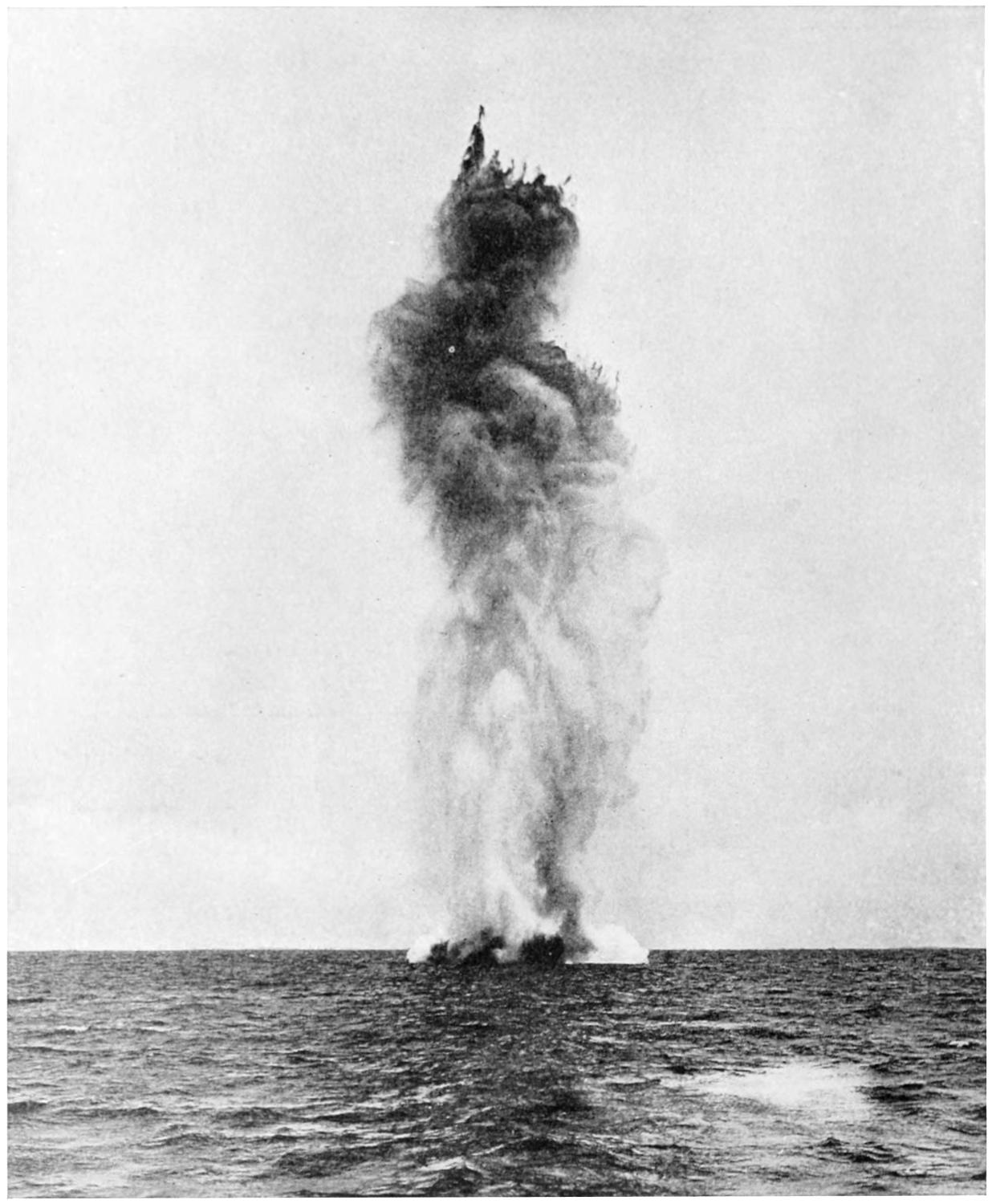
This photograph illustrates another important form of coast defense—the submarine mine. A target about 5 by 5 feet, with a red flag at its apex, is towed across the mine-field, the mines being exploded electrically from a shore station several miles away. The methods of laying and exploding these mines are carefully kept secrets. In this case a charge of five hundred pounds of the newest explosive was used. Fragments of the shattered target and mine-buoy are seen at the right of the picture. Tons of water are hurled into the air by these explosions, and hundreds of fish are killed or stunned.
It is difficult to realize what an enormous force is released when one of these twelve-inch guns is discharged. The pressure inside of the gun behind the projectile is between thirty-five and forty thousand pounds to the square inch. No engine or machine made by man produces anything like this pressure. The boiler pressure in steam-engines, or in big turbines driven by superheated steam, does not exceed two[34] hundred or three hundred pounds to the square inch. The huge hydraulic presses that would crumple up a steel girder do not exert a pressure of more than one thousand pounds to the square inch. The only reason a gun-barrel can resist this pressure (forty thousand pounds to the square inch) is that it is built up in a series of concentric steel hoops or tubes shrunk one over the other until there is a resistance capacity of from seventy thousand to ninety[35] thousand pounds to the square inch. Even at rest, the barrels of these great guns are under such enormous compression, from being thus squeezed within these outer steel coverings, that, if the retaining steel jackets were suddenly cut, the tubes would blow themselves into pieces from the violent reaction of release.
Not only does this smokeless powder, burning inside these guns, produce enormous pressure, but it generates inconceivably great heat. Water boils at 100° Centigrade; iron melts at 1400°; platinum and the most resistant metals at 2900°; while the hottest thing on earth is the temperature of the electric arc, in which carbon boils. This temperature is between 3000° and 4000° Centigrade, and is believed to be the same as that of these great powder chambers when the gun is fired. Thus a diamond, the hardest substance known, would melt in the barrel of a twelve-inch gun at the moment of discharge. The consequence is that at each discharge of a big gun a thin skin of metal inside the barrel is literally fused, and this leads to rapid erosion of the softened surfaces under the tearing pressure of gases generated. The rifling is worn away; the band over the projectile becomes loose-fitting; and soon the huge gun, that has cost such a great sum, is rendered unfit for service. The life of a twelve-inch gun is only 450 rounds, that is, the gun would be worn out if fired every three minutes for a single day. After that a new life may be given it by boring out the inner tube and putting in a new steel lining.
A few words may be added about the formidable smokeless powder used in these great guns. This powder, in spite of its terrible power, is of innocent appearance, and a small stick of it may be held safely in the hand while it burns with a vivid yellowish flame. There is no danger of its exploding or detonating like gun-cotton, and yet it is made from gun-cotton, treated by a colloiding process that is one of our jealously guarded military secrets. There are foreign governments that would give millions to know exactly how this powder is made and how it is preserved for years without deterioration. The recent destruction of two ships of the French navy was due, it is believed, to deterioration of their smokeless powder.
If a person’s picture is taken with the eyes of the person looking directly into the lens or opening of the camera, then the eyes in the picture will always[36] be directly on and appear to follow whoever is looking at it. This is also true of paintings. If a subject being painted is posed so as to look directly at the painter, and the artist paints the picture with the eyes so pointed, then the eyes of the picture will follow you. When you are looking at a picture of a person and the eyes do not follow you, you will know at once that he was not looking at the camera or artist when the picture was being taken or painted.
WHY YOU CAN BLOW
OUT A CANDLE
To understand the answer to this question fully you will first have to learn what light is, and particularly that it is not the flame from the gas jet or of the lamp or candle that is actually the light, but that light consists of rays or waves in the ether, which is constantly in all space and even in our bodies, coming from the something that is burning. This in the instance above mentioned would be the gas burning as it comes out of the gas jet, the oil in the lamp as it comes up through the wick or the flame of the candle. We are apt to call a lighted gas jet a lamp, or a candle, light, because it is steady. Really, however, there is no such thing as keeping light in a room in an actual sense, for rays of light travel from the substance which produces them faster than anything else we know of in the world. The first thing a light wave does when it is once created is to go some place, and it does this at the rate of 186,000 miles per second. If it cannot penetrate the walls of the room it is either reflected back in the direction from which it came or transformed by the objects which it strikes into some other kind of energy.
When you look at the rays coming from a gas jet, you do not see one ray for more than, say the millionth part of a second, but because these rays of light come so fast one after the other from the burning jet and spread in all directions, they seem to be continuous.
So you see that the rays of light are going away as fast as they are coming from the gas jet. They either go on as light or, as said above, are changed into other forms of energy when they strike things they cannot penetrate in the form of light, or rather one thing, which is heat. A large part of it goes into the air in the room in the form of heat, as you well know, now that it is called to your attention. Some of it goes into the furniture and some of it is changed into another form of heat, which, combining with the chemicals in other things it mixes with, changes their appearance and usefulness. As, for instance, the carpets and hangings in the room, the colors of which become faded when exposed to light rays too much. The heat from the light rays is responsible for the fading of colors in our garments as well.
When you “put out the light,” as we say, or turn off the gas, you cut off the source of light. Really, then, our expression that “the light goes out” is only true while the gas is lighted, for from the flaming gas jet the light is going out all the time, whereas when the gas is turned off no light is being produced, and when you turn off the gas you do not turn out the light, but only that which makes light.
[37]
Fire will go out naturally when there is nothing left to burn, or it will go out if it cannot secure enough oxygen out of the air to keep it going. In the first case it dies what we might call a “natural death,” and in the latter case the fire practically suffocates. The fire in the open fireplace, if it has plenty of air, will burn up everything burnable that it can reach. The stones of the fireplace or other parts of a stove will not burn, because they have already been burned, and you cannot burn anything a second time, if all of the oxygen in it was burned out of it the first time.
Now, then, to burn up a thing, you must first start a fire under it, and then keep a constant draft of air playing on it from beneath, or the fire will die out. The more difficult a thing is to burn, the more important it is that you have plenty of draft. If the ashes accumulate under the fire the air cannot go through them in sufficient quantity and the fire will go out. Other things which prevent the current of air from going up through the fire will cause it to go out. That is why we close the lower door of the furnace, to keep the fire from burning out. When we shut off the draft of air from below, the fire in the furnace burns slowly, i. e., it just hangs on, so to speak.
When a lamp is burning without a chimney it generally smokes. That is because the oil which is coming up through the wick is being only partially burned. The carbon, which is about one-half of what the oil contains, is not being burned at all, and goes off into the air in little black specks with the gases which are thrown off. The reason the carbon is not burned when the chimney is off is that there is not sufficient oxygen from the air combining with it, as it is separated from the oil in the partial combustion that is going on. To make the carbon in the oil burn you must mix it with plenty of oxygen at a certain temperature, and this can only be done by forcing sufficient oxygen through the flame to bring the heat of the flame to the point where the carbon will combine with it and burn. When you put the chimney on the lamp you create a draft which forces more oxygen through the flame, brings the heat up to the proper temperature and enables the carbon to combine with it and burn. When you take the chimney off again the heat goes down, when the draft is shut off and the lamp smokes again.
The chimney also protects the flame of the lamp from drafts from the sides and above, and helps to make a brighter light, because a steady light is brighter than a flickering one.
The draft created by the chimney also forces the gases produced by the burning oil up and away from the flame. Some of these gases have a tendency to put out a light or a fire.
To get at the answer to this question we must go back to the definition of light. Light is a wave in the ether and contains no particles of matter. It, therefore, does not weigh anything at all.
When men had studied light thoroughly, however, they came to the conclusion that it must have the power of pressure, which, from the standpoint of results, would amount to the same thing as having weight. They reasoned that if you had a perfect balance and let sunlight shine down on one of the sides of the balance, that side should go down under the pressure of light. In their first experiments along this line men failed to show that under such conditions the side of the balance on which the light shone did go down, but by continuous experiments it was proved finally that the light did exert a sufficient pressure to cause the scales to go down, and in effect this is the same as having weight; but this has been found to be a common property of rays of various kinds, including heat,[38] and we, therefore, do not speak of this quality as weight, but as the power of radiating pressure.
When light passes from one medium to another, as for example from glass or water to air, or from air or glass to water, the rays of light change their course, thus making them seem to be bent or broken. The rays of light from the part of the stick in the water take a different direction from the rays from the part which is out of the water, giving the appearance of breaking or bending at the place where the air and water meet. It is, of course, the light rays which are bent and not the object itself.
This bending or changing of the path of light rays is called refraction. If you place a coin in a glass of water so that it may be viewed obliquely, you can apparently see two coins, a small one through the surface of the water and another apparently magnified through the side of the glass.
This is due only to the absolute principle that rays of light change their direction in passing from one thing to another, and on this principle of the rays of light our optical instruments, including the microscope, the telescope, the camera and eyeglasses are based.
I might tell you, just to show how clever I am, that stars do not twinkle at all, and leave you with that for an answer. But since they really do seem to twinkle, and that is what causes your question, I will tell you. As we have already learned in our talks about the stars and the sky in general, the stars are suns which are constantly throwing off light, just as our sun gives us light, and when this light strikes the air which surrounds the earth it meets many objects—little particles of dust and other things always floating about in it. The light comes to us in the form of rays from the stars and some of these rays strike particles of various kinds in the air and are thus interfered with. If you are looking at a lighted window some distance away and there are a lot of boys and girls or men and women running past the window, one after the other, rapidly, it will make the light in the window appear to twinkle. The twinkling is due to the interference which the rays of light encounter while traveling toward the eye.
That is nature’s way of protecting the eyes from the smarting which the onion would cause in your eyes if the tears did not come quickly and overcome the bad effect so produced. Tears are provided for washing the ball of your eyes. Every time you wink a little tear is released from under the eyelid, and the wink spreads it all over the eyeball. This washes down the front of the eyeball and cleanses it of all dust and other things that fly at the eye from the air. Then the tear runs along a little channel, much like a trough, at the lower part of the eye, and out through a little hole in the eye, and in this case the tear is really only an eye-wash. Many things, but more often sadness or injured feelings, start the tears coming so fast from under the eyelid that the little trough at the bottom and the hole in the corner of the eye are too small to hold them or carry them off, so they roll over the edge of the lower eyelid and down the face. These are what we call tears. Among other things that will cause tear-glands to cause an over-supply of eye-wash to come down, are onions. What they give off is very trying to the eyes, and so, just as soon as the something which an onion throws off hits the eyeball, the nerves of the eye telegraph the brain to turn on the tears quickly, and they come in a little deluge and counteract the bad effect of the onion.
[39]
SOME REMARKABLE PICTURES WITH A FAST CAMERA
[40]
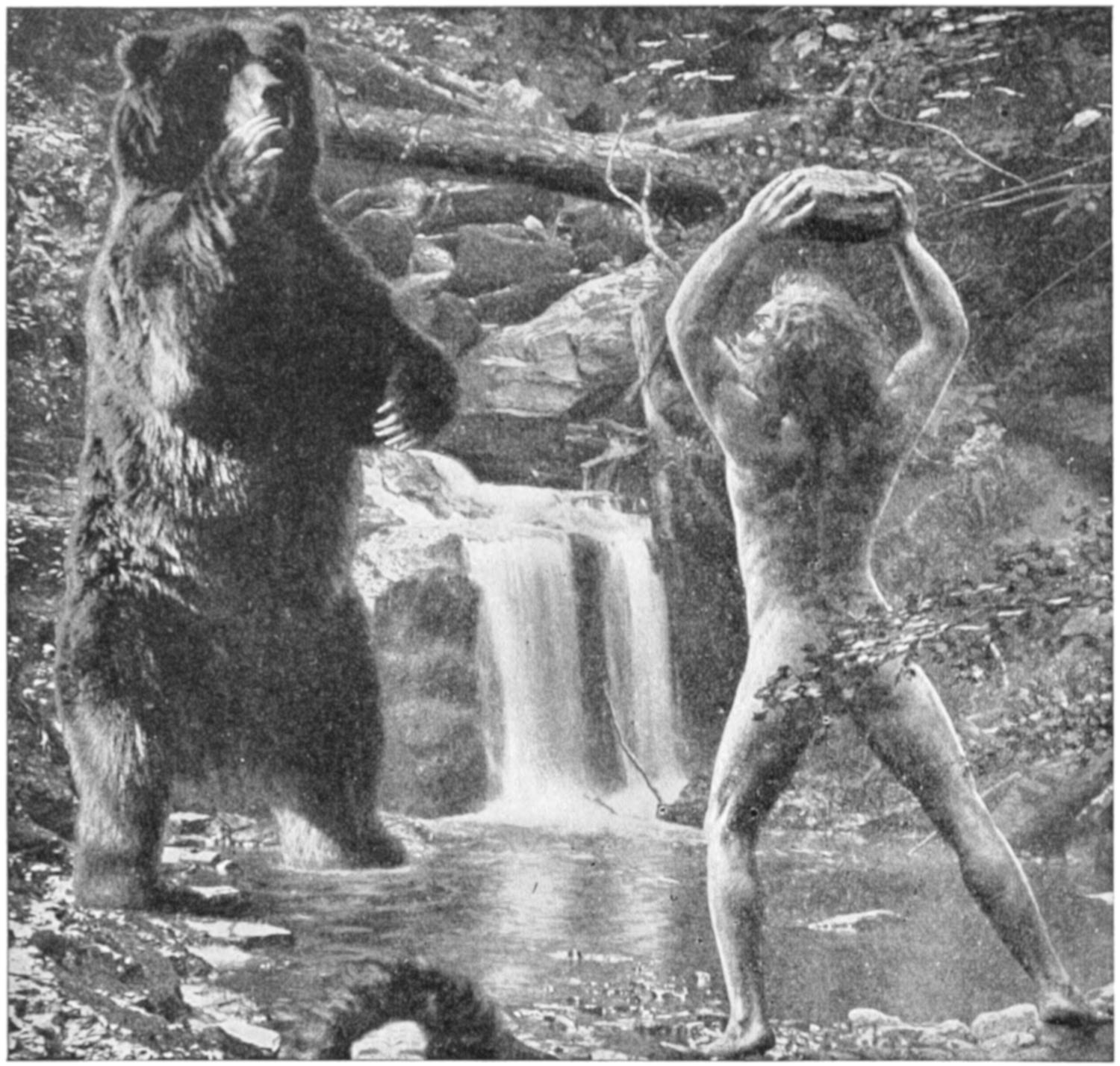
THE CAVE MAN OF PREHISTORIC TIMES WHO UNCONSCIOUSLY INVENTED AMMUNITION
HOW MAN LEARNED
TO SHOOT
A naked savage found himself in the greatest danger. A wild beast, hungry and fierce was about to attack him. Escape was impossible. Retreat was cut off. He must fight for his life—but how?
Should he bite, scratch or kick? Should he strike with his fist? These were the natural defences of his body, but what were they against the teeth, the claws and the tremendous muscles of his enemy? Should he wrench a dead branch from a tree and use it for a club? That would bring him within striking distance to be torn to pieces before he could deal a second blow.
There was but a moment in which to act. Swiftly he seized a jagged fragment of rock from the ground and hurled it with all his force at the blazing eyes before him; then another, and another, until the beast, dazed and bleeding from the unexpected blows, fell back and gave him a chance to escape. He knew that he had saved his life, but there was something else which his dull brain failed to realize.
He had invented arms and ammunition!
In other words, he had needed to strike a harder blow than the blow of his fist, at a greater distance than the[41] length of his arm, and his brain showed him how to do it. After all, what is a modern rifle but a device which man has made with his brain permitting him to strike an enormously hard blow at a wonderful distance? Firearms are really but a more perfect form of stone-throwing, and this early Cave Man took the first step that has led down the ages.
This strange story of a development has been taking place slowly through thousands and thousands of years, so that today you are able to take a swift shot at distant game instead of merely throwing stones.
THE SLING MAN IN ACTION
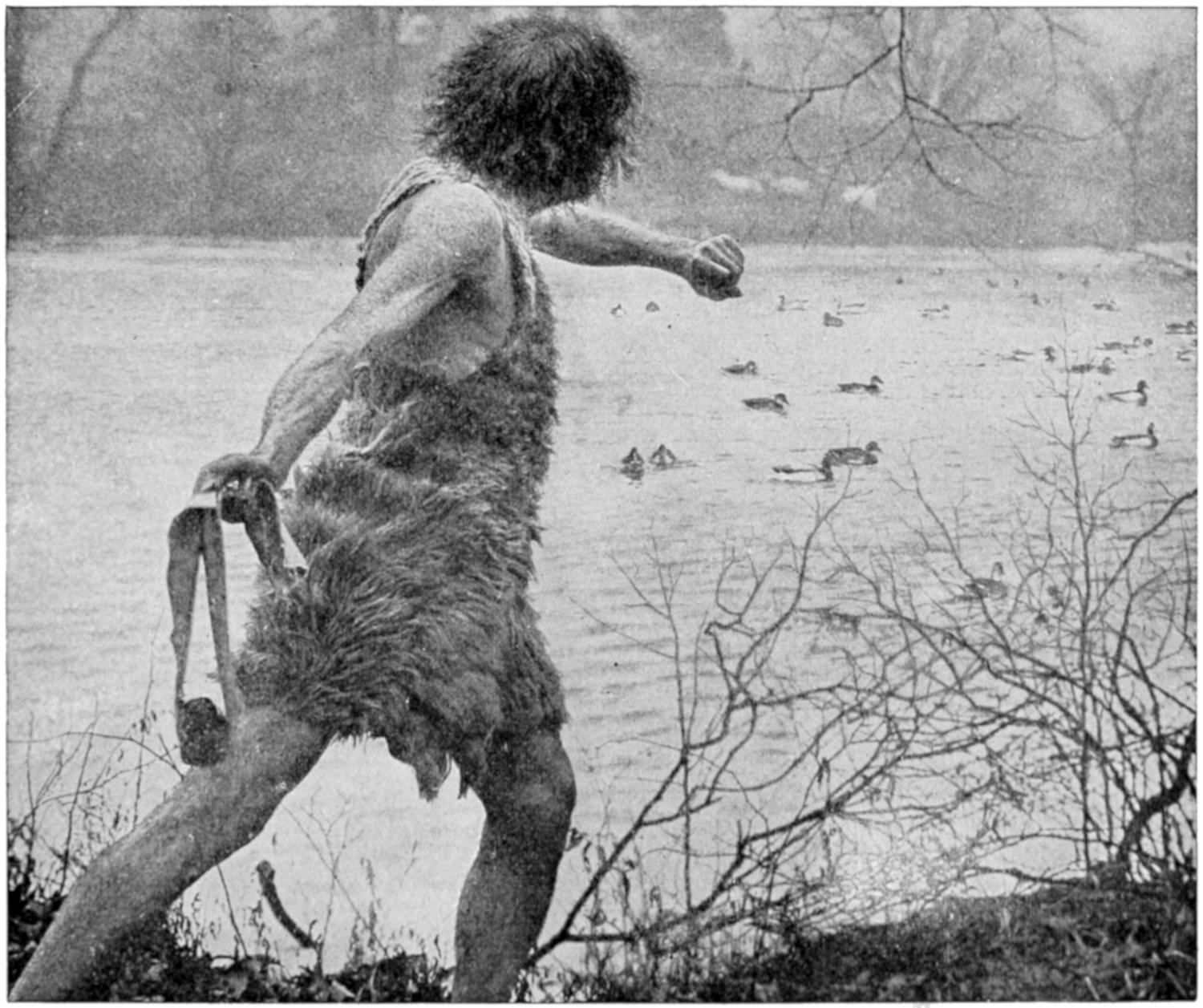
PRACTICE DEVELOPED SOME WONDERFUL MARKSMEN AMONG THE USERS OF THIS PRIMITIVE WEAPON
We do not know the name of the man who invented the sling. Possibly he did not even have a name, but in some way he hit upon a scheme for throwing stones farther, harder, and straighter than any of his ancestors.
The men and women in the Cave Colony suddenly found that one bright-eyed young fellow, with a little straighter forehead than the others, was beating them all at hunting. During weeks he had been going away mysteriously, for hours each day. Now, whenever he left the camp he was sure to bring home game, while the other men would straggle back for the most part empty-handed.
Was it witchcraft? They decided to investigate.
Accordingly, one morning several of them followed at a careful distance as he sought the shore of a stream where water-fowl might be found. Parting the leaves, they saw him pick up a pebble from the bank and then to their surprise, take off his girdle of skin and place the stone in its center, holding both ends with his right hand.
[42]
Stranger still, he whirled the girdle twice around his head, then released one end so that the leather strip flew out and the stone shot straight at a bird in the water.
The mystery was solved. They had seen the first slingman in action.
The new plan worked with great success, and a little practice made expert marksmen. We know that most of the early races used it for hunting and in war. We find it shown in pictures made many thousands of years ago in ancient Egypt and Assyria. We find it in the Roman Army where the slingman was called a “funditor.”
Surely, too, you remember the story of David and Goliath when the young shepherd “prevailed over the Philistine with a sling and with a stone.”
Yet slings had their drawbacks. A stone slung might kill a bird or even a man, but it was not very effective against big game.
What was wanted was a missile to pierce a thick hide.
Man had begun to make spears for use in a pinch, but would you like to tackle a husky bear or a well-horned stag with only a spear for a weapon?
No more did our undressed ancestors. The invention of the greatly desired arm probably came about in a most curious way.
Long ages ago man had learned to make fire by patiently rubbing two sticks together, or by twirling a round one between his hands with its point resting upon a flat piece of wood.
THE “LONG BOW” IN SHERWOOD FOREST
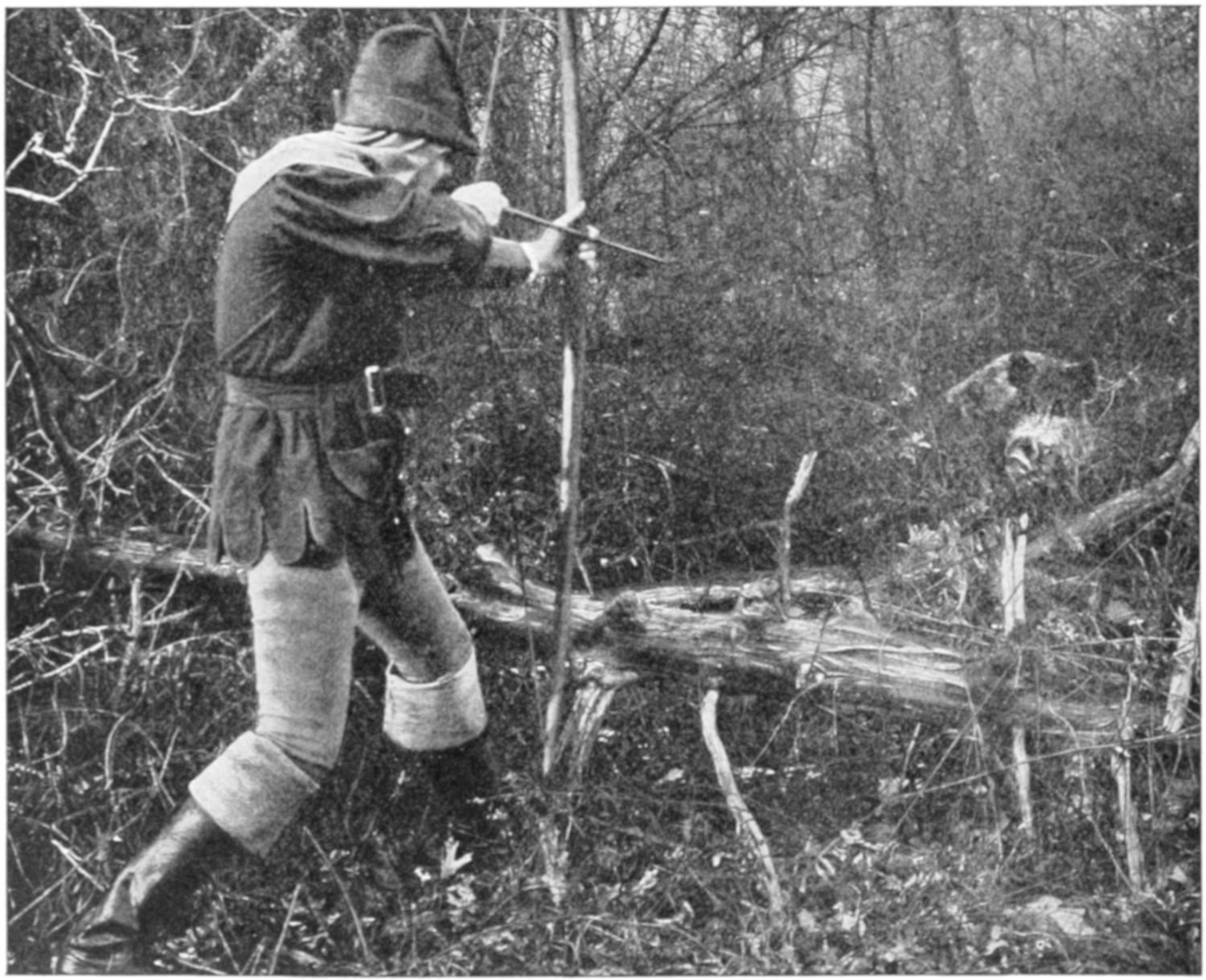
ONE OF ROBIN HOOD’S FAMOUS BAND ENCOUNTERS A SAVAGE TUSKER AT CLOSE RANGE
In this way it could be made to smoke, and finally set fire to a tuft of dried moss, from which he might get a flame for cooking. This was such hard work that he bethought him to twist a string of sinew about the upright spindle and cause it to twirl by pulling alternately at the two string ends, as some savage races still do. From[43] this it was a simple step to fasten the ends of the two strings to a bent piece of wood, another great advantage since now but one hand was needed to twirl the spindle, and the other could hold it in place. This was the “bow-drill” which also is used to this day.
But bent wood is apt to be springy. Suppose that while one were bearing on pretty hard with a well-tightened string, in order to bring fire quickly, the point of the spindle should slip from its block. Naturally, it would fly away with some force if the position were just right.
DEER STALKING WITH THE CROSSBOW
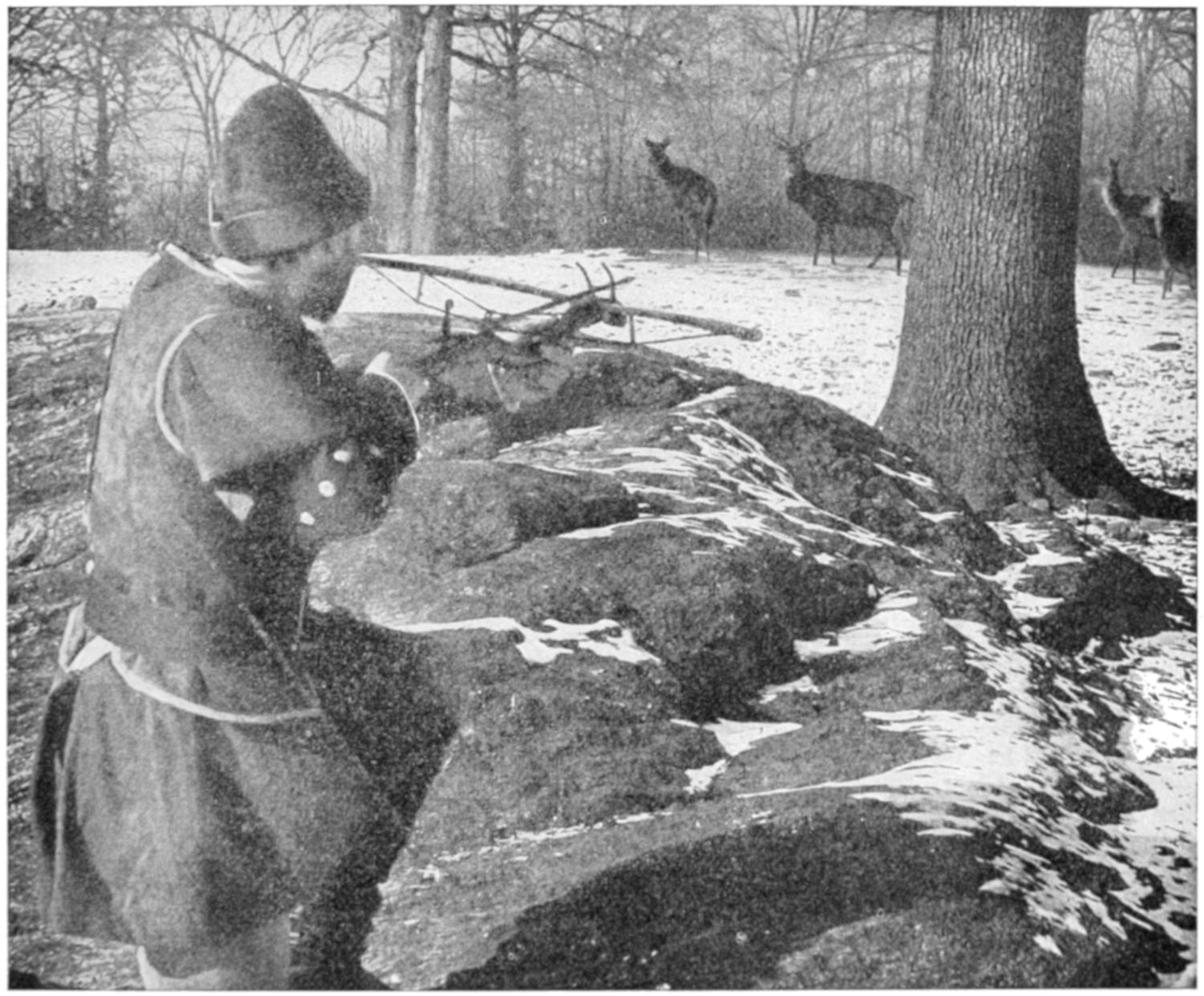
THIS COMPACT ARM WITH ITS SMALL BOLT AND GREAT POWER WAS POPULAR WITH MANY SPORTSMEN
There was one man who stopped short when he lost his spindle, for a red-hot idea shot suddenly through his brain.
Once or twice he chuckled to himself softly. Thereupon he arose and began to experiment. He chose a longer, springier piece of wood, bent it into a bow, and strung it with a longer thong. He placed the end of a straight stick against the thong, drew it strongly back, and released it.
The shaft whizzed away with force enough to delight him, and lo, there was the first Bow-and-Arrow!
Armed with his bow-and-arrow, man now was lord of creation. No longer was it necessary for him to huddle with his fellows in some cave to avoid being eaten by prowling beasts. Instead he went where he would and boldly hunted the fiercest of them. In other words, his brain was beginning to tell, for though his body was still no match for the lion and the bear, he had thought out a way to conquer them.
Also he was better fed with a greater variety of game. And now, free to come and go wherever he might find it,[44] he was able to spread into various lands and so to organize the tribes and nations which at last gave us civilization and history.
A new weapon now came about through warfare. Man has been a savage fighting animal through pretty much all his history, but while he tried to kill the other fellow, he objected to being killed himself.
Therefore he took to wearing armor. During the Middle Ages he piled on more and more, until at last one of the knights could hardly walk, and it took a strong horse to carry him. When such a one fell, he went over with a crash like a tin-peddler’s wagon, and had to be picked up again by some of his men. Such armor would turn most of the arrows. Hence invention got at work again and produced the Crossbow and its bolt. We have already learned how the tough skin of animals brought about the bow; now we see that man’s artificial iron skin caused the invention of the crossbow.
What was the Crossbow? It was the first real hand-shooting machine. It was another big step toward the day of the rifle. The idea was simple enough. Wooden bows had already been made as strong as the strongest man could pull, and they wished for still stronger ones—steel ones. How could they pull them? At first they mounted them upon a wooden frame and rested one end on the shoulder for a brace. Then they took to pressing the other end against the ground, and using both hands. Next, it was a bright idea to put a stirrup on this end, in order to hold it with the foot.
Still they were not satisfied. “Stronger, stronger!” they clamored; “give us bows which will kill the enemy farther away than he can shoot at us! If we cannot set such bows with both arms let us try our backs!” So they fastened “belt-claws” to their stout girdles and tugged the bow strings into place with their back and leg muscles.
Probably the Chinese, although all authorities do not agree. Strange, is it not, that a race still using crossbows in its army should have known of explosives long before the Christian Era, and perhaps as far back as the time of Moses? Here is a passage from their ancient Gentoo Code of Laws: “The magistrate shall not make war with any deceitful machine, or with poisoned weapons, or with cannons or guns, or any kind of firearms.” But China might as well have been Mars before the age of travel. Our civilization had to work out the problem for itself.
It all began through playing with fire. It was desired to throw fire on an enemy’s buildings, or his ships, and so destroy them.
Burning torches were thrown by machines, made of cords and springs, over a city wall, and it became a great study to find the best burning compound with which to cover these torches. One was needed which would blaze with a great flame and was hard to put out.
Hence the early chemists made all possible mixtures of pitch, resin, naphtha, sulphur, saltpeter, etc.; “Greek fire” was one of the most famous.
Many of these were made in the monasteries. The monks were pretty much the only people in those days with time for study, and two of these shaven-headed scientists now had a chance to enter history. Roger Bacon was the first. One night he was working his diabolical mixture in the stone-walled laboratory, and watched, by the flickering lights, the progress of a certain interesting combination for which he had used pure instead of impure saltpeter.
Suddenly there was an explosion, shattering the chemical apparatus and probably alarming the whole building. That explosion proved the new combination was not fitted for use as a thrown fire; it also showed the existence of terrible forces far beyond the power of all bow-springs, even those made of steel.
Roger Bacon thus discovered what was practically gunpowder, as far back[45] as the thirteenth century, and left writings in which he recorded mixing 11.2 parts of the saltpeter, 29.4 of charcoal, and 29 of sulphur. This was the formula developed as the result of his investigations.
Berthold Schwartz, a monk of Freiburg, studied Bacon’s works and carried on dangerous experiments of his own, so that he is ranked with Bacon for the honor. He was also the first one to rouse the interest of Europe in the great discovery.
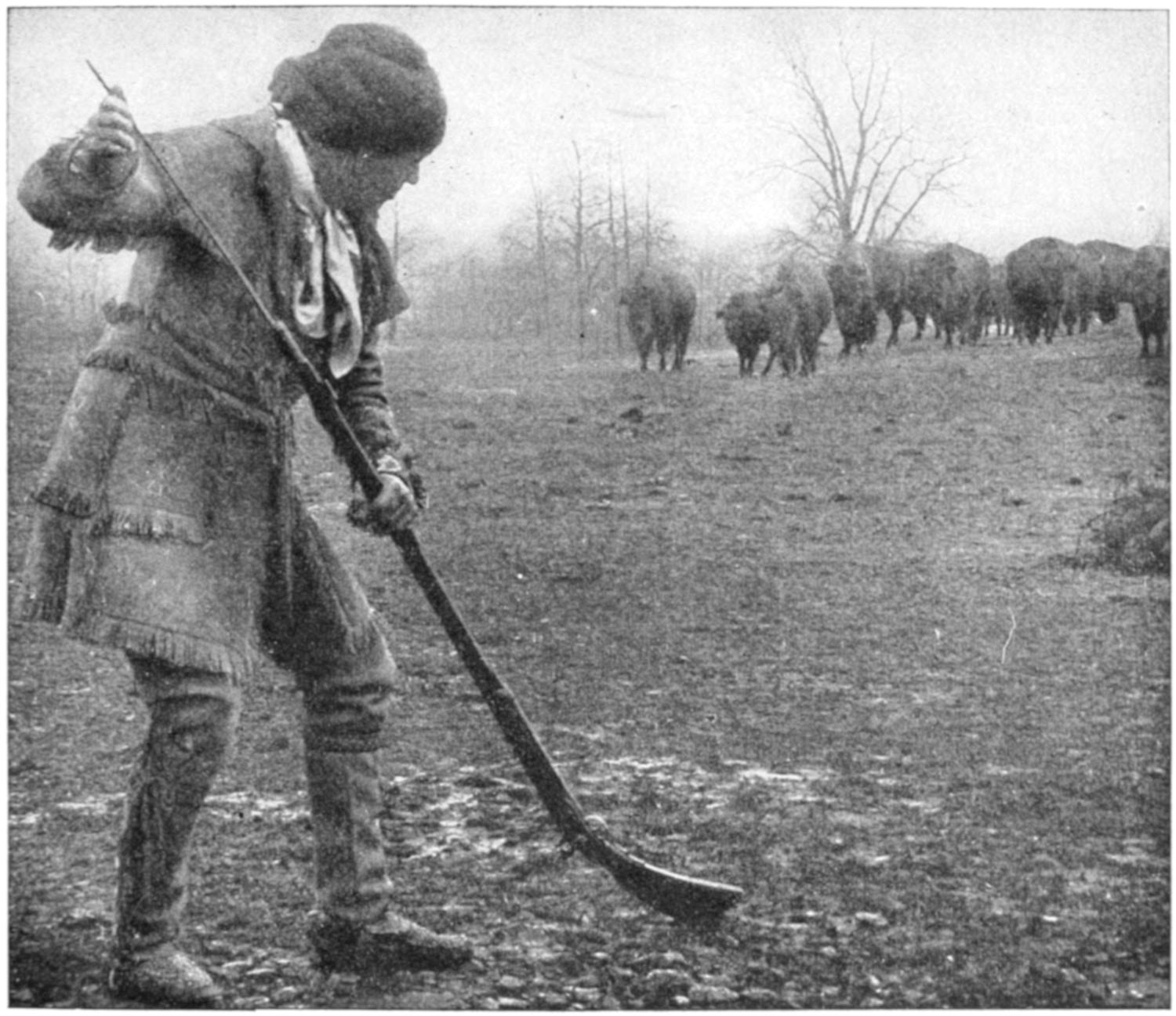
THE “KENTUCKY RIFLE” WITH ITS FLINT-LOCK WAS ACCURATE BUT MUST BE MUZZLE-CHARGED
THE FIRST
REAL FIRE ARMS
And then began the first crude, clumsy efforts at gunmaking. Firearms were born.
Hand bombards and culverins were among the early types. Some of these were so heavy that a forked support had to be driven into the ground, and two men were needed, one to hold and aim, the other to prime and fire.
Improvements kept coming, however. Guns were lightened and bettered in shape. Somebody thought of putting a flash pan, for the powder, by the side of the touch-hole, and now it was decided to fasten the slow-match in a movable cock upon the barrel, and ignite it with a trigger. These matches were fuses of some slow-burning fiber, like tow, which would keep a spark for a considerable time. Formerly they had to be carried separately, but the new arrangement was a great convenience and made the match-lock. The cock, being curved like a snake, was called the “serpentine.”
About the time sportsmen were through wondering at the convenience of the match-lock, they began to realize its inconvenience. They found that they burned up a great deal of fuse, and were hard to keep lighted. Both statements were true, so inventors racked their brains again for something[46] better. They all knew you could bring sparks with flint and steel, and that seemed an idea worth working on. A Nuremberg inventor, in 1515, hit on the wheel-lock. In this a notched steel wheel was wound up with a key like a clock. Flint or pyrite was held against the jagged edge of the wheel by the pressure of the serpentine. You pulled the trigger, then “whirr,” the wheel revolved, a stream of sparks flew off into the flash-pan, and the gun was discharged.
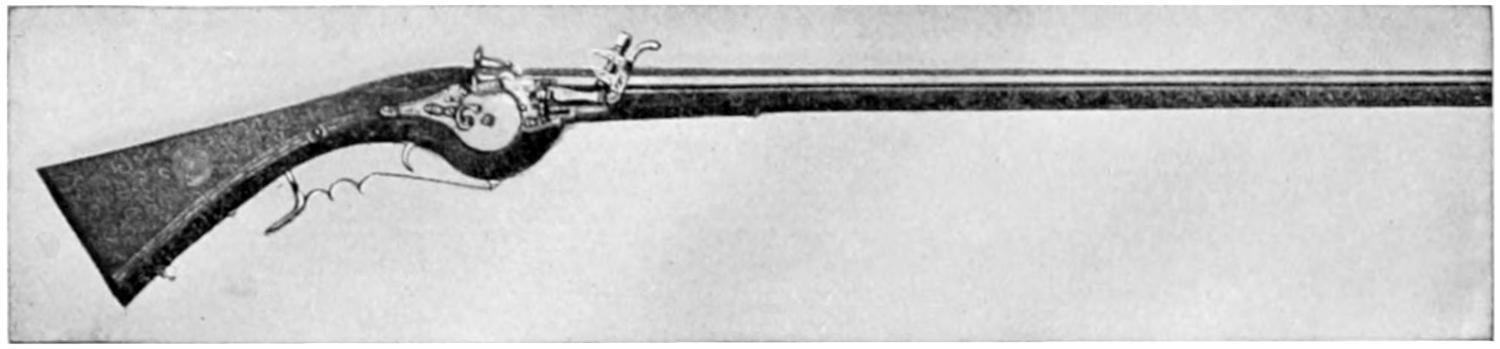
WHEEL-LOCK RIFLE
This gun worked beautifully, but it was expensive. Wealthy sportsmen could afford them, and so for the first time firearms began to be used for hunting. Some of these sixteenth and seventeenth century nabobs had such guns of beautiful workmanship, so wrought and carved and inlaid, that they must have cost a small fortune. You will find them in many large museums to this day.
But now the robbers had their turn. There are two stories of the invention of the flint-lock. Both deal with robbers, both have good authority, and both may be true, for inventions sometimes are made independently in different places.
One story runs that the flint-lock which was often styled “Lock à la Miquelet,” from the Spanish word, “Miquelitos”—marauders—told its origin in its name. The other is, that the flint-lock was invented in Holland by gangs of thieves, whose principal business was to steal poultry.
In either case the explanation is easy. The match-lock showed its fire at night and wouldn’t do for thieves, the wheel-lock was too expensive, so again necessity became the mother of a far-reaching invention.
Everybody knows what the flint-lock was like. You simply fastened a flake of flint in the cock and snapped it against a steel plate. This struck off sparks which fell into the flash-pan and fired the charge.
It was so practical that it became the form of gun for all uses; thus gunmaking began to be a big industry. Invented early in the seventeenth century, it was used by the hunters and soldiers of the next two hundred years. Old people remember when flint-locks were plentiful everywhere. In fact, they are still being manufactured and are sold in some parts of Africa and the Orient. One factory in Birmingham, England, is said to produce about twelve hundred weekly, and Belgium shares in their manufacture. Some of the Arabs use them to this day in the form of strange-looking guns with long, slender muzzles and very light, curved stocks.
There were freak inventors in the flint-lock period just as there are to-day. Some of them wrestled with the problem of repeating guns, and put together a number of barrels, even seven in the case of one carbine. Others tried revolving chambers, like our revolvers, and still others, magazine stocks. Pistols came into use in many interesting shapes, but these were too practical to be considered freaks.
WHY WE CALL THEM
PISTOLS
Pistols, by the way, are named from the town of Pistola, Italy, where they are said to have been invented and first used.
We must not forget that rifling was invented about the time that the wheel-lock appeared, and had a great deal to do with the improvement of shooting. Austrians claim its invention for Casper Zollner, of Vienna, who cut straight grooves in the barrel’s bore. His gun is said to have been used for[47] the first time in 1498, but the Italians seem to have still better warrant as these significant words appear in old Latin Italian, under date of July 28th, 1476, in the inventory of the fortress of Guastalla: “Also one iron gun made with a twist like a snail shell.” The rifling made the bullet spin like a top as it flew through the air, thus greatly improving its precision.
In the year 1807 the Rev. Alexander John Forsythe, LL.D., got his patent papers for something far better than even the steady old flint. He had invented the percussion system. In some form this has been used ever since. Which is to say that when the hammer of your gun falls, it doesn’t explode the powder, although it seems to. Instead it sets off a tiny portion of a very sensitive chemical compound called the “primer,” and the explosion of this “primer” makes the powder go off. Of course, the two explosions come so swiftly that your ear hears only a single bang.
Primers were tried in different forms called “detonators,” but the familiar little copper cap was the most popular. No need to describe them. Millions are still made to be used on old-fashioned nipple guns, even in this day of fixed ammunition.
But now we come to another great development, the Breech-loader.
THE MODERN AUTOMATIC RIFLE
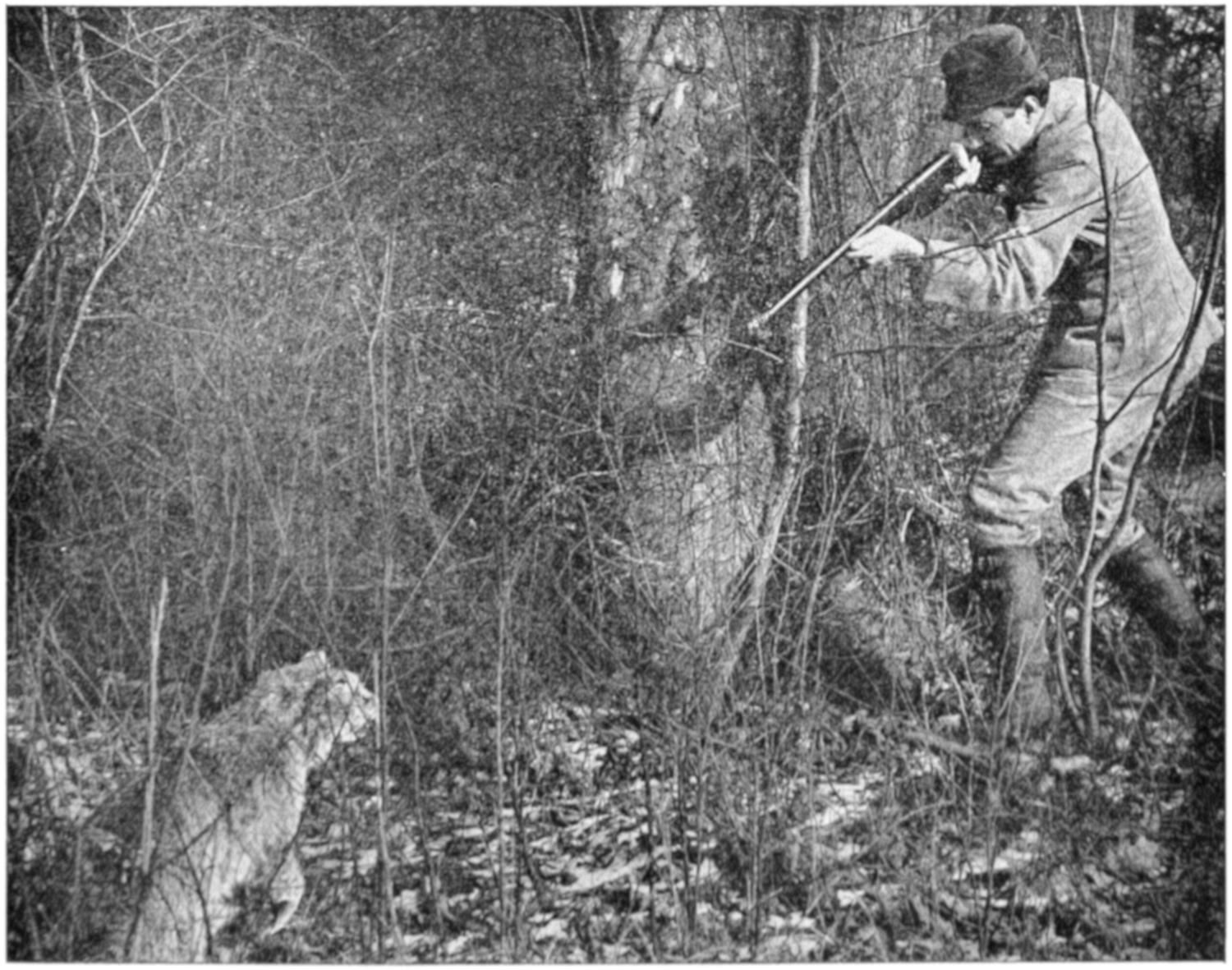
THE MODERN SPORTSMAN WITH HIS AUTOMATIC RIFLE IS PREPARED FOR ALL EMERGENCIES
Perhaps you have had to handle an old muzzle-loader. It was all right so long as you knew of nothing better, but think of it now that you have your beautiful breech-loader. Do you remember how sometimes you overloaded, and the kick made your shoulder lame for a week? Or how, when you were excited you shot away your ramrod? The gun fouled too, and was hard to clean, the nipples broke off, the caps split, and the breeches rusted so that you had to take[48] them to a gunsmith. Yes, in spite of the game it got, it was a lot of trouble, now you come to think of it. How different it all is now!
ASSEMBLING REPEATING SHOTGUNS AND RIFLES
Breech-loaders were hardly new. King Henry VIII of England, he of the many wives, had a match-lock arquebus of this type dated 1537. Henry IV of France even invented one for his army, and others worked a little on the idea from time to time. But it wasn’t until fixed ammunition came into use that the breech-loader really came to stay—and that was only the other day. You remember that the Civil War began with muzzle-loaders and ended with breech-loaders.
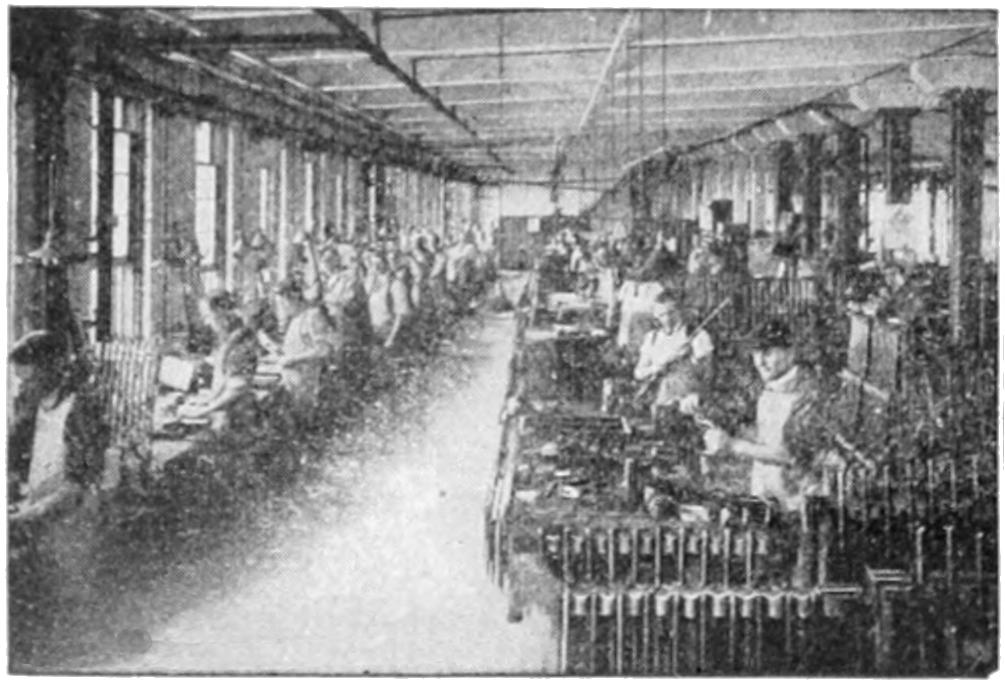
ASSEMBLING AUTO SHOTGUNS

SOME OF THE SHOOTING TESTS
Houiller, the French gunsmith, hit on the great idea of the cartridge. If you were going to use powder, ball and percussion primer to get your game, why not put them all into a neat, handy, gas-tight case?
HOW THE FIRST
AMERICAN GUN WAS MADE
Two men, a smith and his son, both named Eliphalet Remington, in 1816, were working busily one day at their forge in beautiful Ilion Gorge, when, so tradition says, the son asked his father for money to buy a rifle, and met with a refusal. The request was natural for the surrounding hills were full of game. The father must have had his own reasons for refusing, but it started the manufacture of guns in America.
Eliphalet, Jr., closed his firm jaws tightly, and began collecting scrap iron on his own account. This he welded skillfully into a gun-barrel, walked fifteen miles to Utica to have it rifled,[49] and finally had a weapon of which he might well be proud.
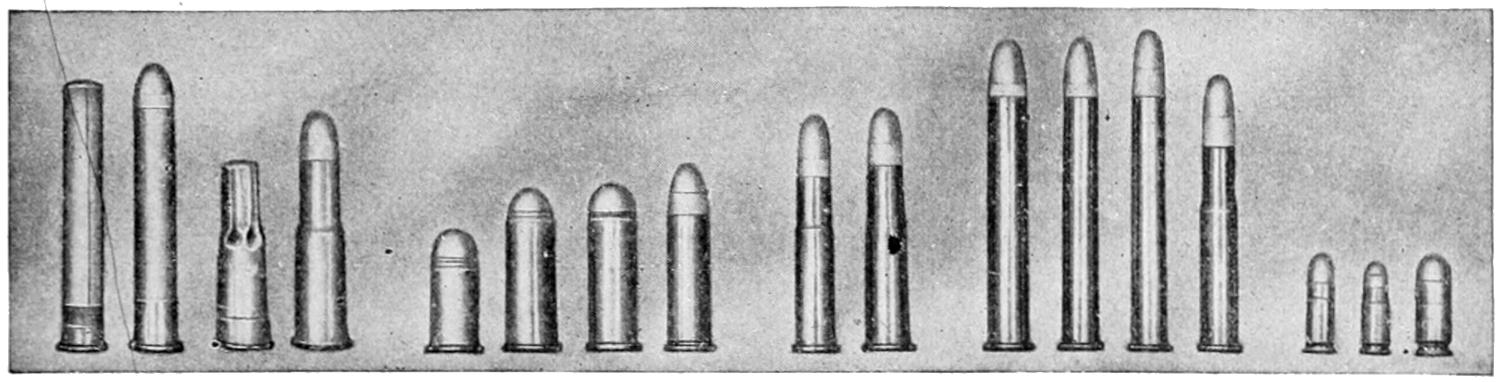
TYPES OF CARTRIDGES
In reality, it was such a very good gun that soon the neighbors ordered others like it, and before long the Remington forge found itself hard at work to meet the increasing demand. Several times each week the stalwart young manufacturer packed a load of gun-barrels upon his back, and tramped all the way to Utica where a gunsmith rifled and finished them. At this time there were no real gun-factories in America, although gunsmiths were located in most of the larger towns. All gun-barrels were imported from England or Europe.
HOW AMMUNITION
IS MADE
One of the first shocks you get when you start your visit through a cartridge factory is the matter-of-fact way in which the operatives, girls in many cases, handle the most terrible compounds. We stop, for example, where they are making primers to go in the head of your loaded shell, in order that it may not miss fire when the bunch of quail whirrs suddenly into the air from the sheltering grasses. That grayish pasty mass is wet fulminate of mercury. Suppose it should dry a trifle too rapidly. It would be the last thing you ever did suppose, for there is force enough in that double handful to blow its surroundings into fragments. You edge away a little, and no wonder, but the girl who handles it shows no fear as she deftly but carefully presses it into moulds which separate it into the proper sizes for primers. She knows that in its present moist condition it cannot explode.

INSPECTING METALLIC SHELLS

EXAMINING PAPER SHELLS
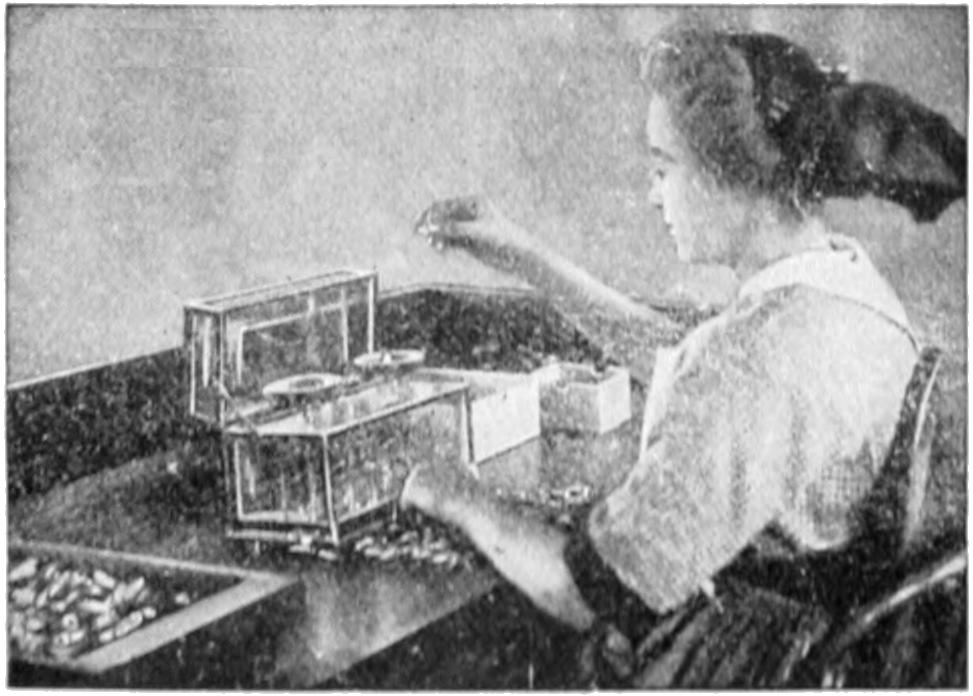
WEIGHING BULLETS
Or, perhaps, we may be watching one of the many loading machines.[50] There is a certain suggestiveness in the way the machines are separated by partitions. The man in charge takes a small carrier of powder from a case in the outside wall and shuts the door, then carefully empties it into the reservoir of his machine, and watches alertly while it packs the proper portions into the waiting shells. He looks like a careful man, and needs to be. You do not stand too close.
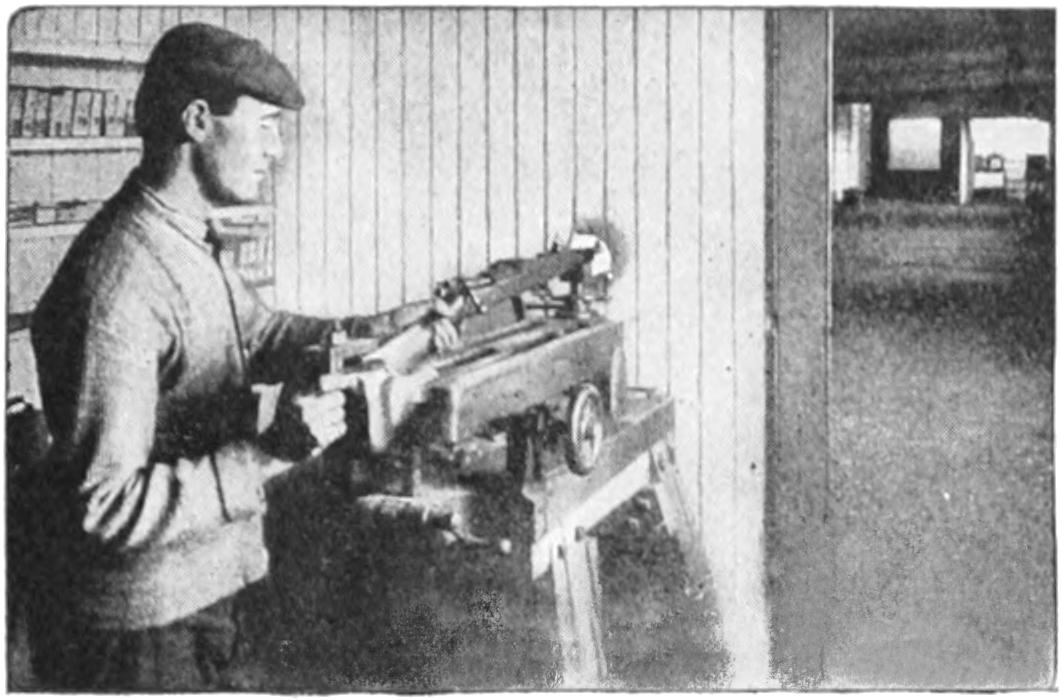
SHOOTING ROOM OF BALLISTICS DEPARTMENT
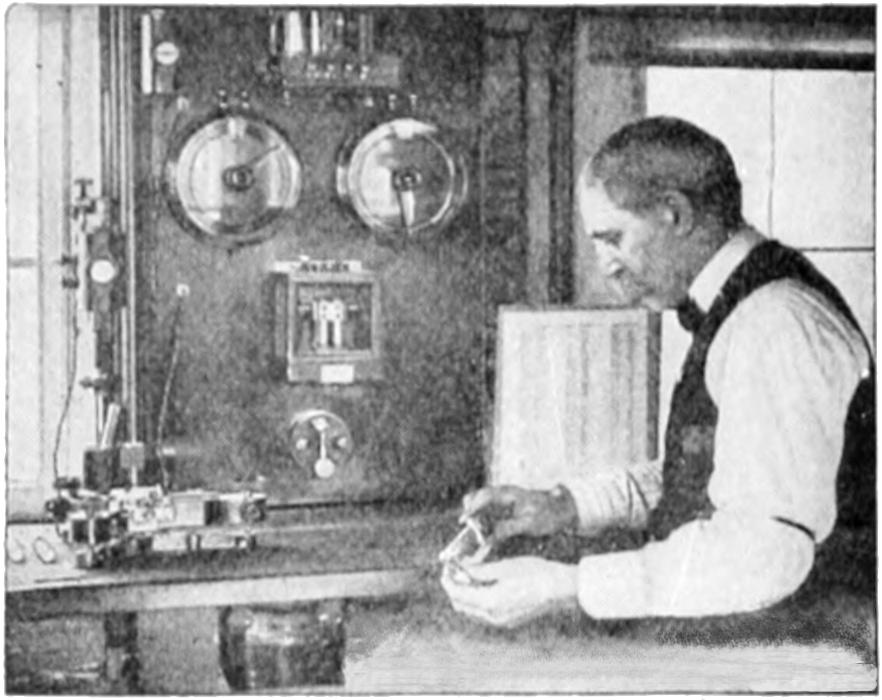
CHRONOGRAPH FOR MEASURING
The empty carrier then passes through a little door at the side of the building, and drops into the yawning mouth of an automatic tube. In the twinkling of an eye it appears in front of the operator in one of the distributing stations, where it is refilled, and returned to its proper loading machine, in order to keep the machine going at a perfectly uniform rate; while at the same time it allows but a minimum amount of powder to remain in the building at any moment. Each machine has but just sufficient powder in its hopper to run until a new supply can reach it. Greater precaution than this cannot be imagined, illustrating as it does that no effort has been spared to protect the lives of the operators.
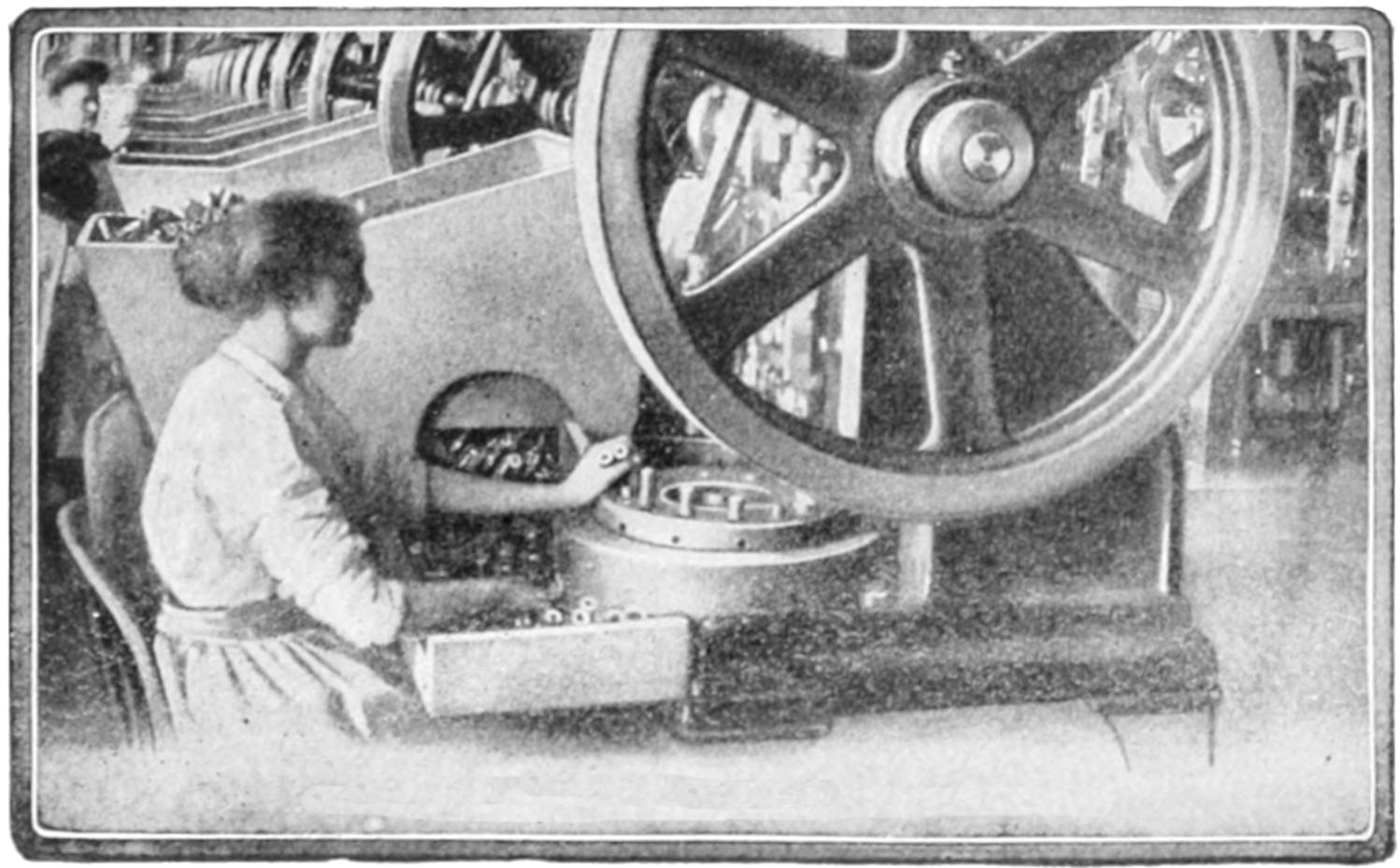
PUTTING METAL HEADS ON PAPER SHOT SHELLS
It is remarkable that, in an output of something like four million per day, every cartridge is perfect.
Such things are not accidental. The secret is, inspection.
TESTING MATERIALS
AND PRODUCTS
Let us see what that means. It means laboratory tests to start with. Here are brought many samples of the body paper, wad paper, metals, waterproofing mixture, fulminate of mercury, sulphur, chlorate of potash, antimony sulphide, powder, wax, and other ingredients, and even the operating materials such as coal, grease, oil, and soaps. In the laboratory we see expert chemists and metallurgists with their test-tubes, scales, Bunsen burners, retorts, tensile machines, microscopes, and other scientific looking[51] apparatus, busily hunting for defects.
For example, one marker is examining a supply of cupro-nickel, such as is used in jacketing certain bullets. A corner of each strip is first bent over at right angles, then back in the other direction until it is doubled, then straightened. It does not show the slightest sign of breaking or cracking, in spite of the severe treatment, therefore it is perfect. Let but the least flaw appear, and the shipment is rejected.
WHAT A SHOT TOWER LOOKS LIKE
SHOT TOWER—TALLEST BUILDING IN CONNECTICUT
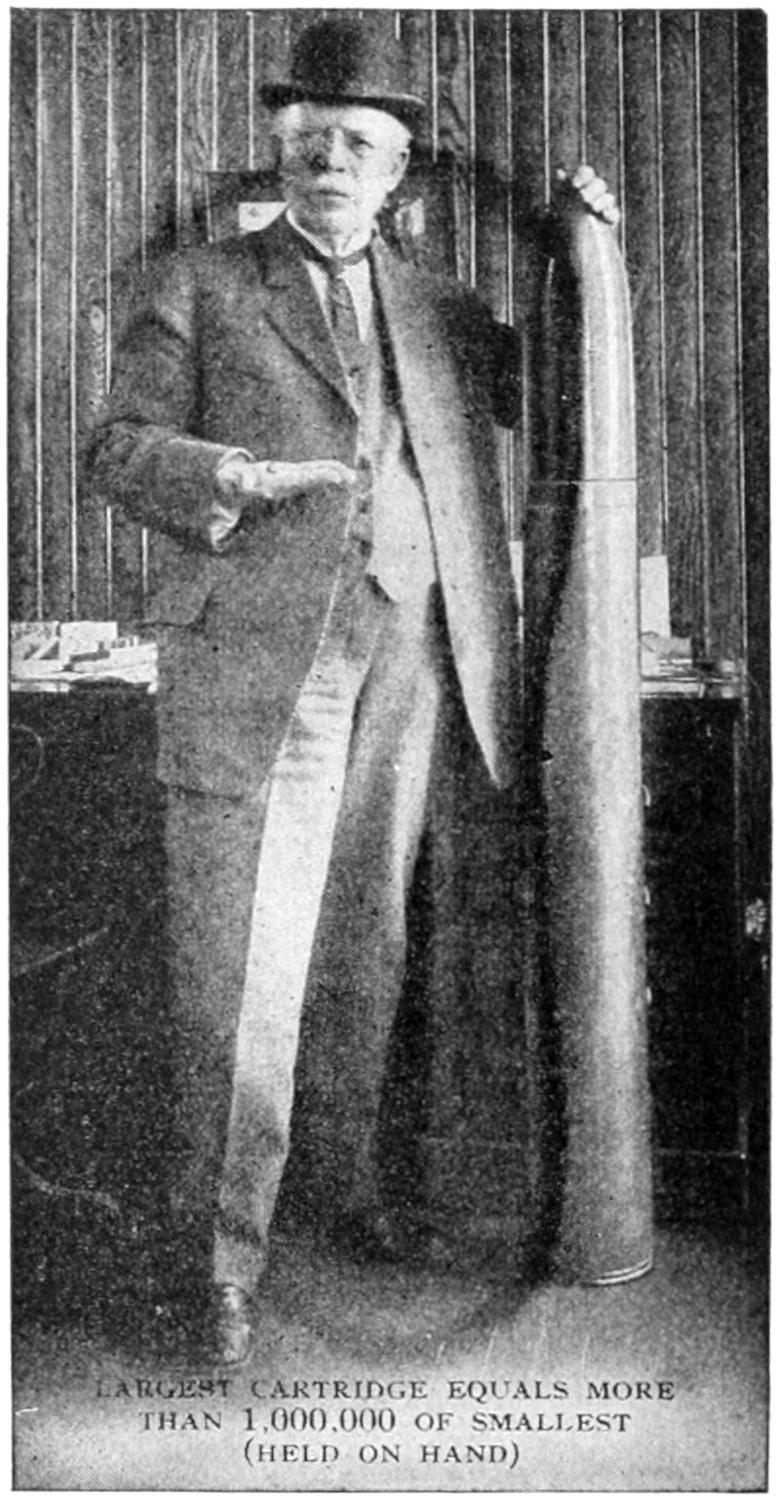
LARGEST CARTRIDGE EQUALS MORE
THAN 1,000,000 OF SMALLEST
(HELD ON HAND)
Two large iron cylinders descend in the center, coming down through the ceiling from above; we are invited to look through an open port in one of these.
We see nothing but the whitened opposite wall, against which a light burns.
It appears absolutely empty, though within it is raining such a swift shower of invisible metal that if we were to stretch our hands into the apparently vacant space they would be torn from our arms.
A large water tank below is churned into foam with the impact of the falling shot, and as we look downward we make out finally the haze of motion. It is so interesting that we take the elevator and rise ten stories to the source of the shower.
Here high in the air are the large caldrons where many pigs of lead, with the proper alloy, are melted into a sort of metallic soup. This is fed into small compartments containing sieves or screens, through the meshes of which the shining drops appear and then plunge swiftly downward.
But this only begins the process. Taken from the water tanks and hoisted up again, the shot pellets, in a second journey down, through complicated devices, are sorted, tumbled, polished, graded, coated with graphite, and finally stored.
The pictures shown in this story were prepared especially to illustrate this story of “How Man Learned to Shoot” by the Searchlight Library for the Remington Arms Company.
[52]
FORGING A MONSTER GUN
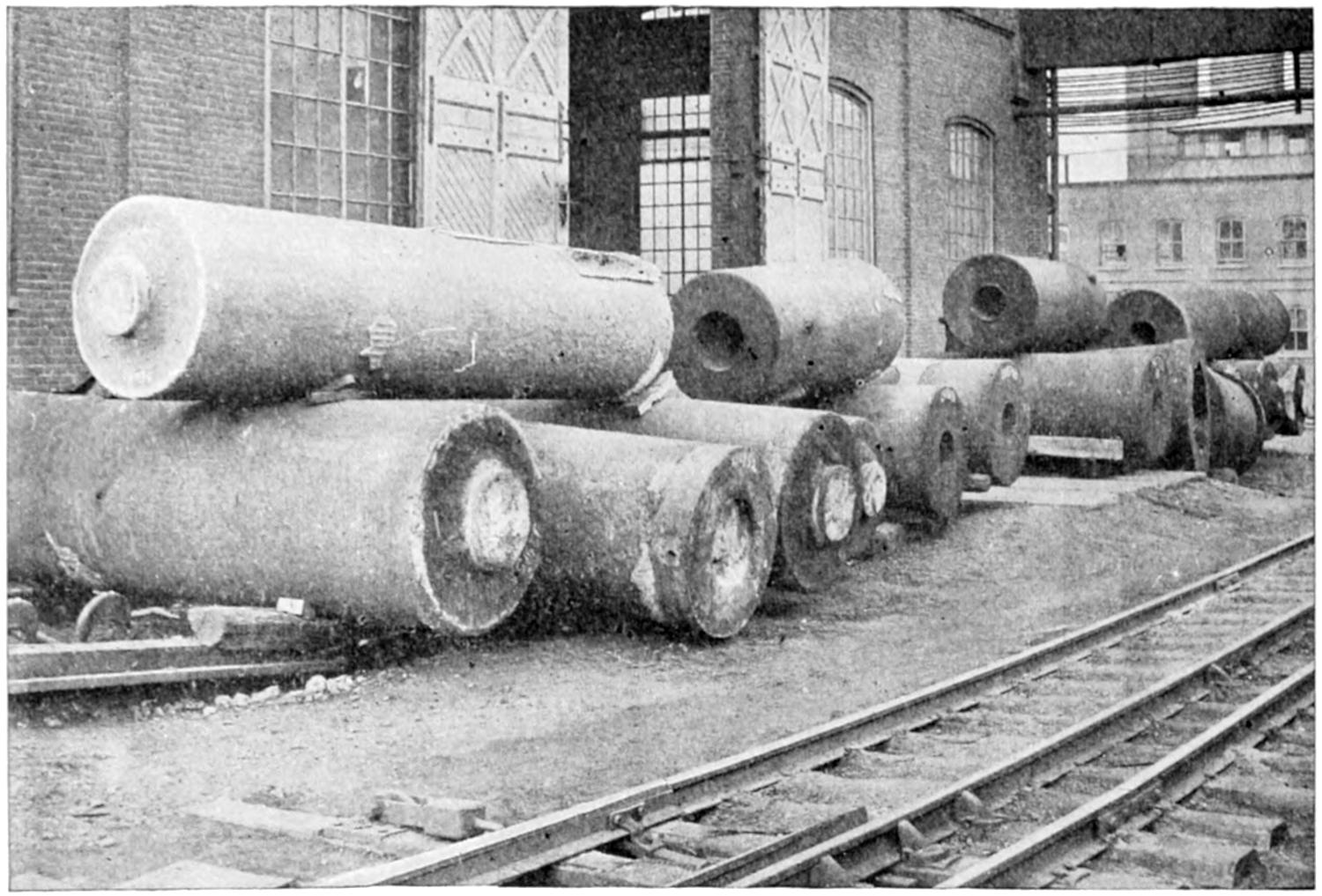
Photo by Bethlehem Steel Co.
This photograph shows gun ingots after being “stripped” and “cored.”
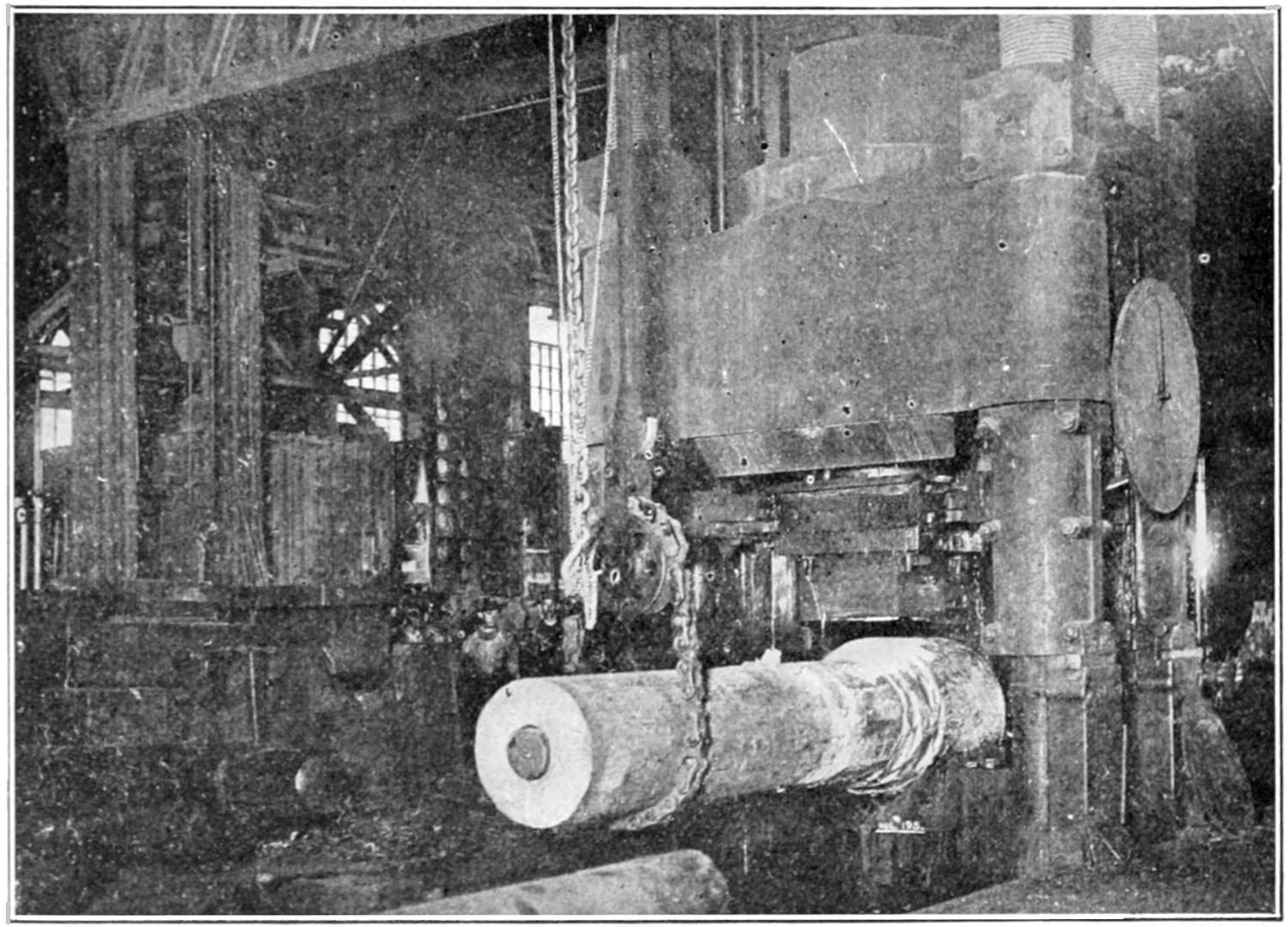
Photo by Bethlehem Steel Co.
This photograph shows a gun ingot in the process of being forged under forging press.
[53]
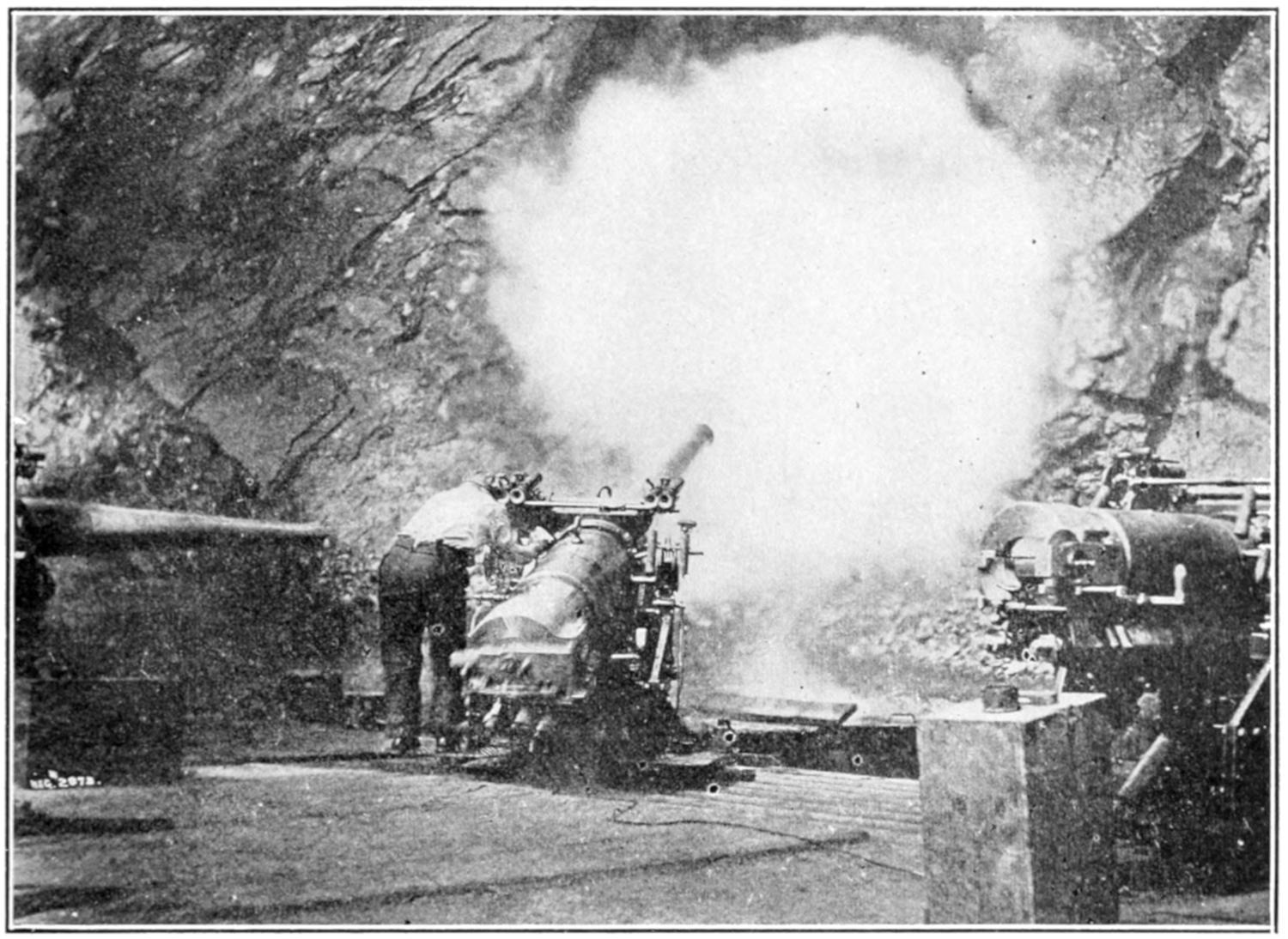
Photo by Bethlehem Steel Co.
This photograph shows a gun being fired at the Proving Grounds for test.
THINGS TO KNOW
ABOUT A BIG GUN
Before going into a description of the manufacture of a big gun it would be well to understand the following definitions:
The “breech” of a gun is its rear-end, or that end into which the projectile and powder charge are loaded.
The “muzzle” of a gun is its forward end.
By “calibre” is meant the inside diameter of the gun in inches. A 5-inch gun is one of “minor calibre,” and one of 14-inches a gun of “major calibre.”
The length of a gun is never expressed in inches or feet, but in the number of times that its calibre is divisible into its length; thus, when we say a 12-inch 50-calibre gun, we mean a gun of 12 inches in diameter, and 12 times 50, or 600 inches long.
The “bore” is the hole extending through the center of the gun, from the rear face of the liner to its forward end.
The “powder chamber” is the rear part of the bore, and extends from the face of the breech plug when closed to the point where the “rifling” begins. The powder chamber is slightly larger in diameter than the rest of the bore.
The “rifling” is the name given to the spiral grooves which are cut into the surface of the bore of the gun, and give to the projectile its rotary motion when the gun is fired.
With the advent of “iron-clads” and heavily armored fortresses, it became necessary to increase the power of the guns in use, until to-day a 14-inch gun of 45 calibres fires a projectile weighing 1400 pounds, with an initial velocity of 2600 feet per second. An idea of this initial velocity may be better obtained by comparison when you realize that a train[54] going sixty miles an hour is only traveling at the rate of 88 feet per second. Now, in order to produce such wonderful power in a gun, great pressure must be generated in the bore, and it was soon found that a one-piece gun, whether cast or forged, could not withstand such pressures.
To begin with, we may consider this one-piece gun, or any gun, as a tube which must withstand a great pressure from within, so that when a gun is designed care must be taken to see that the material from which it is constructed is strong enough to withstand this pressure. And not only must the gun be sufficiently strong, but it must not be too heavy, so that you see you cannot go on forever increasing the thickness of the walls of this tube. Besides, it is generally acknowledged that a simple tube or cylinder cannot be made with walls of sufficient thickness to withstand from within a continued pressure per square inch greater than the tenacity of a square-inch bar of the same material; in other words, if the tensile strength of a metal is only twelve tons per square inch, no gun of that metal, however thick its walls, could withstand a pressure of twenty tons per square inch, and the modern big guns are tested at that great a pressure. And if we look further into this matter of pressures we find that when a gun is fired the pressure exerts itself in two ways; it tends to burst the gun longitudinally or down the middle, and it tends to pull the gun apart in the direction of its length. Of course, some method of strengthening this one-piece gun was sought after, with the result that to-day guns are either “built-up” or “wire-wound.”
A “built-up” gun is one made of several layers, each layer being separately constructed and then assembled together. The order of assemblage differs somewhat with the different calibres, but the method of assemblage is essentially the same, that is, the outside layers are heated and shrunk on the inner ones. This question will be treated at greater length later on.
A “wire-wound” gun is one in which the necessary additional strength is obtained by winding wire around an inner tube of steel, each layer being wound with a different tension of the wire; this type of gun has found great favor with foreign manufacturers. In this country, however, the “built-up” system is used almost exclusively, and so this description will deal with the manufacture of a “built-up” gun.
HOW A BIG GUN WOULD LOOK IF YOU WERE TO CUT IT IN TWO

Sketch Showing Construction of a Modern “Built-up” Gun.
A, HOOP; B, HOOP; C, JACKET; D, TUBE; E, LINER; F, HOOP.
A modern “built-up” gun is composed of a liner, a tube, a jacket and hoops.
The liner is in one piece and extends the entire length of the bore and carries the “rifling” and the powder chamber.
The tube is in one piece and envelops the liner for its entire length. Formerly the tube carried the “rifling” and powder chamber, but due to the wearing out of the “rifling” with constant firing, a liner was decided on, so that now when the “rifling” becomes worn, the liner can be removed and a new one substituted.
The jacket is usually in two pieces and is shrunk on the tube; it extends the entire length, and its rear end is threaded in the inside for the attachment of the “breech bushing.”
Hoops are shrunk on over the jacket and in a big gun are sometimes as many as six or seven in number.
The liner, tube, jacket and hoops are made of the finest quality of open hearth steel, and the steel must conform[55] to specifications set by the government.
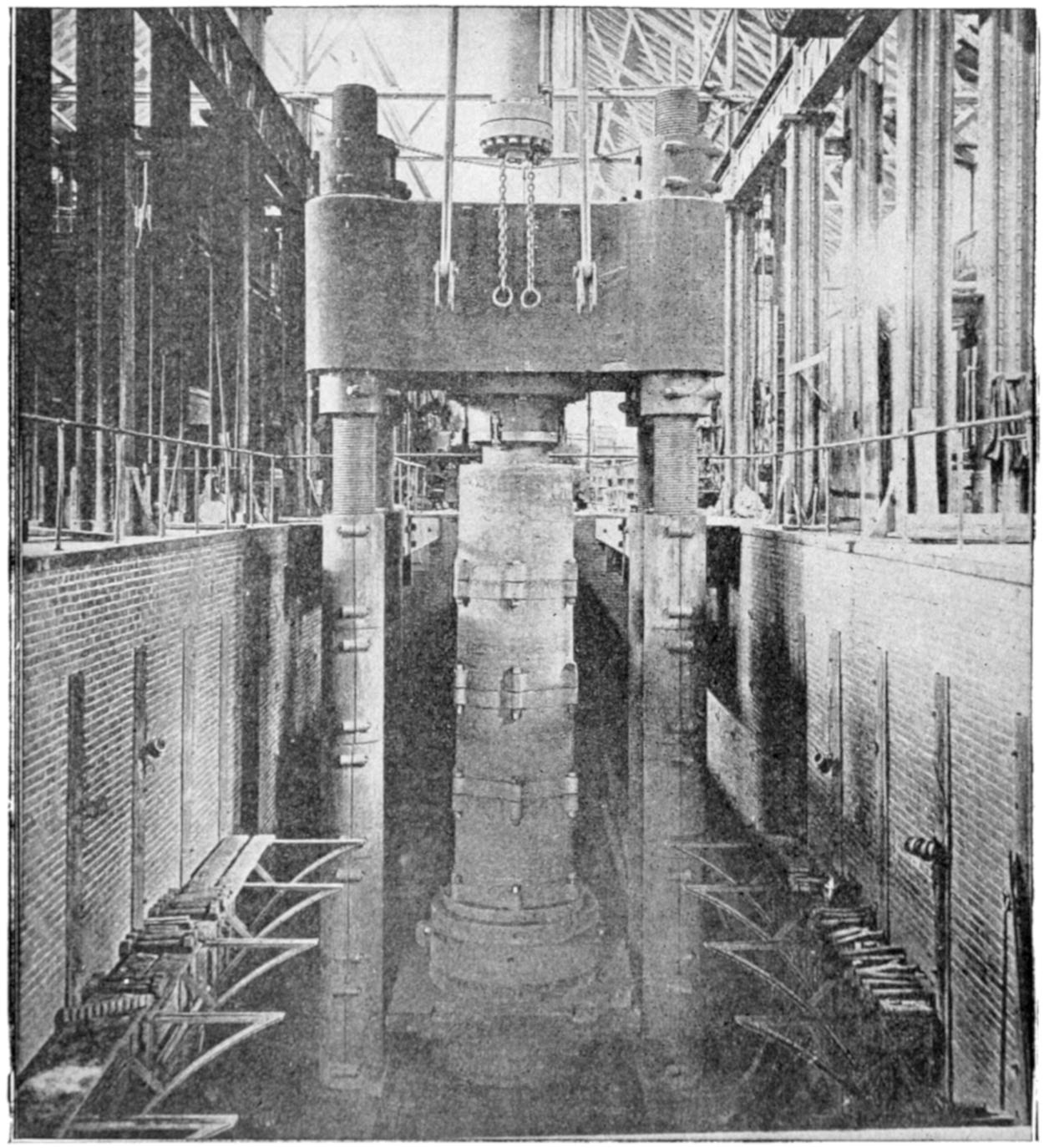
Photo by Bethlehem Steel Co.
This photograph shows a mould for a gun ingot under hydraulic press for fluid compression.
The chemical composition having been determined, the necessary elements are weighed out and the whole charged into an open hearth furnace. When the furnace is ready to be tapped the molten metal is run into a large ladle, which in turn is taken by a crane to the casting pit, where the mould is filled. The ingots for the large calibre guns run from 42-inch to 48-inch in diameter, and after being poured they are immediately run under a hydraulic press, where they are subjected to a pressure of about six tons per square inch to drive out the gases, and then lowered to about 1500 pounds pressure per square inch for a certain length of time during the cooling. This pressure tends to make the ingot solid, by expelling the[56] gases, which would cause blow-holes, and by preventing “piping” and “segregation.” When a metal cools, the top and sides cool first, and this outer layer shrinks and pulls away from the centre, with the result that a cavity or “pipe” would be formed, but the hydraulic pressure forces fluid metal into this cavity and so prevents the “pipe.” The cooling also causes the various elements to solidify separately, and they tend to break away from the mass and collect at the centre; this is called “segregation,” and is also partially prevented by fluid compression. A solid ingot, however, is obtained, and this is absolutely necessary.
After the ingot has cooled sufficiently it is “stripped,” that is, it is removed from the mould, and then it is sent to the shop to have the “discard,” or extra length, cut off. When the ingot is cast, an extra amount of metal is poured into the mould to permit this discard, the theory being that the poorer metal, together with gases and other impurities, rise to the top. The government specifications require that there shall be a 20% discard from the upper end and a 3% discard from the lower end. The discard having been cut off, the ingot is “cored,” that is, its centre is bored out, the diameter of the hole depending on the size of the ingot.
TAKING THE BORE OF A BIG GUN
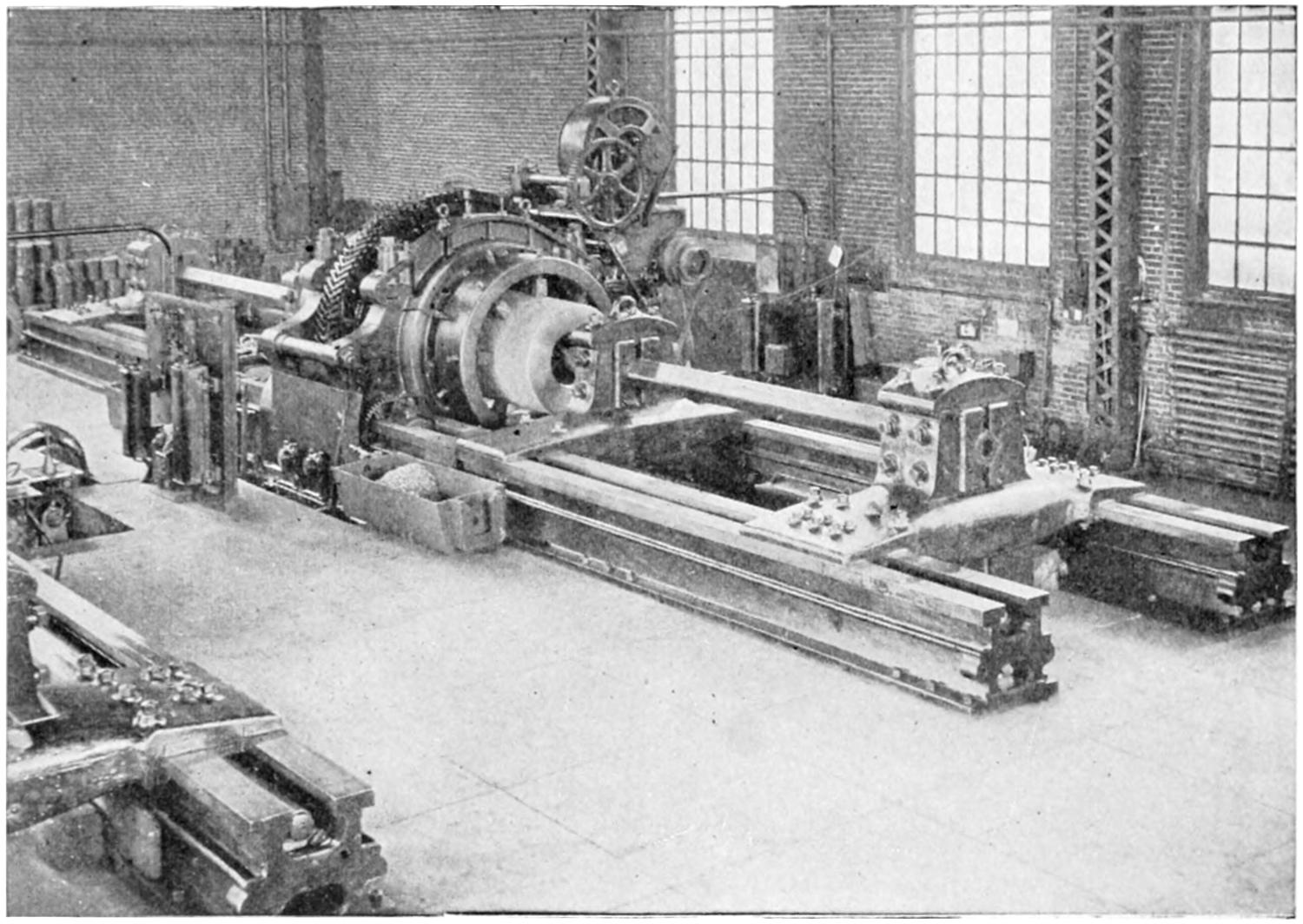
Photo by Bethlehem Steel Co.
This photograph shows gun ingot in boring mill being cored.
The ingot is now ready for the “forge,” and on its receipt in the forge shop it is placed in a furnace to be heated; and here great care must be exercised to prevent setting up any additional strains in the ingot. When the ingot was cooling just after casting the metal tended to flow from the centre; the interior is still in a condition of strain, and if the cold ingot is now placed in a hot furnace, cracks are apt to form in the centre, causing the forging to later break in service.
However, the ingot having been properly heated, it is ready for either the forging hammer or the press. The present-day practice, though, is to[57] forge the ingot under a press forge, as the working of the metal causes a certain flow, and as a certain amount of time is necessary for this flow, the continued pressure and slow motion of the press allows the molecules of the metal to adjust themselves more easily, and a better and more homogeneous forged ingot is produced than if the forging had been done with a hammer.
When forging a hollow ingot, a mandrel, merely a cylindrical steel shaft, is placed through the hole in the ingot and the ingot forged on the mandrel, thereby not only is the outside diameter of the ingot decreased, but the length of the ingot is increased. The usual practice is to continue the forging until the original thickness of the walls of the ingot is decreased one-half and until the ingot is within two inches of the required finished diameters. The ingot is now known as a “forging,” and the lower end of each ingot as cast will be the breech end of the forging that is made from it.
The next process is that of “annealing.” This consists in heating the forging to a red heat and then allowing it to cool very slowly, and is usually done by hauling the fires in the furnace after the correct temperature has been attained and permitting both to cool off together. This process is to relieve the strains set up in the metal during forging, and further, it alters the molecular condition of the steel, making a finer and more homogeneous forging.
HOW THE GUN TUBE IS TEMPERED
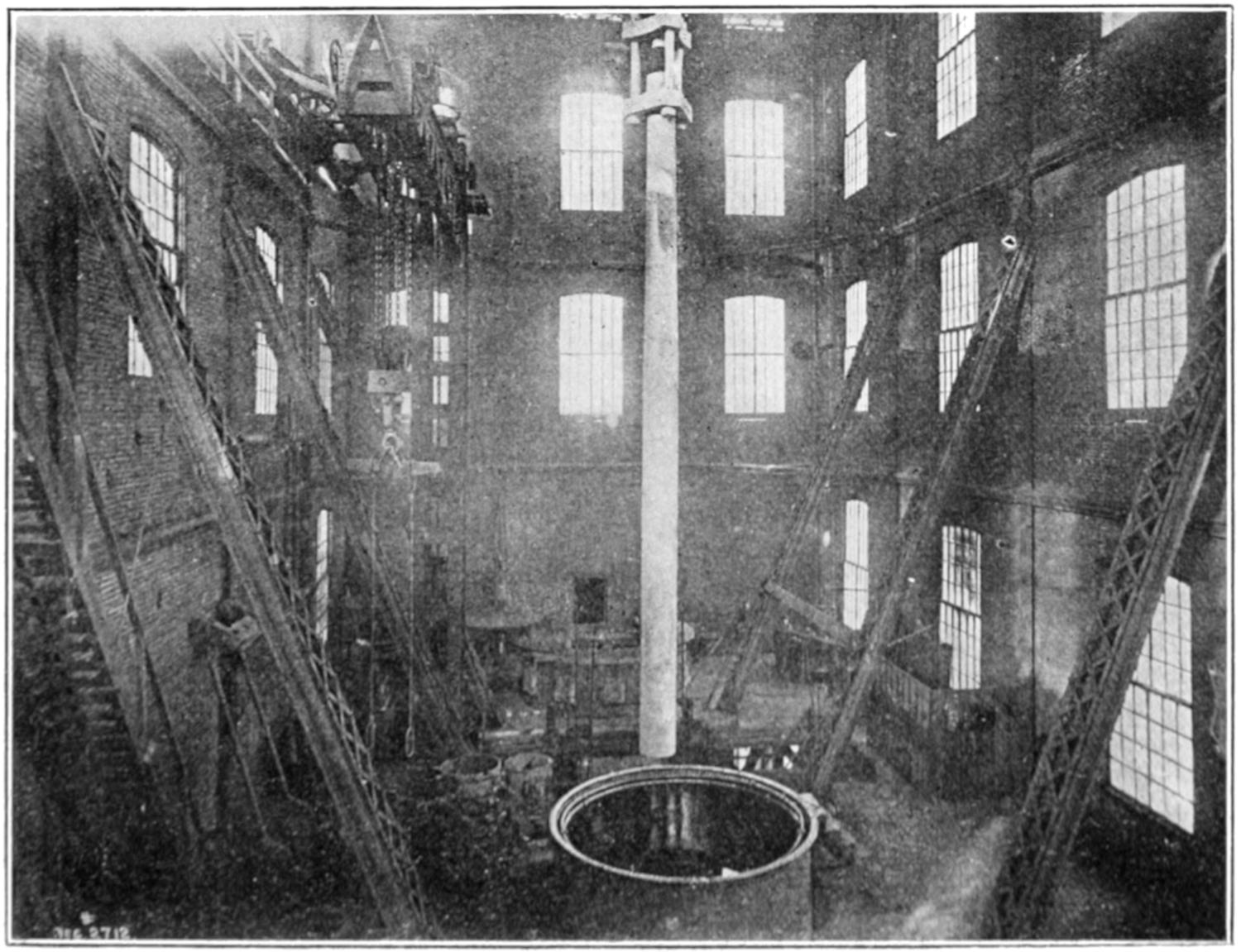
Photo by Bethlehem Steel Co.
This photograph shows a gun tube ready to be lowered into oil bath for “oil tempering.”
After annealing, the forging is ready to go to the machine shop to be rough bored and turned. The forging is set in a lathe, the breech end being held by jaws on the face-plate and the muzzle end by a “pot-centre,” a large iron ring having several radial[58] arms screwed through it. The lathe can now be turned and the forging centered by screwing in or out on the jaws of the face-plate or the radial arms of the “pot-centre.” When centered, several surfaces are turned on the forging for “steady rests” and then all is in readiness for the turning and boring.
In both operations of “turning” and “boring,” the work revolves while the cutting tools are fed along. Turning is very simple and usually several tools are cutting at the same time, but boring is a more delicate operation, because the workman cannot see what he is doing. And in boring, either a “hog bit” or a “packed bit” is used; a “hog bit” is a half cylinder of cast iron fitted with one cutting tool and used for rough cuts, while a “packed bit” is a full cylinder of wood with metal framing and carrying two tools 180° apart and used for finishing cuts.
The forging, having been rough machined, is now ready to receive its heat treatment in order to give to the steel its required physical characteristics. Every piece of steel used in gun manufacture must conform to certain specifications as regard both its physical and chemical characteristics. The chemical analysis was made at the time the ingot was cast; now for the treatment of the forging, prior to the physical test as to its tensile strength, elastic limit, elongation and contraction.
The “tensile strength” of a metal is the unit-stress required to break that metal into parts. If a round bar ten inches in cross-section area will fracture under a strain of 120 tons, its tensile strength is 120 ÷ 10 or 12 tons per square inch. Tensile strength is usually expressed in pounds per square inch.
The “elastic limit” of a metal is the unit-stress required to first produce a permanent deformation of the metal. If a bar of metal be subjected to an increasing strain, up to a certain point that metal will be perfectly elastic, resuming its normal shape when the strain is removed; at the first permanent set or deformation, however, the elastic limit of that metal has been reached. Elastic limit is expressed in pounds per square inch.
By “elongation” is meant the increase in length in a bar when its tensile strength is reached. If a bar 10 inches long after rupture measures 11.8 inches, its elongation is 18%.
By “contraction” is meant the decrease in cross-section area in a bar when its tensile strength is reached. If a bar 1 square inch in area after rupture is only .75 of a square inch in area, its contraction is 25%.
These definitions being understood, a brief description of the heat treatment can be taken up, because it is after this treatment that standard bars are taken from the forgings to undergo the physical tests. The first step consists in “tempering” or hardening the metal. The piece to be tempered is placed in an upright position in a high furnace and uniformly heated to the required temperature. It is then lifted from the furnace through an opening in the top and carried by a crane to an oil tank of suitable depth and plunged into the oil. This rapid cooling or “tempering in oil” is facilitated by having the oil tank surrounded by a water bath, so arranged that a supply of cold water is constantly in circulation to carry the heat from the mass as quickly as possible. This operation produces exceeding toughness, increases the tensile strength and raises the elastic limit of the metal.
Now the forging is again annealed, so as to relieve any strains set up by tempering and to soften up the metal to the degree required by the specifications. It also increases materially the elongation and contraction. Great care must be exercised in the heat treatment, as the acceptance or rejection of the forging depends upon whether or not the test bars pass the required specifications.
The forging is now submitted for test and the test bars taken. In the manufacture of a big gun, four test bars are taken from the breech end and four from the muzzle end of each[59] forging and these bars sent to the physical laboratory. Quite an elaborate testing machine is provided, and if the bars pass the required tests the forging is accepted and is sent to the machine shop for finish-boring and turning.
SEARCHING FOR
POSSIBLE DEFECTS
Frequently during finish-boring the work is examined to see that the bit is running true, and great care must be exercised to prevent its running out of alignment.
After finish-boring every forging is “bore-searched,” that is, the bore is carefully examined for any cracks, flaws, streaks or discoloration. A special instrument called a “bore-searcher” is used and consists of a long wooden handle which has a mirror inclined at 45° at one end, together with a light to illuminate the bore, and so shielded as to obscure the light from the observer. (See sketch.)
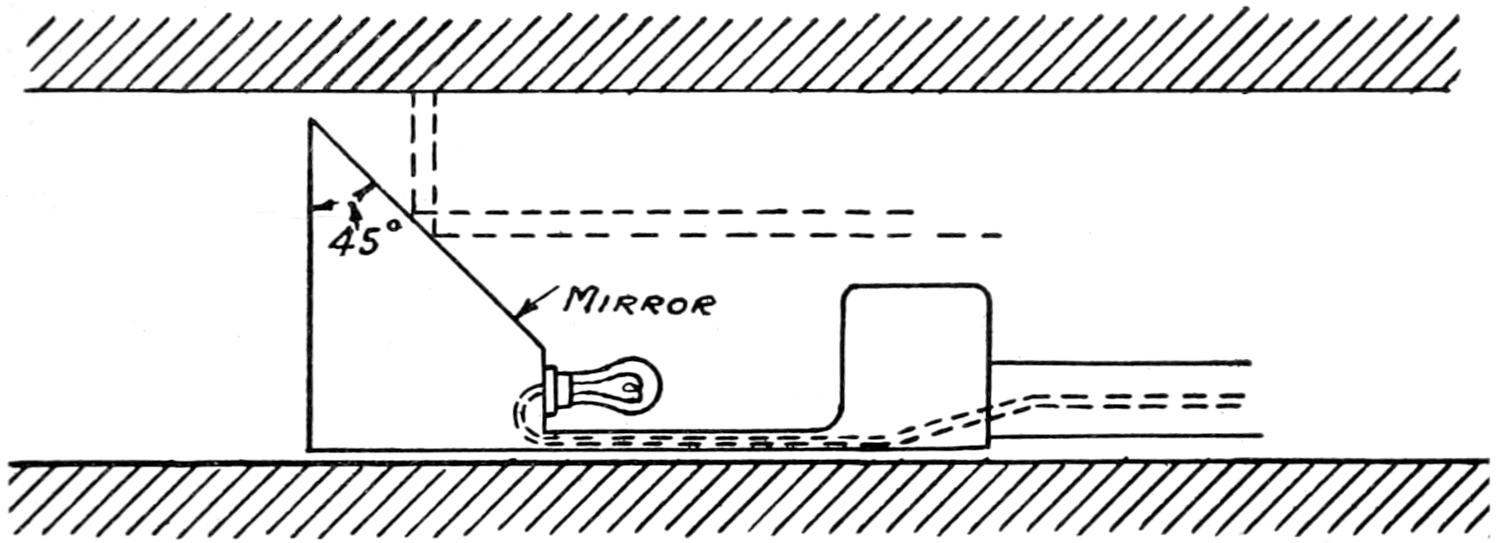
The bore is also inspected by the foreman after each boring, but the final “bore-searching” is done by an inspector.
Now to measure accurately the inside
diameters of long cylinders, such
as are used in gun work, a special
measuring device called a “star-gauge”
is used. Its name is derived from the
fact that it has three measuring points
set at 120° apart and two measurements
are taken, one  and the
other
and the
other  , making
a star
, making
a star  . Every forging is
“star-gauged” after being finish-bored
and also the liner of the gun after
each assemblage operation.
. Every forging is
“star-gauged” after being finish-bored
and also the liner of the gun after
each assemblage operation.
PUTTING THE PARTS OF A
“BUILT-UP” GUN TOGETHER
In preparation for the assembling of the different parts, the tube is the forging to be finished. It is bored and turned to exact dimensions and carefully “bore-searched” and “star-gauged.” With the data at hand a sketch is made showing the external diameters of the liner under the tube, due allowance being made for the shrinkage when assembling.
The liner is next bored to within .35 of an inch of the finished diameter, and turned to the dimensions required by the sketch above. This extra metal in the bore is left until the gun is completely assembled and is removed in the finish-boring. The liner is then carefully “bore-searched” and “star-gauged” and liner and tube are ready for assembling.
The liner is now taken to the shrinking pit and carefully aligned in an upright position with the breech end down.
The shrinking pit is merely a well of square section with room enough to permit workmen to move freely about the gun when it is in position, and equipped with a movable table at its bottom upon which the gun rests. In the meantime the tube, with breech end down, is being heated in a hot-air furnace. This furnace is a vertical cylinder built of fire-brick and asbestos and so constructed that air which has been passed in pipes over petroleum burners can enter at the bottom, pass around and through the[60] tube and out through the top to be reheated. This service permits a uniform heat to be transmitted to the tube and when the desired temperature has been attained the tube is lifted from the furnace by a crane, carried to the shrinking pit and carefully lowered over the liner. Great care must be exercised in this operation to prevent the tube from sticking while being lowered into place. Should it happen, the tube should be hoisted off at once, allowed to cool, any roughing of the liner be smoothed off, the tube reheated and a second trial made. When the tube is properly in place a cold spray may be turned upon any particular section where it is desired the tube should first grip the liner. The tube is then left to cool by itself, but cold water is constantly circulating through the liner.
When the gun is sufficiently cool for handling purposes, it is hoisted out of the shrinking pit and taken to the shop for careful measurement, the liner being “star-gauged” to note the compression due to the shrinking on of the tube.
The same procedure is followed in the case of the jackets and hoops, until the entire gun is assembled. The gun is considered completely “built-up” when the last hoop has been shrunk on and is now ready to be finished.
The gun is now finish-bored, as .35 of an inch of metal was left in the liner in the first boring. “Packed bits” are used and the greatest care is exercised to keep the bit properly centered and running true. After this step the gun is finish-turned and the powder chamber is bored.
Following this operation the gun is “bore-searched” for any defects that may have shown up in the finish-boring and chambering, and then carefully “star-gauged.” The gun is then ready to be “rifled.”
RIFLING A BIG GUN
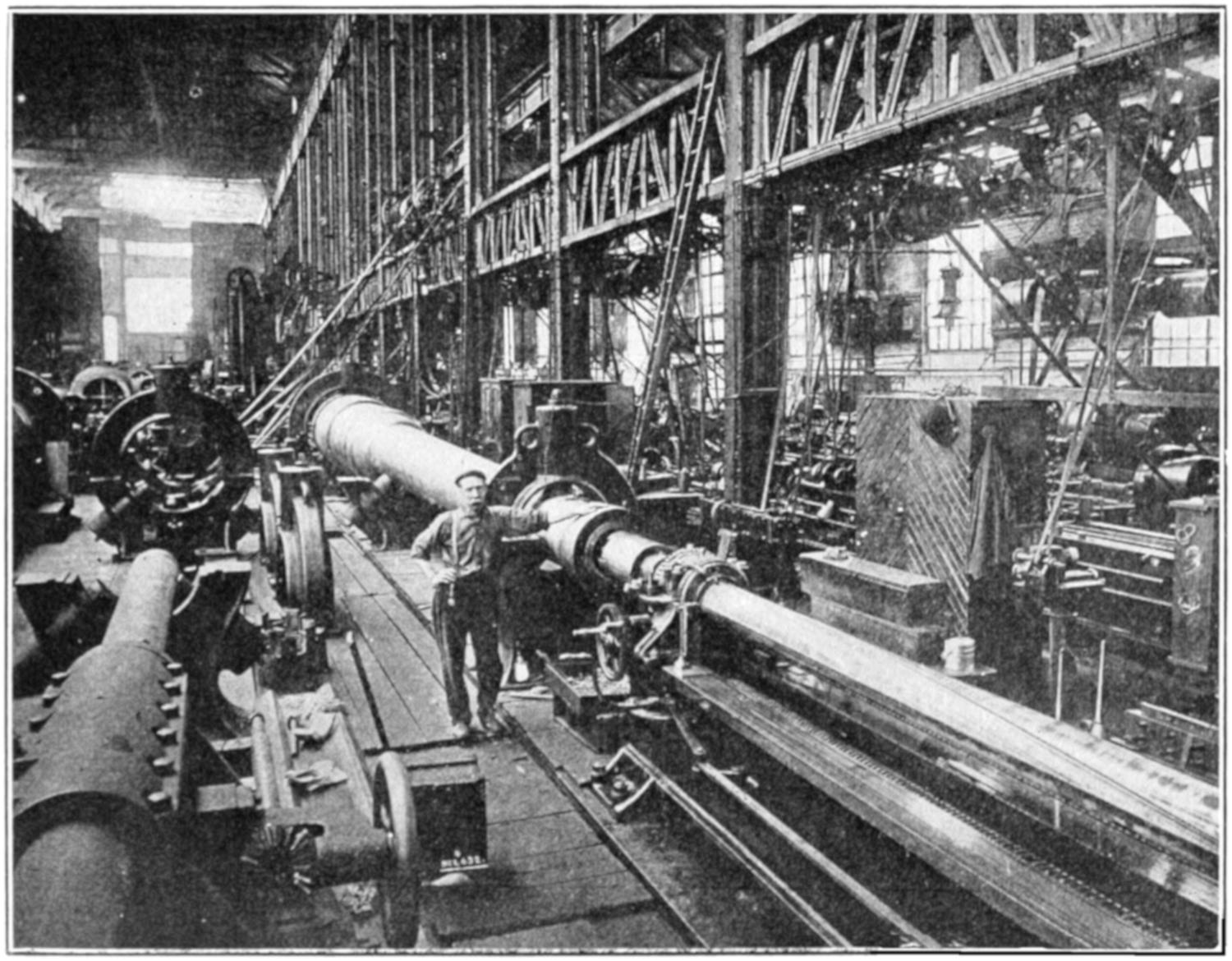
Photo by Bethlehem Steel Co.
This photograph shows a gun in the Rifling Machine in the process of being rifled.
[61]
The “rifling” of a gun consists in cutting spiral grooves in the surface of the bore from the powder chamber to the muzzle end, and is done from the muzzle end. Rifling is a very difficult operation, and great care must be exercised that the cutting is uniform. The grooves are separated by raised portions called “lands,” and after “rifling,” these grooves and “lands” are carefully smoothed up to remove the rough edges or burrs caused by the cutting tools of the “rifling” machine.
The necessary holes are now drilled for fitting the breech mechanism and the breech block fitted. This operation usually takes some little time, as quite a bit of hand work is necessary to insure a perfect fit. The “yoke,” really another “hoop,” is now put on at the breech end and the gun is complete.
The centre of gravity of gun and breech mechanism is now determined by balancing on knife edges and the whole then weighed. The breech mechanism is also weighed and the two weights marked on the rear faces of the gun and breech mechanism.
The gun is now fitted in its “slide,” that part of the mount which carries the trunnions and through which the gun recoils when it is fired, and after it is adjusted, all is in readiness for the “proof-firing” or testing of the gun.
There are practically but two things we see when we use our eyes. One of them is matter, which is a term we apply to the things we see, speaking of them as objects only, and the other is motion which we observe some of the matter to possess. Some of the things we see confuse us, if we bear in mind that everything is either matter or motion. For instance, we see light and know it is not matter and are confused until we understand that light is a movement of the ether which surrounds us and is in and outside of everything. In the same way we feel heat and may think it is matter thrown off by the fire, when it is only another kind of motion of this same ether. When we understand these things we see that motion is a very important and real part of the world.
When a motion is started it will keep on going forever unless some other force which is able to overcome the motion stops it. When a ball is thrown in the air it would go on forever were it not for the law of gravitation which pulls it to the earth and the friction of the air on the ball as it goes through the air. When you stop a thrown ball you sometimes realize that motion is a real thing because it stings your hands. We do wonderful things with motion. Many things when you add motion to them acquire qualities which they did not possess before. For instance, an ordinary icicle thrown against a wooden door will break, but if you put it into a gun and give it sufficient motion, it will go right through the door. There is a story of how a man killed another by using an icicle as a bullet. The icicle entered the man’s body and killed him. Then, of course, the ice melted and no one could tell how the man received his wound, for no trace of anything like a bullet could be found. A piece of paper has no cutting qualities, but if you arrange a circular or square piece of paper with a rod or stick through the center and revolve it fast enough, you can cut many things while it is whirling. The motion gives it the cutting qualities. You can take a piece of strong rope and, by tying the ends together, making a circle of it, you can make it roll down the street like a steel hoop if you catch it just the right way and set it spinning fast enough before starting it on its way. A steam engine has no power to pull the train of cars until the wheels are set in motion. So we see that motion is a very important thing in the world.
Motion is the cause of movements of all kinds, the power which takes things from one place to another.
Perpetual motion will never be possible unless some one discovers a way[62] to overcome the law of gravitation and also the certainty that materials will eventually wear out. Many men have tried to make a machine that would keep on moving forever without the application of any power, the consumption of fuel within itself, the fall of weights or the unwinding of a spring; such a machine would be absolutely impossible, although many people have been fooled into investing money in machines that appeared to have this power within themselves.
An explosion is a sudden expansion of a substance like gunpowder or some elastic fluid or other substance that has the power to explode under certain conditions with force, and usually a loud report. Some explosions are comparatively mild and accompanied by a very mild noise, while others are very powerful and accompanied by a very loud noise. When an explosion occurs, the air and everything surrounding the thing that explodes is very much disturbed. The air surrounding the thing that explodes is thrown back in air waves which are powerful in the exact proportion in which the explosion is powerful. These air waves can be so suddenly thrown back against the objects in the vicinity that not only the windows in the buildings are broken, but often the entire building blown away. The explosion acts in all directions at once with equal force. A great hole may be torn in the earth beneath the explosion. If there is anything over the explosion, that is blown away unless its power of resistance is sufficient to withstand the power of the explosion. Then, also, the air surrounding on all sides is forced back against everything in its path.
Very often this air which is suddenly forced back by the power of the explosion is thrown against houses at a distance. These houses may be so strongly built as to be able to withstand the effect of the explosion, but still certain parts of them, such as the windows and the bricks of the chimney, may not be able to withstand this sudden pressure of air against them and they are forced in. The wind from such an explosion acts on the outside of the windows just the same as though you stood on the outside with your hands against the windows and pushed them in. Anything that is thrown against a window with more force than the window glass can resist will break the window, and even slight explosions may be so powerful as to throw the air back and away from them with such force as to break windows at a great distance—even a mile or more away.
When an outside force is applied to some objects, some of them will bend and others break. It is due to the fact that in some things the particles have the faculty of sticking together or hanging on to each other, and it is very difficult to break them away from each other. In such instances, as in the case of a wire, the article will bend when we apply the power to it and it will not break, because the particles which make up the wire have the faculty of hanging on to each other. A piece of glass, however, can be broken right in two by the application of no more force than was used to bend the wire, because the particles which make up the glass haven’t the faculty to hang on to each other. If you continue to bend a wire back and forth, however, at the same point, it will finally break apart, because you eventually overcome the ability of the particles in the wire to hang on to each other.
It all depends upon the hanging-on ability. Sometimes in undergoing different processes an article which will ordinarily only bend will become very brittle or breakable. A steel wire may bend but if you make a steel wire very hard it becomes brittle. On the other hand, glass is very brittle ordinarily, but if you make it very hot, you can bend it into any shape you wish, and[63] thus the glass-worker makes different shapes to various dishes; lamp chimneys, bottles, etc., by heating glass and then bending it. When it becomes cool again, it also becomes brittle or breakable as before.
When you throw a ball against the floor in order to make it bounce the ball gets out of shape as soon as it comes in contact with the floor. As much of it as strikes the floor becomes perfectly flat, and because the ball has a quality known as elasticity, which means the ability to return to its proper shape, it returns to its shape immediately and in doing so forces itself back into the air and that is the bounce.
Of course, the first thing we think of when we consider something that bounces is a ball, and in most cases a rubber ball. We are more familiar with the bouncing qualities of a rubber ball. Other balls, like standard baseballs, are not so elastic as a rubber ball filled with air, but a solid-rubber ball is more elastic and some golf balls are much more elastic than a solid-rubber ball. The principle is the same, when you drive a golf ball, excepting that when you bounce a ball on the floor the floor does the flattening and when you drive a golf ball, the golf club does the flattening. A baseball flies away from the bat for the same reason. When you meet a fast-pitched ball squarely on the nose with a good swing, it goes farther and faster than when you hit a slow-pitched ball with an equal swing, because in the case of the fast-pitched ball you flatten the ball out more, and it has so much more to do to recover its proper shape that it bounces away from the bat at much greater speed and goes much further unless caught than a slow-pitched ball under the same circumstances.
A bouncing ball, when you first throw it against the wall bounces back at you about as fast as you throw it, but if you do not catch it on the rebound, it goes to the floor again, because the law of gravitation which is the pulling power of the earth, pulls it down again. When it strikes the floor it is again flattened to a certain extent and bounces up again, but does not come back so high. It goes on striking the floor and bouncing back into the air again each time a shorter distance, until the force of gravity has actually overcome its tendency to bounce back.
When you bounce a ball on the floor and it bounces up again, the motion of the ball through the air is affected by the friction that the contact with the air produces and this friction of the air overcomes part of the bouncing ability in the ball also.
Hot water will not always cause a cold glass to crack, but is very apt to, especially a thick glass. The very thin glasses will not crack. The test tubes used by chemists are made of very thin glass, and will not crack when hot liquids are poured into them.
When a glass cracks after you have poured a hot liquid into it, it does so because, as soon as the hot liquid is put in, the particles of glass which form the inside of the glass become heated and expand. They begin to do this before the particles which form the outside of the glass become heated, and in their efforts to expand the inside particles of glass literally break away from the particles which form the outside, causing the crack. The same thing happens if you put cold water into a hot glass, excepting in this instance the inside particles of the glass contract before the particles which form the outside of the glass have had time to become cool and do likewise.
The air trying to get in causes the gurgle. Air has one strong characteristic which stands out above everything else. It wants to go some place[64] else all the time. When it learns of a place where there is no air it wants to go there above all things, and goes at it with a rush.
Now, when you turn a bottle full of water upside down, the water comes out if the cork is out, of course, and as soon as the water starts out the air strives to get in, and every time you hear a gurgle you know the air is getting in. Every gurgle is a battle between the water and the air. Sometimes the air comes and pushes the water back enough to let it slide into the bottle; sometimes the water pushes the air back, and thus they fight back and forth. The water always gets out and the air always gets in. In doing so they make the gurgle.
Perhaps this is a foolish question, but many boys and girls have been puzzled for an answer to it. When you put your stockings on they have no holes in the feet, and at night, when you take them off, there are often quite large holes in them. The answer is the same as in the case of the lead in the lead-pencil. The lead in the pencil wears away. You can see it wear away because that is what makes the marks.
When a hole is coming into your stocking, the stocking on your foot is being rubbed between your foot and something else (probably some part of your shoe) and this constant rubbing will wear through the yarns with which the stocking is knitted. Of course, the yarns in the stocking are stretched somewhat when it is on your foot and the rubbing finally cuts through the threads and releases the tension of the threads of yarn, so that not always is as much stocking lost as the size of the hole. But, if you were to look carefully at your foot and inside your shoe, when you first take the stocking off and see the hole, you would find little particles of yarn all about.
The practice of putting buttons on coat sleeves, which serve no useful purpose at all and do not add to the beauty of the coat, is a relic of very old days.
There was a time when people did not use handkerchiefs, and it was common practice for men to wipe their noses on their sleeves. They had coats also in those days, but they did not have buttons on the sleeves. One of the old kings finally developed the idea of dressing his soldiers in fancy uniforms and, as he sat in his palace and reviewed his troops, he noticed many of them using the sleeves of their coats as handkerchiefs. He immediately issued a decree that all sleeves should have a row of buttons sewed on them, but at a point directly opposite to where they are now on the sleeves. This was done to remind the soldiers that the sleeves of their beautiful uniforms were not to be used as handkerchiefs, and those who attempted to draw their sleeves in front of the nose were quickly reminded of the decree by the buttons which scratched them. And so the buttons really had a quite useful purpose at one time, and so also all sleeves had buttons sewed on to them at this place. Later on, however, when the unsightly practice had been cured and people had learned to use handkerchiefs, the buttons remained as a decoration, but their former purpose was lost sight of. Then some tailor or leader of fashion had the buttons set on the under side of the sleeves for a change, and it became the fashion to have them there, and the tailors have been sewing them there ever since.
The buttons on the back of a long coat, i. e., one with skirts, had a more sensible reason originally. At one time the skirts of such coats were made very long, and when the wearer moved quickly the tails of the coat flapped about the legs and interfered with progress. So an ingenious gentleman had buttons sewed on to the back and buttonholes made in the corner of his coat-tails. Then when he was in a hurry he simply buttoned up his skirts and went his way comfortably.
[65]
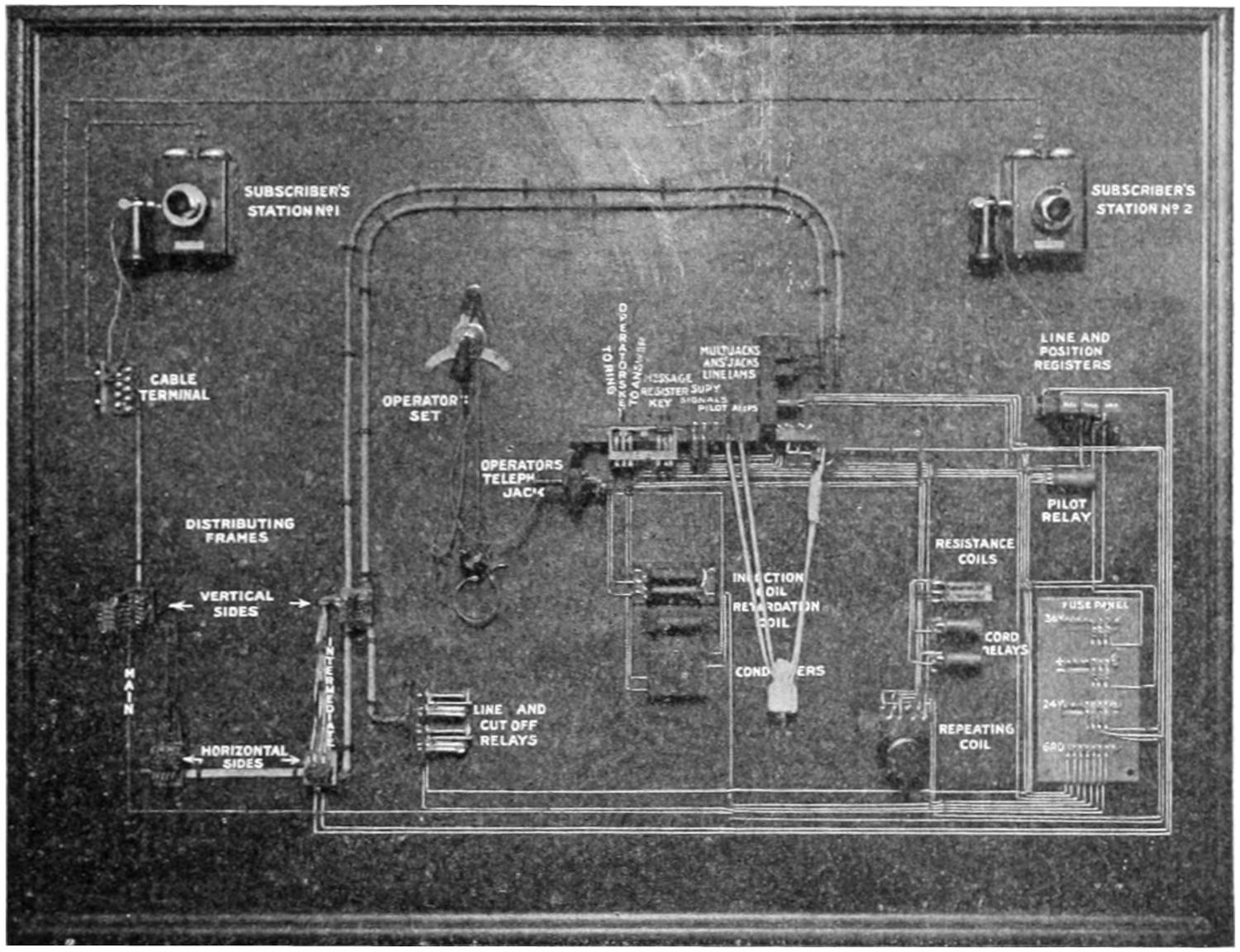
TELEPHONE DISPLAY BOARD
Showing in outline the apparatus necessary to complete the simplest kind of a telephone call—to a number in the same exchange
WHAT HAPPENS WHEN
WE TELEPHONE
Mrs. Smith, at “Subscriber’s Station No. 1,” desires to telephone to Mrs. Jones at “Subscriber’s Station No. 2.” When she lifts her receiver, the movement causes a tiny white light to appear instantly on the switchboard at the Central Office. Directly beneath this light is another and larger lamp, which glows in a way to attract the operator’s attention immediately.
The operator inserts a “plug” in a little hole on the switchboard called a “jack,” directly above the tiny light which appeared when Mrs. Smith lifted the receiver. This connects her to Mrs. Smith’s line. Then she pushes a listening key on the board, connecting her telephone set to the line. “Number, please?” she calls.
Mrs. Smith gives the number; the operator repeats it to be sure there is no mistake, places another “plug” in a “jack” corresponding to the number of Mrs. Jones’ telephone and makes the connection.
Each subscriber’s telephone has a particular signal on the switchboard to which it is connected by a pair of wires. Mrs. Smith’s wires run from her instrument to the nearest “cable terminal,” a gathering point for the wires of various telephones in her neighborhood. Here they form part of a group of wires going to the Central Office. These groups, called cables, are made up of from 50 to 600 pairs of wires, according to the telephone needs of the district the “terminal” serves.
When the wires reach the Central Office they pass through the “cable vault” to the “main distributing frame,” which is the Central Office terminal of the cable.
When the wires come to this frame they are in numbered order in the cable. Subscribers living next door to Mrs. Smith may have entirely different call numbers and yet use consecutive wires. It is the task of the main frame to redistribute these wires, so that they will be arranged according to their call numbers and to make it possible to connect Mrs. Smith’s line with the line of any other subscriber with the least[66] possible delay. This frame has two parts: the “vertical side” and the “horizontal side.” Before the wires are redistributed they are taken to pairs of springs equipped with devices for protecting the lines against outside currents.
ASKING FOR A NUMBER
After leaving the main frame they are taken to the “intermediate distributing frame,” the central connecting point for various branches of the lines going to the switchboard, signaling and other apparatus. From the “horizontal side” of this frame, wires go to the switchboard, where they terminate in little holes known as “multiple jacks.” They also connect with the line and position message registers, where the calls from each Line and the calls handled at each operator’s position at the switchboard are recorded. The “multiple jacks” are additional terminals placed at necessary intervals throughout the switchboard, where they can be used by operators to make connections with any other line on the board.
From the “vertical side” of the intermediate frame Mrs. Smith’s wires reach the “line and cut-off relay,” an electrically controlled switch which turns on the light signal that appears on the switchboard when she lifts the receiver from the hook. This “line relay” also extinguishes the light when the operator makes the connection, or when Mrs. Smith returns the receiver to the hook.
A TYPICAL POLE LINE, WITH CROSS ARMS, IN THE COUNTRY
The swift moving electric current that was set in motion when Mrs. Smith began the call, instantaneously passes through all these devices for safeguarding and protecting the subscriber’s telephone service. The light announcing Mrs. Smith’s desire to make a call is called the “line lamp,” and is flashing on the switchboard. Directly beneath it is the “pilot lamp,” which glows whenever any “line lamp” lights. With the “line lamp” is a “jack” or terminal, where connection can be made with Mrs. Smith’s line. This is the “answering jack.”
[67]
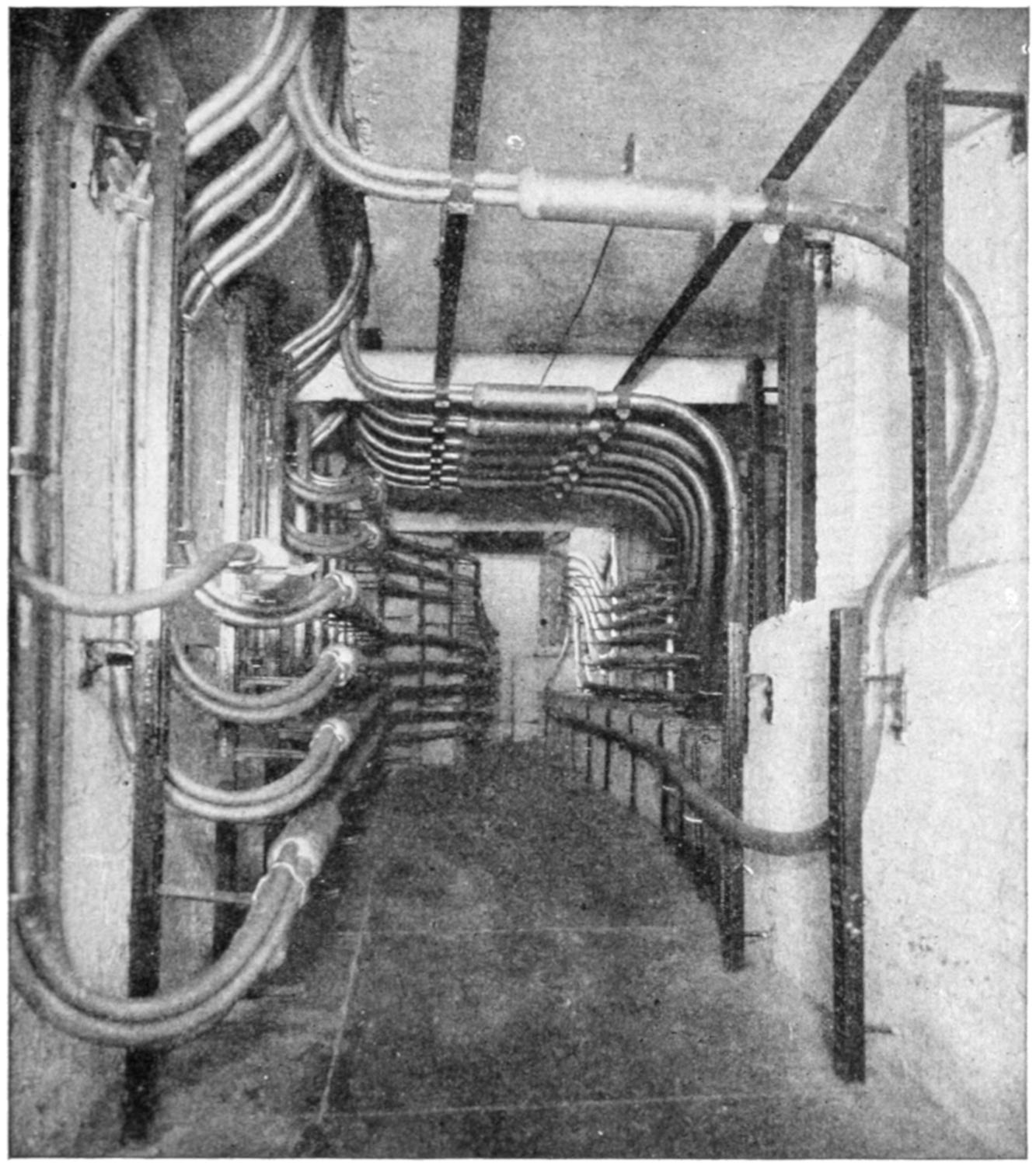
THE CABLE VAULT INTO WHICH THE CABLES PASS WHEN THEY ENTER THE EXCHANGE AND FROM WHICH THEY ARE LED UPWARD TO THE MAIN DISTRIBUTING FRAME
When the operator sees the flashing signal of Mrs. Smith’s “line lamp,” she inserts one end of a pair of “connecting cords,” which are on the board before her, in the “answering jack” for Mrs. Smith’s line. These “connecting cords” are flexible conductors that put the wires of subscribers in electrical connection. Then she pushes forward the “operator’s key” directly in front of her and is connected with Mrs. Smith’s line.
The operator ascertains the number wanted and places the other “connecting cord” in the “jack” corresponding to Mrs. Jones’ line. If she finds she cannot herself connect with Mrs. Jones’ “jack,” because it is on another part of the board out of her reach, she makes a connection with another operator who can reach Mrs. Jones’ line. The second operator then makes the connection with Mrs. Jones’ “multiple jack” and places her line in connection with Mrs. Smith’s line at the first operator’s position. At the same time the first operator pushes the operator’s key back, thus ringing Mrs. Jones’ bell.
“Supervisory lamps” on the board before her, connected with the “connecting cords,” tell the operator when Mrs. Jones answers the summons. They flash when the connection is made and one goes out just as soon as Mrs. Jones takes the receiver from the hook to answer. If one of these lamps flashes and dies out alternately it tells the operator that either Mrs. Smith or Mrs. Jones is trying to attract her attention and she connects herself and ascertains the party’s wishes. When both subscribers “hang up,” both lights flash to indicate the end of the conversation. The operator then disconnects the cords from the subscribers’ “jacks” and presses the “message register” button recording the call against Mrs. Smith.
[68]
ROUTINE OF A TELEPHONE CALL

The subscriber, after looking up in the directory the desired number, takes the telephone off the hook, which causes a tiny electric light to glow in front of the operator assigned to answer his calls. (In some exchanges equipped with a magneto system, a drop is released by the turning of a crank.)
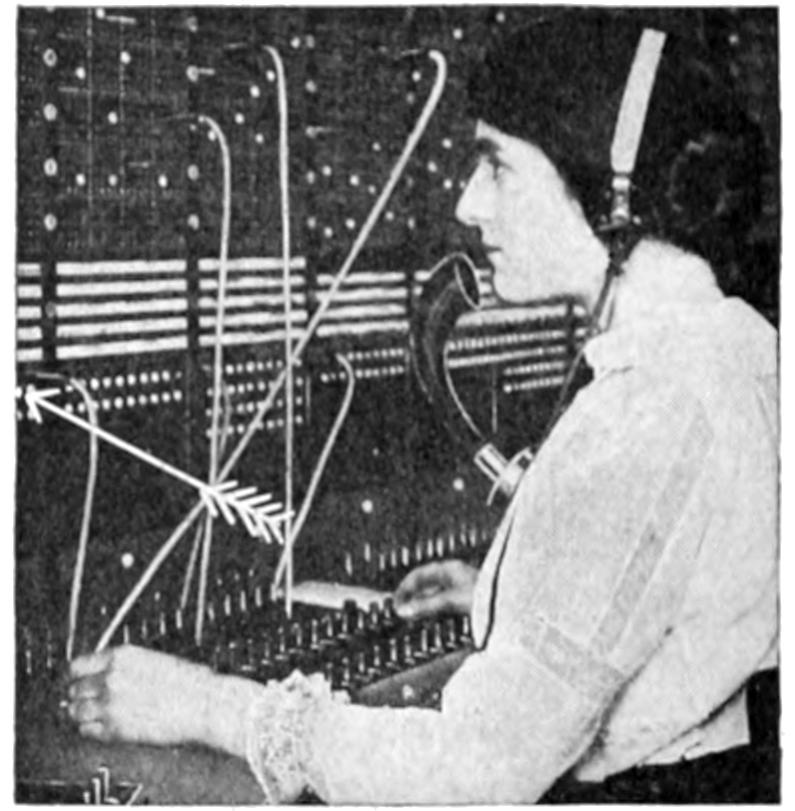
The arrow indicates the light as it appears on the switchboard. Each operator can connect a caller with any subscriber in that exchange, but she is assigned to answer the calls of only a limited number of subscribers whose signals are these lights showing at her particular position.

She takes up a brass-tipped cord, inserts the tip, or “plug,” into the hole, or “jack,” just above the light, at the same time throwing a key with the other hand in order to switch her transmitter line into direct communication with the caller, and says: “Number?”
The caller replies by giving the name of the exchange and the number he wants, as for example, “Main 1268.” The operator repeats the number, “One-two-six-eight,” pronouncing each digit with clear articulation, to insure its correctness, and, if it be from a subscriber in the Main Exchange, she—

Takes up the cord which is the team mate, or “pair,” of the one with which she answered the caller, locates the jack numbered 1268, and “tests” the line by tapping the tip of the plug for a moment on the sleeve of the “jack” to ascertain if the line is “busy.” If no click sounds in her ear she—
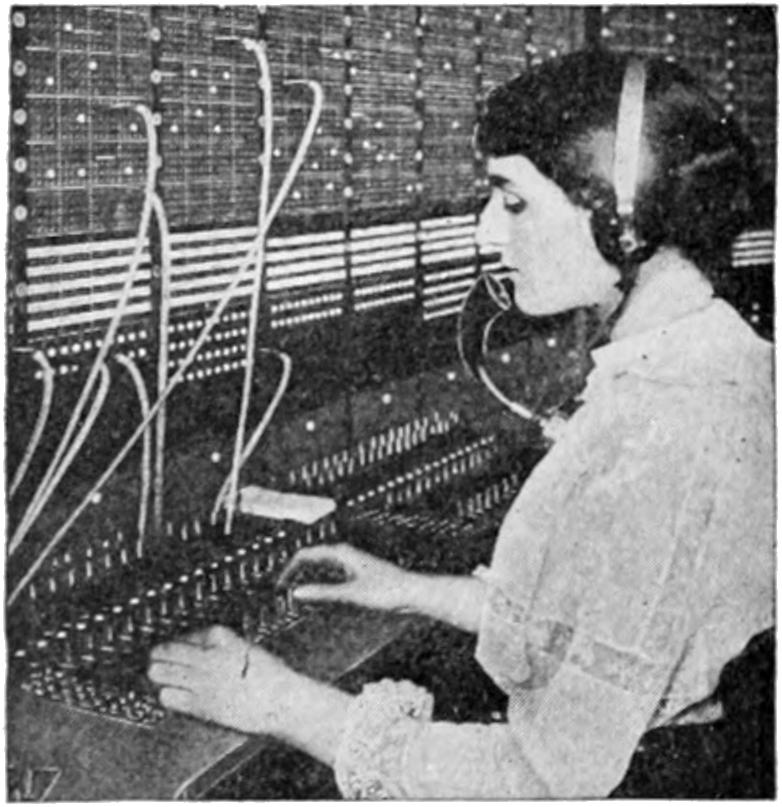
Pushes in the plug and with her other hand operates a key on the desk. The first action connects the line of the subscriber called; the second rings his bell. When either party hangs up his receiver, a light glows on the switchboard desk, showing the operator that the conversation is ended.
[69]
THE CENTRAL TERMINAL OF YOUR TELEPHONE
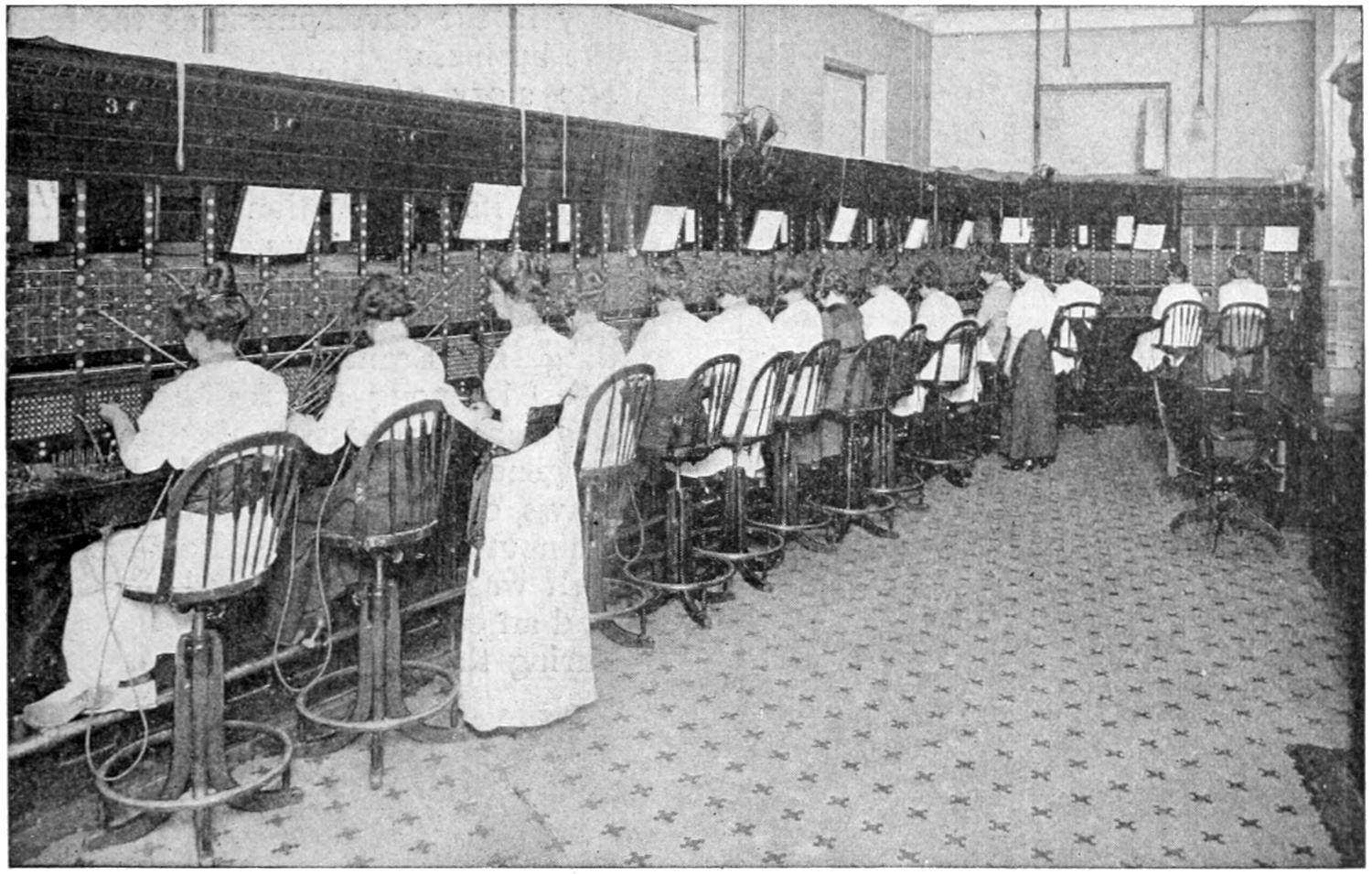
A MULTIPLE SWITCHBOARD
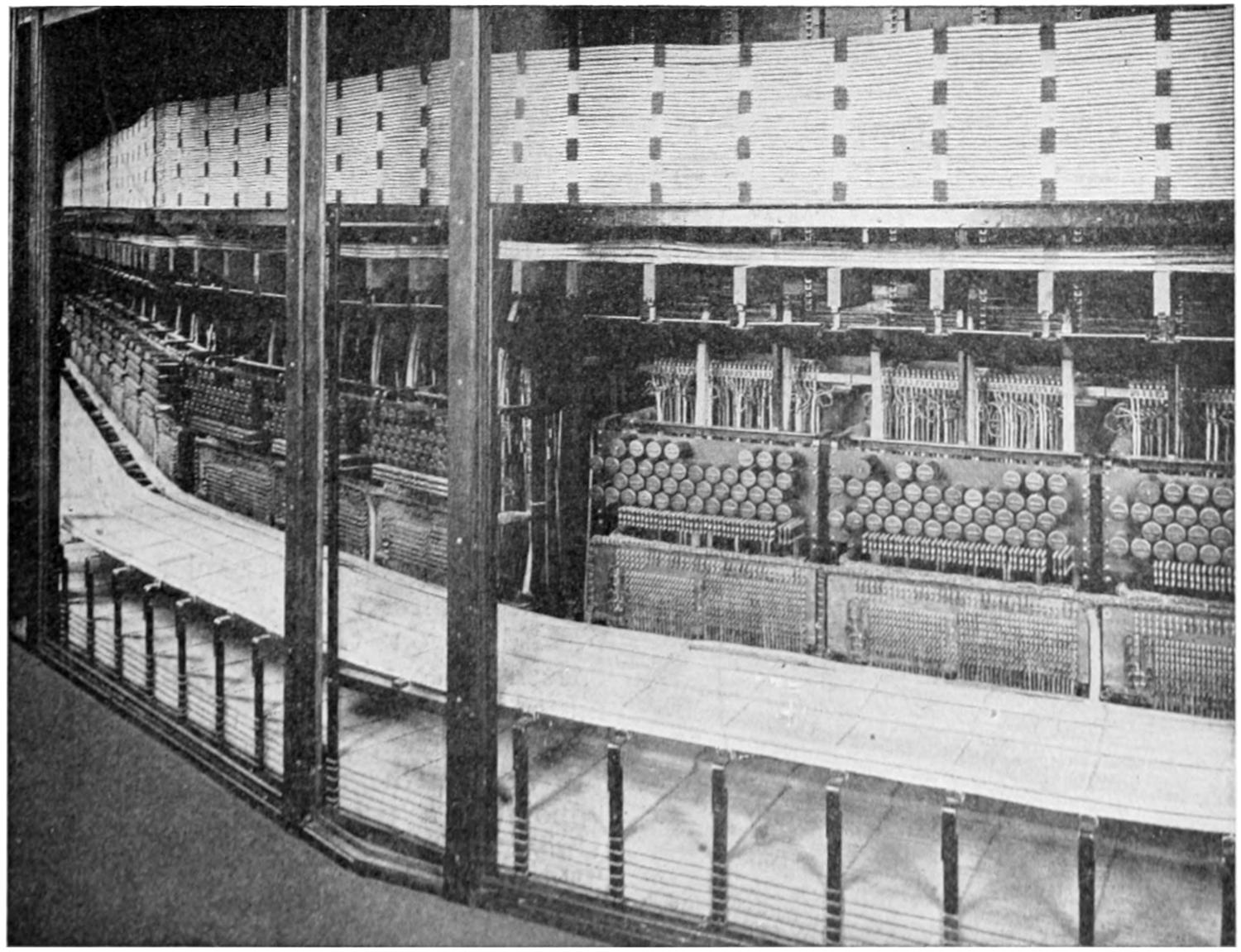
THE BACK OF A MULTIPLE SWITCHBOARD
[70]

THE BIRTHPLACE OF THE TELEPHONE, 109 COURT STREET, BOSTON
On the top floor of this building, in 1875, Prof. Bell carried on his experiments and first succeeded in transmitting speech by electricity
It is hard to realize that there was once a time, not so very many years ago, when the telephone was regarded as a scientific toy and hardly anyone could be found willing to invest any money in the development of the telephone business.
ALEXANDER GRAHAM BELL IN 1876
THOMAS A. WATSON IN 1874
The story of Professor Alexander Graham Bell’s wonderful invention is full of romantic interest and the early days of its exploitation were replete with dramatic incidents.
THE MEN WHO MADE
THE TELEPHONE
Young Bell had come to America in 1870 in search of health, the family settling at Brantford, Canada. He numbered among his forebears many distinguished professional men. For three generations the Bells had taught the laws of speech in the universities of Edinburgh, Dublin and London. He himself was an accomplished elocutionist and an expert in vocal physiology.
During the year spent in Canada in regaining his health, Bell taught his father’s method of visible speech to a tribe of Mohawk Indians and began to think about the “harmonic telegraph.”
In 1871 young Alexander Bell accepted an offer from the Boston Board of Education to teach the “visible speech” method in a school for deaf mutes in that city.
For two years he devoted himself to the work with great success. He was appointed a professor in the Boston University and opened a school of “Vocal Physiology” which was at once successful.
He might have continued his career as a teacher had it not been that his[71] active brain still clung to the “harmonic telegraph” idea and his inventive genius demanded an outlet.
PROF. BELL’S VIBRATING REED
So we find him in 1874 working out his idea of the “harmonic telegraph,” the perfection of which meant a fortune to the young inventor. That he never realized his goal was due to the fact that while experimenting, he made a discovery which led to a far greater invention and one that was fraught with more benefit to mankind than the “harmonic telegraph” could ever have been.
It was while working with his faithful man Friday, Thomas A. Watson, in the dingy little workrooms on Court Street, Boston, that Bell got the inspiration which made him turn from the “harmonic telegraph” to devote himself to the invention which was destined to make his name famous—the speaking telephone.
THE FIRST SOUND
OVER A WIRE
Mr. Watson has dramatically described the incident as follows:
“On the afternoon of June 2, 1875, we were hard at work on the same old job, testing some modification of the instruments. Things were badly out of tune that afternoon in that hot garret, not only the instruments, but, I fancy, my enthusiasm and my temper, though Bell was as energetic as ever. I had charge of the transmitters, as usual, setting them squealing one after the other, while Bell was retuning the receiver springs one by one, pressing them against his ear as I have described. One of the transmitter springs I was attending to stopped vibrating and I plucked it to start it again. It didn’t start and I kept on plucking it, when suddenly I heard a shout from Bell in the next room, and then out he came with a rush, demanding, ‘What did you do then? Don’t change anything. Let me see!’ I showed him. It was very simple. The make-and-break points of the transmitter spring I was trying to start had become welded together, so that when I snapped the spring the circuit had remained unbroken while that strip of magnetized steel by its vibration over the pole of its magnet, was generating that marvelous conception of Bell’s—a current of electricity that varied in intensity precisely as the air was varying in density within hearing distance of that spring. That undulatory current had passed through the connecting wire to the distant receiver which, fortunately, was a mechanism that could transform that current back into an extremely faint echo of the sound of the vibrating spring that had generated it, but what was still more fortunate, the right man had that mechanism at his ear during that fleeting moment, and instantly recognized the transcendent importance[72] of that faint sound thus electrically transmitted. The shout I heard and his excited rush into my room were the result of that recognition. The speaking telephone was born at that moment. Bell knew perfectly well that the mechanism that could transmit all the complex vibrations of one sound could do the same for any sound, even that of speech. That experiment showed him that the complex apparatus he had thought would be needed to accomplish that long-dreamed result was not at all necessary, for here was an extremely simple mechanism operating in a perfectly obvious way, that could do it perfectly. All the experimenting that followed that discovery, up to the time the telephone was put into practical use, was largely a matter of working out the details. We spent a few hours verifying the discovery, repeating it with all the differently tuned springs we had, and before we parted that night Bell gave me directions for making the first electric speaking telephone. I was to mount a small drumhead of gold-beater’s skin over one of the receivers, join the center of the drumhead to the free end of the receiving spring and arrange a mouthpiece over the drumhead to talk into. His idea was to force the steel spring to follow the vocal vibrations and generate a current of electricity that would vary in intensity as the air varies in density during the utterance of speech sounds. I followed these directions and had the instrument ready for its trial the very next day. I rushed it, for Bell’s excitement and enthusiasm over the discovery had aroused mine again, which had been sadly dampened during those last few weeks by the meagre results of the harmonic experiments. I made every part of that first telephone myself, but I didn’t realize while I was working on it what a tremendously important piece of work I was doing.
WHAT THE FIRST TELEPHONE LOOKED LIKE
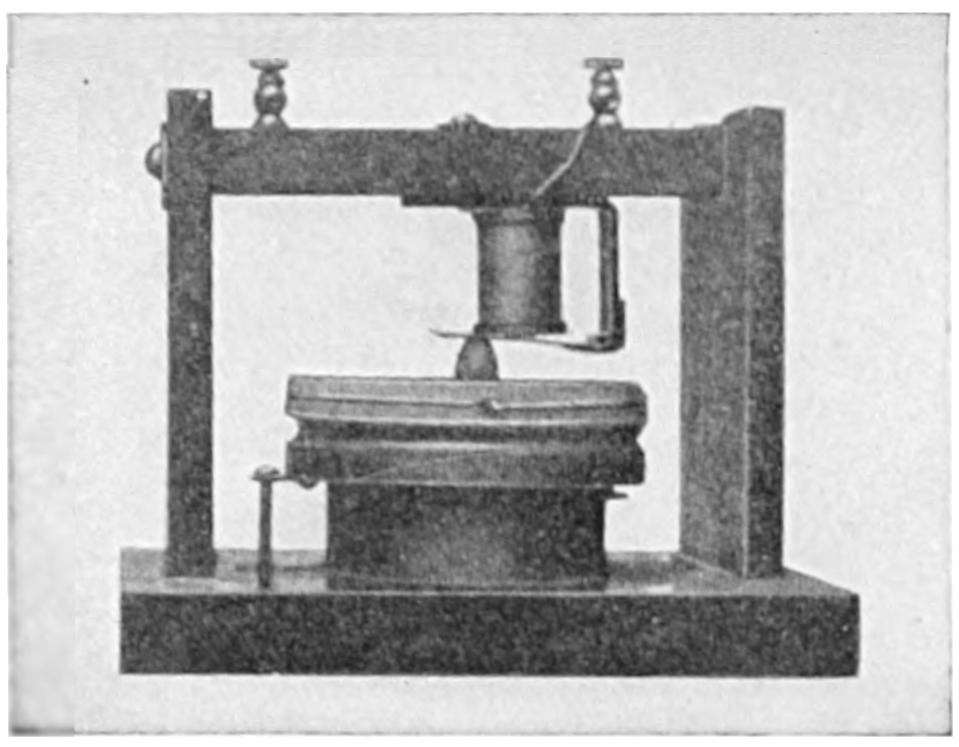
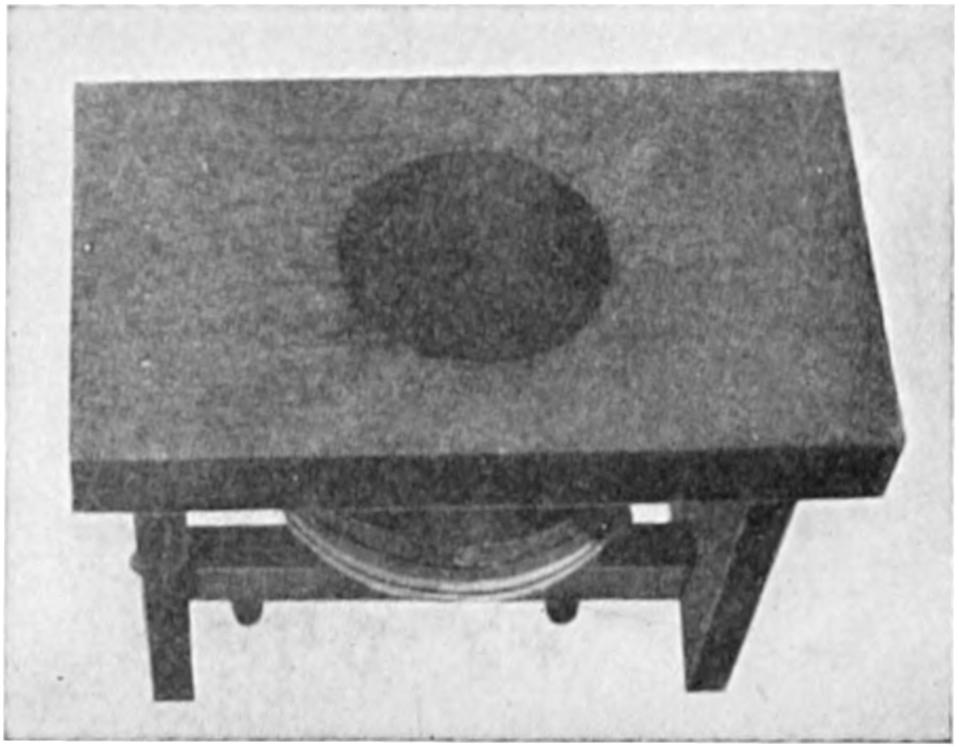
ALEXANDER GRAHAM BELL’S FIRST TELEPHONE
“The two rooms in the attic were too near together for the test, as our voices would be heard through the air, so I ran a wire especially for the trial from one of the rooms in the attic down two flights to the third floor where Williams’ main shop was, ending it near my work bench at the back of the building. That was the first telephone line. You can well imagine that both our hearts were beating above the normal rate while we were getting ready for the trial of the new instrument that evening. I got more satisfaction from the experiment than Mr. Bell did, for shout my best I could not make him hear me, but I could hear his voice and almost catch the words. I rushed upstairs and told him what I had heard. It was enough to show him that he was on the right track, and before he left that night he gave me directions for several improvements in the telephones I was to have ready for the next trial.”
Then followed many heart-breaking months of experimenting and it was not until the following March that the[73] telephone was able to transmit a complete, intelligible sentence.
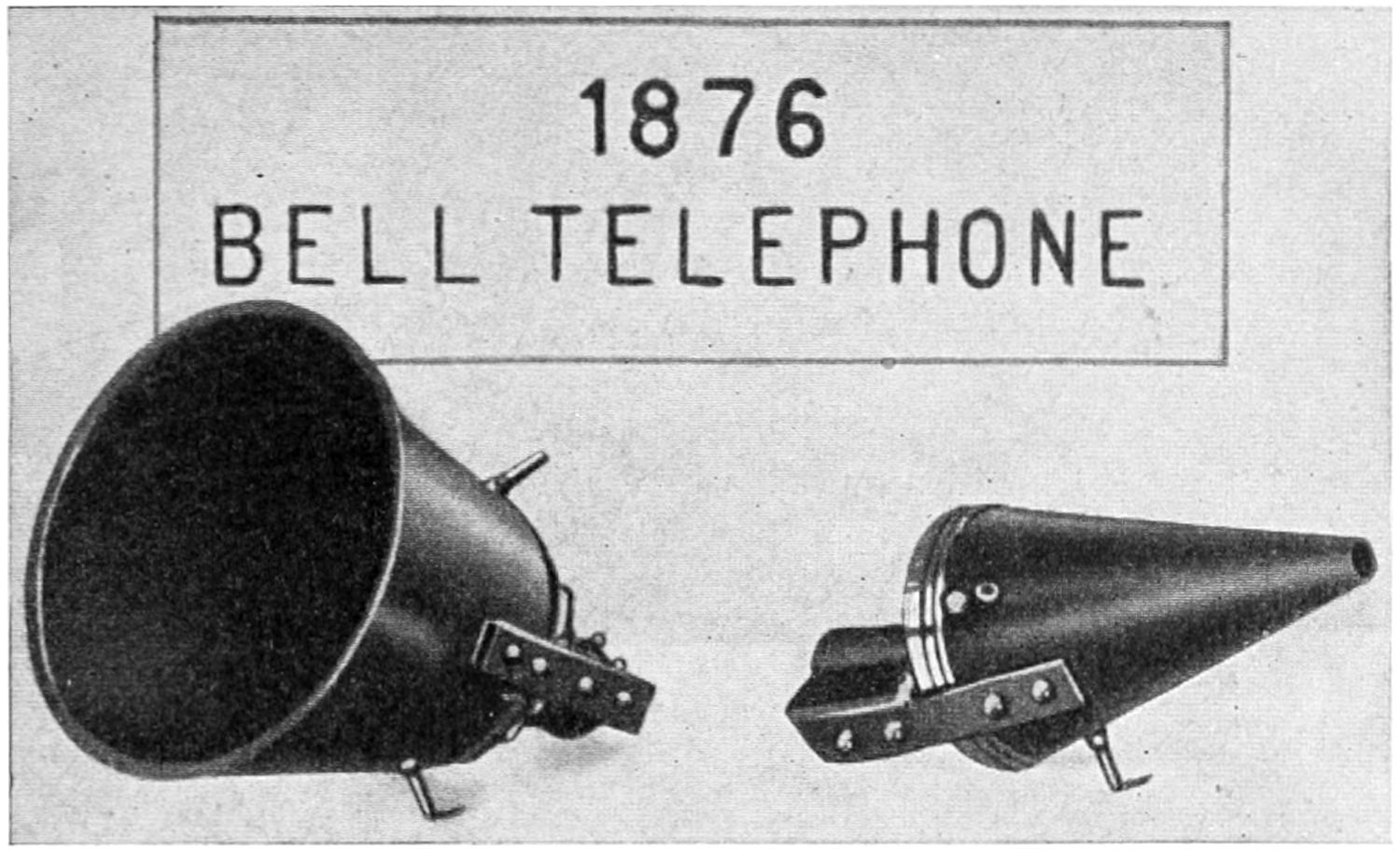
TELEPHONE APPARATUS PATENTED IN 1876 BY PROF. BELL, PHOTOGRAPHED FROM THE ORIGINAL INSTRUMENTS IN THE PATENT OFFICE AT WASHINGTON
On February 14, 1876, Professor Bell filed at Washington his application for patents covering the telephone which he described as “an improvement in telegraphy” and on March 3, of the same year, the patent was allowed.
That was the year of the Centennial Exposition at Philadelphia and Professor Bell had a working model of the telephone on exhibition. Tucked away in an obscure corner it had attracted but little attention, until on June 25th an incident occurred which had a tremendous effect in giving to the new invention just the sort of publicity it needed.
Professor Bell himself describes the incident in the following interesting manner:
“Mr. Hubbard and Mr. Saunders, who were financially interested in the telephone, wanted this instrument to be exhibited at the Centennial Exhibition. In those days—and I must say even up to the present time I am afraid to say it is true—I was not very much alive to commercial matters, not being a business man myself. I had a school for vocal physiology in Boston. I was right in the midst of examinations.
“I went down to Philadelphia, growling all the time at this interruption to my professional work, and I appeared in Philadelphia on Sunday, the 25th. I was an unknown man and looked around upon the celebrities who were judges there, and trotted around after the judges at the exhibition while they examined this exhibit and that exhibit. My exhibit came last. Before they got to that it was announced that the judges were too tired to make any further examinations that day and that the exhibit could be examined another day. That meant that the telephone would not be seen, for I was not going to come back another day. I was going right back to Boston.
HOW AN EMPEROR
SAVED THE TELEPHONE
“And that was the way the matter stood—when suddenly there was one man among the judges who happened to remember me by sight. That was no less a person than His Majesty Dom Pedro, the Emperor of Brazil. I had shown him what we had been doing in teaching speech to the deaf in Boston, had taken him around to the City School for the Deaf and shown him the means of teaching speech, and when he saw me there he remembered me and came over and shook hands and said: ‘Mr. Bell, how are the deaf mutes of Boston?’ I said they were very well and told him that the next exhibit on the program was my exhibit. ‘Come along,’ he said, and he took my arm and walked off with me—and, of course, where an Emperor led the way the other judges followed. And the telephone exhibit was saved.
[74]
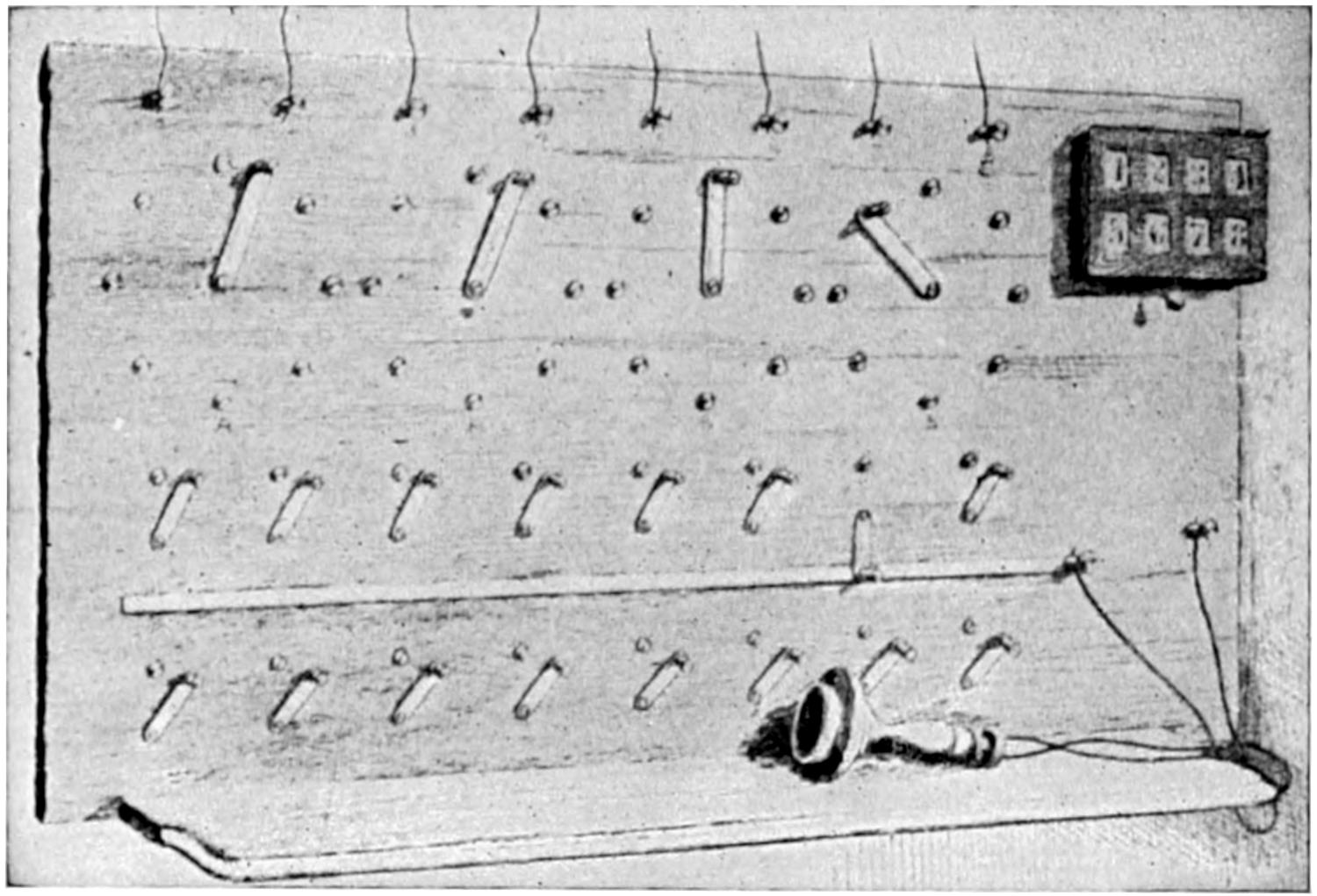
THE FIRST TELEPHONE SWITCHBOARD USED. EIGHT SUBSCRIBERS.
“Well, I cannot tell very much about that exhibit, although it was the pivotal point on which the whole telephone turned in those days. If I had not had that exhibition there it is very doubtful what the condition of the telephone would be today. But the Emperor of Brazil was the first one to bring that situation about at that time. I went off to my transmitting instrument in another part of the building, and a little iron box receiver was placed at the ear of the Emperor. I told him to hold it to his ear, and then I heard afterward what happened. I was not present at that end of the line. I went to the other end and was reciting, ‘To be or not to be, that is the question,’ and so on, keeping up a continuous talk.”
“I heard afterward from my friend, Mr. William Hubbard, that the Emperor held it up in a very indifferent way to his ear, and then suddenly started and said, ‘My God! it speaks!’ And he put it down; and then Sir William Thomson took it up and one after another in the crowd took it up and listened. I was in another part of the building shouting away to the membrane telephone that was the transmitter. Suddenly I heard a noise of people stamping along very heavily, approaching, and there was Dom Pedro, rushing along at a very un-Emperor-like gait, followed by Sir William Thomson and a number of others, to see what I was doing at the other end. They were very much interested. But I had to go back to Boston and couldn’t wait any longer. I went that very night.”
“Now, it so happened there, that, although the judges had heard speech emitted by the steel disc armature of this receiving instrument, they were not quite convinced that it was electrically produced. Some one had whispered a suspicion that it was simply the case of the thread telegraph, the lovers’ telegraph, as it was known in those days, and that the sound had been mechanically transmitted along the line from one instrument to the other. Of course, I did not know about it at that time; but when the judges asked permission to remove the apparatus from that location I said, ‘Certainly, do anything you like with it.’ But I could not remain to look after it; they had to look after it themselves.”
“My friend, Mr. William Hubbard, who had kindly come up from Boston to help me on this celebrated Sunday, June 25, said he would do his best to help them out, although he was not an electrician. He knew nothing whatever about the apparatus, beyond being in[75] my laboratory occasionally, knowing me well. But he undertook to remove this apparatus and set up the line under the direction of the judges themselves. So they had an opportunity finally of satisfying themselves that speech had really been electrically reproduced.”
“Sir William Thomson’s announcement was made to the world in England, before the British Association, and the world believed—and from that time dates the popular interest in the telephone.”
In October, 1876, the first outdoor demonstration, in which conversation was carried on over a private telegraph wire, borrowed for the occasion, took place between Boston and Cambridge, a distance of two miles.
In April, 1877, the first telephone line was installed between Boston and Somerville.
A month later an enterprising Boston man put up a crude switchboard in his office and connected up five banks, using the system for telephoning in the day-time and as a protection against burglars at night. This was the beginning of the exchange system, all previous telephoning having been between two parties on the same circuit.
NINE MILLION
TELEPHONES IN U. S.
Soon after exchanges sprang up in several cities, and by August of that year there were 778 Bell telephones in use. From this modest beginning the telephone has grown until on January 1, 1914, there were 13,500,000 telephones in the world, nearly 9,000,000, or over 64 per cent being in the United States.
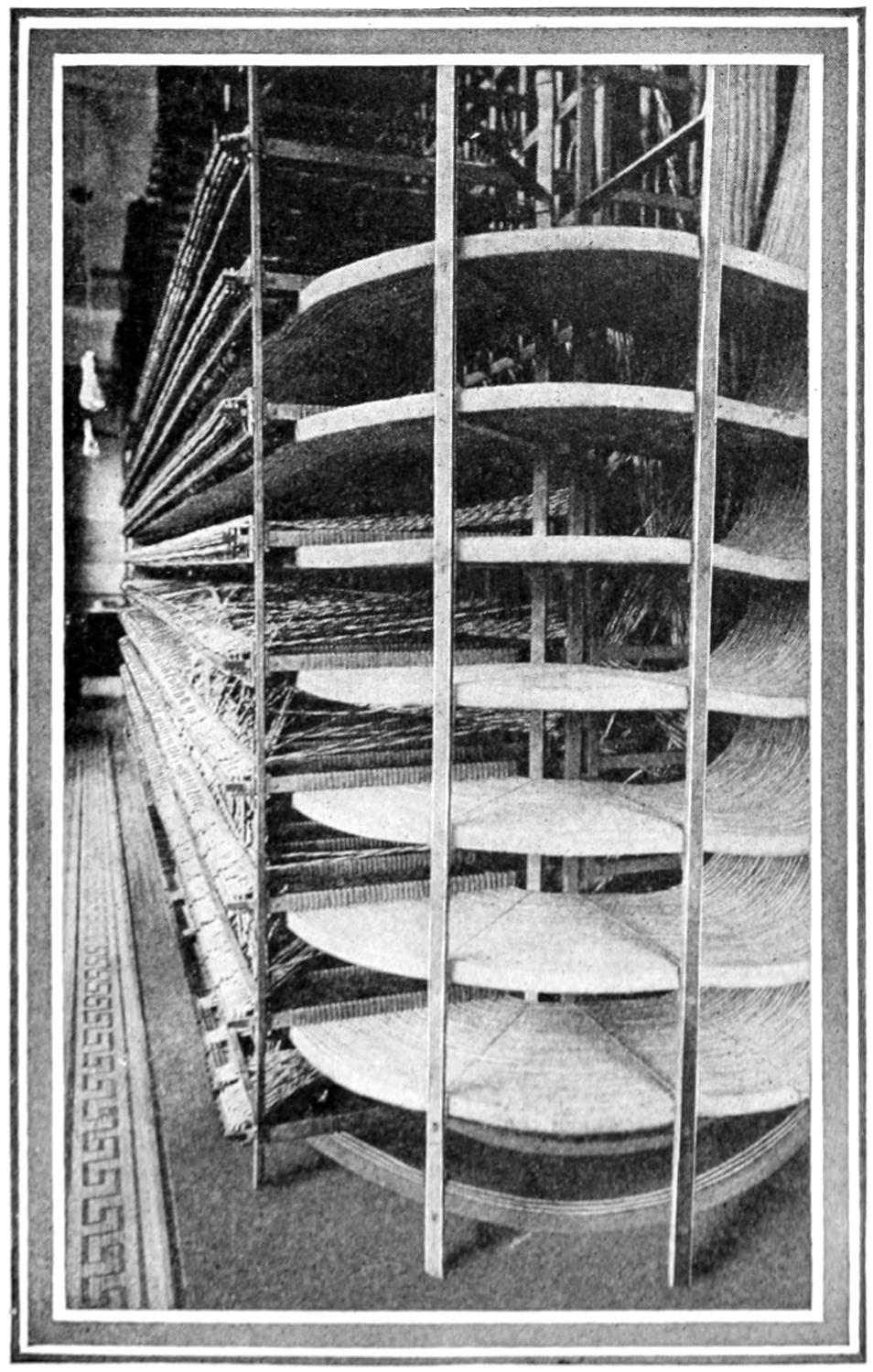
MODERN DISTRIBUTING FRAME
When the wires come to this frame they are in numbered order in the cable. The main frame redistributes these wires so that they are arranged according to their call numbers, making it possible to connect any wire with any other wire anywhere that telephone service is installed.
[76]
HOW THE WIRES ARE PUT UNDERGROUND
Breaking Up the Asphalt Pavement. First Step in Laying an Underground Cable.
Laying Multiple Duct Tile Subway Through Which the Cables Will Run.
Feeding Cable Into Duct as It is Being Pulled Through Subway from the Other End.
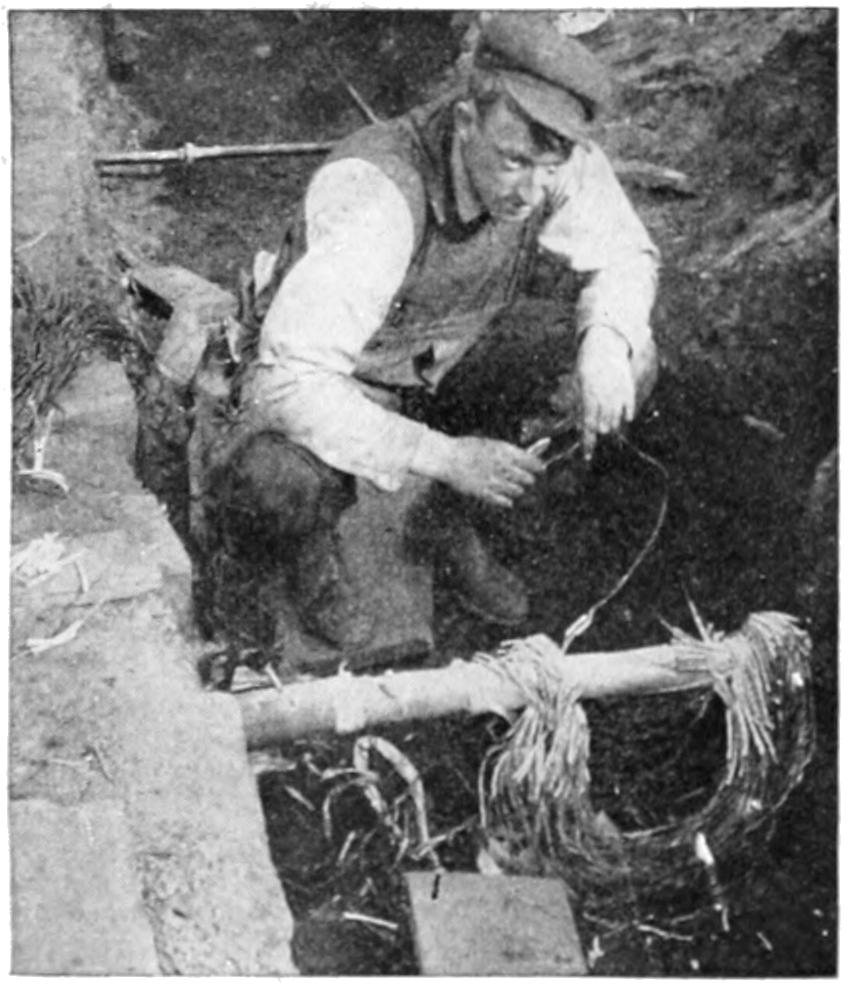
A CABLE TROUBLE
[77]
The use of the telephone instrument is common, but it affords no idea of the magnitude of the mechanical equipment by which it is made effective.
UNSEEN FORCES BEHIND
YOUR TELEPHONE
To give you some conception of the great number of persons and the enormous quantity of materials required to maintain an always-efficient service, various comparisons are here presented.
TELEPHONES. Enough to string around Lake Erie—8,000,000, which, with equipment, cost at the factory $45,000,000.

WIRE. Enough to coil around the earth 621 times—15,460,000 miles of it, worth about $100,000,000, including 260,000 tons of copper, worth $88,000,000.
LEAD AND TIN. Enough to load 6,600 coal cars—being 659,960,000 pounds, worth more than $37,000,000.
CONDUITS. Enough to go five times through the earth from pole to pole—225,778,000 feet, worth in the warehouse $9,000,000.

POLES. Enough to build a stockade around California—12,480,000 of them, worth in the lumber yard about $40,000,000.
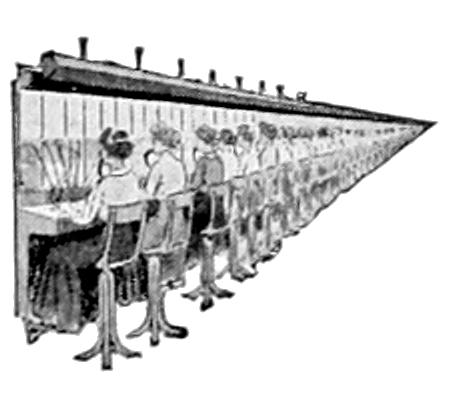
SWITCHBOARDS. In a line would extend thirty-six miles—55,000 of them, which cost, unassembled, $90,000,000.

BUILDINGS. Sufficient to house a city of 150,000—more than a thousand buildings, which, unfurnished, and without land, cost $44,000,000.

PEOPLE. Equal in numbers to the entire population of Wyoming—150,000 employes, not including those of connecting companies.
The poles are set all over this country, and strung with wires and cables; the conduits are buried under the great cities; the telephones are installed in separate homes and offices; the switchboards housed, connected and supplemented with other machinery, and the whole system kept in running order so that each subscriber may talk at any time, anywhere.
[78]
Somebody or something causes every sound we hear. Sounds are the result of disturbances in the air. Sound is produced by waves in the air. The buzz of the bumble-bee is caused by the quick movement of his wings in the air. The wings themselves do not make the sound, but their motion causes waves or vibrations in the air which produce the sound of buzzing. Every motion made by anybody or anything produces waves in the air just like the waves you see in the water—a big movement makes a big wave and a tiny movement a tiny wave. When you clap your hands you make a disturbance in the air which causes a sound—the harder you clap the louder the sound. You can hear this sound and anybody else near can hear it. If there were no air about us, however, we would hear no sound, even if we could live in such a condition of things, for it is the air waves produced striking against the drum of our ears that enable us to discern sounds. When we talk we make air waves also and thus produce sound. If you were deaf, and talked, you could not hear any sound, because even when there are air waves they must still strike against a sounding board in order to be recognized as sound—and the drum of our ear is our sounding board for hearing sounds.
When the air waves produced are regular we call the sound musical, and when they are irregular we call it noise. Some people can make musical sounds when they sing, while others cannot.
If you take a piece of thin wire and stretch it tightly, fastening it at both ends, and then pull it with your finger and let go, you will hear a musical sound, because the vibrations produced will be regular and will continue for some time. If you shorten the distance on the wire where it is fastened at both ends and pull it as before, the sound produced will be in a higher key. If you take a guitar and snap the big G string you will produce the bass note of G. If the other G string (the smaller one) is in tune (if you watch the smaller one closely while you strike the larger one) you will notice the smaller one vibrate also. Sound waves of the same tone, although in different octaves, produce the same sounds, although in different keys.
This is the principle on which the piano is made to produce music. Inside the piano are wires of different lengths and the keys of the piano are arranged to operate certain little hammers, each of which strikes a certain wire. Every time you strike a piano key you cause one of the little hammers to hit its wire—the wire then makes vibrations which cause air waves. The air waves strike against the sounding board which is located behind the wires, and being thrown back into the air, strike against the drum of our ears, and we can hear the note.
The sounds we make when we talk are produced in exactly the same way with the exception of the little hammers. In our throats are two cords which we call our vocal cords. When we talk we cause these cords to vibrate and thus we make the sounds of our voices. The most wonderful part of this voice of ours is that with only two vocal cords or wires, we can produce practically all the notes that can be made with a piano, which has a wire or cord for every note, excepting that we cannot make so many at one time. The human throat is so wonderfully constructed that we can lengthen or shorten our vocal cords at will and produce, with two strings, in our throats as many notes as it takes the piano many more strings to produce.
When we touch the gong we stop the sound waves which the gong gives off when it is struck. These sound waves continue after the gong has been struck in continuous vibrations until something stops them. When you touch the vibrating gong, you stop its vibrating. If you only touch your finger to[79] the vibrating gong you can feel the vibrations which cause a little tickling sensation. Naturally when you stop these vibrations you stop the air waves which the vibrations cause, and thus also the sound of these air waves striking your ear are stopped and the sound ceases.
A sound will come through a thick or thin wall only if the wall is a good conductor of sound. Some things are good conductors of sound and others are not, just as some things are good conductors of electricity and others are not. If a wall is built of materials all of which are good conductors of sound, the sound will come through it no matter how thick. Wood is an especially good conductor of sound. It is even better than air. You can stand at one end of a long log and have another person at the other end hold up his watch in the air, and you cannot hear the watch tick, but if the watch is “going” as we say, and you ask the person holding it to put the watch against his end of the log, and you then put your ear to the other end, you can hear the watch ticking almost as well as if you had it to your own ear. In like manner you can hear the scratching of a pin at the other end of the log. When you put your ear against a telegraph pole you can hear the hum of the wires while you cannot hear it through the air. All sound is produced by sound waves and many solids are better conductors of sound waves than the air.
Sound waves, however, will sometimes not be heard as plainly through a wall, because of the fact that the wall may be made of materials which are not equally good conductors of sound. When a sound wave strikes a poor conductor it loses some of its power and the sound, although it may be heard through the wall, will be fainter.
By deadening a floor, for instance, we mean inserting between the ceiling of the room below and the floor above, or in the instance of a deadened wall, between the two sides of the wall, some substance like felt, paper or other non-conductor of sound, which will prevent the sound waves from passing through. This deadens them to the passing of sound or makes them sound-proof.
The sounds we hear when we hold a sea shell to the ear are not really the sound of the sea waves. We have come to imagine that they are because they sound like the waves of the sea, and knowledge that the shell originally came from the sea helps us to this conclusion very easily.
The sounds we hear in the sea shell are really air waves or sounds made by air waves, because all sounds are produced by air waves.
The reason you can hear these sounds in a sea shell is because the shell is so constructed that it forms a natural sounding box. The wooden part of a guitar, zither or violin is a sounding box. They have the faculty of picking up sounds and making them stronger. We call them “resonators,” because they make sounds resound. The construction of a sea shell makes an almost perfect resonator. A perfect resonator will pick up sounds which the human ear cannot hear at all and magnify them so that if you hold a resonator to the ear you can hear sounds you could not otherwise hear. Ear trumpets for the deaf are built upon this principle.
Sometimes when you, with your ear alone, think something is absolutely quiet, you can pick up a sea shell and hear sounds in it. But the sea shell will magnify any sound that reaches it.
It would be possible, of course, to take a sea shell to a place where it would be absolutely quiet and then there would be no sounds.
There are such places, but very few of them. A room can be built which is absolutely sound proof.
[80]
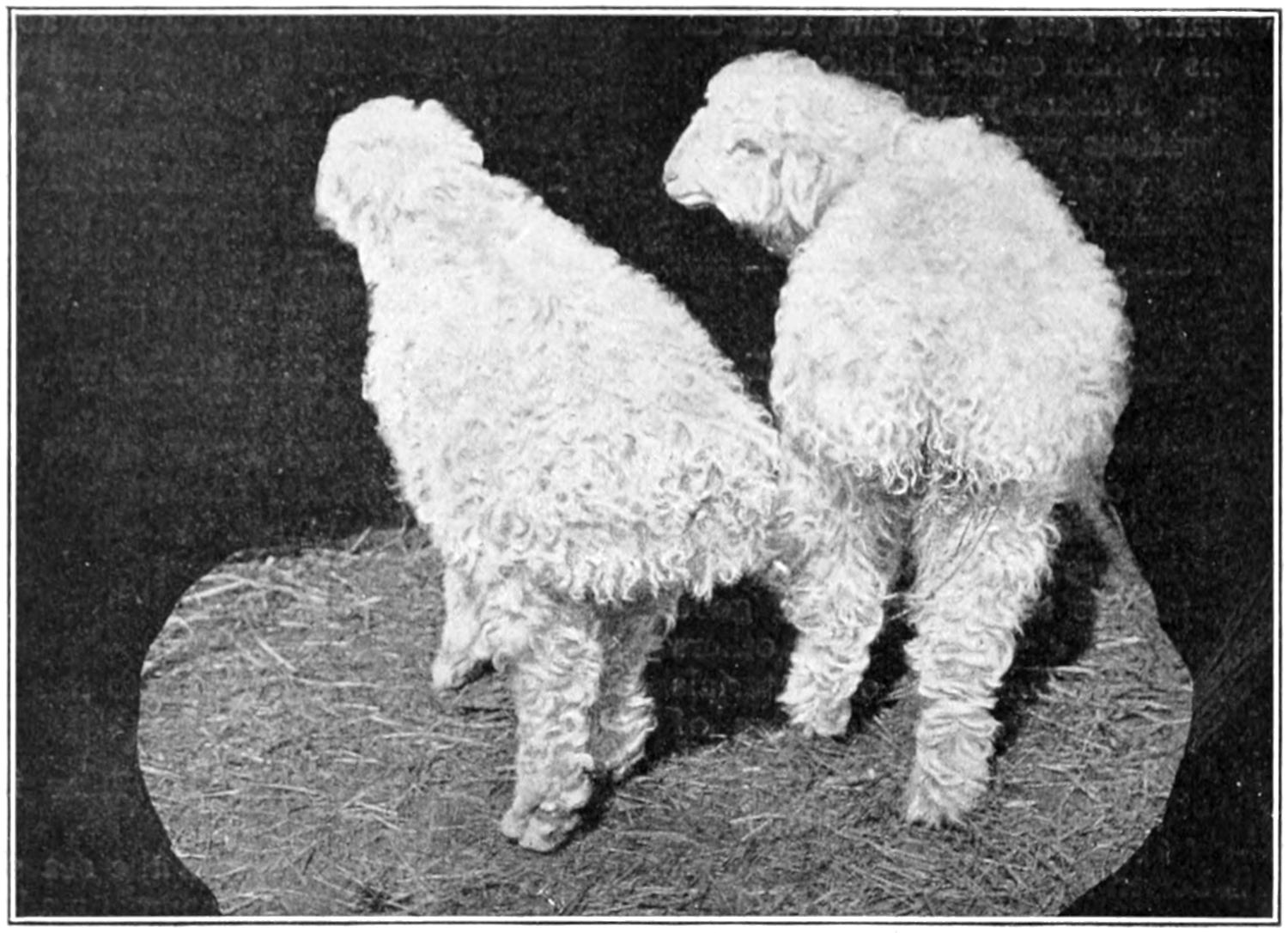
SIBERIAN LAMBS IN SOUTH DAKOTA
We could not write the story of a suit of clothes without dealing largely with the sheep, for it is only from the wool of the sheep that the best, warmest and most lasting garment can be made. In order that we may properly understand the development of the great wool and clothing industry in America we must supply a brief history of our sheep industry, for the sheep must always come before the clothing.
The sheep is not a native of America, but it came here with the first white men. History records that Columbus on his way to this country stopped at the Canary Islands to take on stores. Among other things he loaded a number of sheep, some of which were later landed on the new continent. What became of this early importation history does not record, but it is probable that most, if not all, of them perished from the attack of wild animals or at the hands of the natives. However, when settlers began pouring into the new world many of them brought along their sheep, so that from the earliest colonial days the sheep constituted our most numerous domestic animals. This, indeed, was necessary, for if the colonist was to survive the rigor of our climate he must have an abundant supply of woolen clothing. In those days clothing materials were limited to wool, flax and the skins of animals, and, as may be supposed, wools were in very great demand. England and most European countries prohibited the exportation of wool, in order to increase the demand for the clothing which she manufactured. However, as our new colonist had ample time and but little money, he desired to make his own clothing rather than send such funds as he had to the mother country. Therefore, the new settler, as a matter of necessity, was forced to increase the domestic supply of wools.
[81]
Early records reveal that shortly after the year 1600 many of the colonies passed laws for the purpose of encouraging the sheep industry. In fact, some of them went so far as to prohibit the transportation of sheep or wool from one colony to another. However, our new sheep industry prospered, and well it should, for it had the backing of every prominent patriot of the early days. Washington, Jefferson, Madison, and Franklin all were enthusiastic advocates of sheep husbandry, for they knew that unless a people had a large domestic supply of wool they could not long remain independent or hope to gain independence from foreign countries. In fact, at one time Washington owned as many as one thousand sheep, and if he lived in the present day he would be regarded as a sheep baron. Wool, next to food, is the most vital necessity of a people, for when wars come wool becomes a contraband, and all foreign supplies are shut off. Thus, in stimulating a domestic wool supply the great wisdom of our early patriots was vindicated with the coming of the Revolutionary War. When that great struggle came our foreign wool supply was shut off, but on account of the foresight of these patriots in encouraging home production, our colonists had a supply ample for most of their needs.
We not only had the wool, but the housewife had learned the art of manufacturing wool into clothing by means of the spinning wheel, so that when our soldiers went forth in that great struggle, which was to bring to us independence, they were clad in garments made of American grown wool and manufactured by the good housewife during her hours of leisure.
When affairs became tranquil, following the close of the Revolution, settlement, which had largely been confined to the Atlantic coast, pushed westward farther and farther into the wilderness. Each of these settlers took with him his supply of sheep, for the purpose of furnishing wool for clothing and meat for food. In the early days wool was not grown for the purpose of sale, but to be used entirely by the family of the producer. However, when settlement reached the Mississippi River, conditions changed. Wool manufacturing had then been established in the land, and it became customary to raise wool to sell to these manufacturers, who had located along the Atlantic seaboard.
In all countries the sheep has been the pioneer of civilization. They have settled and developed practically all new lands. In fact, so firmly established has been this rule that it seems almost necessary that the sheep should precede the plow, and thus prepare land for agriculture. The reason for this is that the sheep is a tractable animal and depends on man to guide its every step. It can endure hardships that would destroy other forms of animal life. However, the maintenance of a sheep industry requires an abundance of labor, and in this way settlement always follows the sheep. So has it been in foreign countries, and so was it in this country.
Sheep came into our western states early in the seventies, at a time when these states were thinly settled, but following the sheep came the labor incident to its care, and thus the railroads, stores, cities and schoolhouses found their way into the land. Originally all of our sheep industry was east of the Mississippi River. Then for a time it was east of the Missouri River. To-day west of the Missouri River we have about 23,000,000 aged sheep, or more than one-half of the total in the United States. In the pioneer days the western sheep skirmished on the range for most of the food that it obtained. To-day conditions are different, and, while the sheep is on the range for a short time each year, it spends its summer in the National Forest, for which grazing a fee is paid to[82] the Federal Government. Its winters are spent largely around the hay-stack of the farmer, and about fifty to sixty cents’ worth of hay is fed to each sheep in the West each winter. With the coming of spring the western sheep are divided into bands of about 1500, and each two bands are placed in care of three caretakers, who care for and protect the sheep either on the deeded land of the owner or on the land rented from the Federal Government.
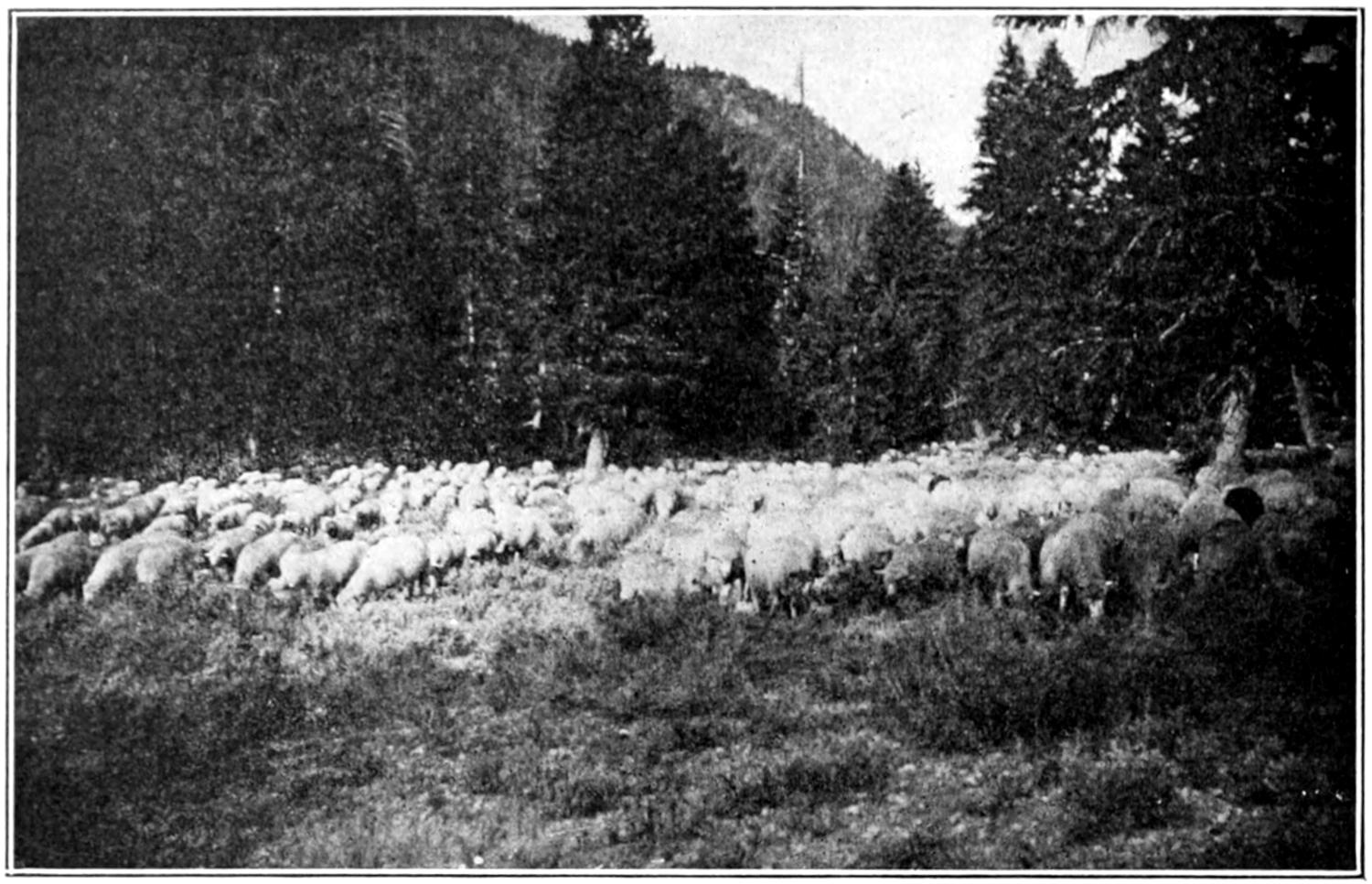
SHEEP COMING OUT OF FOREST
So much for the history of our sheep. A few words now about wool. The total wool crop of the United States is approximately 300,000,000 pounds per year. The value of this crop is around $60,000,000 annually.
With the coming of spring our sheep are driven to large central plants, where they are shorn by the use of machines driven by electricity or steam power. One man shears about one hundred and fifty sheep per day. For this he receives eight cents per head. When the wool is taken off the sheep it is gathered up and carefully tied with string made of paper. The tied fleece is then dropped into an elevator, and is carried up about ten feet, where it is dropped into a large sack about three feet in diameter and seven feet long. In this sack there is always a wool tramper, who keeps tramping the fleeces down, so that about forty fleeces are finally put into each sack, making the weight of the sack approximately three hundred pounds. As these sacks are filled they are carefully stored in a dry shed, and, when shearing is completed, are hauled to the railroad station and shipped to the great wool centers of Boston or Philadelphia. While the bulk of the wool in the United States is produced west of the Missouri River, that territory manufactures very little wool. So the western sheepman, who is thus forced to grow his wool in the western states, pays about two cents a pound freight on it back to the eastern market, where it is sold and later manufactured into cloth. A part of this same clothing is then shipped west, to be sold to the very man, in some instances, who produced the wool out of which it is made.
American wool, taken as a whole, is the best wool grown in the world. It[83] is not as soft as some Australian wool, but all of it possesses a greater strength than foreign wools, and it has long since been determined that clothing made of American wool will give better service than that made of foreign wool. Of the wool used in the United States for the manufacturing of clothing we produce about 70 per cent and import about 30 per cent.
It is customary for the person who buys clothing made of wool to believe that the value of the wool in the cloth is what makes the clothing seem expensive. However, if we take a man’s suit made of medium-weight cloth, such as is worn in November, we find that it requires about nine pounds of average wool to make the suit. For this wool the sheepman receives an average of seventeen cents per pound, so that out of the entire suit the man who produces the material out of which the suit is made receives a total of $1.53. A suit such as is here described would be of all wool and free from shoddy or any wool substitute. It would be a suit that would be sold by the storekeeper at $25.00, and if you had it made by the tailor he would charge you $35.00. Yet the wool-grower furnished all the material out of which the suit was made, and received as his share but $1.53. Thus it will be clear to the person who buys clothing and reads these lines that no longer can the blame for the high cost of clothing be laid at the door of the wool-grower.
While the wool-using population of the world is increasing very rapidly, the number of wool-producing sheep in the world is decreasing. Ordinarily this would mean that a point would be reached where the supply of wool would be totally inadequate to meet the needs of the public. However, this unfortunate possibility is being averted by the energy and thrift of the sheepmen in breeding sheep that produce more and better wool than was the case in the past. The sheep which Columbus brought to this country, and, in fact, all the sheep of the world in that day, produced wool of very coarse, inferior quality, and but very little of it. One hundred years ago our sheep did not average three pounds of wool per head, but by careful breeding and better feeding we have brought the average fleece up to slightly more than seven pounds. Of course, some sheep produce decidedly more wool than this, but the fact that in one hundred years we have more than doubled the amount of wool that a sheep produces and increased its quality very materially speaks well for the ingenuity and determination of our sheep producers. Probably as time goes on the average fleece may be still further increased, so that in the next twenty-five years it is not too much to hope that our sheep will produce on an average of one pound more wool than they now do.
Of course, as wool comes from the sheep, it naturally contains much dirt. The sheep have run on the range or in the open pasture during much of the year, and dust and dirt has settled into the wool. Then, besides producing wool, the sheep excrete into the wool a fatty substance known as wool fat. When the fleece is taken from the sheep and sent to the market the first thing that the manufacturer does with the fleece is to wash out all this foreign matter. The foreign matter is of a considerable quantity, for 60 per cent of wool as it comes from the sheep is dirt and grease, so that only 40 per cent of the sheep’s fleece represents wool fibres.
This wool fibre is a very delicate affair, being made up of thousands of little cells, one laid on top of the other. On the surface of the fibre are a lot of scales arranged something like the scales on a fish. In the process of manufacturing the scales on one fibre lock with scales on another fibre, and in that way the fibres are held together in the piece of cloth.
When wool is received at the factory it is in fleeces, and each fleece contains different kinds of fibres—long and short—coarse and fine, and it is necessary[84] that these should be sorted into different kinds or grades, as may be desired—perhaps six or eight different kinds, according to the particular uses to which the different qualities are to be put.
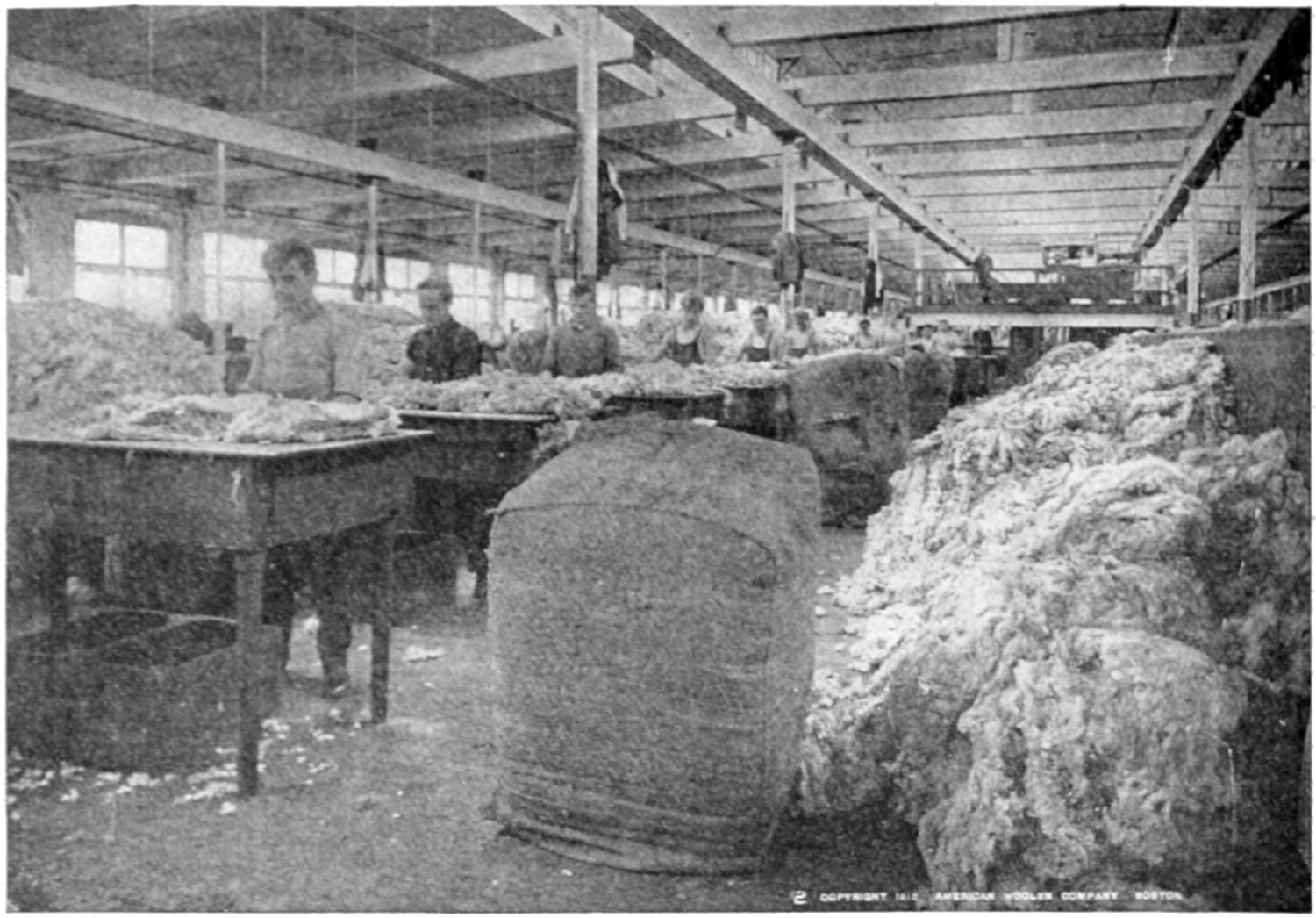
Copyright American Woolen Company
WOOL SORTING
The fleece is spread out on a table, the center of which is covered with wire netting, and through this netting part of the dust and other matter from the wool falls while the sorting is going on. Sorters tear with the hands the different parts of the fleece from each other and separate them into piles, according to their different qualities.
All unwashed wool contains a fatty or greasy matter called yolk, which is a secretion from the skin of the sheep. The effect of this yolk is to prevent the fibres of the wool from matting, except at the ends, where, of course, it collects dust, and, forming a sort of a coating, really serves as a protection to the rest of the fleece while on the sheep’s back.
After the wool is sorted it is next cleansed or scoured, in order to remove all this yolk, dirt and foreign matter, and this is accomplished by passing the wool, by means of automatic rakes, through a washing machine, consisting of a set of three or four vats or bowls, which contain a cleansing solution of warm, soapy water, until all the grease and dirt have been removed.
Each bowl has its set of rollers, which squeezes out the water from the wool before it passes into the next bowl. Having passed through the last bowl and set of rollers the wool is carried on an apron made of slats on chains, to the drying chamber, called the dryer, where is taken out most of the moisture.
The wool is now blown through pipes or carried on trucks to the carding room.
DIFFERENCE IN
WOOLENS AND WORSTEDS
From this point the wool follows one of two different processes of manufacture—that of making into worsteds or that of making into woolens.
Speaking in a general way, worsted fabrics are made of yarns in which the[85] fibres all lie parallel, and woolens are made of yarns in which the fibres cross or are mixed. Ordinarily, worsteds are made from long staple wools, and woolens from short staple wools.
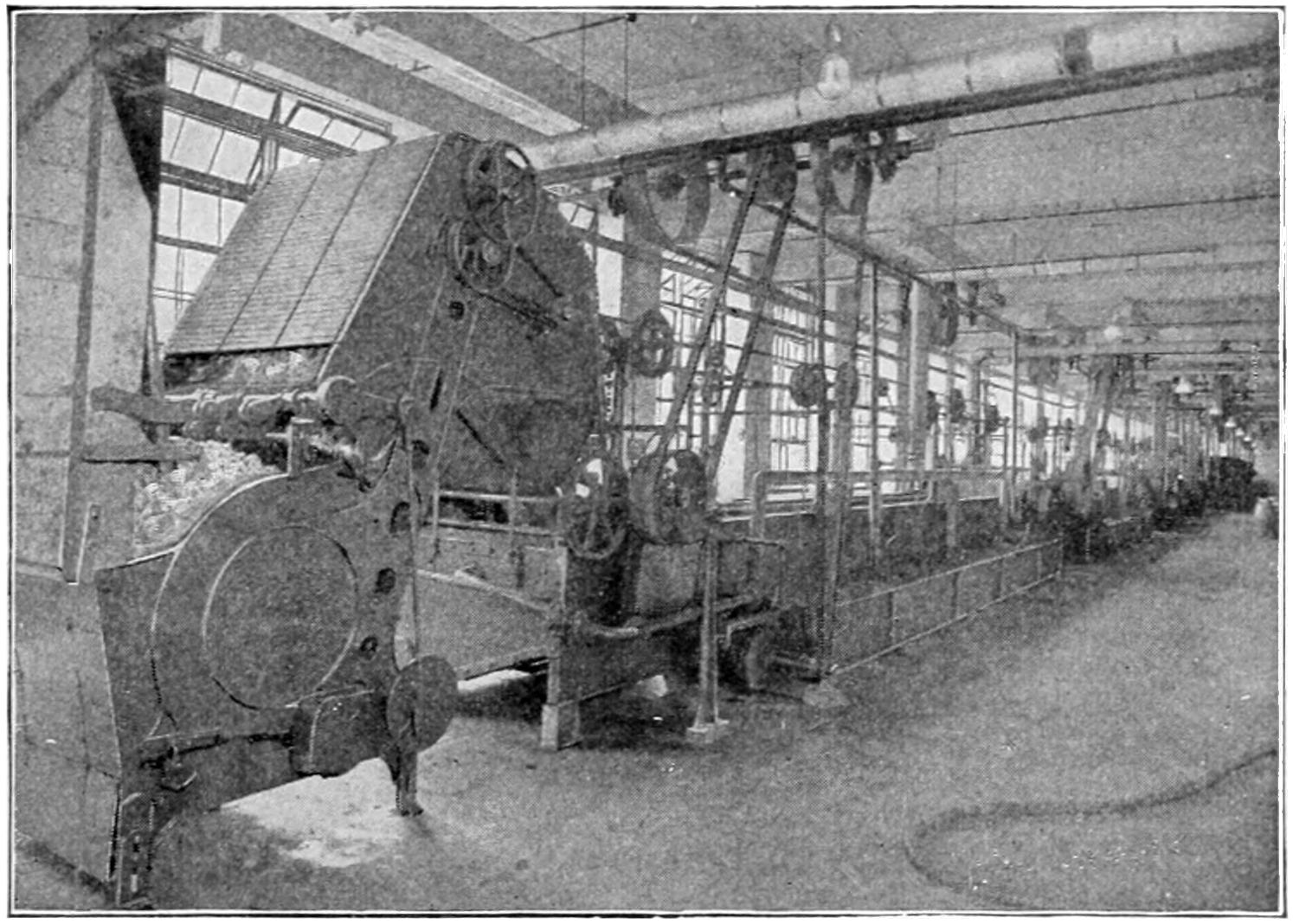
Copyright American Woolen Company
WOOL SCOURING
By means of the comb the fibre is still further straightened out, the short stock and noil, or nibs, are removed, and when the sliver comes from the combs most of the fibres are parallel to each other. A number of the slivers taken from the comb are then put through two further operations of gilling, and wound into a large ball, which is called a finished top.
The next process in the manufacture of worsteds is carding. In this process the wool is passed between cylinders and rollers, from which project the ends of many small wires. These cylinders revolve in opposite directions. The result is the opening, separating and straightening of the fibres; and the wool is delivered in soft strands, which are taken off by the doffer comb and wound upon a wooden roll into the shape of a large ball, known as a card-ball or card-sliver, or put into a revolving can. The sliver from a number of these balls or cans is now taken and put through what is known as the gilling machine, which to a degree straightens the fibres.
From the gilling machine the wool comes off in soft strands. Four strands are then taken to the balling machine, where is made a large ball, ready for the combing. It takes eighteen of these balls to make a set or fill up the comb.
The dyeing is done in three ways—in the top, in the thread or skein after being spun, or in the piece after it is woven. If the wool is to be stock dyed—that is, dyed in the top—it is sent to the dyehouse to be dyed the shade required, and afterwards returned to be gilled and recombed ready for the drawing.
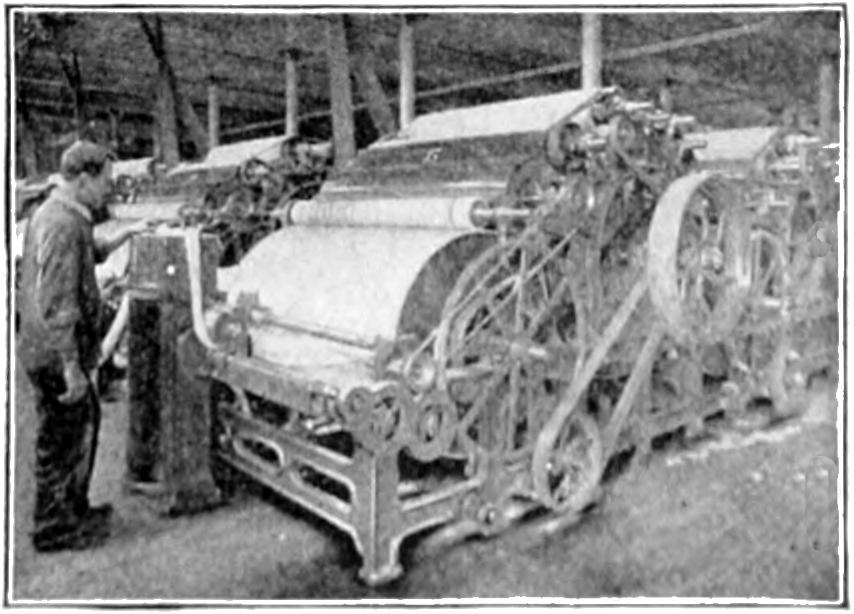
Copyright American Woolen Company
WORSTED CARDING
Up to this point there has been no twist given to the wool, nor any appearance of a thread. The top, the soft untwisted end, is now run through the drawing machine, the process sometimes[86] consisting of nine distinct operations, and is drawn and redrawn until reduced to the size required for its special purpose; and the stock is then delivered to the spinning room on spools, and is called roving.
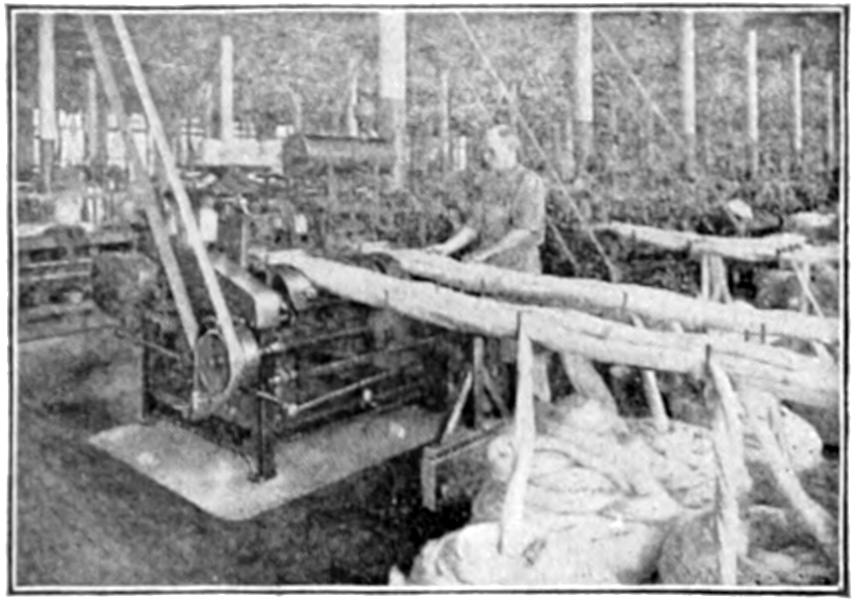
Copyright American Woolen Company
GILLING AFTER CARDING
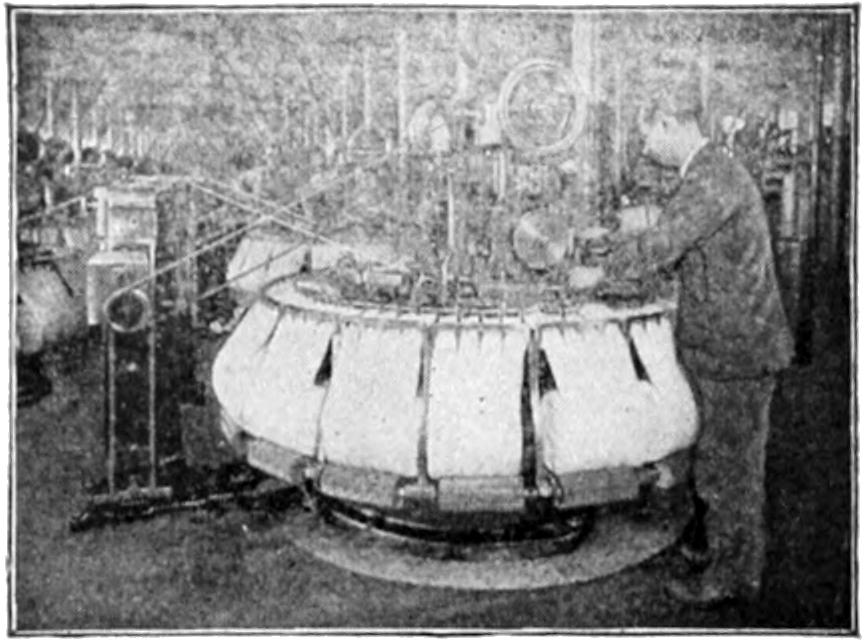
Copyright American Woolen Company
COMBING
In the spinning the process of drawing continues until the twisted thread is reduced to the size required, which, either singly or twisted together in two, three or four strands, is to be used for weaving.
The yarn is then very carefully inspected, and all imperfections which would show in the finished goods are removed, and, if it is to be dyed in the skein, the yarn is taken to a reel, where the skeins are made ready for the dyehouse.
HOW CLOTH IS
MADE FROM WOOL
The threads must now be prepared for the loom, in order that the actual weaving may be done. The thread is used in two ways in weaving—as warp, which is the thread which runs lengthwise of the cloth, and as filling, or woof, which runs across the cloth from side to side.
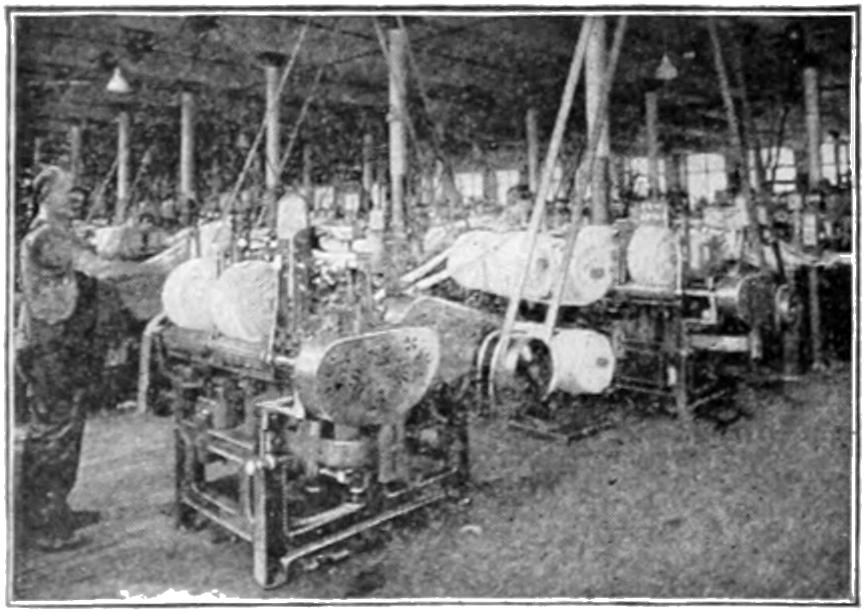
Copyright American Woolen Company
GILLING AND MAKING TOP AFTER COMBING
The warp threads—the threads which run lengthwise of the cloth—are sized and wound upon large reels, and from these transferred to a large wooden roll called the warp beam, which holds all the warp threads, usually several thousands.
The filling threads are put on shuttle bobbins and placed in the shuttles to be refilled by the operatives as required, and as the weaving progresses.
The warp beam is then taken to the drawing-in room, where these several thousand threads are drawn through wire heddles in a frame called the harness, then drawn through a wire reed. The completed warp beam is now ready for the loom.
The harnesses are placed in the loom, and by means of what is called the “head-motion,” part of the threads are raised and part are lowered. This allows the filling shuttles to pass above some threads and below others, filling out the pattern required.
The cloth, having been made in such length as is desired, is taken from the loom, and, by what is known as burling and mending, any knots or threads woven in wrongly are removed, and any imperfections which have been discovered through a careful examination are corrected.
The web or cloth is scoured or washed and the oil and any foreign matter removed.
Undressed fabrics would now be fulled. This consists of running cloth through a fulling machine, where, moistened with a specially prepared soap, it is subjected to a great pressure and pounding, which aids in giving the required finish.
[87]
There are different kinds of finishes which require different treatments, and it would be impracticable for us to dwell in detail upon this matter here.
If dyed in the piece, the web or cloth is taken to the dyehouse and dyed. It is thoroughly rinsed, all moisture is extracted from it, and it is dried.
After drying the cloth is run through a machine by which it is brushed and sheared, the brushing lifting the long fibres, and the shearing cutting them off at even length. The cloth is put through the press, which irons it out, giving it the lustre or the finish that is desired. It is examined again for further imperfections, and if such have occurred they are corrected.
Measuring, weighing, rolling and tagging follow, and the cloth is packed and ready for the market.
Woolens are made from short staple wools, known as clothing wools, and in the finished woolens the fibres of the yarns cross or are mingled together. In the case of woolens, after the scouring, it is frequently necessary to remove burrs or other vegetable matter from the wool. To accomplish this the wool is dipped in a bath of chloride of aluminum or sulphuric acid solution, then the moisture is extracted and the wool is put through a drier, where the temperature must be at least 212 degrees. This heat carbonizes the foreign substance, but has little effect on the animal fibres of the wool.
FINISHING BOX
ENGLISH DRAWING
Copyright American Woolen Company
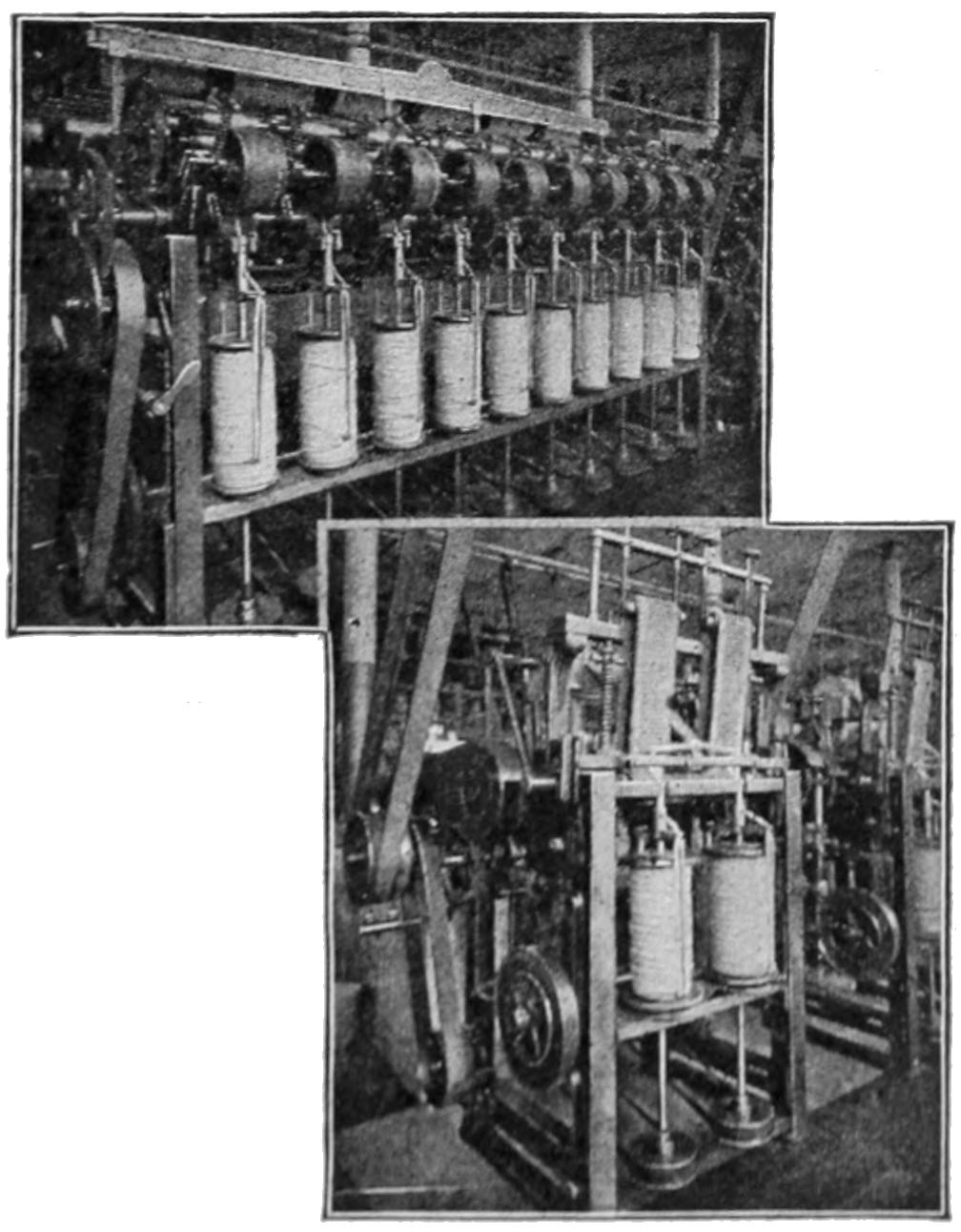
Copyright American Woolen Company
GILLING
ENGLISH DRAWING
Next, an ingenious machine called the burr picker removes the burr.
Sometimes there is to be a blend of the wool with other stocks, and in that case the several different wools are mixed together.
GILLING, FIRST OPERATION
ENGLISH DRAWING
Copyright American Woolen Company
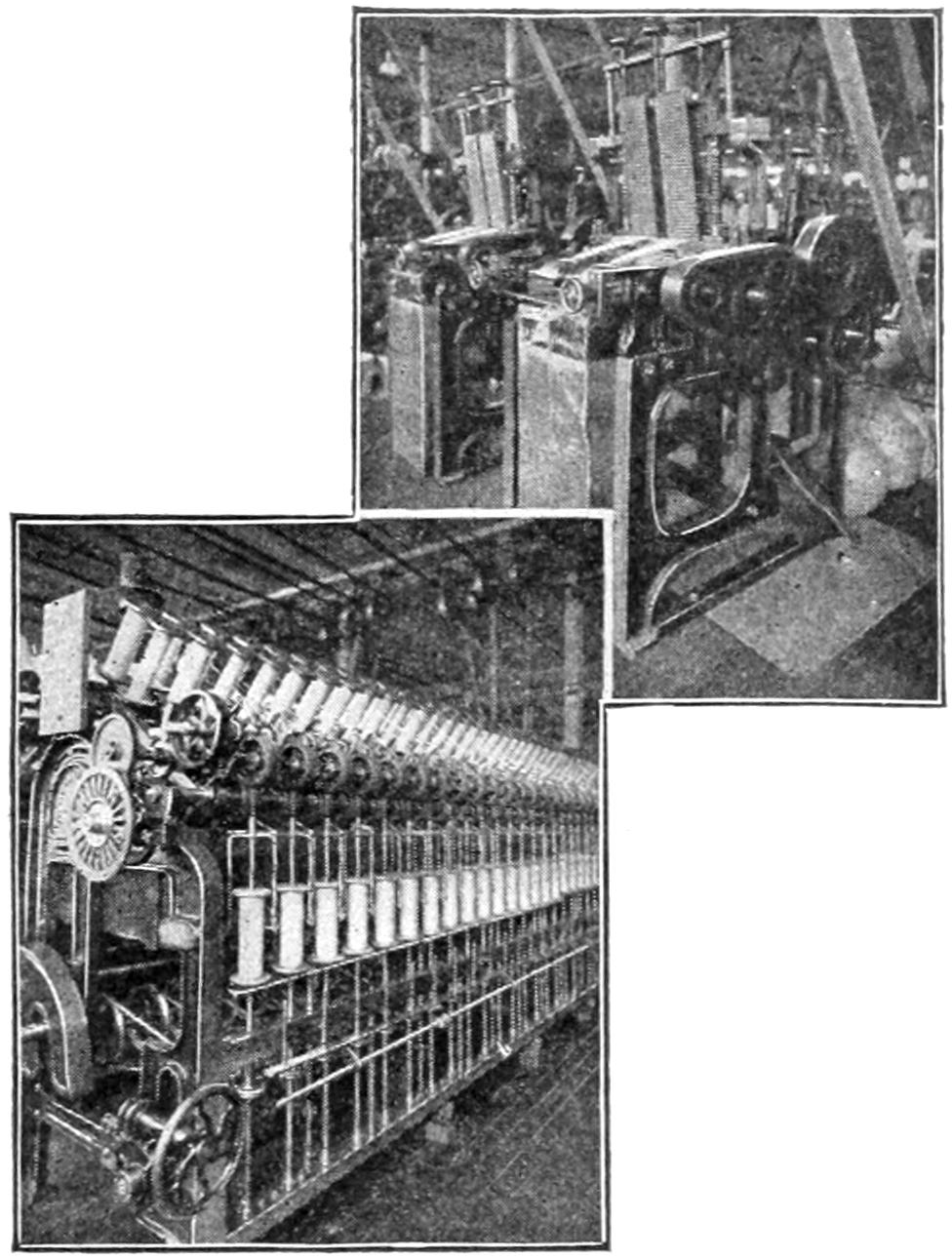
Copyright American Woolen Company
REDUCER
ENGLISH DRAWING
HOW WOOLEN CLOTH
IS DYED
Dyeing of woolens is done in three ways—in the wool, in the thread after it is spun, or in the piece after it is woven. If the wool is to be “dyed in the wool” it is now conveyed to the dyehouse, dyed the shade required, then returned to the mixing room.
During the process of scouring, when the yolk was removed, a large part of the natural oil of the wool was also eliminated, and, in order to restore this lubricant, the wool is sprinkled with an oil emulsion, and the mixing picker thoroughly blends the wools.
From here the wool goes to the cardroom, and by means of the carding machine the fibres are carded and drawn and delivered to the finisher in a broad, flat sheet. By means of the condenser[88] it is divided into narrow bands, and the wool—free as yet from twist—comes out in soft strands. These strands or threads are called roping.
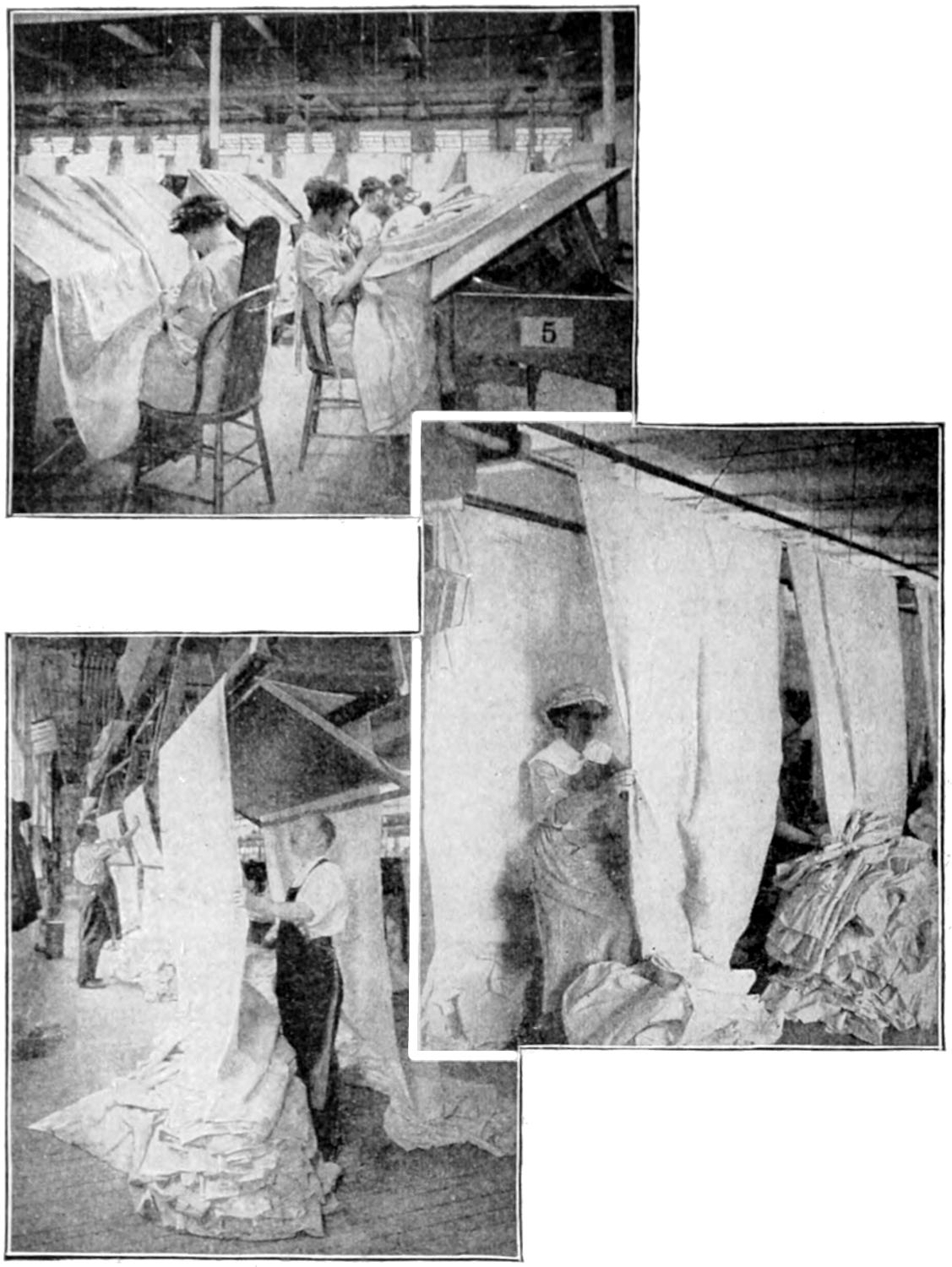
MENDING ROOM
Copyright American Woolen Company
BURLING RAISING KNOTS
Copyright American Woolen Company
MENDING PERCHING
Copyright American Woolen Company
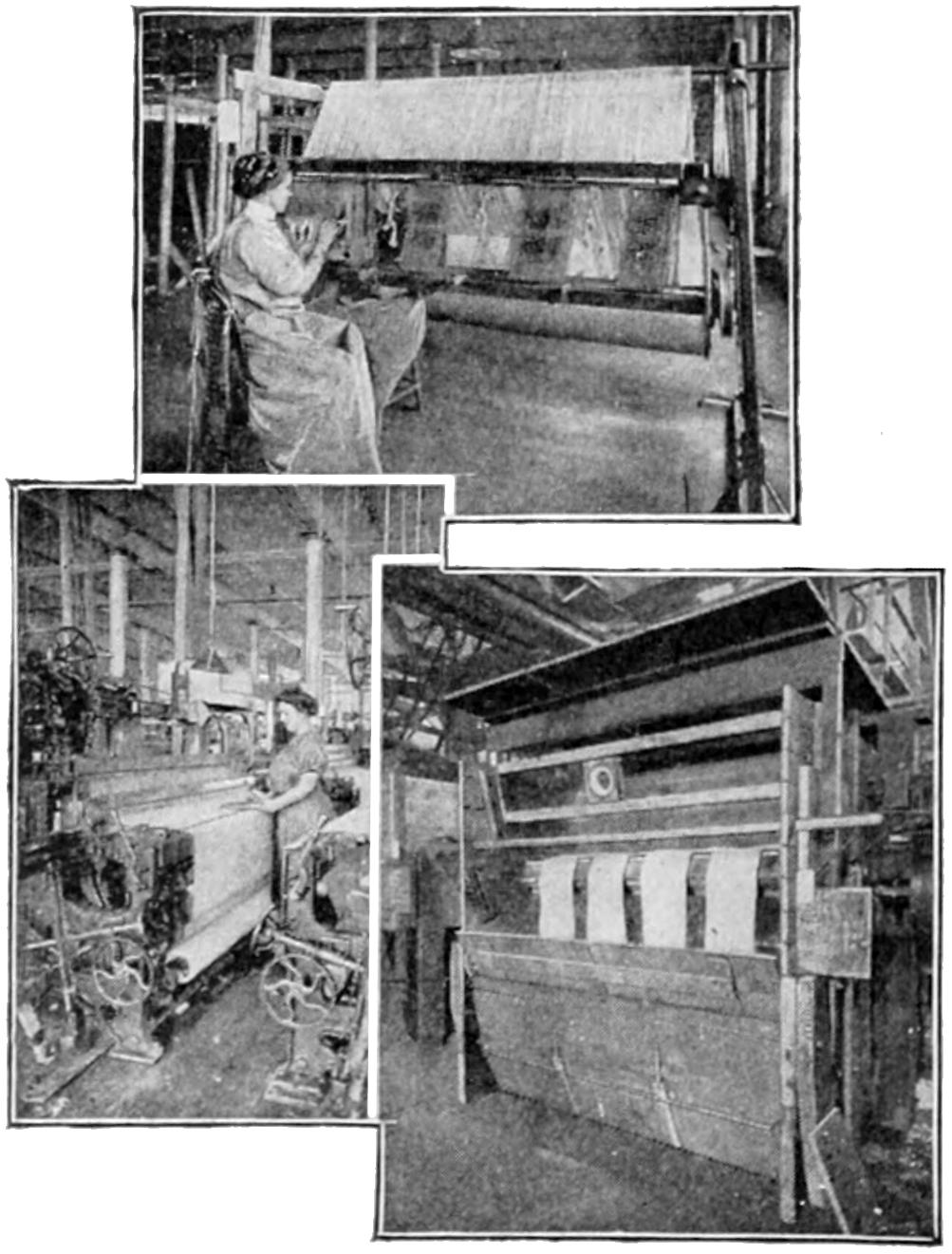
DRAWING IN WARP THREADS
Copyright American Woolen Co.
Copyright American Woolen Co. Copyright American Woolen Co.
WEAVING AND SCOURING
Now comes the mule spinning. The roping passes through rolls by which it is drawn and twisted to the size required, and wound on paper cop tubes or bobbins. Such of the yarn as is to be used for warp is then spooled from the bobbins to dresser spools. It is sized and wound upon large reels: from these transferred to the warp beam, as in the case of worsteds.
The processes of drawing-in, preparation for weaving, burling and mending are practically the same as in the case of worsteds.
HOW THE CLOTH
IS MADE PERFECT
The finishing processes of woolens, like the finishing processes of worsteds, vary with different fabrics, some fabrics being scoured and cleansed in the washers before fulling, others going to the fulling mill without cleansing. After fulling, the cloth is again washed and rinsed, and if necessary to remove any vegetable fibres it is carbonized.
Napping or gigging raises the fibres to the nap desired. Gigging is done[89] by means of a wire napping machine or teasel gig, which raises the ends of the fibres on the face of the cloth. The teasel is a vegetable product about the shape of a pine cone, and it is interesting to note that no mechanical contrivance has ever been invented to equal it for the purpose.
SPINNING THE WOOL
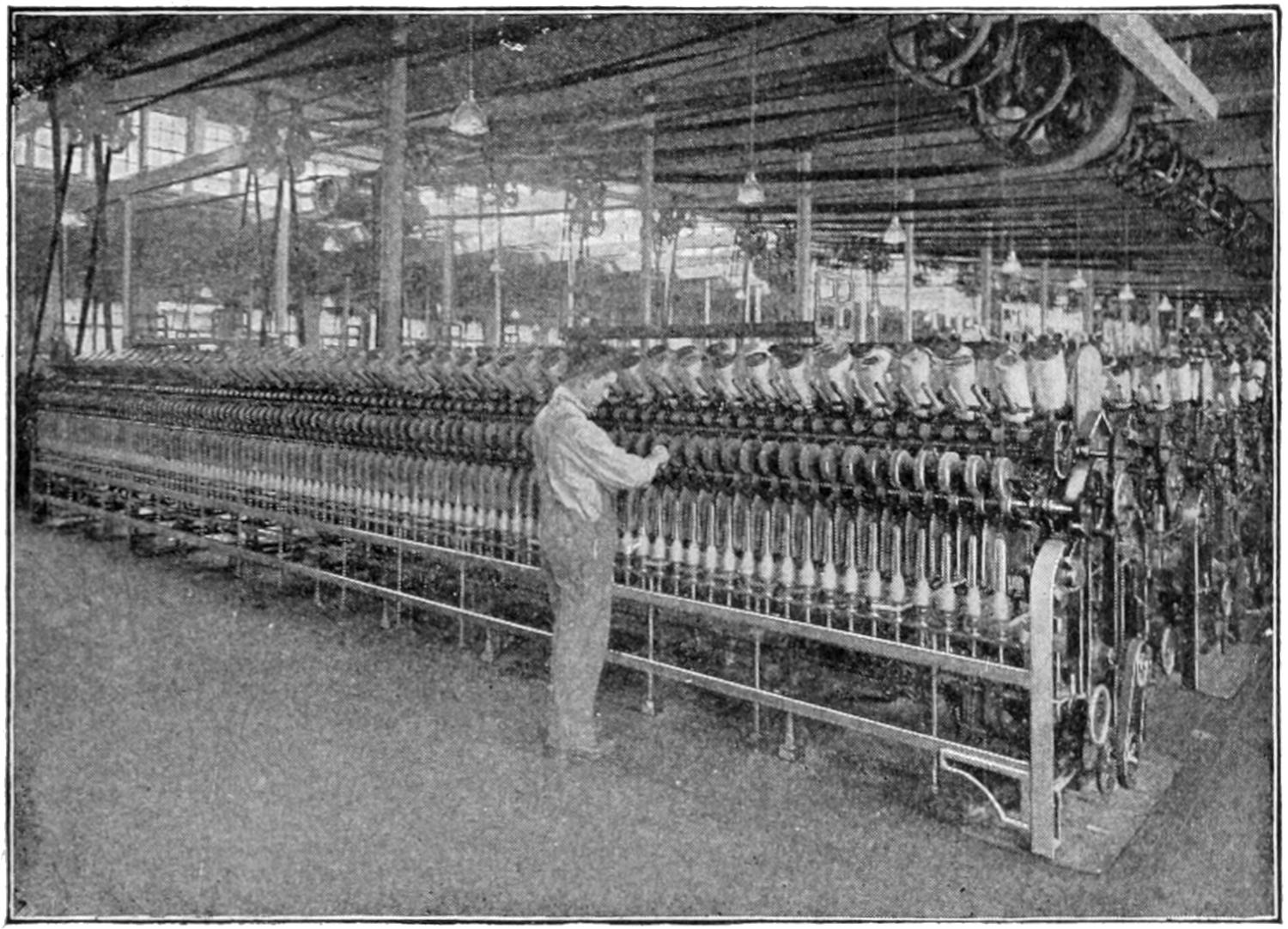
Copyright American Woolen Company
ENGLISH CAP SPINNING
The napping which has been raised by the teasel is sheared or cut to a proper length by machine. The cloth is pressed, and, if it is desired to finish it with lustre, it is wound upon copper cylinders and steam is forced through it at a high pressure.
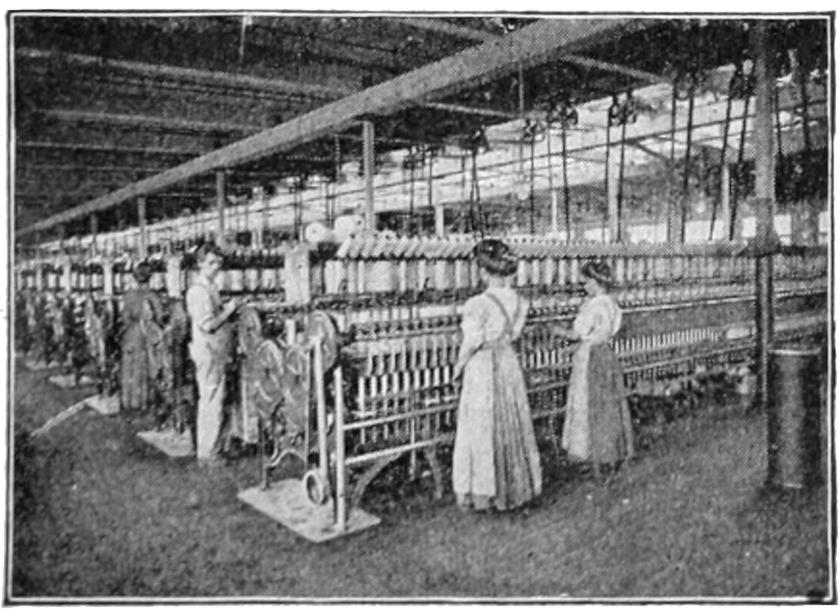
Copyright American Woolen Company
RING TWISTING
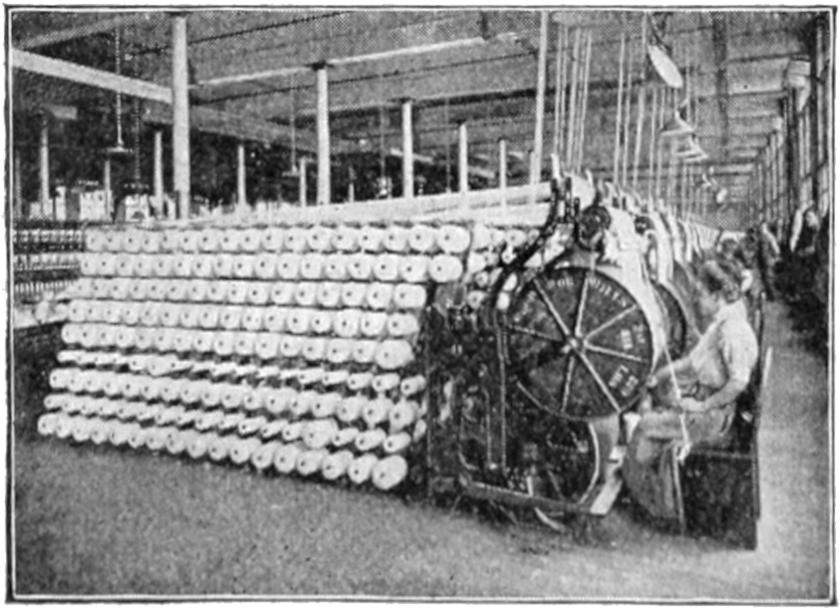
Copyright American Woolen Company
BEAMING—YARN INSPECTING
Copyright American Woolen Company
WOOLEN MULE SPINNING
Copyright American Woolen Company
FINISHER WOOLEN CARDING
Next the cloth is dyed, if it is to be[90] piece-dyed—that is, dyed in the piece. If the cloth is a mixture, the wool was dyed immediately after the scouring. In worsteds the dyeing is done either just after it has been subjected to the first combing processes, or the yarn is dyed in the skein or hank.
PIECE DYEING
Copyright American Woolen Co.
FULLING CLOTH
Copyright American Woolen Co.
FINISH PERCHING
Copyright American Woolen Company
Copyright American Woolen Company
FINISHED CLOTH, READY FOR THE TAILOR
In the dry finishing the cloth is finished with various kinds of finishes desired, and it is steamed, brushed, sheared and pressed. Another examination for any imperfections or defects follows; the cloth is measured, packed and tagged and is ready for the market.
The difference between worsteds and woolens is principally that in the threads or yarns from which worsteds are made the fibres of the wool lie parallel, one to another, being made from combed wool, from which the short fibres have been removed; and woolens are made from yarns in which the fibres cross and are matted and intermixed. When finished the effect of worsteds and woolens is materially different. Upon examination it will be found that the worsted thread resembles a wire in evenness, while the woolen thread is uneven and irregular.
A worsted fabric when finished has a clear, bright, well defined pattern, seems close and firmly woven, and is of a pronounced dressy effect; while woolen cloths are softer, they are more elastic, the colors are more blended, the threads are not so easily distinguishable and the general effect is duller.
[91]
We cannot see in the dark because there is no light to see by. To understand this we must first understand that when we see a thing, as we generally say, we do not actually see the thing itself, but only the light coming from it. But we have become so used to saying that we see the thing itself that for all practical purposes we can accept that as true, although it is not scientifically exact. Scientifically speaking, we see that part of the sunlight or other light which is shining upon it, which the object is able to reflect.
If there were no air about us we could not hear any sounds, no matter how much disturbance people or things created, because it requires air to cause the sound waves which produce sound, and air also to carry the sound waves to our ears. In the same way, if there is no light to produce light rays from any given object to our eyes, we can see nothing. It requires light waves to produce the reflections of objects to our eyes. Without light our eyes and their delicate organs are useless. You cannot see yourself in a mirror when the quicksilver which was once on the back of the glass has been removed, because there is then nothing to reflect the light. We can only see things when there is light enough about to reflect things to our eyes. When it is dark there is no light, and that is the reason we cannot see anything in the dark.
They cannot see in the real dark any more than human beings. These animals can find their way in the dark and can see more than a human being, because of one distinct difference in their eyes, which may for them be considered an advantage. The pupils of their eyes can be made much larger, and they can, therefore, let more light into their eyes than people. The result is that when it is so dark that you cannot see a thing and you decide it is really dark, the cat can still see, because there is always a little more light left and she can open the pupils of her eyes and make them larger, thus letting in more light, and the little bit of light there is still left gets into her eyes and she is able to see. But in a really dark room a cat could see no more than you can. You see, our eyes open and shut more or less just like those of the cat, according to the intensity of the light. When you go out of the dark and shaded room into the bright sunlight and look at the sun, you naturally squint your eyes without deliberately intending to do so. This is nature’s way of preventing too much light getting into your eyes at one time. Gradually the pupils of your eyes contract and get smaller, until you can see, without squinting, anything in the sunlight. If, then, you were to go right back into a dark or shaded room, you would have to wait a moment or two before you could see things distinctly in the room—until the pupils of your eyes had dilated (become larger), so as to let in enough light to enable you to see normally. The eye automatically enlarges and contracts the pupil of the eye, to enable us to see distinctly in either light or less light places.
The reason we cannot do this always is because when we walk naturally the steps taken by our right and left feet are not of equal length. This difference in the length of the steps is due to the fact that our legs are never exactly the same length. We think of them generally as of the same length, but they are not, and this will be proven if you measure them accurately. Now, then, the longer of the legs will always take a longer step than the shorter one, and so, if our eyes are shut, we walk in circles, unless we have something to guide us. When we walk with our eyes open, we are able to overcome the tendency to walk in circles, because our eyes help the brain to direct the legs on a straight course. Another reason which affects the matter is that our eyes are very necessary in keeping our bodies balanced on our feet, and it is very difficult to learn[92] to keep the body balanced with the eyes closed. Now, when your eyes are closed and you attempt to walk in a straight line your body balances from one side to the other, and this fact, coupled with the first reason given, makes your course irregular. But, say you, the man on the tight-rope has his eyes bandaged and he walks a very straight line. Yes; but remember that he has a straight tight-rope to guide him, and all he needs is to maintain his balance. One can learn to walk in a straight line with the eyes closed, but it takes a good deal of practice, as you will learn if you try.
We cannot sleep with our eyes open, because to be asleep involves losing control of most of the functions of the body. When we sleep the brain sleeps also. Perhaps it would be stated more clearly to say that we cannot sleep while the part of the brain which controls our activities is awake. There is a part of the brain which has the power to open our eyes, i. e., lift the eyelids, and when that portion of the brain ceases to exercise its power to keep the eyes open, they go shut. Even when we are awake that part of our brain cannot keep our eyes from winking, because there is another part of the brain which sees to it that our eyes wink every so often. This is done for the purpose of washing the eye-ball, and is the answer to another of your questions which is given in another place in this book. When the engineer at the electric light plant shuts off the power all the lights go out, and when you go to sleep you automatically shut off the power that opens your eyes, and the eyes are shut. The brain is asleep also, and if it is not completely asleep, you are restless.
If you should watch very closely the eyes of a merry person when you see them sparkle you would probably notice that the eyelids move up and down more often under such conditions than ordinarily, and if you know what moving the eyelids up and down in front of the pupil of the eye does, you will have your answer.
Every time the eyelid comes down it releases a little tear, which spreads over the eyeball and washes it clean and bright. It does this every time the eyelid comes down. Now, there is something about being merry which has the effect of making the eyelids dance up and down, and thus, every time the lid comes down, the ball of the eye is washed clean and bright, and gives it the appearance of sparkling, as we say.
We laugh when glad because the things which make us laugh combine together to rouse those parts of the body which are involved in a good laugh to act in a certain harmony, and when this combination is arranged in a certain way it produces a laugh. Certain things in the world, whether they are funny, ludicrous, or other things that produce the laughing effect, cause the brain to work certain muscles and nerves in a combination that produces a laugh. The impression which reaches the brain causes these muscles and nerves to act involuntarily and the laugh comes. It works just like the keys of the piano. Some combinations of notes produce sad sounds and other combinations produce glad sounds, but the combination when once touched will always produce the same sound. It is the impressions made on the brain which start the proper combination, and it does this instantly. Just as a pin prick in the arm will at once send a “hurt” message to the brain and cause the brain to jerk the arm away, so a laugh-producing combination of sounds, or things we see, or feel, sends an impression to the brain which at once sends out the “laugh” order. Some things make some people laugh while they do not affect others at all. That is because our brains are not always the same in regard to recording impressions. Some things impress some brains one way and others entirely in a different[93] way or not at all. You do not laugh so heartily the second time you hear a funny story, because the impression the brain receives when the story is told the second time is not so vivid.
Practically the same things happen when we are tickled, and explains why you laugh when tickled. When some one tickles the bottom of your feet or your ribs or another part of your body it produces, in most cases, the same effect on the brain as the laugh-producing sound or sight, and arouses the same combination of muscles and nerves to activity. It is just like pushing the button of an electric bell. When you push the button the contact produces the spark which sets the machinery of the bell in motion and the bell rings and will continue to ring as long as you keep your finger on the button, or until the spark-producing power of the battery is gone. Then, as in the case of the bell, you cease to laugh, because the spark that produced the laugh combination is gone. That is why some things tickle some people very much and do not affect others. Some are not so sensitive to the laugh-producing combination as others. After the thing that tickles you has been going on for some time you are not tickled into laughter any more, because the impression on the brain ceases to be as strong.
Your mind tells you there is no need to laugh when you tickle yourself. Your mind will not respond to the tickling sensation when it is aware that the cause of the tickle is yourself. The reflex action of the mind which causes laughter and squirming when some one else tickles you only acts when it is not conscious of the cause.
The whole purpose of the sensitive organization of our skins is to give us information and cause action which will enable us to protect ourselves when any outside influence touches us. An injurious touch causes shock and pain, and the harmless tickle arouses the laughing and squirming sensation.
Laughter is what we call a reflex action. When something occurs to make us laugh, whether it is something we see, or feel, or hear, it is because certain sensory nerves receive an impression in one of three ways, carry it to the nerve centre and the nerve centre then sends the same impression along certain efferent nerves, which connect with certain muscles or glands, and excite them to activity. The action is practically the same as when you hold a light before a mirror. The rays from the light strike the surface of the mirror and are reflected back from the surface, lighting perhaps corners of the room, which the direct rays from the light could not reach, all depending upon the angle of reflection. Light will always reflect from a mirror that is exposed to it.
Now, then, when you see, hear or feel anything that makes you laugh, the sensory nerves have only to receive the impression to bring on the explosion of laughter. Something touched the laugh nerves or the laugh trigger that caused it to go off. You can prove that it is a matter of impression entirely by noting that some people can listen to a perfectly funny story, even when told by a clever performer, and never crack a smile, while others burst into uncontrollable laughter, and he who does not even smile may be listening even more intently than the other—he may even be looking for a laugh. It all depends upon the impression that is made upon the nerves. The muscles have the power to express the state of gladness which is indicated by laughter when certain impressions pass along the nerves which operate them, just as they can be made to do other things when the proper cause for action is shown them.
We cry when we are hurt for the same reason that we laugh when we are glad. The muscles and nerves,[94] under the direction of the brain, produce the cry just as the muscles and nerves produce laughter, although they are probably, but not necessarily, a different set of muscles and nerves.
When we are hurt in any part of our body or feelings the impression does not affect us until it reaches the brain. Then instantly, of course, the body and brain go to work to destroy the pain. The first thing, of course, is to give a warning to other parts of the body that there is a hurt, and our crying is a warning to other people that we are hurt. That is probably the only good that crying does. It does not remove the hurt—it only tells others of our troubles. We cry with the lower part of the brain—the only portion of the brain which is active in a little baby. This is why even a tiny baby can cry. Crying is the only thing a baby can do to give warning of its distress or discomfort. Later in life the upper part of the brain develops. This is the master of the lower part. Therefore, we do not always cry when hurt as we grow older, because the master brain sometimes tells the lower brain that to cry will not help matters in the least, even though we are inclined to cry. Sometimes the hurt or shock to older people is so great or sudden that we cry out before the controlling part of the brain has had time to get in its work of preventing the outcry, but we are able to stop crying when the master brain again secures control.
Tears are not made only when we cry. They seem to come only when you cry, because it is then that they spill over. A little part of you is making tears all the time, and your eyes are constantly washing themselves in them. You have often noticed how you wink every few seconds? You have often tried to keep from winking—to see how long you could keep from winking. Boys and girls often do that, and when you keep from winking what seems a long time, you notice how your eyes ache and feel very dry just before you have to let them wink, in spite of how hard you try not to, and just when you think you are not going to. I will tell you just what winking does for the eyes. All of the time your eyes are open the front, or the part you see things with, is exposed to the dust and dirt that fills the air at all times, although we cannot always see the dust. The wind, too, is constantly making them dry. But have you ever noticed that although you never wash the inside of the front of the eye, or pupil, it is always clean? Well, it is because your eye washes itself every time you wink. I will tell you how this is done. Up above each eye, inside, of course, there is a little gland called the tear-gland. This gland is busy all the time you are awake making tears. As soon as the front of your eye becomes dry, or if a particle of dust or anything else strikes it, the nerves you have there tell the brain, and almost at once the eyelid comes down with a tear inside of it, and so washes the front of your eye clean again. It does its work perfectly and as often as necessary. There is always a tear ready to be used in this way.
Let me show you. Look right down here at the inner corner of my eyelid, where you will see a little hole. That is where the tears get out of the eye, when they have washed your eyeball clean. Where do they go then? Did you ever notice how soon after you cry you have to blow your nose? The reason for that is that when the tears go through the little hole they run down into the nose. This making of tears and winking goes on all the time while you are awake, and after they wash your eye off they go on out through this little hole. But when you cry you make more tears come than you need, so many, in fact, that they cannot all get away through this little hole, and as there is no place else for them to go, and as there is no place to keep them inside the eye, they simply spill themselves right over the edge of your lower eyelid and run down your cheek.
[95]
The dictionary tells us that cement is “any adhesive substance which makes two bodies cohere.” Thus any material performing this function may be called cement, such, for example, as the cement used in mending broken china. Glue also is a form of cement. This story has to do with Portland cement, which is a structural or building material used in countless ways.
After being wet with water it hardens into stone, and it was given the name “Portland” because, when first manufactured in England, and mixed with sand and stone, it resembled a celebrated building stone called Portland, which was obtained from the Isle of Portland. Compared with other American industries, the manufacture of Portland cement is of recent origin. Formerly all Portland cement was brought from foreign countries. After successful manufacture became established in this country, however, the industry advanced with great rapidity. A few years ago the entire United States did not use as much cement as is now used in any one of our large cities. At the time these facts were written (1914) the manufacturers were making more than 90 millions of barrels a year.
Portland cement is composed chiefly of lime, alumina and silica. It is manufactured from rocks, marl, clay and shale containing these ingredients. If any one of them is lacking in the raw material as it is taken from the earth, it is supplied during process of manufacture. The greatest cement district in America is in Pennsylvania, and is known as the “Lehigh District.” A rock containing proper constituents for making Portland cement was found there in vast quantities, and for a number of years the Lehigh District was the center of the industry. In time it was found that certain clays, marls and shale could also be manufactured into Portland cement, and thus mills have been erected in all sections of the United States. One of the largest companies in the United States found that cement could be manufactured from a combination of blast-furnace slag and limestone, and this is now made by the company in large quantities, the product being a true Portland cement.
Portland cement is the strongest and most lasting of all modern mortars or binding materials. When mixed with sand and stone the resulting mixture is called concrete. Being a plastic material when first mixed, it cannot be used as we use brick or stone, but must be poured into molds or forms, which hold it in place until it hardens into rock. It may be cast in any form or shape, and thus it is useful for a vast number of purposes. It will harden under water, and time and exposure to the elements merely increase its strength. The most common form in which it is used, one familiar to everybody, is in the construction of sidewalks. It is used in all great engineering projects, such as the building of dams, bridges, retaining walls, sewers, subways and tunnels. Being fireproof, large quantities of it are used in buildings and likewise on our farms, where it is extremely valuable as an enduring and sanitary material.
It has been said that concrete is a plastic material, meaning that it is soft and pliable in the sense that clay or putty are plastic. For this reason it is cast in forms or molds. Sometimes it is used in the form of plain concrete, and on other occasions it is reinforced, meaning that iron rods, steel bars or woven wire mesh are imbedded in the concrete. When we speak of a “reinforced” concrete building, imagine a huge wire bird cage encrusted within and without with concrete. Place a block, beam or column of concrete upon the ground and it will bear a tremendous load, meaning that it has great strength in compression. On the other hand, if we were to place a long beam upon supports at either end, leaving the greater length of it suspended and without support, it would carry but a small load compared with concrete in compression. Therefore, in making concrete beams or girders in a building, strong steel bars are embedded in the concrete to take up what are termed the tensile strains.
[96]
WHAT A CEMENT MILL LOOKS LIKE
This is a picture of a cement mill. Millions of dollars are invested in these great mills, which are now located in practically all sections of the country. Material is brought from the quarry to the mills, where it passes through various stages, such as grinding, burning and bagging. Expert chemists are employed to see that the cement is made exactly right. It is a very scientific matter to make a thoroughly good cement. There must be no guess work. Some mills are very large, the plant comprising a number of buildings, and some companies operate several mills in different localities. A single company supplied all of the cement used in the Panama Canal, which great project required more than six million barrels.
This picture shows a quarry in the famous Lehigh cement district. The giant steam shovel or excavator burrows into the hill like some great animal, and when the bucket is full it is dumped into the cars shown on the track, which convey the rock or the raw material to the mill.
[97]
WHERE THE MATERIAL IS OBTAINED
This is an illustration of a method of excavating and loading marl and clay to be manufactured into Portland cement. The large bucket suspended over the cars does not gouge into the hillside as shown in the preceding picture, but descends like a huge steel hand, the metal parts opening and closing like fingers. The long derrick elevates the bucket and swings it over the train of cars.
This is a view of a powerful rock crusher, which is operated by the electric motor shown at the right. The cement rock is brought from the quarry and dumped into the machine, from which it issues in broken fragments, as shown in the illustration, this being the first or preliminary crushing process.
[98]
THE HUGE ROCK GRINDERS
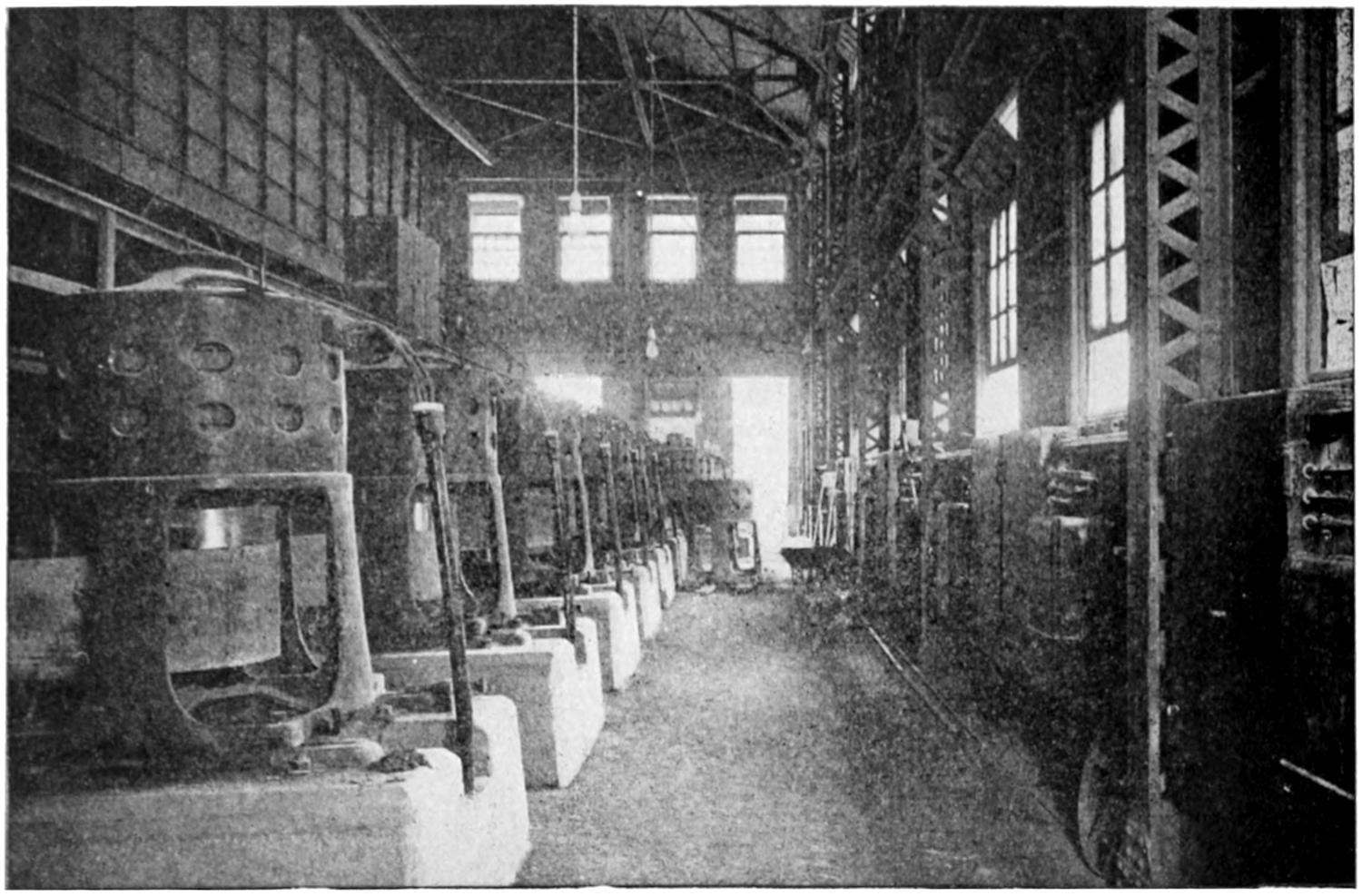
This is a view of the electric motors operating the grinding machines which reduce the raw material to a very fine powder. There are various types of mills or grinders, to which the material comes after going through the rock crusher. They grind it in preparation for the kilns.
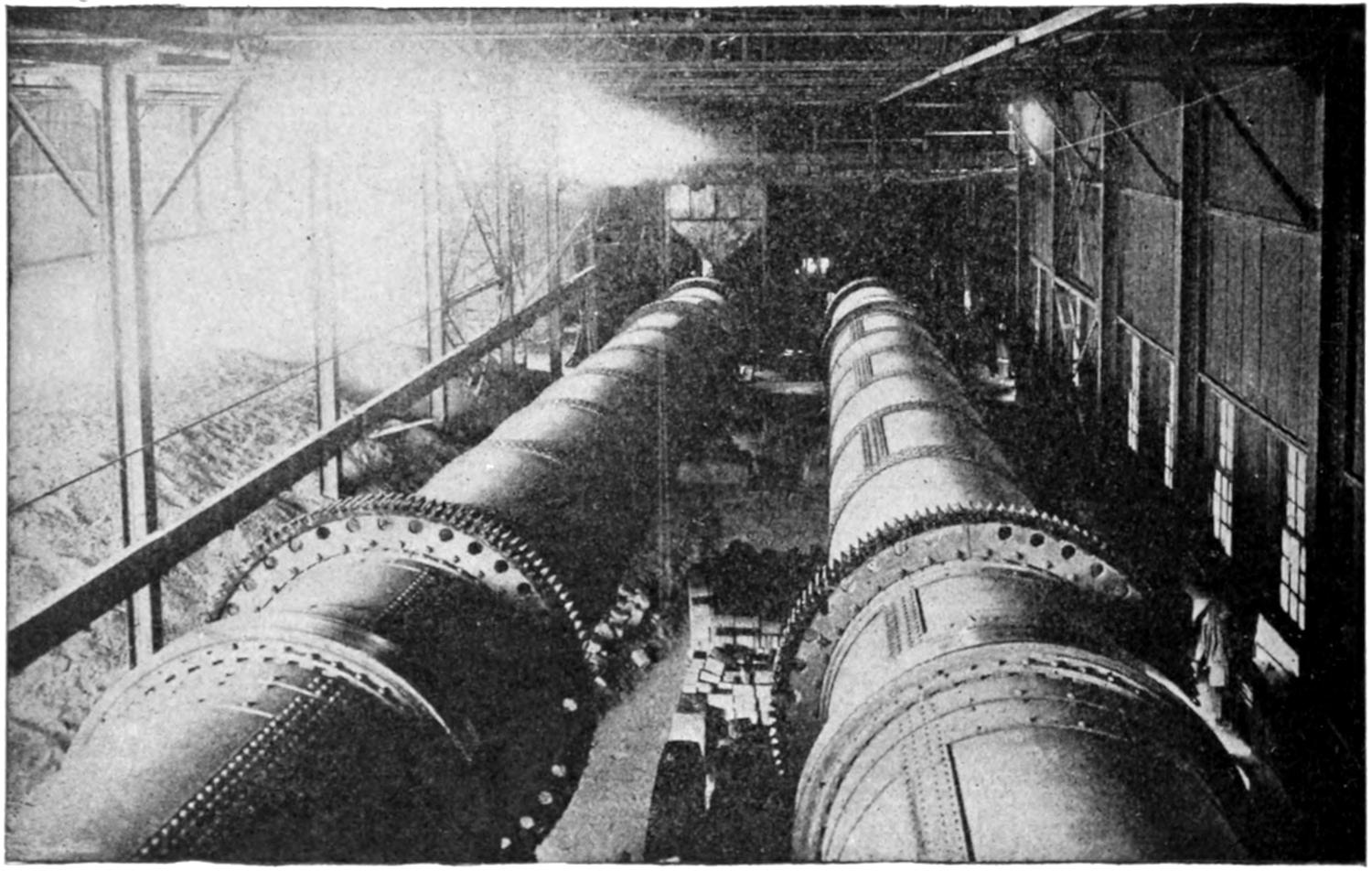
The kiln is a very important feature of the cement plant. The finely ground raw material must be calcined or burned before it becomes Portland cement. These kilns range from 60 to 240 feet in length. They are slightly inclined and revolve upon rollers. The finely ground material enters the kiln at the upper end and travels throughout its length as the kiln slowly revolves. Powdered coal dust is fed into the kiln at the lower end, where it is ignited and generates intense heat. When the finely ground raw material comes into contact with the heat, which reaches 2800 degrees F., it is transformed into what is known as clinker, which issues from the lower end of the kiln and is passed on to other machinery, which grinds it into impalpable powder or Portland cement.
[99]
HOW CONCRETE IS MIXED
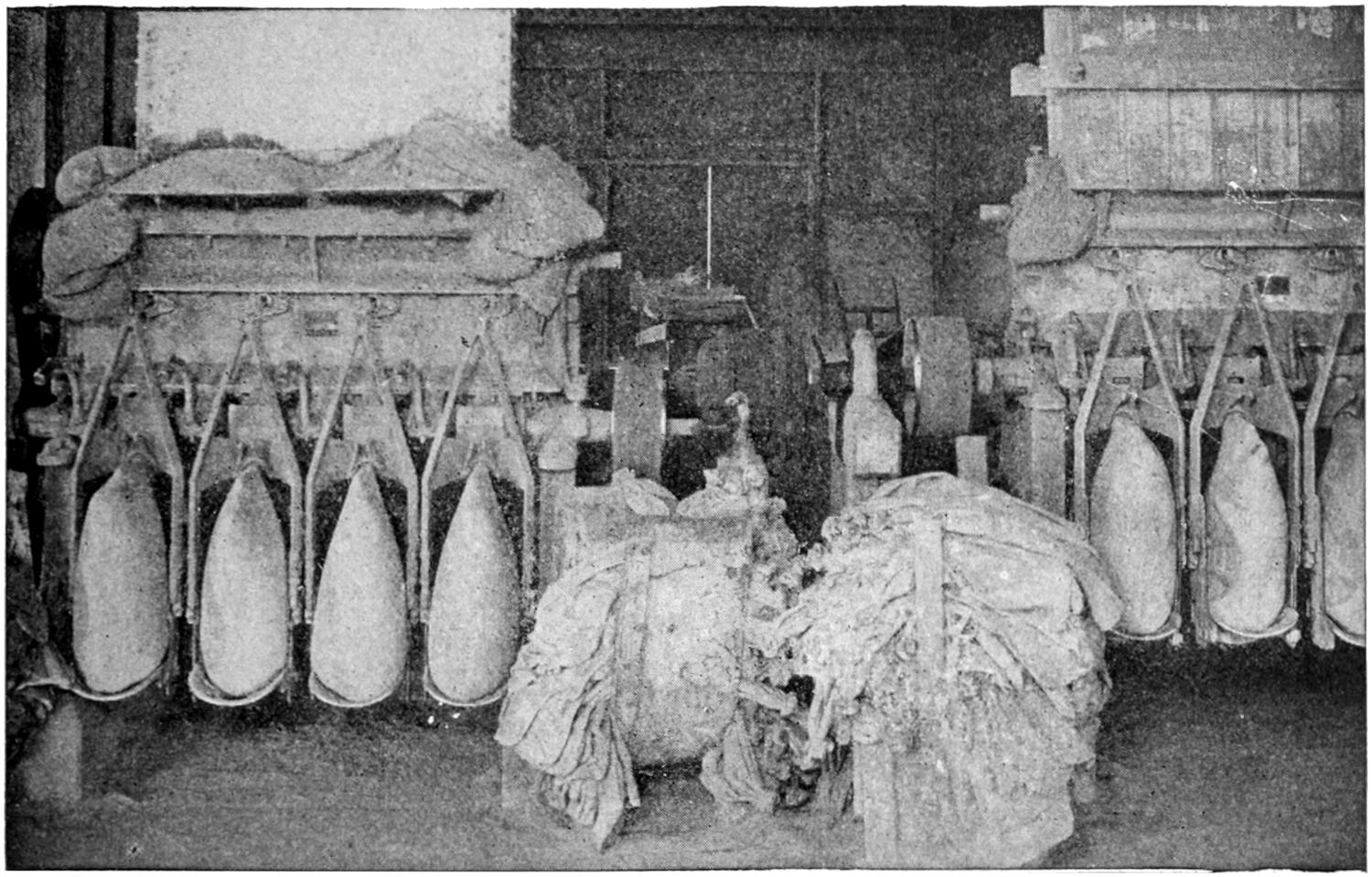
This is an ingenious machine which bags and weighs the cement. The bags are suspended as shown, and when filled and weighed by the machine are placed in barrels and shipped to their destination. Every device of this kind that will save time and labor cheapens the cost of manufacture.
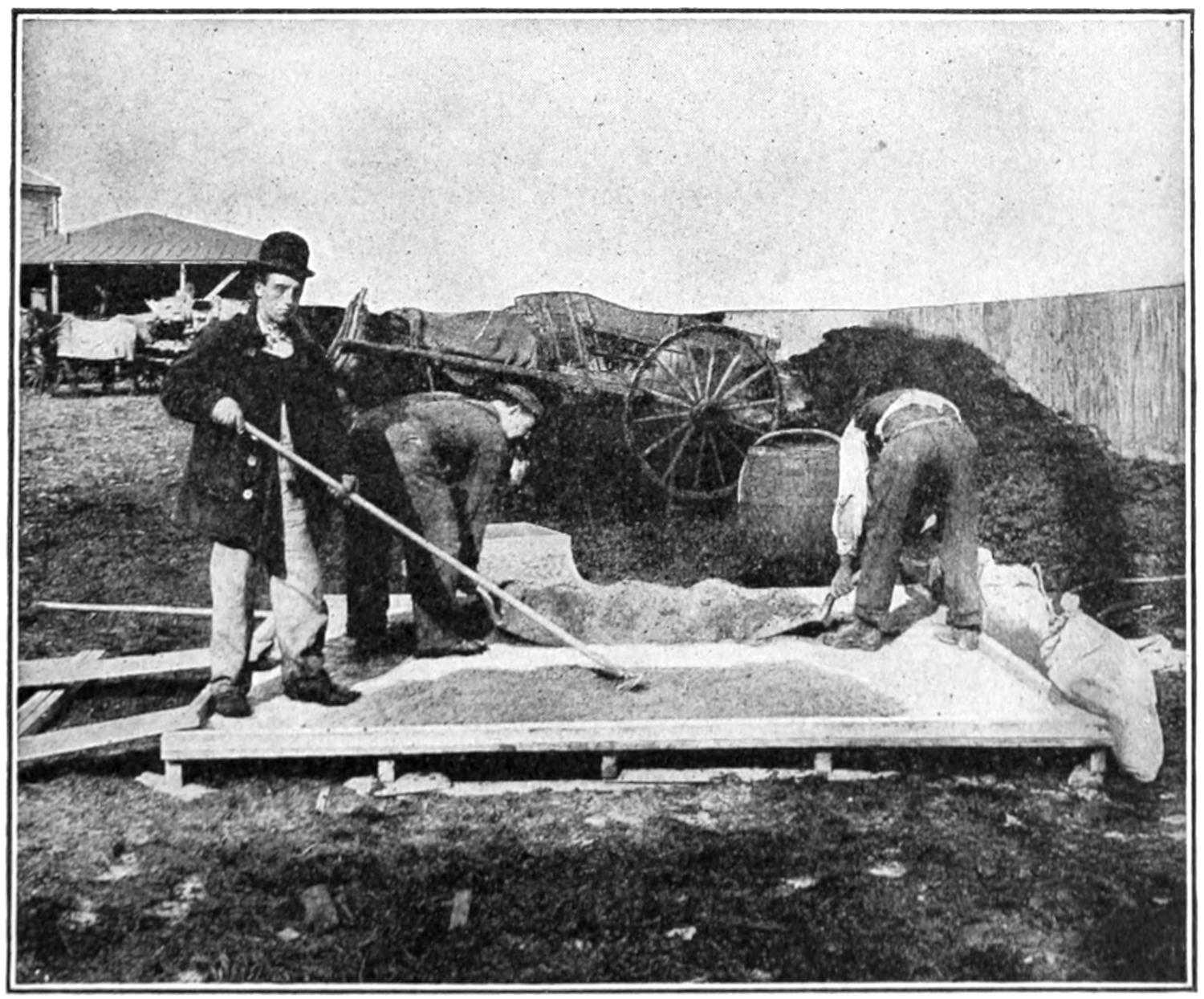
In mixing cement, sand and stone together in order that concrete may be obtained, it is customary to use, if the operation is a large one, what are known as mechanical mixers. These are large iron cylinders into which the three materials are put and water added. The cylinder or iron drum revolves until the contents are thoroughly mixed, when they issue from the mixer through a chute or spout. A mixer of this type is shown on a succeeding page describing the making of a concrete road. This picture shows mixing concrete by hand. The sand and cement are first thoroughly mixed in the dry state and subsequently the stone and water are added. Concrete should be thoroughly mixed in order that every grain of sand may be entirely coated with cement, and then these two combined make a rich mortar, which should surround entirely every piece of stone.
[100]
HOW CONCRETE BUILDINGS ARE MADE
This picture shows how concrete houses or walls are built through the use of what are known as forms. In building a wall we have an inside and outside form, as shown in the picture, between which the concrete is placed. After it hardens the forms are removed. In some operations, such as the construction of a large factory building or great bridge, there is such a vast array of timber construction as to make the scene quite impressive, especially when bridge arches of great span and height are under construction.
This is a view of an arch built of concrete during the Jamestown Exposition. It is a striking illustration of how concrete may be used for both ornamental and practical purposes. In no field has concrete proved to be of more value and economy than in the construction of bridges, whether large or small. Some of the largest bridges in the world are built of concrete, and in many cases iron bridges are incased in concrete to keep them from rusting.
[101]
CONCRETE HOUSES CANNOT BURN
This is a curious example of concrete construction. It is a coal pocket, from which locomotives are supplied with fuel. Railroad companies have adopted it because of its great strength and durability.
Just as mammoth structures are created with poured concrete, so we may produce the most delicate and ornamental patterns. These are usually cast in plaster molds and often in molds of wood or iron. Where undercut work is required, such as in the sun-dial shown, a wood or metal mold could not be removed without injury to the concrete, and so sculptors have invented the pliable glue mold, which can be easily removed and which will spring back to its original shape if necessary to use it a second time.
Concrete in dwelling construction means the elimination of fire danger and also cost of painting and repairs. This picture shows a solid concrete house, parts of which have been encrusted with beautiful tiles. Concrete has been successfully used in all types of dwellings, from the humble abode of the workingman to the palace of the multimillionaire. An entire house may be made of concrete, even to the roof and stairways, and where a dwelling is constructed of this material throughout, it is proof against fire and decay.
[102]
HOW THE FARMER USES CONCRETE
This is an interesting example of concrete construction. It is a large water tower which will never warp, rust or decay. In this field concrete has been of great service, whether reservoirs are constructed in the form of towers or tanks. As already stated, water does not affect the life or strength of concrete, except to improve it.
This is a concrete silo. A silo made of concrete is merely a huge stone jar in which green food for cattle is preserved. The crop is gathered and placed in the silo, thus insuring abundance of green and wholesome food throughout dry seasons and during the winter. The contents of the silo is known as silage or ensilage, and is merely corn fodder cut when green. Concrete silos are both storm- and fire-proof.
It is usual to consider concrete in connection with great engineering enterprises, but nevertheless many millions of barrels are used each year by the farmers of the United States. This picture shows a clean, sanitary and durable concrete stable. In buildings of this character concrete is rapidly supplanting wood, which soon goes to decay, to say nothing of accumulation of filth.
[103]
HOW CONCRETE ROADS ARE BUILT
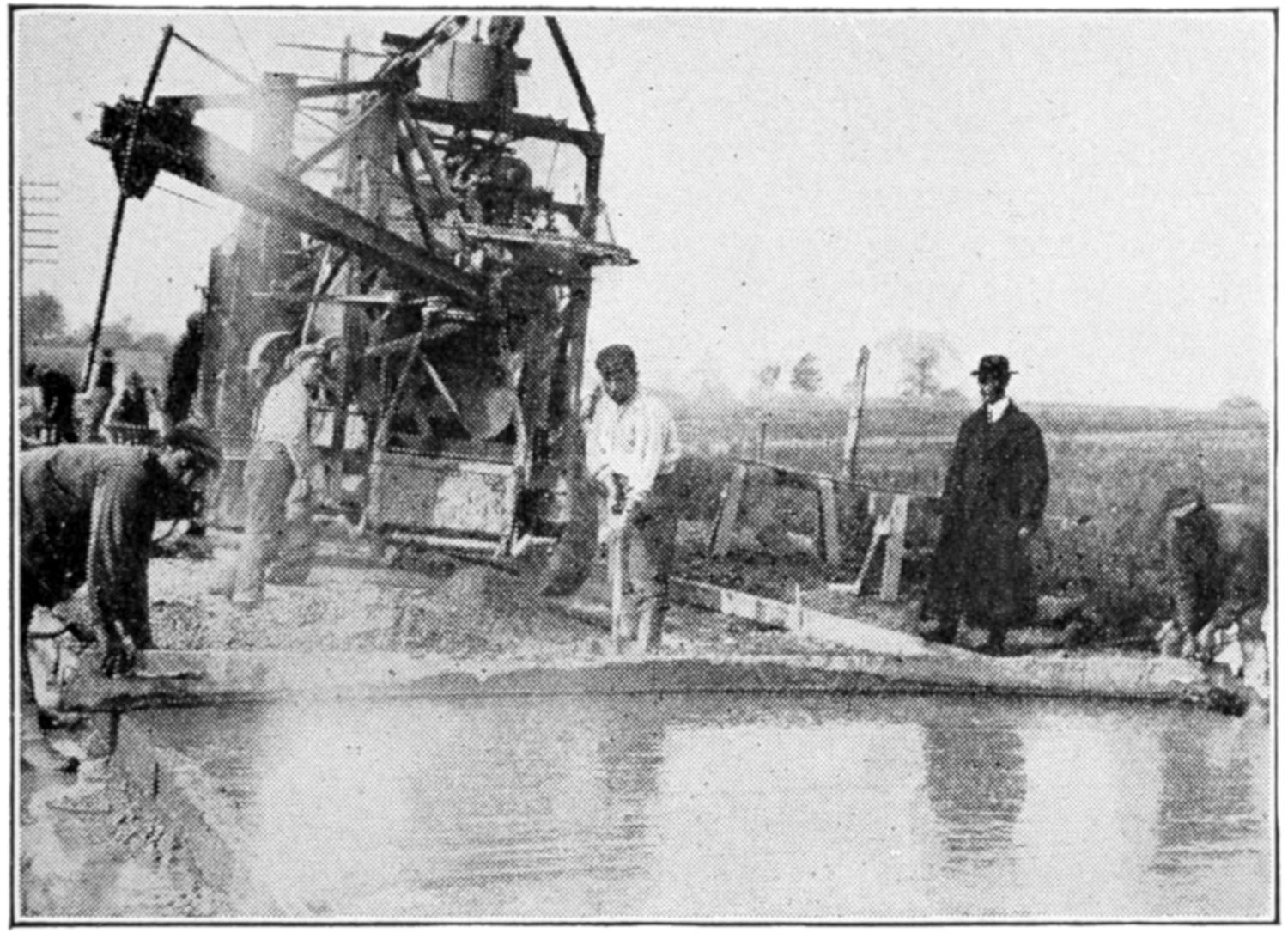
MECHANICAL CEMENT MIXER
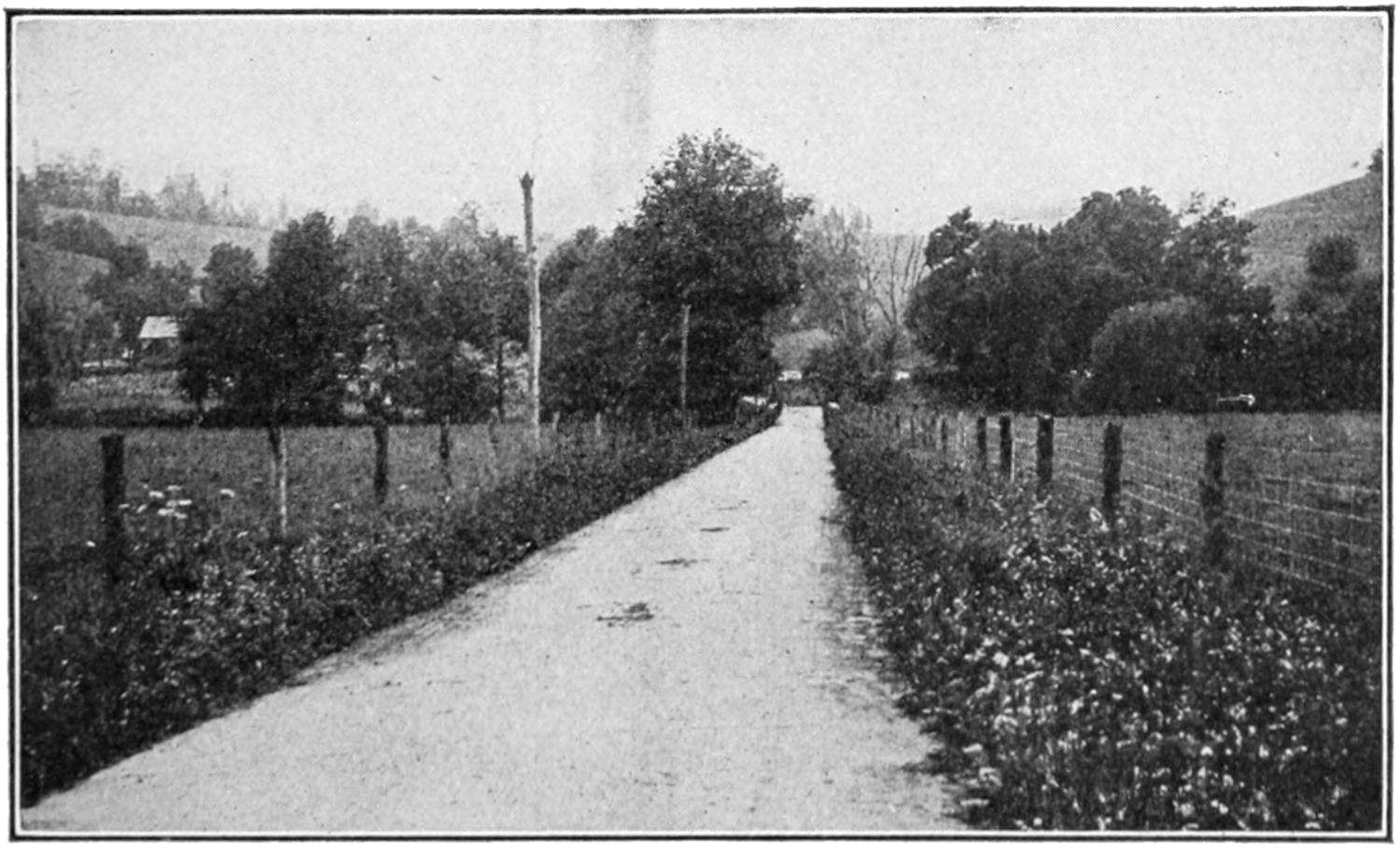
A CONCRETE ROAD
Our two last pictures relate to an exceedingly important and rapidly increasing use of cement. It is the construction of concrete roads. The first picture shows a concrete road in course of construction. The mechanical mixer referred to above is shown in this picture. It is a self-propelling machine and mixes the concrete very rapidly. As it comes from the mixer in a wet and mushy mass it is placed between rigidly staked side forms, where it hardens into imperishable rock. The road is brought to its shape by working to and fro a long plank called a template, after which the surface of the road is troweled with wooden floats, giving it a texture which prevents horses and cars from slipping. The last picture shows a narrow concrete road in the state of Maryland. Wherever these roads have been built they mean much to the women and children of the community. They never grind up into mud or dust, and are as pleasant to walk upon as the sidewalks of the city. Children, especially, delight in them. In Wayne county, Mich., where they have the most celebrated concrete roads in the world, the children go to and from school on roller skates, and various games are played on the concrete road.
[104]
Roads are made with a curving upper surface, i. e., higher in the middle, in order that the rain will drain away from the road into the gutters or ditches which you find at the sides. You see water has the faculty of running only in one direction, and that is downward. If it cannot go down on one side or the other, it will collect in puddles and make the road impassable. For this reason we build our roads so they are higher in the middle than at the sides—not much higher; only about six inches or so—giving them just the gentle slope toward each side that is necessary to allow the water to run off gradually, but sufficiently sloping to keep the water from collecting in puddles in the road. Thus after the dust has been settled by the first rain that falls, most of the surplus rain that falls on the roads finally runs into the ditches at the side of the road.
Undoubtedly the name turnpike as applied to some roads arose from the fact that pikes or gates were set across the roads by the keeper or toll-collector. In addition to collecting tolls, it was a part of the toll-keeper’s business to keep the road in repair. His wages and other expenses for doing this were received from the tolls collected from the people who used the road to ride on in carriages, wagons, etc. In the early days the toll-collector was armed with a pike, a long-handled weapon with a sharp iron head, which he used to prevent people who travelled his road from going by without giving up their toll. Later on a swinging gate was built across the road, which made it unnecessary to use the pike, though the name was retained, for no one could pass while the gate barred the way. When the passerby had paid his tolls, the toll-collector opened the gate and let him pass. If he did not pay the gate remained closed and the driver had to turn back or decide to pay. Hence comes the name turnpike. In some parts of the country they call these toll roads.
A large part of the dust we see in the roadway when the horses kick it up, or when an automobile passes, is made up of the pulverized dirt of the roadway. It becomes mixed with other things, such as the street deposits of animals, particles of carbon, etc. Particles of this dust get into our throats, and as there are many germs in it, they are very liable to cause sickness, especially the colds from which we suffer.
The dust of the roadway is generally blown away by the wind, to come down to earth again wherever the wind happens to carry it—on the lawns, the doorsteps or back to the road, perhaps. In any event, the rain which is certain to come sooner or later, washes this dust back into the soil, or into the sewers. Part of it mixes with the soil. The organic matter in dust helps to fertilize the soil, and is therefore useful. Other parts of the dust are oxidized and consumed by the air, through the heat of the sun. So you see the dust is continually changing from one thing to another.
[105]
Real stones are not alive. They do not become stones until they have been burned out—until they have become what is known as dead matter. This is meant entirely in the sense that we commonly think of the meaning of the word “alive,” which is to be able to breathe and grow. Stones can neither breathe nor grow. They belong to the inanimate kingdom of things on the earth. Particles of this dead matter, found in stones, etc., are in many cases taken up by things that are actually alive, and help to form the bodies of living things.
The most common thing to be found in rocks and stones is what is called “silicon,” and we find this silicon in the straws of the wheat, oats and corn, and in many other things, but not in a way that can be detected except by chemical analysis. A great many of the things found in stones are found in living things, but rocks and stones are not alive in any sense.
Smoke is produced only when something which is being burned is burning imperfectly. If we were to put anything burnable into the fire and establish just the right amount of draft, and knew how to build our fires properly, there would be no smoke and very little ashes.
In the case of the black coal smoke which we think of mostly when we think of smoke at all, the black portion is principally little unburned particles of coal which pass up the chimney with the gases which are thrown off when the coal is being burned. These gases would be invisible—they really are invisible—if it were not for the little particles of coal which are drawn up the chimney with them. If you look at the chimney from which a wood fire expels the gases you find the smoke very light in color—showing that not so much unburned matter is being thrown off. A charcoal fire makes no smoke, because the charcoal has had the unburnable things taken out of it beforehand, and the charcoal stove is almost perfect in construction from the standpoint of combustion.
Of course, the thickness of the smoke from a coal fire is often increased by the fact that there are unburnable things mixed in with the coal, some of which also pass off through the chimney.
We cannot burn anything that has already been burned, and a stone has already been burned. To understand how this is we must first find out what takes place when a thing is burned. When a thing is burning it means merely that that particular thing is taking into its system all of the oxygen of the air that it can combine with. When it has done this it cannot be burned any more. Of course, in doing this the thing originally burned changes its character. The elements in a candle when lighted mix with the oxygen in the air and disappear in the form of gases. The elements in coal mix when fired with oxygen and change into ashes, gases and smoke. A stone, however, is the result of a burning that has already taken place. The original element of most of the rocks and stones we see was silicon, and when that combines with oxygen, the result is some form of rock, which you may be able to break up or throw, but which you cannot burn again.
The fog which we generally think of when we speak this word is the fog at or on the sea or other body of water—the one that makes the ships stand by and blow their fog horns. A fog of this kind is nothing more nor less than a cloud, come right down to earth and spread out a little more. People who have gone up into the air in balloons and other airships through the clouds, say that the clouds are only fogs, and that above them it is as clear as it is on a sunshiny day on the water when there is no fog.
[106]
There is another kind of fog which settles down over the land, especially in the cities. It is a damp mist which combines with the smoke and other impurities in the air and forms a black and dirty cloud about everything. This occurs when the upper air prevents the smoke which rises from a city with all its people and fires in the furnaces from passing up and away. The upper air acts like a blanket and keeps the misty, smoky air down, until the wind comes along and blows it away.
There are a number of things in smoke, and when we know what they are, we will find a natural answer to this question. First, there are, of course, the little unburned particles of fuel which get carried up the chimney by its drawing power. These naturally fall to the ground of their own weight, once they get beyond the drawing power of the chimney and out of the current of air so formed. Some of the gases are already quite burned out when they pass up the chimney. There is a lot of carbonic acid gas which, of course, mixes with the air and eventually becomes food for the plants. Then there are some gases which are not entirely burned, and the air burns them still more until they, too, become carbonic acid gas, or water which is also thrown off by a burning fire.
The reason is that when you cut an apple, the exposure to the air of the inside of the apple causes a chemical change to take place, due to the effect the oxygen in the air has on what is scientifically known as the enzymes in the apple, or what are commonly called the “ferments.” When the peel is unbroken it protects the inside of the apple against this action by the oxygen. The brown color happens to be due to the chemical action. The action is similar to the action of the air on wet or damp iron or steel, in which case we call it rust.
A piece of wood will float in water because it is lighter than the same amount of water. We do not mean that a piece of wood weighing one pound, for instance, would weigh any more than a pound of water, of course, but if you took the measurements of each you will find that it took less bulk to make a pound of water than of wood. If you had a piece of wood so shaped that it just filled a glass completely, and then took another glass and filled it with water, you would find that the glass containing the water weighed the most. Another name to give to this difference would be to say that the water was more dense than the wood. By the law of gravitation the denser thing will always go to the bottom, and as wood is less dense than water, it will stay at the top if put in water. The piece of wood has more air in it than the water. If you could expel the air from the piece of wood and then put it in water, it would sink.
The explanation in regard to the piece of wood floating in water is the beginning of the answer to this question. A piece of iron is heavier than an equal bulk of water, and will therefore go to the bottom, as will all things which are more dense than water. A piece of iron has no air in it. The particles of a piece of iron are so close together that there is no room for air in it and it will therefore sink in water. A piece of wood from which all of the air had been expelled would also sink.
This is a very natural question for you to ask right after you were told why iron sinks in water. The explanation is that by making an iron ship in the way we do, we fix it so that it holds a lot of air in between the bottom and sides, making the combination of the two—the iron ship and the air in it—lighter than the water on which it[107] sails. Men thought at one time that a ship would sink if made of iron, and therefore built all of their ships of wood. Finally one inventor made a ship of iron and it was one of the wonders of the world. When we found that iron ships would float if they were built to retain sufficient air to keep them from sinking, we made the hulls of most ships of iron for a time. Now, however, the best ships are made of steel, which is even better.
If you bore a hole in the bottom of a ship, the water will run in if the ship is in the water, and the ship will sink, because the water coming in drives out the air; and when the ship is full of water, the water in it, with the ship itself, are heavier than the water on which it sails, and the ship will go down. Filling a ship with water makes the iron part of the ship just like a bar of iron, so far as its sinking qualities are concerned.
Of course, an iron ship must be made long enough and broad enough so that when it is completed there will be sufficient air contained within the hull to make the combination lighter than water. Always, therefore, when a ship is to be built, competent engineers must go over the plans of the vessel and calculate the air capacity, so as to make sure she will float.
Nowadays it would be difficult to sink a modern vessel by boring one small hole in the bottom, because the bottom and sides are lined with enclosed steel air-chambers, and a ship will keep afloat even if one or a number of holes are made. The reason is, of course, that when you bore a hole into one of these air-chambers the water rushing in will fill that air-chamber with water, but as there is no connection from the inside with the rest of the ship, the water can get no further.
Both ends of the poker become heated because the poker is made of iron, and iron is a particularly good conductor of heat. To understand this we must look into the question of what a good conductor of heat is. In this case the particles of iron, which combined form the poker, are so close together that when those at the end of the poker which is in the fire get hot, the particles at that end hand the heat on to the particles next to them, and so on until the whole poker is hot. The difference between a thing which is a good conductor of heat and a thing which is not a good conductor, lies in the ability of the different particles which compose it to hand the heat on to the others. Did you ever notice that the handle of a solid silver spoon will become hot if the spoon is left in hot coffee? Solid silver is a good conductor of heat. A plated spoon is not a good conductor, however, and will not become hot if left in the cup of hot coffee as a solid silver spoon will.
A wooden spoon would not get hot, because wood is not a good conductor of heat. The atoms which compose the wood have not the power to transmit the heat to each other. This is strange, too, when we think that a poker is a good conductor of heat, but will not burn, while wood is not a good conductor, but will burn readily. Perhaps you have already discovered this in connection with a wood fire. One end of a stick of wood may be burning fiercely, and yet you can pick it up by the other end and find it is not even warm. This proves to you that wood is not a good conductor of heat, and explains why the handle of a wooden spoon in a bowl of hot soup will not get hot while the handle of a silver spoon will.
The answer is that the piece of iron has been heated to the point where it gives off light of its own. The red you see is only one stage in the development of iron to the point where it makes its own light. If you heat it still more it will make a white light.[108] You know that it produces the light itself, because if you take a piece of iron into a perfectly dark room and heat it to a white heat it will show better than where there is other light. If you continue the process the iron will melt and change in form. Therefore, the “red hot” name for a piece of iron in that state is a perfect name. It is a warning that the iron is coming to a point where if the heating process is continued, it will change its form and in this state, when treated according to known methods, the iron is turned into steel, which has many characteristics that iron does not possess. Now, I can, of course, hear you ask why doesn’t an iron kettle get red hot? and I can answer that easily. If you treat the kettle the same way as you do the piece of iron, it will get red hot. The difference is that you are thinking of an iron kettle with water in it. As long as there is any water in the kettle, that keeps it from getting hot. The water inside keeps the kettle from becoming red hot. If you took a hollow rod of iron and filled it with water, it would not become red hot as long as any water remained in the hollow portion.
The sand on the seashore is nothing more or less than ground-up sandstone. In dealing with the inanimate things in the world we find that a very important element of all of them has been given the name silicon. When the crust of the earth, which is the part we call the land and rocks, and includes the part under the sea, was a molten mass, this silicon was burned, combining with the oxygen which surrounded everything, and produced what is known as silica. Silica is the name given to the thing which is left after you burn silicon. A very large part of this silica was deposited in parts of the earth, and when the crust of the earth cooled off it was sand. By pressure and contact with other substances it became stuck together, just as you can take wet sand at the seashore to-day and make bricks and houses and tunnels, excepting that in the case we speak of it was something besides water that pressed and stuck the little particles of sand together. They stuck together more permanently. Then when the oceans were formed, as shown in another part of this book, much of the sandstone was found to be at the bottom and on the shores of the oceans. The action of the water continually washing against the sandstone gradually broke the sandstone up into the tiny particles of sand again, and this is what makes the sand on the seashore.
A bubble is merely a hollow ball of water with air inside. The air in coming up through the water in trying to rise out of the water is caught in the water in such a way as to form the bubble, and since the ability of the air inside of the bubble to rise is greater than that of the water which forms the bubble, and which has a tendency to pull it down, the bubble rises into the air. The water ball is very thin and keeps running down to the bottom of the ball, where you see it form into drops, and soon this makes the walls of the water bubble so thin that the air bursts through the ball of water, and that is
Sometimes we blow soap bubbles. We mix soap in the water and that makes the walls of the water ball which we produce a little tougher, and it requires a great deal more effort for the air to escape from it, as the soap keeps the water in the walls of the bubble from running down to the bottom for quite some time, and, therefore, soap bubbles will often travel in the air for some distance. The colors we see on soap bubbles are produced by the rays of sunlight, which strike the bubble and reflect them back to us in colors very similar to those of the rainbow.
Bubbles are round because the air which forms the inside of the bubble exerts an equal pressure in all directions. It presses equally against all sides of the bubble at the same time.
[109]
WHERE DOES SILK
COME FROM?
Silk in its finished state is an ideal product. It is at once durable, magnificent to the eye, tender to the touch, and its rustle is soft music to the ear. Hence it is easy to understand why the silkworm, from the earliest times, has been an object of much consideration and concern from a commercial and industrial point of view. In this country alone, we annually expend as much for silk goods as we do for public education and thirty times as much as we do for foreign missions. Such an indomitable producer of wealth is the silkworm, and a producer of wealth it has been from an age as remote as when Joseph was down in old Egypt, interpreting the dreams of King Pharaoh’s butler and baker and later that of the King himself.
To-day we speak of twenty centuries, and our minds can hardly comprehend such a lapse of time. What shall we think of the silkworm, that for twice twenty centuries has furnished practically all the raw material for the world’s silk supply? Because man’s ingenuity is at present actively engaged in the attempt to displace it by cheaper substitutes, the thought has come to us that, without going too minutely into mechanical processes, a good opportunity is presented to give some interesting information in regard to the silkworm as the creation of the Divine Hand, in contrast to the silkworm as the creation of man.
According to Chinese authority, the use of silk dates from 2650 B.C., and it is generally conceded that, in point of age, it stands midway among the great textiles, wool and cotton having preceded it, while flax, hemp and other fibrous plants followed shortly in its train.
The first patron of the silkworm was Hoang-Ti, Third Emperor of China, and his Empress, Si-Ling-Chi, was the first practical silkworm breeder and silk reeler. It is related of her that she was once walking in the palace gardens when she discovered a strange and repulsive looking worm. It was small, of a pale green color, and was feeding greedily on a mulberry leaf. She interested the Emperor in this strange creature, and, at the Emperor’s suggestion, took the fine silken web which the worm finally spun, and was the first to successfully reel the new filament and weave it into cloth. So beneficial to the nation was her work considered that her gratified subjects bestowed upon her the divine title of “Goddess of the Silkworms,” and to this day the Chinese celebrate in her honor the “Con-Con Feast,” which takes place during the season in which the silkworm eggs are hatched.
In accounting for the presence of silkworms in the garden of this early empress, we can rightly conclude that certain parts of China have always abounded in forests of mulberry trees, and that the worms themselves had existed in great numbers in a wild state and attached their cocoons to the trees for ages before any use was discovered for their web. In fact, such wild silkworms not only abound in China to-day,[110] but have also been found in Southern and Eastern Asia, inhabiting the jungles of India, Pegu, Siam and Cochin China, but the cocoons of these worms are, naturally, of a very inferior quality, and are only used for the crudest kind of work.

Illustration by courtesy The Brainerd & Armstrong Silk Co.
THE INTRODUCTION OF SILK INTO EUROPE
Pilgrims brought silkworm eggs in their staffs, together with the branches of mulberry trees, from China to the Court of Justinian at Byzantine, A.D. 555. The penalty for taking silkworm eggs out of China was death.
The accompanying illustration is a reproduction of a mural painting on rep in the Royal Textile Museum at Crefeld, Germany, one of the great silk textile centers of the world. The artist shows the pilgrims presenting the silkworm eggs and the mulberry branches to Justinian, beside whom, just in the act of rising, is his famous queen Theodora.
Silk culture from the time of Hoang-Ti became one of the cherished secrets of China. The headquarters of the industry was in the Province of Chen Tong, where was produced the silk for the royal family. In time the silk and stuffs of China became articles of export to various portions of Asia. Long journeys were made by caravans, occupying two-thirds of a year in going from the cities of China to those of Syria, but the price obtained there exceeded the expense of the journey, and thus left a large margin of profit to the merchants. In this manner, for one thousand years, the Chinese sent their silk to the Persians who, without knowing how or from what it was made, carried it to the Western nations.
So carefully did the Orientals guard their secret, that there is reason to believe that Aristotle was the first person in the occidental world to learn the true origin of the wrought silk from Persia. In commenting on the silk which was brought from that country on the return of Alexander’s victorious army, he described the silkworm as a “horned insect,” passing through several transformations, which produced “bomby-kia,” as he called the silk. But the classics must convince one that Aristotle’s discovery did not at once become matter of current knowledge. In fact, for five hundred years after Aristotle’s time the common theory of the origin of silk among the Greeks and Romans was that it was either “a fleece which grew upon a tree” (thus confounding it with cotton), or a fibre obtained from the inner bark of a tree; and some, deceived by the glossy and silky fibres of the seed vessels of the plant that corresponds to our milk or silk weed, believed it to be the product of some plant or flower. So Virgil, in speaking of silk, says, “the Seres comb the delicate fleecings from the leaves.”
[111]
In the Sixth Century, A.D., all the raw silk was still being imported from China by way of Persia, when the Emperor Justinian, having engaged in war with Persia, found his supply of raw silk cut off and the manufacturers in great distress. His foolish legislation did not help the situation, and a crisis was averted only by two Nestorian monks, who came from China with seed of the mulberry tree and a knowledge of the Chinese method of rearing worms. No one, on pain of death, was allowed to export the silkworm eggs from China, but Justinian bribed the monks to return to that country, and in 555 they came back, bringing with them a quantity of silkworm eggs concealed in their pilgrim’s staffs. And here let us say that there has only once since been an important importation of eggs from Asia. That was about 1860, when Dr. Pasteur was making a study of a germ disease which was threatening the industry. Consequently, it can truly be said that practically all the silkworms of the Western world are descended from those brought in the eggs by the monks to Constantinople. Justinian gave the control of the silk industry to his own treasurer. Weavers, brought from Tyre and Berytus, were employed to manufacture the silk, and the whole production was a monopoly of the emperor, he fixing its prices. Under his management, the cost of silk became eight times as great as before, and the Royal Purple was twenty-four times its former price. But this monopoly was not of long duration and, at the death of Justinian in 565, the monopoly ceased, and the spread of the industry commenced in new and diverse directions.
While every detail of the growth of the industry has an unusual interest, as showing how such an insignificant thing as a worm may become a potent factor in Nature’s economy, the scope of this article will hardly allow us to more than sketch some of the other more salient points of the history of the silkworm.
About the year 910, the silkworms made their appearance in Cordova, Spain, being brought there by the Moors. From Spain silk culture soon extended to Greece and Italy.
WHEN SILK CULTURE WAS
INTRODUCED IN AMERICA
Silk was introduced on this continent through the Spanish Conquest of Mexico, and the first silkworm eggs sold for $60.00 an ounce.
A century later royal orders were issued requiring mulberry trees to be planted in the Colony of Virginia, and a fine of twenty pounds of tobacco was imposed for neglect, and fifty pounds of tobacco was given as a bounty for every pound of reeled silk produced.
Silk culture spread rapidly in the other Colonies, and to-day the story of the ineffectual attempts to profitably rear the silkworm in this country is as voluminous as it is interesting. Suffice it to say, as a sop to our inherent Yankee pride, that silk culture was introduced into Connecticut as early as 1737, the first coat and stockings made from New England silk being worn by Governor Law in 1747, and the first silk dress by his daughter, in 1750. This State, for the eighty-four years following, led all the others in the amount of raw silk produced. In Connecticut also, was built the first silk mill to be erected on this continent for the special purpose of manufacturing silk goods. This building was constructed in 1810 by Rodney and Horatio Hanks, at Mansfield, and is still standing as an heirloom which has come to us from the infant days of the industry.
The silkworm has become domesticated, since, during the long centuries in which it has been cultivated, it has acquired many useful peculiarities. Man has striven to increase its silk producing power, and in this he has succeeded, for, by comparing the cocoon of the silkworm of to-day with its wild relations, the cocoon is found to be much larger, even in proportion to the size of the worm that makes it or the moth that issues from it. The moth’s loss of the power of flight and the white color of the species are probably the results of domestication.
[112]
JAPAN THE NATURAL HOME OF THE SILK WORM
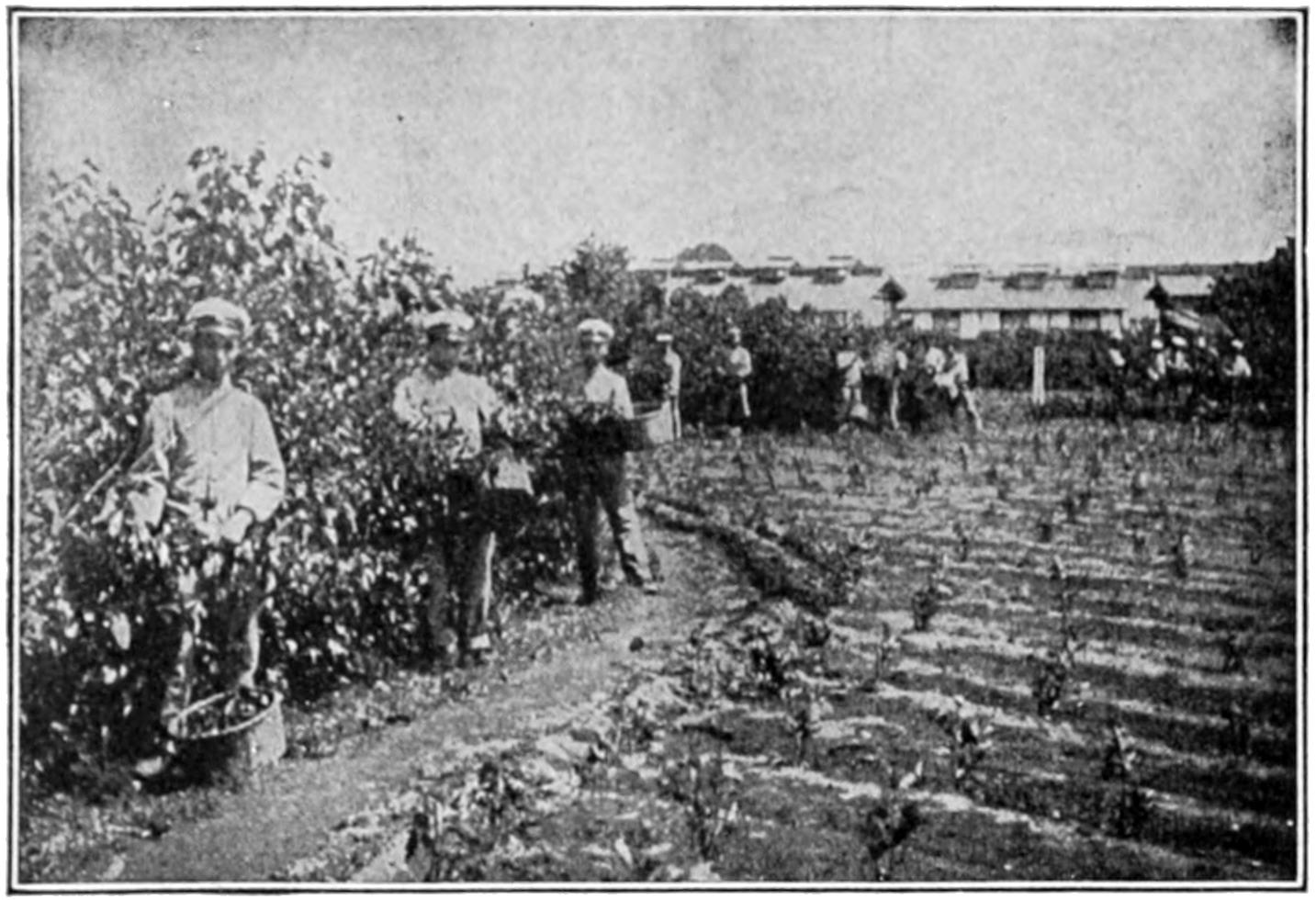
GATHERING MULBERRY BRANCHES.[1]
This picture shows a grove of mulberry trees from which branches are being gathered as food for the worms. This is often done by the children.
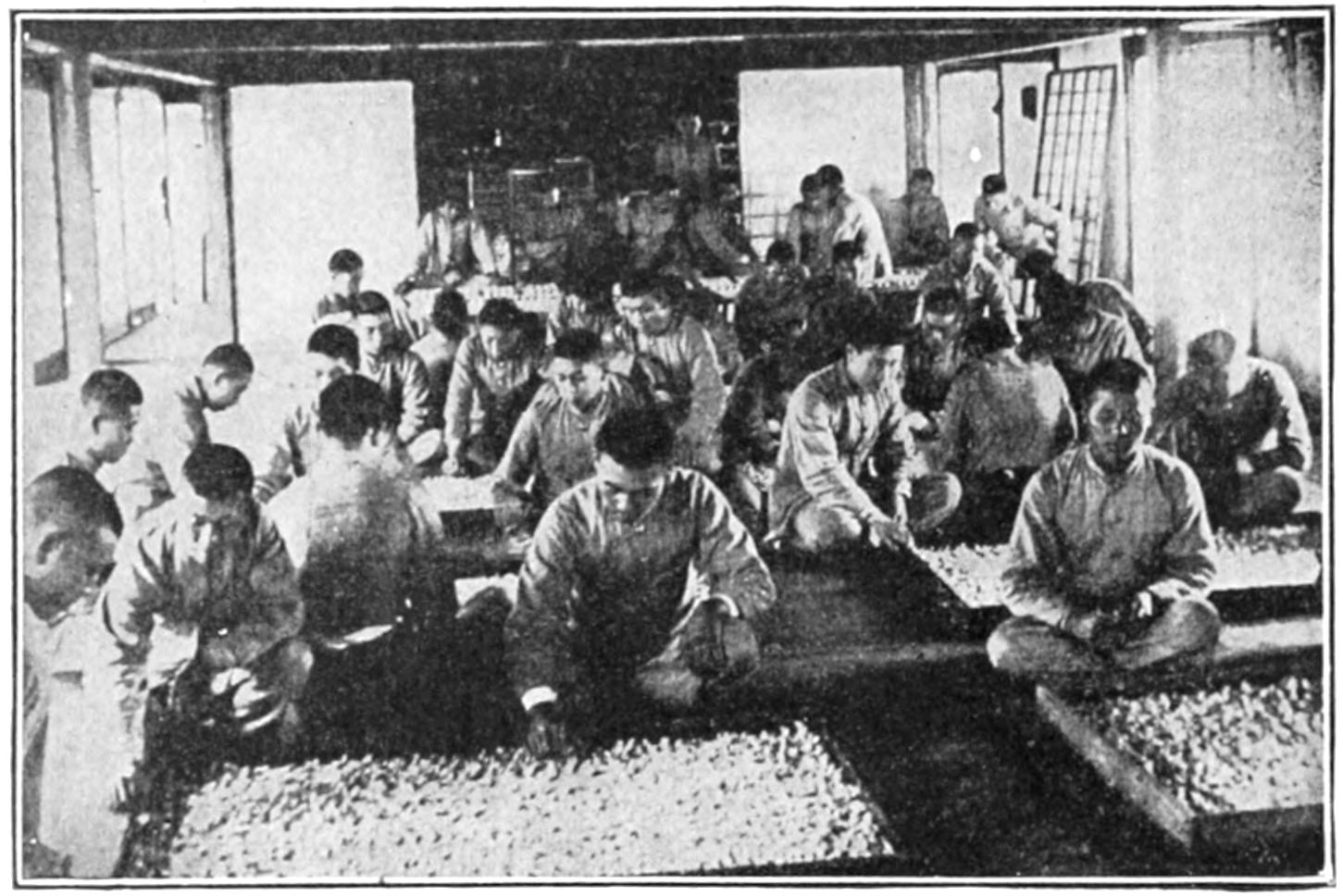
FEMALE MOTHS DEPOSITING EGGS.[1]
The moths are placed upon pieces of cardboard, upon which they deposit their eggs.
The cards with the eggs are kept in a cool place until the season for hatching arrives.
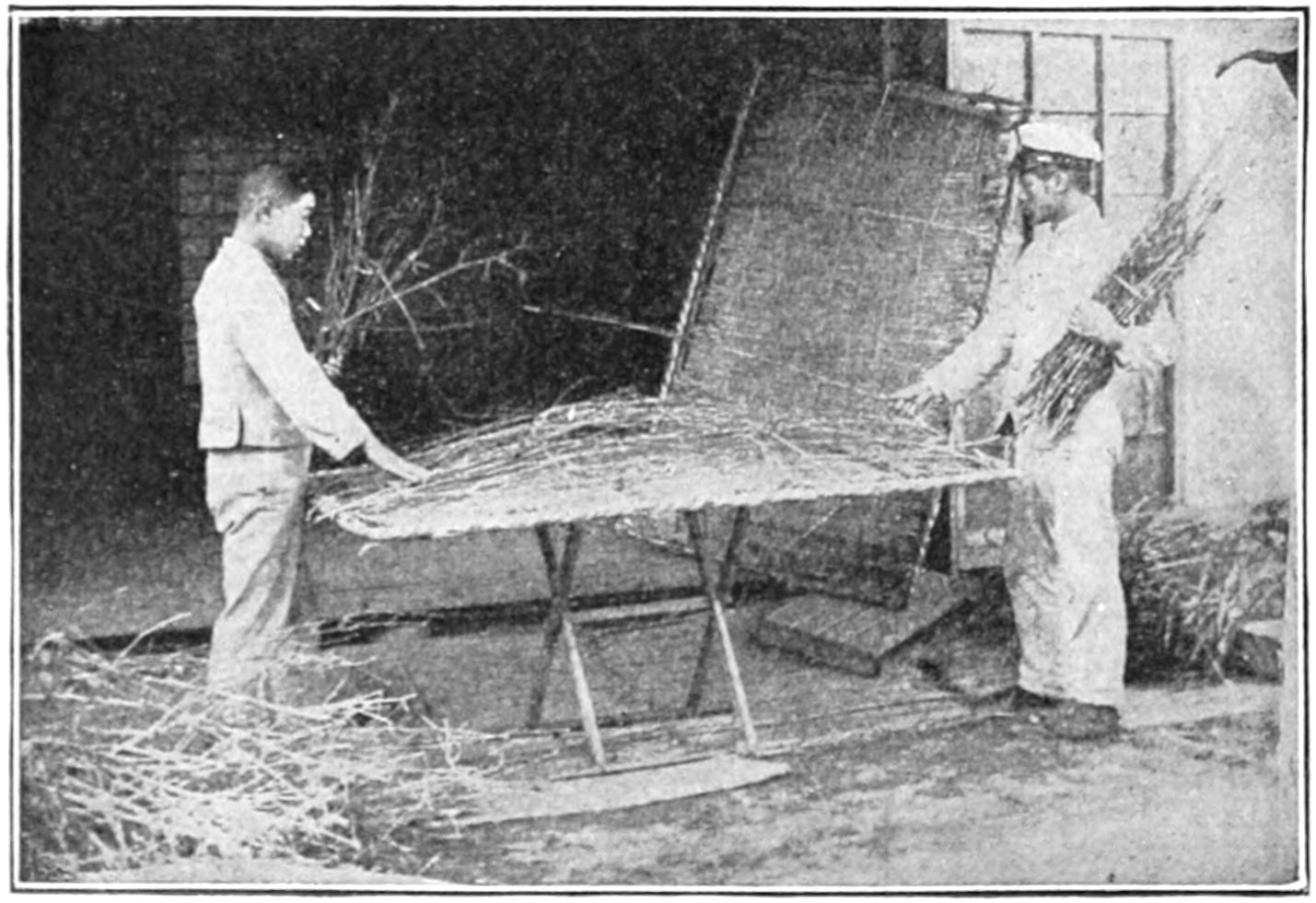
PREPARING COCOONING BEDS.[1]
This picture shows two boys preparing a bed of twigs or branches upon which the worms may spin their cocoons.
[1]Illustrations by courtesy The Brainerd & Armstrong Co.
[113]
HOW THE SILKWORMS ARE CARED FOR
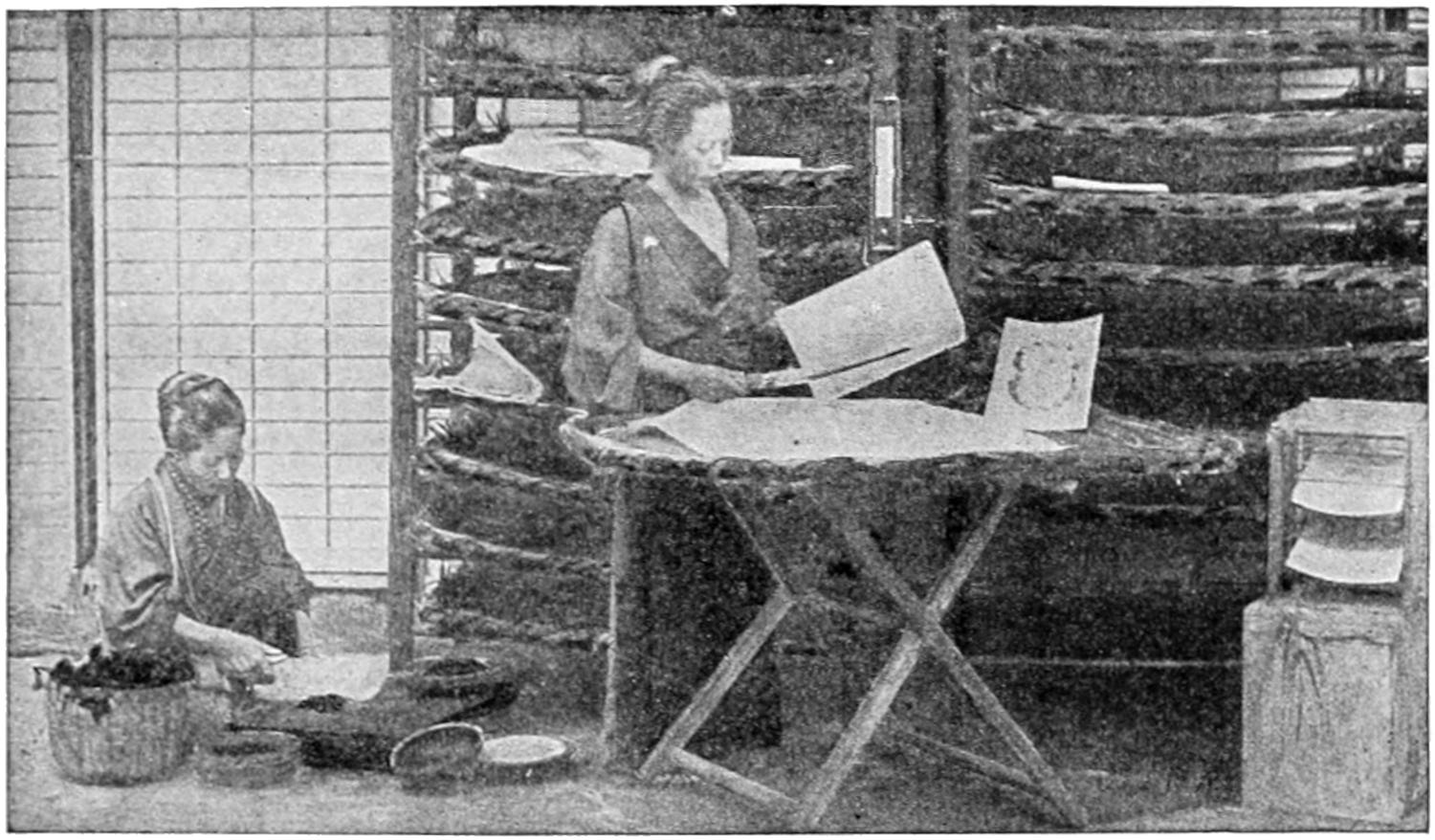
HATCHING THE EGGS.
As the eggs hatch on the cards, the young worms are removed to other cards or trays, where they are fed and cared for.
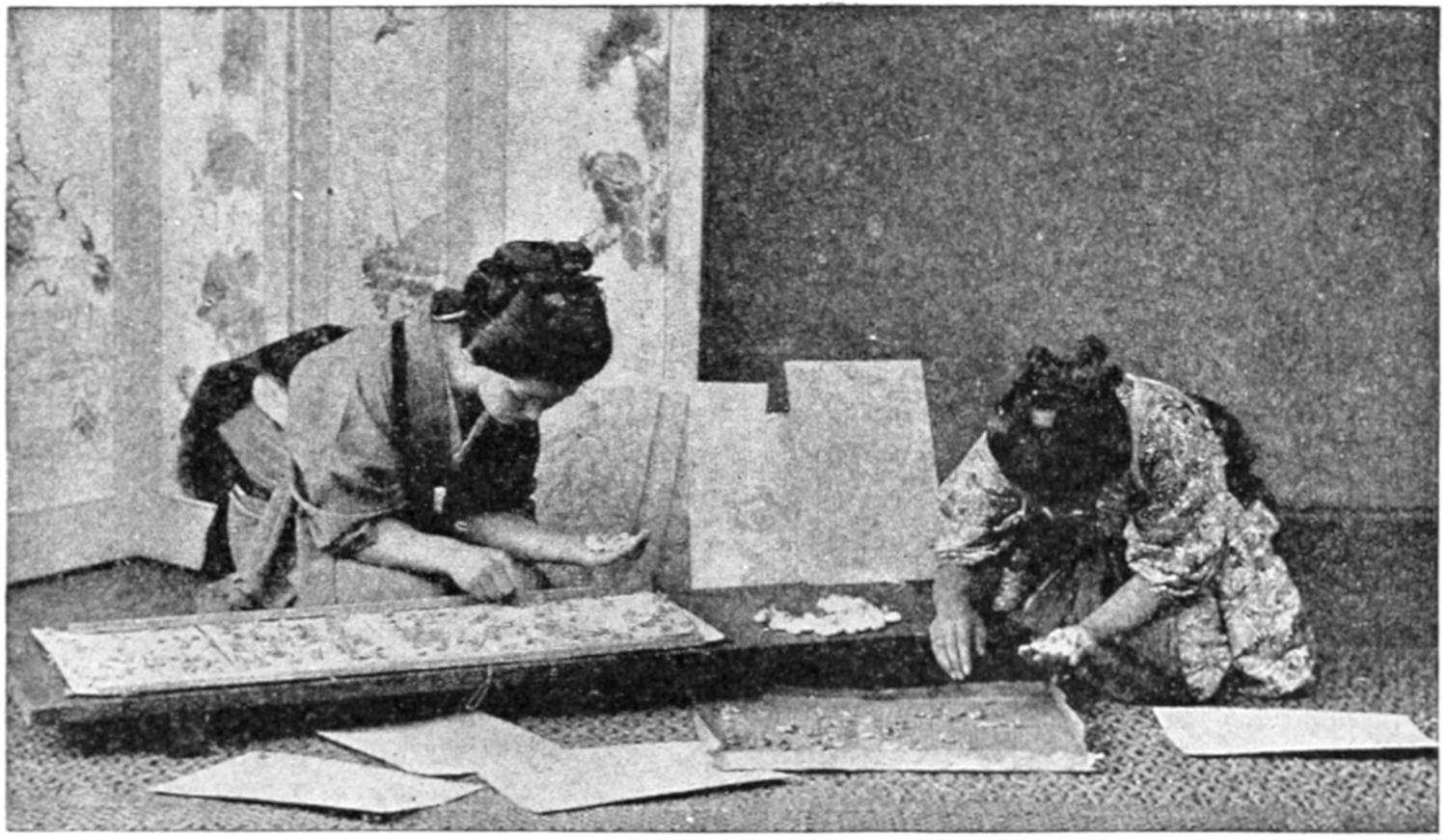
REMOVING SILKWORMS FROM CARDS WHERE THEY WERE HATCHED.
Every few days the young worms are changed to new and clean cards.
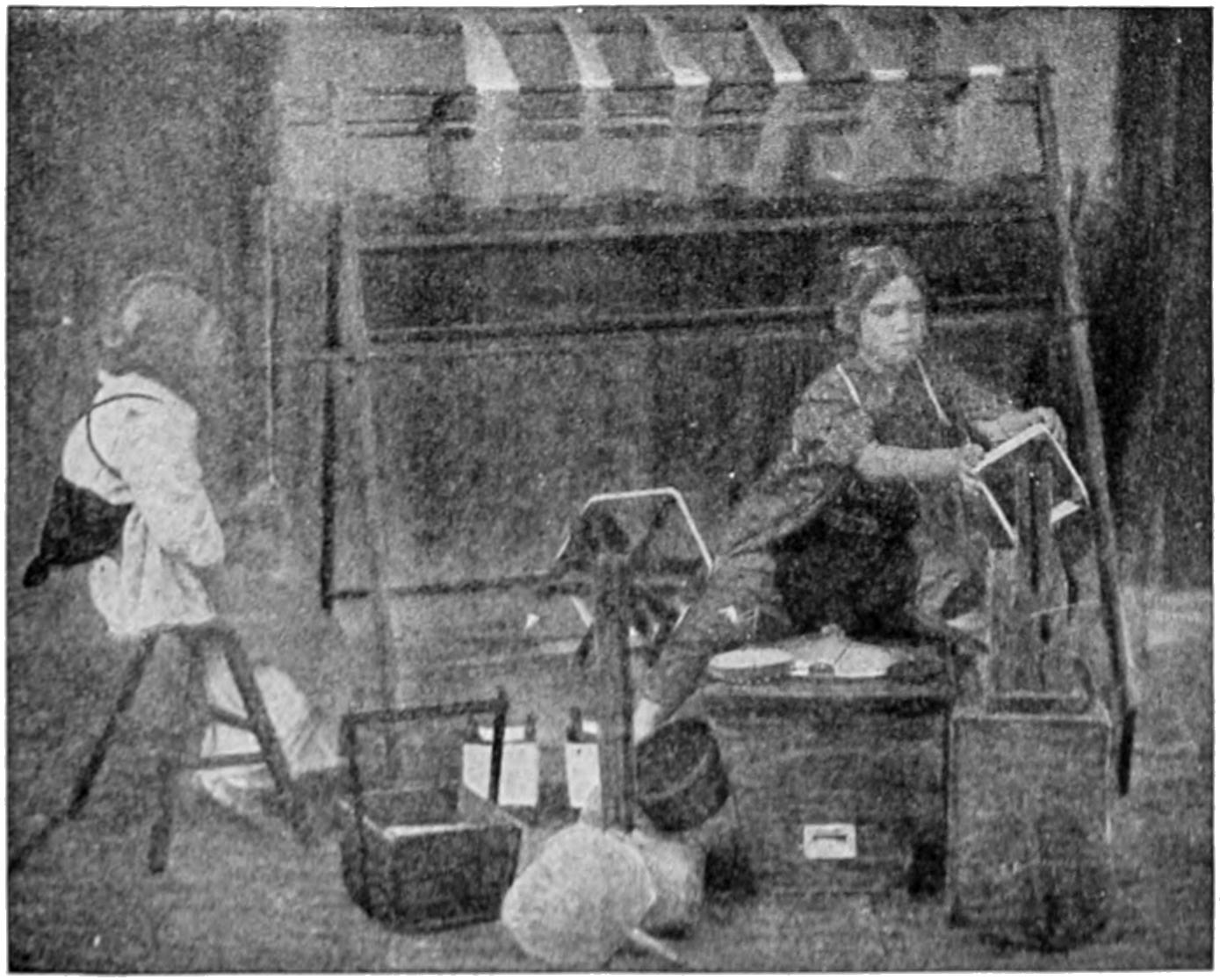
METHOD OF REELING RAW SILK.
The cocoons are soaked in hot water in the basins shown in the front to loosen the gum. The silk threads then pass through the hands of the operators and are reeled on swifts in the cabinet shown in the rear.
A more modern appliance for reeling the silk is shown on one of the following pages.
The foregoing pages and pictures by courtesy of Brainerd & Armstrong Silk Company, from their book entitled, “Silk, the Real versus the Imitation.”
[114]
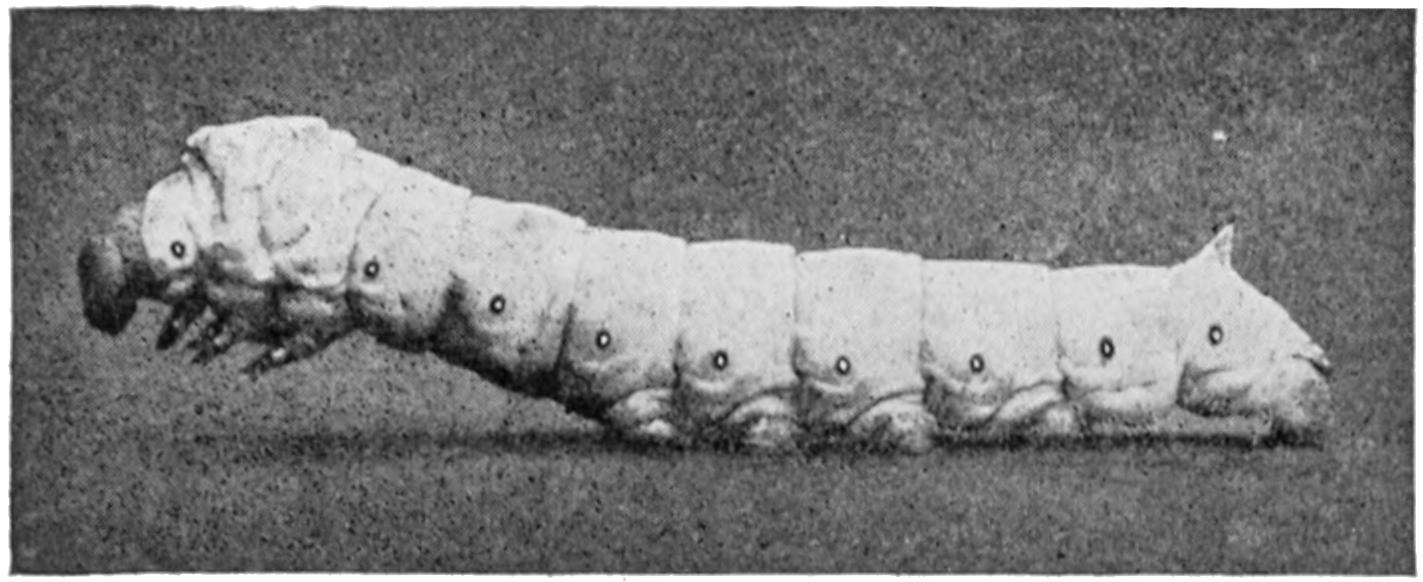
FULL GROWN LARVA—SHOWING POSITION IN MOLTING.[2]
[2] The cuts on this page and balance of cuts in the story of silk copyright by the Corticelli Silk Mills.
The silk moth exists in four states—egg, larva, chrysalis, and adult. The egg of the moth is nearly round, slightly flattened, and closely resembles a turnip seed. When first laid it is yellow, soon turning a gray or slate color if impregnated. It has a small spot on one end called the micropyle, and when the worm hatches, which in our climate is about the first of June, it gnaws a hole through this spot. Black in color, scarcely an eighth of an inch in length, covered with long hair, with a shiny nose, and sixteen small legs, the baby worm is born, leaving the shell of the egg white and transparent.
THE SILKWORM—HOW
HE DOES HIS WORK
Small and tender leaves of the white mulberry or osage orange are fed the young worm which simply pierces them and sucks the sap. Soon the worm becomes large enough to eat the tender portions between the veins of the leaf. In eating they hold the leaves by the six forward feet, and then cut off semi-circular slices from the leaf’s edge by the sharp upper portion of the mouth. The jaws move sidewise, and several thousand worms eating make a noise like falling rain.
The worms are kept on trays made of matting, that are placed on racks for convenience in handling. The leaves are placed beside the worms, or upon a slatted or perforated tray placed above them, and those that crawl off are retained, while the weak ones are removed with the old leaves. The worms breathe through spiracles, small holes which look like black spots, one row of nine down each side of the body. They have no eyes, but are quite sensitive to a jar, and if you hit the rack they stop eating and throw their heads to one side. They are velvety, smooth, and cold to the touch, and the flesh is firm, almost hard. The pulsation of the blood may be traced on the back of the worm, running towards the head.
[115]
The worm has four molting seasons, at each of which it sheds its old skin for a new one, since in the very rapid growth of the worm the old skin cannot keep pace with the growth of the body. The periods between these different molts are called “ages,” there being five, the first extending from the time of hatching to the end of the first molt, and the last from the end of the fourth molt to the transformation of the insect into a chrysalis. The time between the four “molts” will be found to vary, depending upon the species of worm.
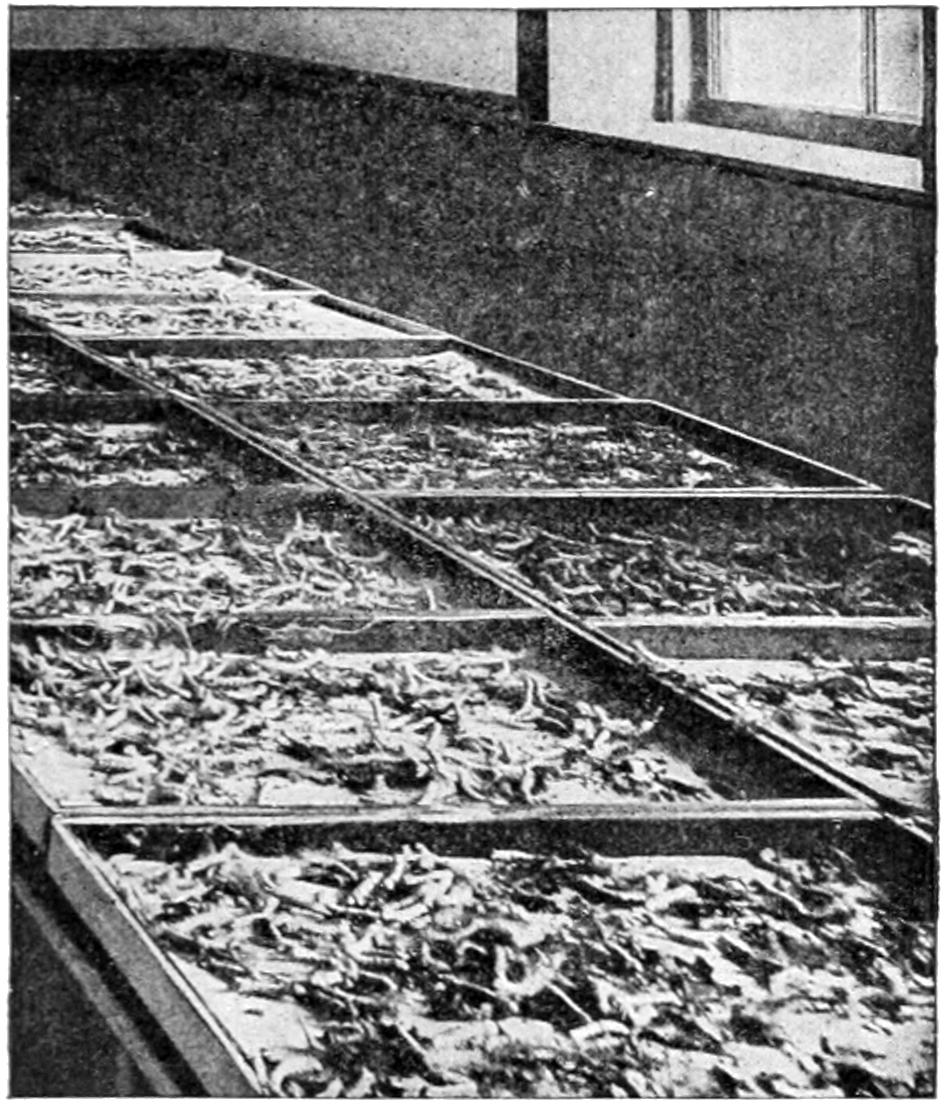
HOW THE SILKWORMS ARE REARED.[2]
When the worm molts it ceases eating, grows slightly lighter in color, fastens itself firmly by the ten prolegs, and especially by the last two, to some object, and holding up its head and the fore part of its body remains in a torpid state for nearly two days.
By each successive molt the worm grows lighter, finally becoming a slate or cream white color, and the hair, which was long at first, gradually disappears. The gummy liquid which combines the two strands hardens immediately on exposure to the air.
The worm works incessantly, forcing the silk out by the contraction of its body. The thin, gauze-like network which soon surrounds it gradually thickens, until, twenty-four hours after beginning to spin, the worm is nearly hidden from view. However, the cocoon is not completed for about three days.
SIXTY-FIVE MOTIONS OF
HIS HEAD A MINUTE
The cocoon is tough, strong, and compact, composed of a firm, continuous thread, which is, however, not wound in concentric circles, but irregularly in short figure eight loops, first in one place and then in another. In doing this the worm makes sixty-five elliptical motions of his head a minute or a total of 300,000 in an average cocoon. The motion of the worm’s head when starting the cocoon is very rapid, and nine to twelve inches of silk flow from the spinneret in a minute, but later the average would be about half this amount per minute.
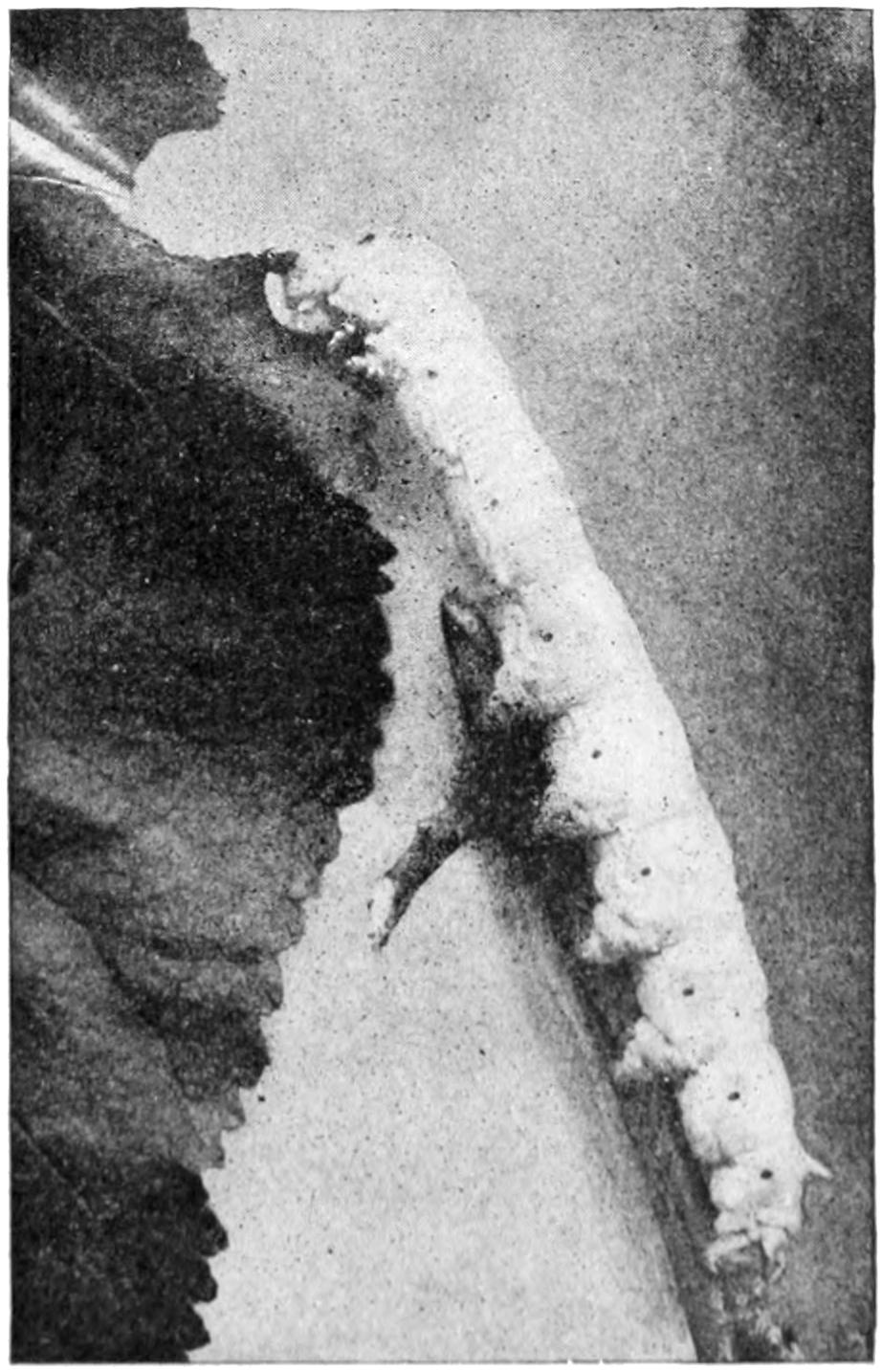
SILKWORM EATING.[2]
[116]
SILKWORM—ONE OF THE WORLD’S GREATEST WORKERS
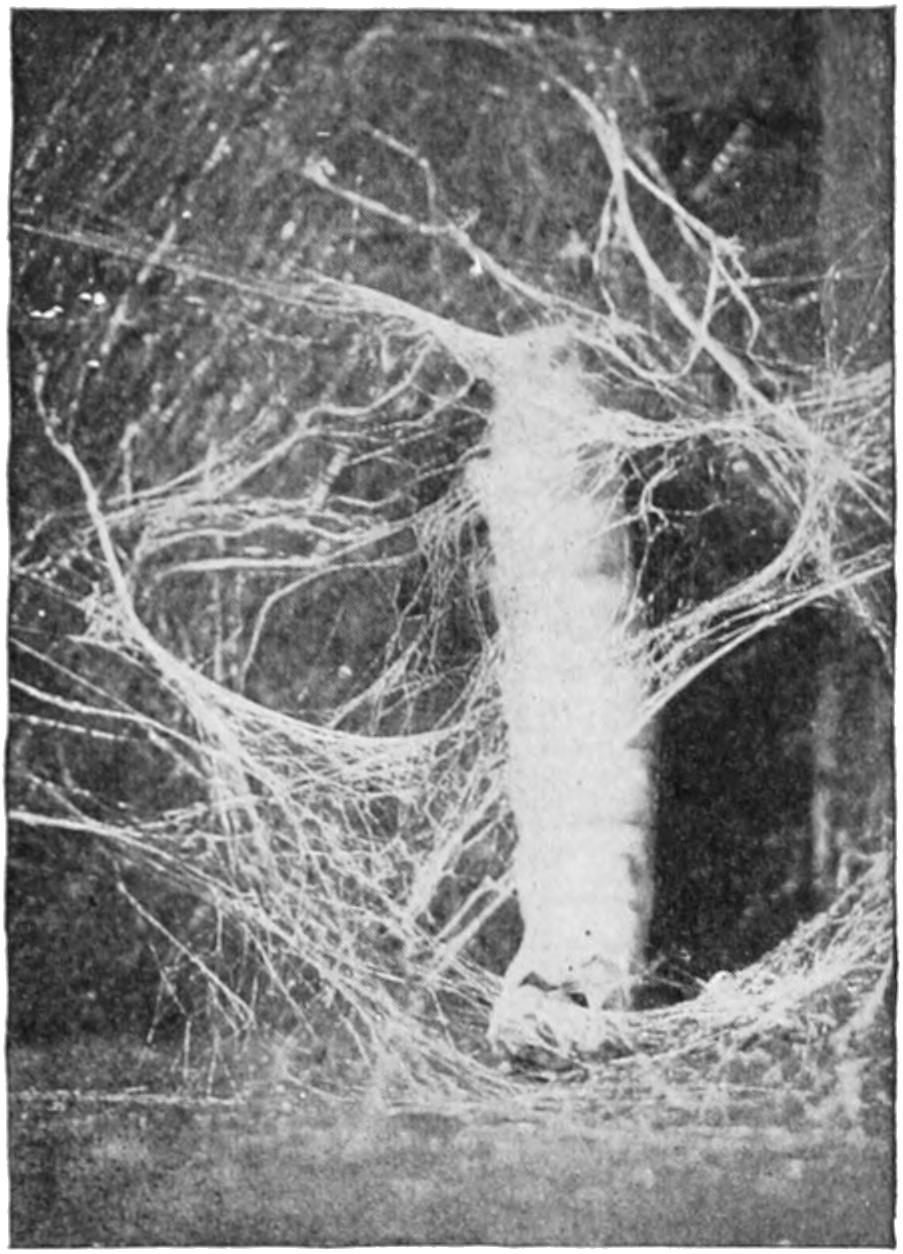
SILKWORM PREPARING TO FORM ITS COCOON.
Having attained full growth, the worm is ready to spin its cocoon. It loses its appetite, shrinks nearly an inch in length, grows nearly transparent, often acquiring a pinkish hue, becomes restless, seeks a quiet place or corner, and moves its head from side to side in an effort to find objects on which to attach its guy lines within which to build its cocoon. The silk is elaborated in a semi-fluid condition in two long, convoluted vessels or glands between the prolegs and head, one upon each side of the alimentary canal. As these vessels approach the head they grow more slender, and finally unite within the spinneret, a small double orifice below the mouth, from which the silk issues in a glutinous state and apparently in a single thread.
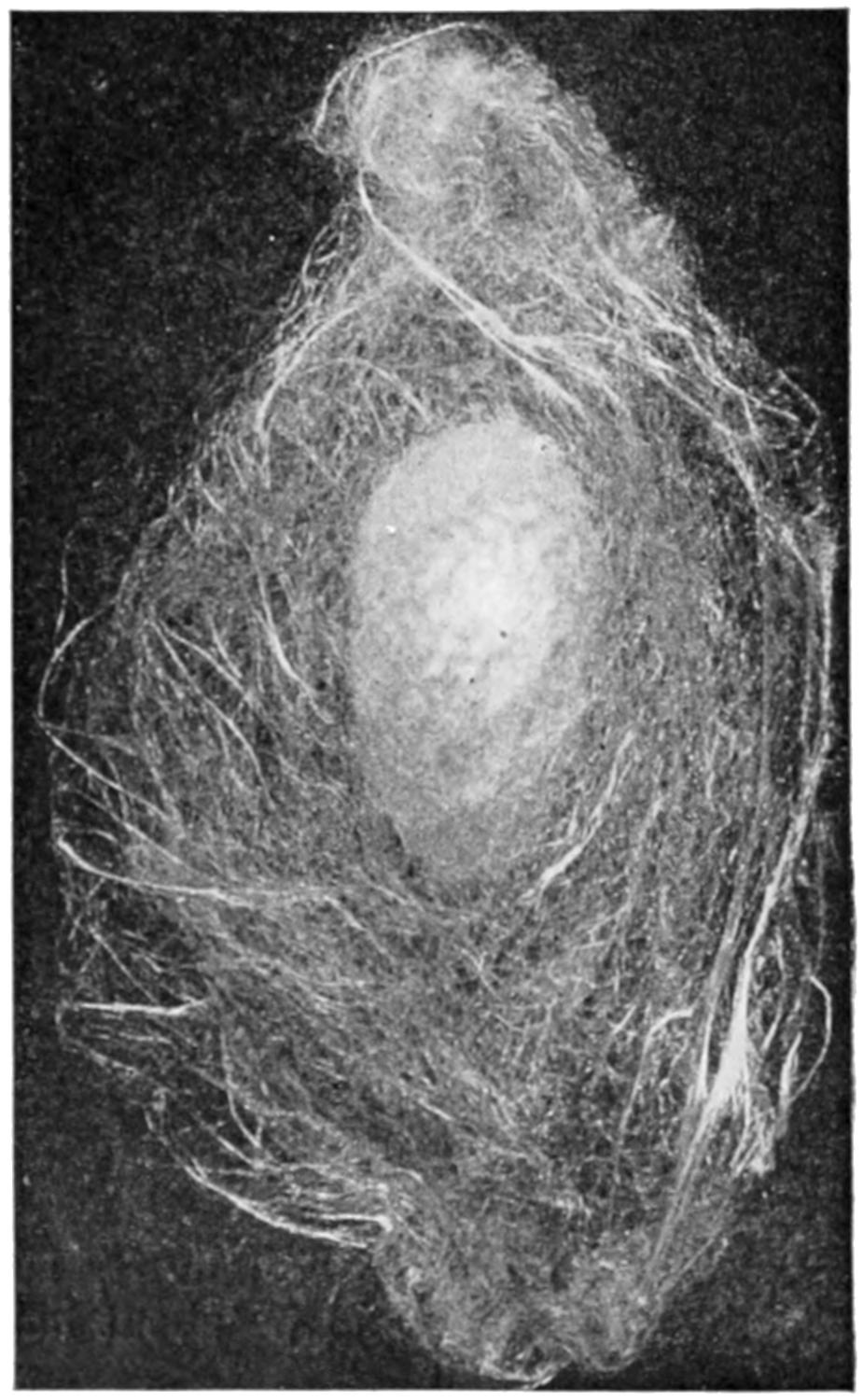
COCOON BEGUN—SILKWORM CAN STILL BE SEEN.
The color of the worm’s prolegs before spinning indicates the color the cocoon will be. This varies in different species, and may be a silvery white, cream, yellow, lemon, or green.
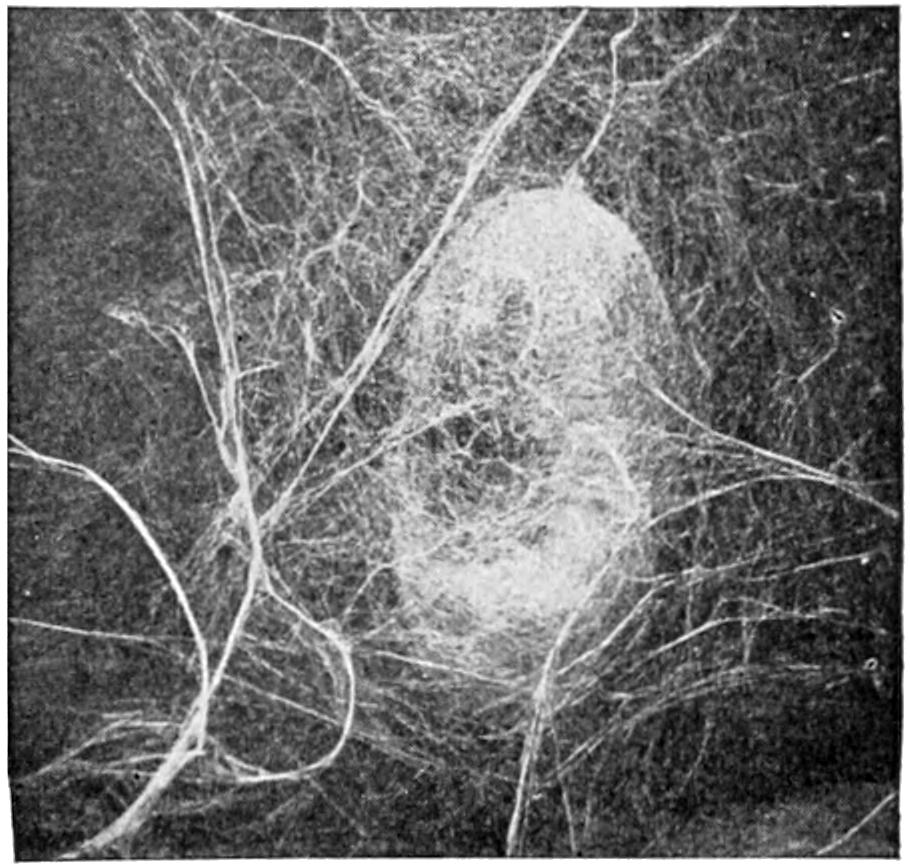
COMPLETED COCOON.
WHEN THE SILKWORM’S
WORK IS DONE
When the worm has finished spinning, it is one and a quarter inches long. Two days later, by a final molt, its dried-up skin breaks at the nose and is crowded back off the body, revealing the chrysalis, an oval cone one inch in length. It is a light yellow in color, and immediately after molting is soft to the touch. The ten prolegs of the worm have disappeared, the four wings of the future moth are folded over the breast, together with the six legs and two feelers, or antennæ. It soon turns[117] brown, and the skin hardens into a tough shell. Nature provides the cocoon to protect the worm from the elements while it is being transformed into a chrysalis, and thence into the moth.
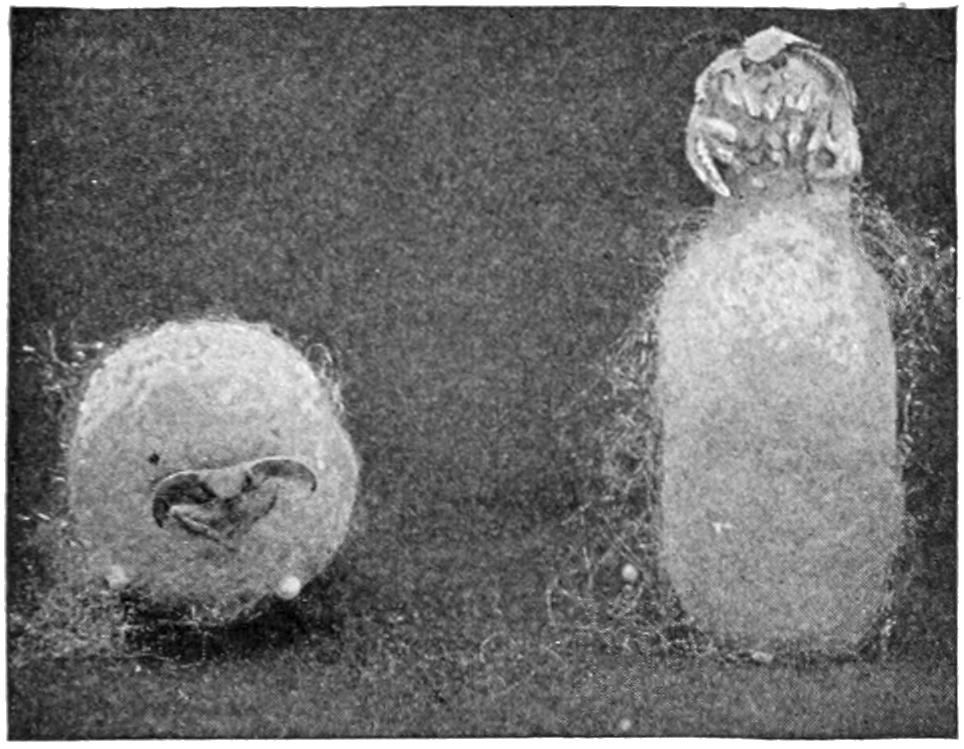
MOTHS EMERGING FROM COCOONS.
With no jaws, and confined within the narrow space of the cocoon, the moth has some difficulty in escaping. After two or three weeks the shell of the chrysalis bursts, and the moth ejects against the end of the cocoon a strongly alkaline liquid which moistens and dissolves the hard, gummy lining. Pushing aside some of the silken threads and breaking others, with crimped and damp wings the moth emerges; and the exit once effected, the wings soon expand and dry.
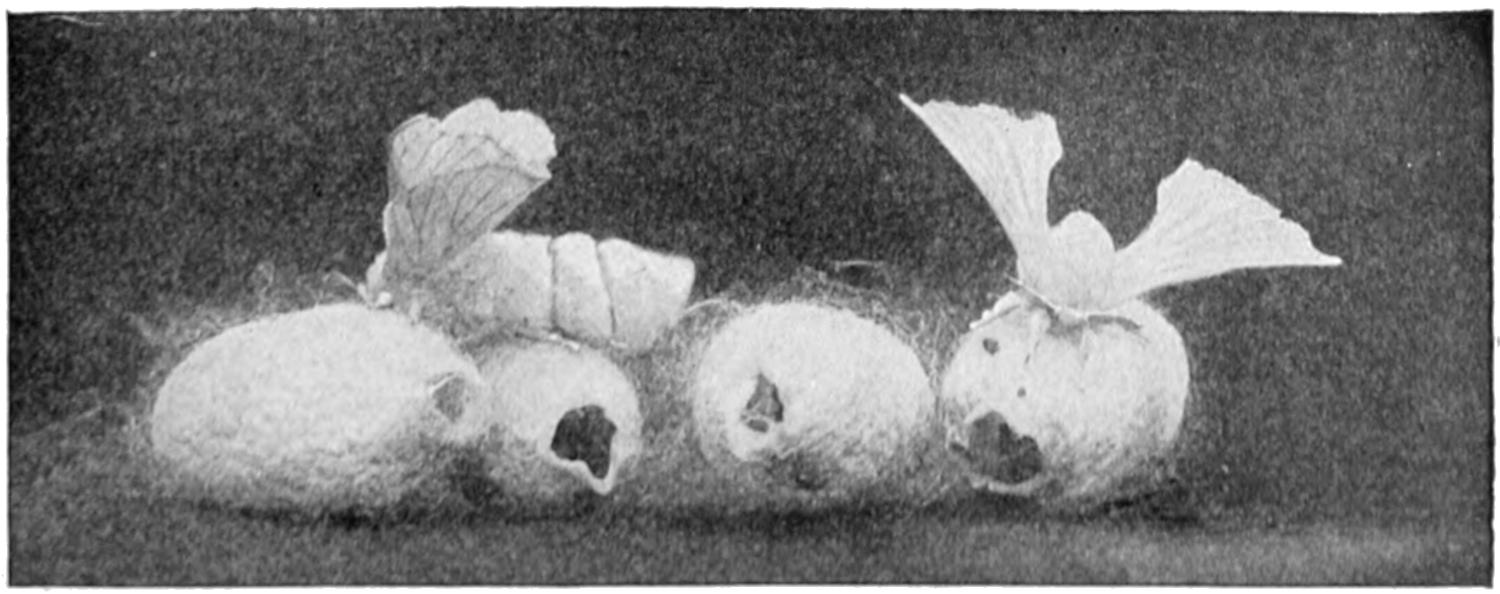
COCOONS FROM WHICH THE MOTHS HAVE EMERGED.
The escape of the moth, however, breaks so many threads that the cocoons are ruined for reeling, and consequently, when ten days old, all those not intended for seed are placed in a steam heater to stifle the chrysalis, and the silk may then be reeled at any future time.
The moths are cream white in color. They have no mouths, but do have eyes, which is just the reverse of the case of the worm. From the time it begins to spin until the moth dies, the insect takes no nourishment. The six forward legs of the worm become the legs of the moth. Soon after mating the eggs are laid.
The male has broader feelers than the female, is smaller in size, and quite active. The female lays half her eggs, rests a few hours, and then lays the remainder. Her two or three days’ life is spent within a space occupying less than six inches in diameter.
One moth lays from three to four hundred eggs, depositing them over an even surface. In some species a gummy liquid sticks the eggs to the object upon which they are laid. In the large cocoon varieties there are full thirty thousand eggs in a single ounce avoirdupois. It takes from twenty-five hundred to three thousand cocoons to make a pound of reeled silk. Do you wonder that, centuries ago, silk was valued at its weight in gold?
Growers of silk in the United States, by working early and late every day during the season, which lasts from six to eight weeks, could scarcely average fifteen cents for a day’s labor of ten hours. Silk, once regarded as a luxury, is now considered a necessity.
[118]
HOW THE COCOON IS UNWOUND
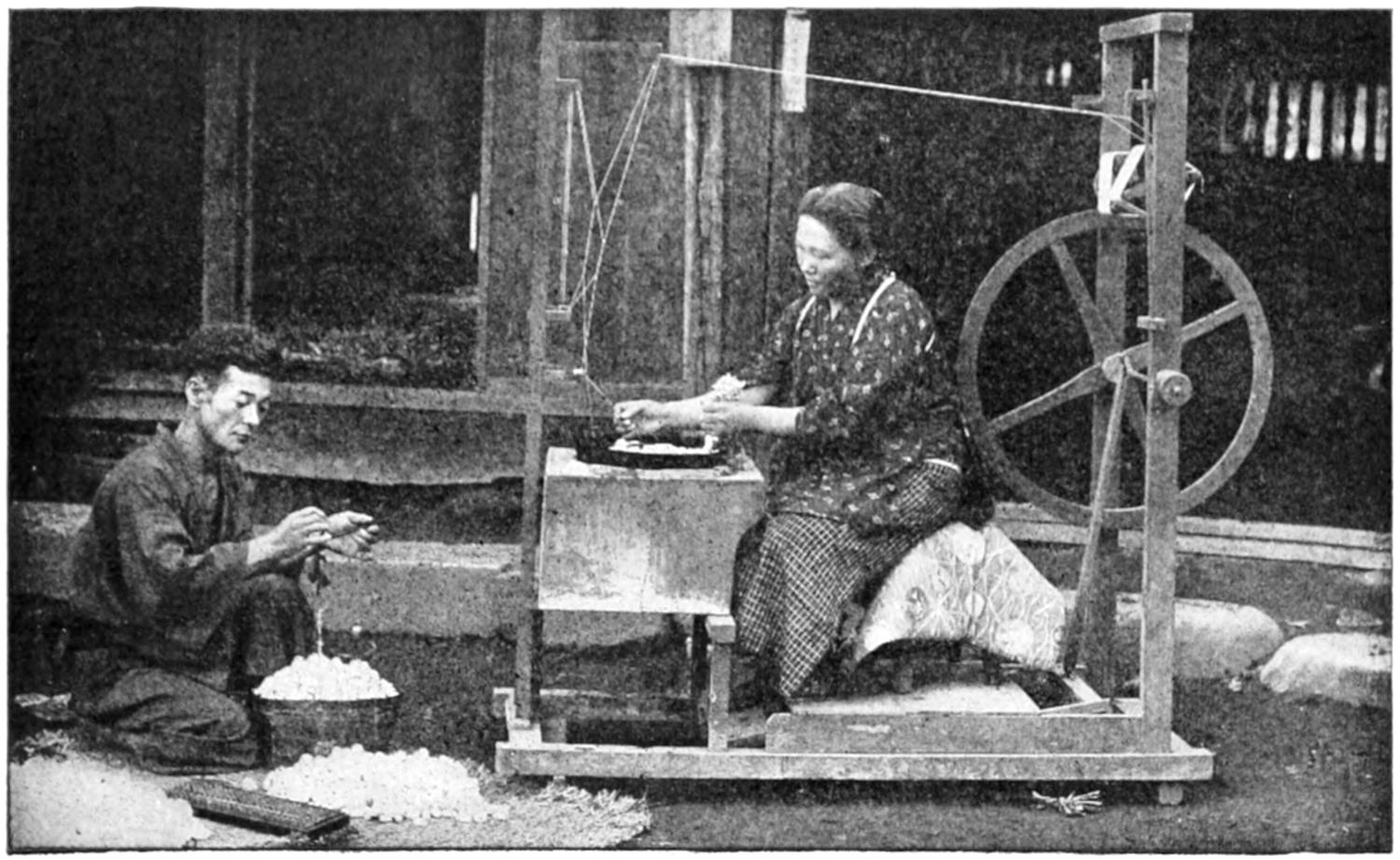
REELING THE SILK FROM COCOONS BY FOOT POWER, CALLED “RE-REEL” SILK.
The cocoons are first assorted, those of the same color being placed by themselves, and those of fine and coarse texture likewise. The outside loose silk is then removed, as this cannot be reeled, after which the cocoons are plunged into warm water to soften the “gum” which sticks the threads together. The operator brushes the cocoons with a small broom, to the straws of which their fibers become attached, and then carefully unwinds the loose silk until each cocoon shows but one thread. These three operations are called “soaking,” “brushing,” and “cleansing.”
Into one or two compartments in a basin of warm water below the reel are placed four or more cocoons, according to the size of the thread desired. The threads from the cocoons in each compartment are gathered together and, after passing through two separate perforated agates a few inches above the surface of the water, are brought together and twisted around each other several times, then separated and passed upward over the traverse guide-eyes to the reel. The traverse moves to and fro horizontally, distributing the thread in a broad band over the surface of the reel. The rapid crossing of the thread from side to side of the skein in reeling facilitates handling and unwinding without tangling, the natural gum of the silk sticking the threads to each other on the arms of the reel, thus securing the traverse. Silk reeled by hand or foot power is known as “Re-reel” silk, while silk reeled by power machinery is called “Filature.”

A FILATURE—REELING THE SILK FROM COCOONS BY POWER MACHINERY.[2]
[119]
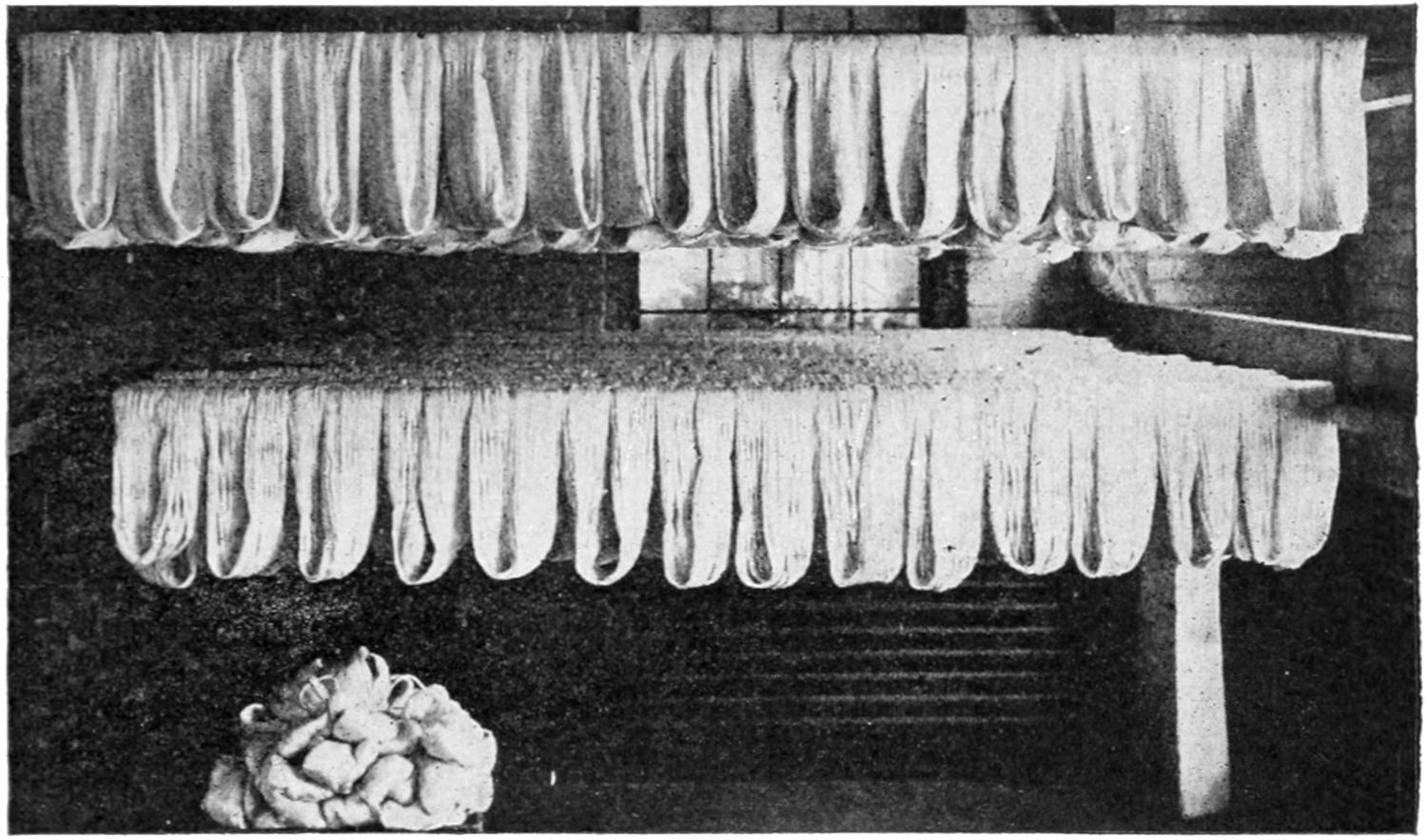
DRYING SKEINS OF SILK.
THE SILK IS WOUND ON SPOOLS
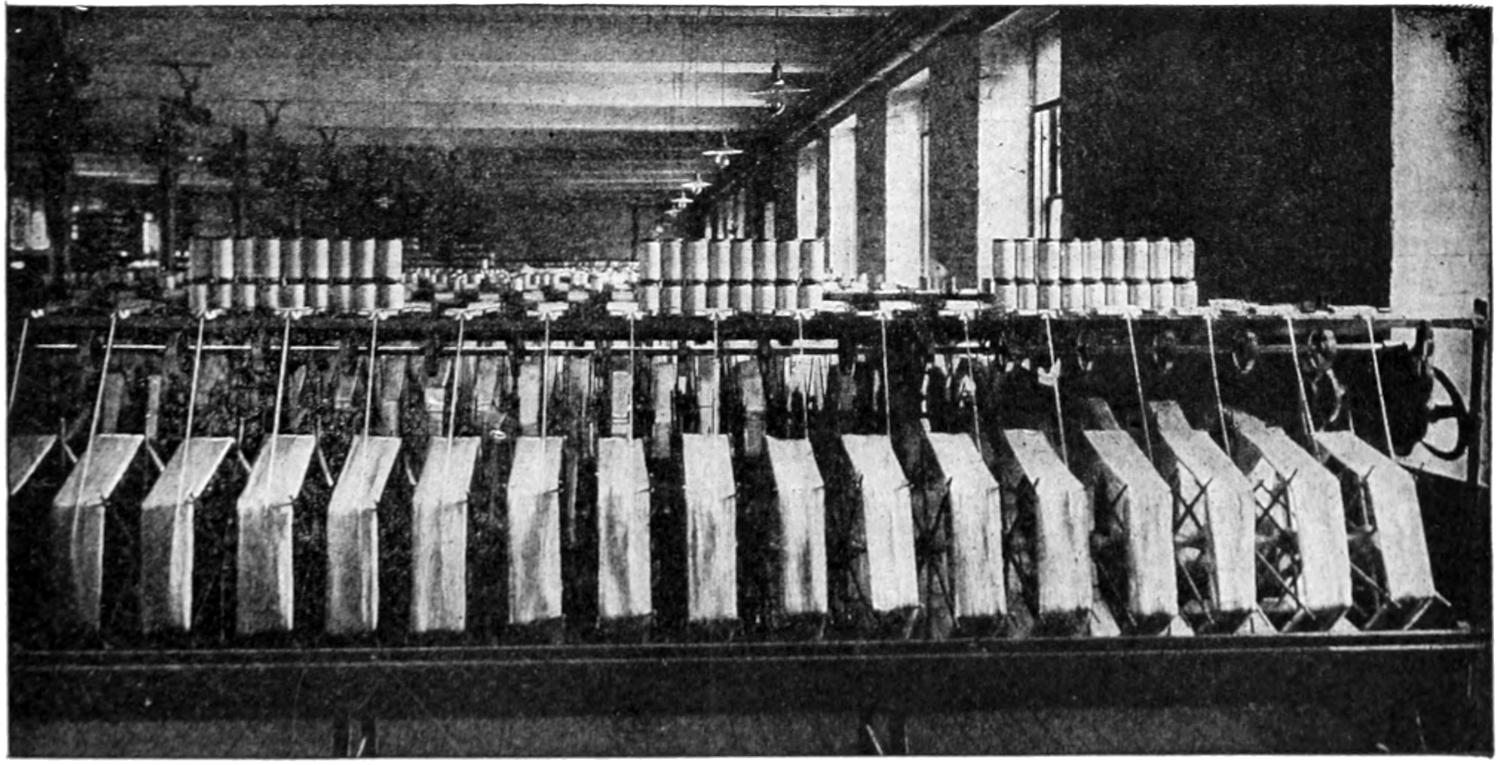
WINDING FRAMES—WINDING THE SILK ON BOBBINS.
WHERE MAN’S WORK
ON THE SILK BEGINS
The raw silk is first assorted, according to the size of the fiber, as fine, medium, and coarse. The skeins are put into canvas bags and then soaked over night in warm soapsuds. This is necessary to soften the natural gum in the silk, which had stuck the threads together on the arms of the reel. Following the soaking, the skeins are straightened out and hung across poles in a steam-heated room, as shown in the accompanying photograph. When the skeins are dry, they are ready for the first process of manufacturing. The room we now step into is filled with “winding frames,” each containing two long rows of “swifts,” from which the silk is wound on to bobbins. The bobbins are large spools about three inches long. The bobbins filled with silk, as wound from the skeins, are next placed on pins of the “doubling frames”; the thread from several bobbins, according to the size of the silk desired, is[120] passed upward through drop wires on to another bobbin. Should one of the threads break, the “drop wire” falls, which action stops the bobbin. By this ingenious device absolute uniformity in the size of silk is secured. The “doubling frame” is shown in one of the photographs herewith.
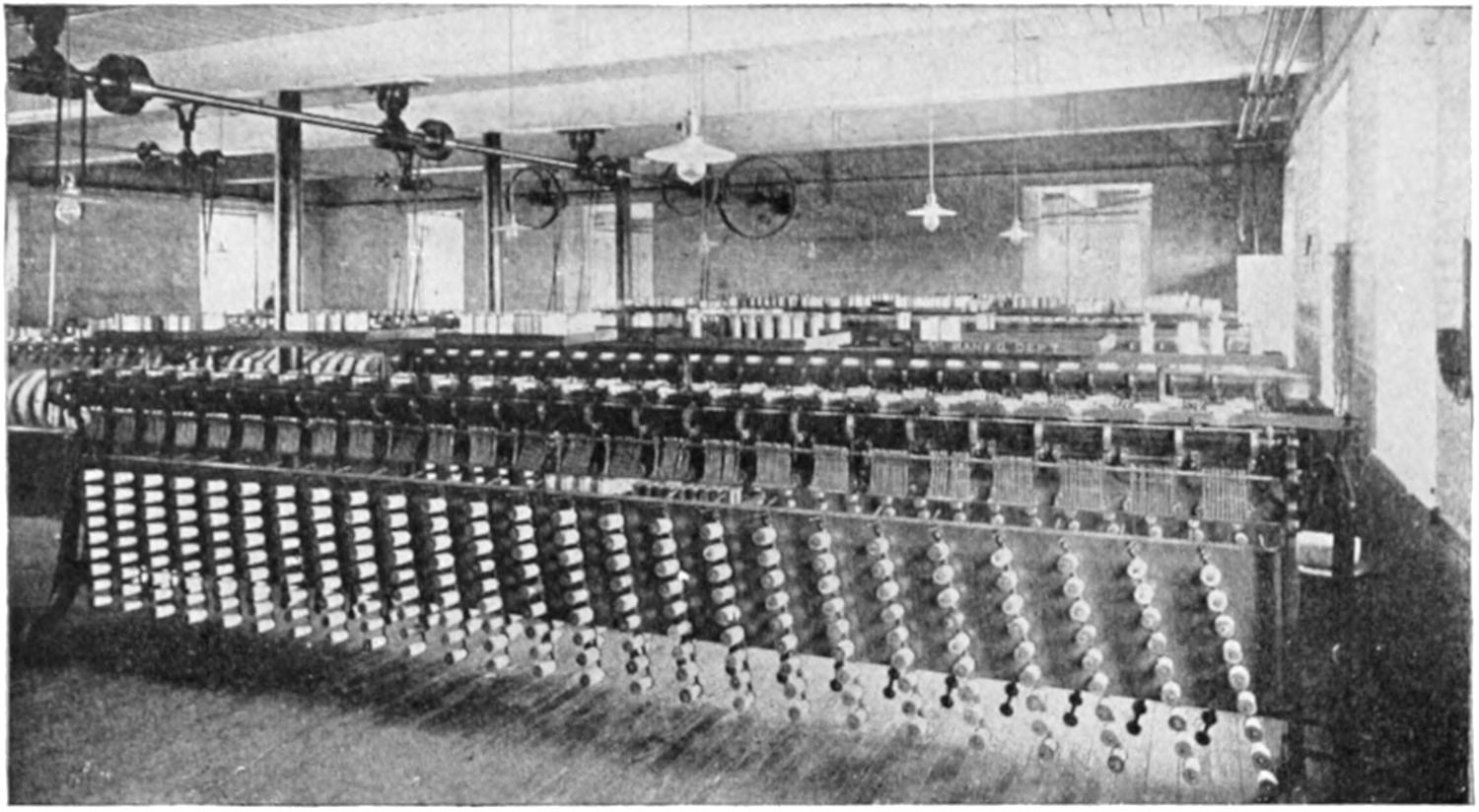
DOUBLING FRAMES—THE SILK THREAD IS MADE UNIFORM.
The bobbins taken from the “doubling frame” are next placed on a “spinner.” Driven by an endless belt at the rate of over six thousand turns a minute, the bobbins revolve, the silk from them being drawn upward on to another bobbin. This spins the several strands brought together by the “doubling process” into one thread, the number of turns depending on the kind of silk—Filo silk being spun quite slack, and Machine Twist just the reverse.
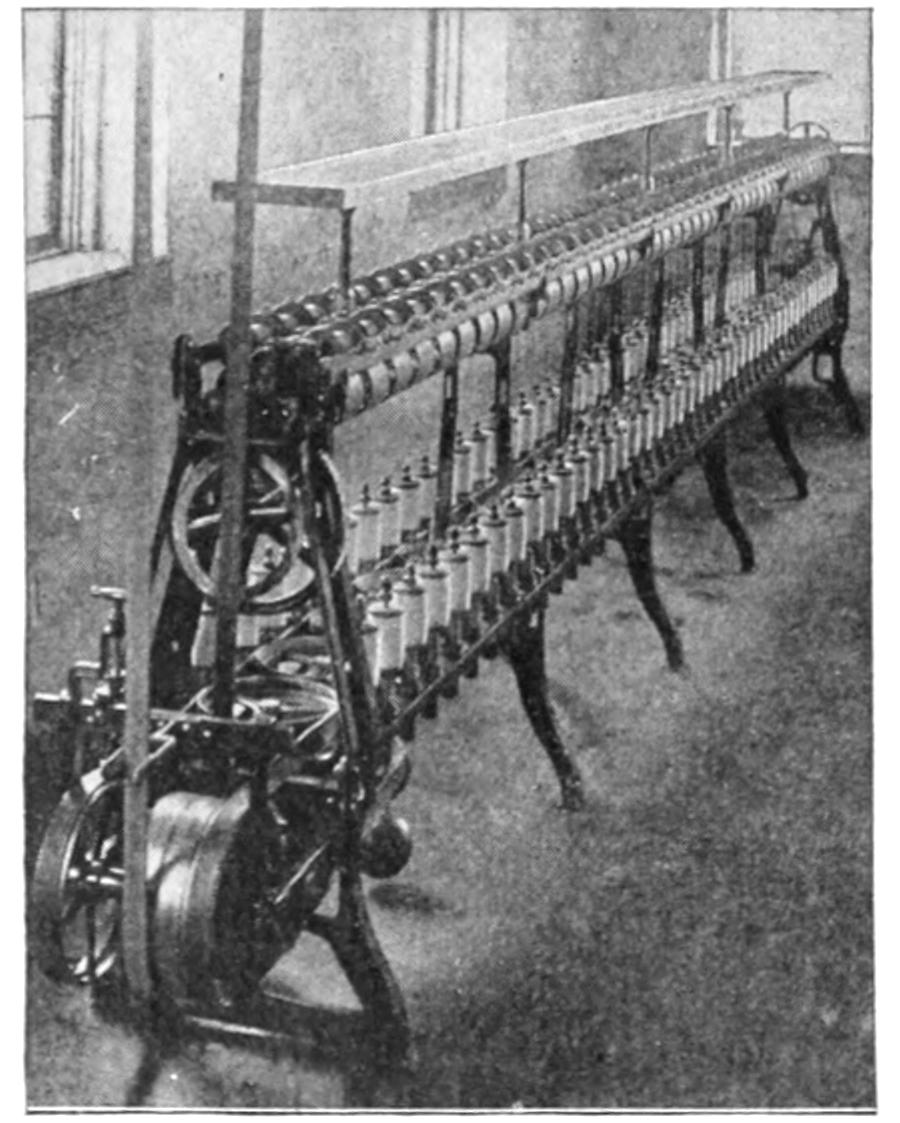
SPINNING SILK.[2]
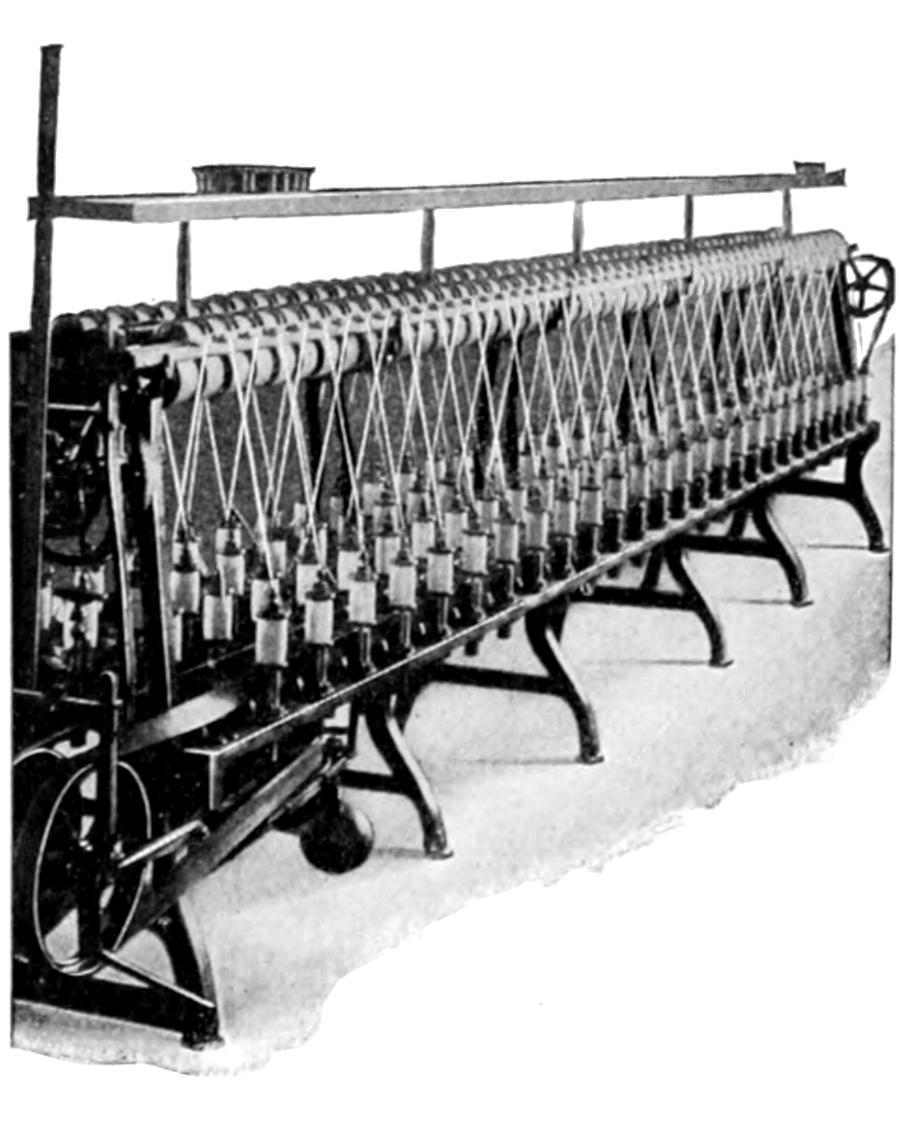
TWISTING SILK.[2]
A transferring machine combines two or three of these strands; two for sewing silk and three for machine twist; and the bobbin next goes on to the “twisting machine”—a machine that is similar to a “spinner,” but the silk is twisted in the opposite direction from the spinning. To stand before these[121] machines and watch how rapidly and how accurately they do the work assigned them is a revelation. No one realizes how nicely the parts are adjusted. If but one tiny strand breaks that part of the machinery is stopped by an automatic device which works instantaneously. After twisting, the silk is stretched by an ingenious machine called a “water-stretcher.” This smooths and consolidates the constituent fibers, giving an evenness to the silk not to be obtained by any other known process. The bobbins are placed in water and the silk is wound on to the lower of the two copper rolls. From the lower roll it passes upward to the upper roll, which turns faster than the lower one, thereby stretching the silk. From the upper roll it passes again on to a bobbin.
SILK THREADS READY FOR THE WEAVER
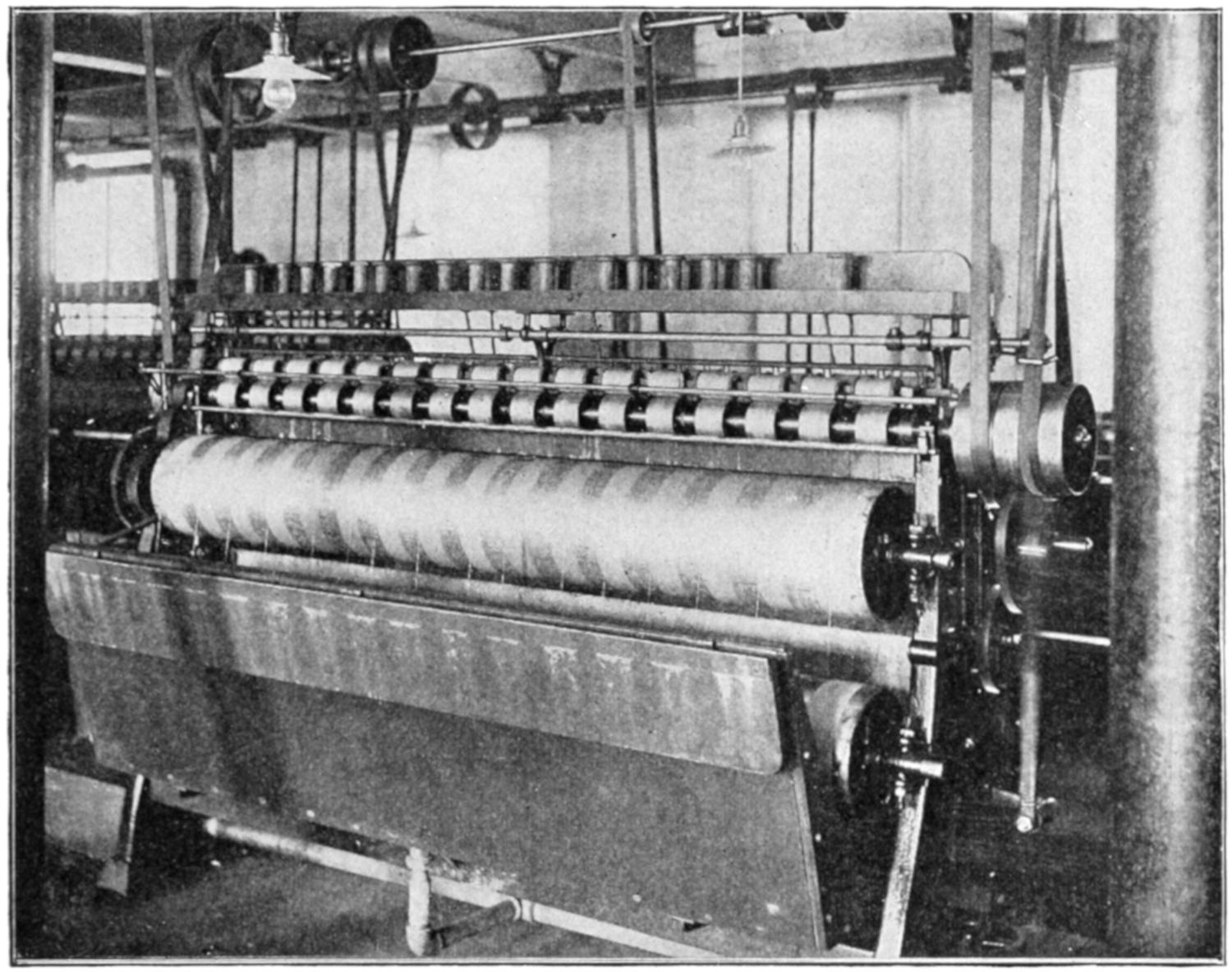
WATER STRETCHER—MAKING THE SILK THREAD SMOOTH.
The dyeing process is a very important one, and upon its success depends the permanency of the various colors.
Vast tubs, tanks, and kettles surround you on every side, and the hissing steam seems to spring from all quarters. The “gum” of the silk is first boiled out by immersion in strong soapsuds for about four hours. The attendants, standing in heavy “clogs” (big shoes with wooden soles two inches thick), turn the silk on the sticks at intervals until the gum is removed. After the silk is dyed it is put into a “steam finisher,” a device looking like a long, narrow box with a cover opening on the side, set upright on top of an iron cylinder. The hanks of silk are placed upon two pins in the steam chest, the cover fastened, and the live steam rushes in around the silk. This brightens the silk, giving it the lustrous, glossy appearance.
The editors are indebted to the Corticelli Silk Mills, Florence, Mass., for this story of how silk is made, as well as for permission to use their splendid life-like copyrighted photographs of the silkworm. Many teachers will be glad to know that they can obtain from the Corticelli Silk Mills, at slight expense, specimen cocoons and other helps for object lesson teaching.
[122]
The galago, or flying lemur. This singular animal is a native of the Indian Archipelago. It is from 2 ft. to 3 ft. in length, and is furnished with a sort of membrane on each side of its body connecting its limbs with each other; this is extended and acts as a parachute while taking its long leaps, which measure about 300 ft. in an inclined plane. The kangaroo can leap with ease a distance of between 60 ft. and 70 ft. and can spring clean over a horse and take fences from 12 ft. to 14 ft. in height. The animals that can leap the greatest distance in proportion to their size are the flea and the grasshopper, the former being able to leap over an obstacle five hundred times its own height, while the grasshopper can leap for a distance measuring 200 times its own length. The springbok will clear from 30 ft. to 40 ft. at a single bound. The flying squirrel, in leaping from tree to tree often clears 50 ft. in a leap. This animal also has a broad fold of skin or membrane connecting its fore and hind legs. A steeplechase horse, called The Chandler, is reported to have covered 39 ft. in a single leap at Warwick some years ago. Some species of antelopes can make a leap 36 ft. in length and 10 ft. in height. A lion and a tiger each clear from 18 ft. to over 20 ft. at a bound while springing on their prey. A salmon often leaps 15 ft. out of the water in ascending the falls of rivers.
The term covers all forms of secret voting, as in early times such votes were determined by balls of different colors deposited in the same box, or balls of one color placed in various boxes. The Greeks used shells (ostrakon), whence we derive the term ostracism. In 139 B.C. the Romans voted by tickets. The ballot was first used in America in 1629, when the Salem Church thus chose a pastor. It was employed in the Netherlands in the same year, but was not established in England until 1872, although in Scotland it was used in cases of ostracism in the 17th century. In 1634 the governor of Massachusetts was elected by ballot, and the constitutions of Pennsylvania, New Jersey and North Carolina adopted in 1776, made this method of voting obligatory. The ballot progressed slowly in the Southern States, Kentucky retaining the viva voce method until a comparatively recent date. In certain states, the constitutions stipulate that the legislature shall vote viva voce, i. e., cast their votes orally. Since 1875 all congressmen have been elected by ballot. In 1888 the Australian ballot system, which requires the names of all the candidates for the various offices to be placed on one large sheet of paper, commonly known as a “blanket” ticket, was adopted in Louisville, Ky., and some sections of Massachusetts. It is now in very general use in this country. The voter, in the privacy of an individual booth, indicates his preference by making a mark opposite a party emblem or a candidate’s name. This system originated in 1851 with Francis S. Dutton, of South Australia, and Henry George, in a pamphlet, “English Elections,” published in 1882, was the first to advocate it in the United States. The first bill enacting it into a law here was introduced in the Michigan legislature in 1887, but it did not pass until 1889.
The term is applied usually to a public vehicle, known in England as a “two-wheeler,” or “Hansom” (from the name of the inventor), and drawn by one horse. In a hansom cab, the passenger or hirer of the vehicle sits immediately in rear of the dashboard, the driver sitting on an elevated perch behind, the reins being passed over the top. The term cab is sometimes also applied to a four-seated, closed or open carriage, drawn by one or two horses, the driver sitting in front. The term is also applied to the covered part of a locomotive, in which the engineer and fireman have their stations. The word cab is derived from the cabriolet, a light one-horse carriage, with two seats[123] and a calash top. In London, England, the cab or hansom was called the “gondola” of the British metropolis by Disraeli.
A fabric of cotton cloth, the name being derived from the city of Calicut, in Madras, where it was first manufactured, and in 1631 brought to England by the East India Company. Calico-printing, an ancient Indian and Chinese art, has become a great industry in this country and in Britain, as well as in Holland.
The stick on postage stamps so generally used today was invented by an Englishman James Chalmers in 1834. The English Government passed a bill calling for uniform postage of One Penny in 1840 and furnished envelopes bearing stamps printed on them. The people did not like them, however, and the adhesive stamp invented by Chalmers was substituted. The first stamps used in America were introduced in 1847. People have, it seems, always preferred to lick their postage stamps.
It is said that there are more than 3,400 languages, including dialects, in the world. Most of them belong, of course, to savage or uncivilized people. There are said to be more than 900 languages used in Asia, almost 600 in Europe, 275 in Africa and more than 1,600 languages and dialects which are American.
The mine that goes farther down than any other in the world is the rock salt mine near Berlin, Germany which is 4,175 feet. It is not, however, straight down but somewhat slanting. The Calumet Copper Mine near Lake Superior is at a depth in some places of 3,900 feet.
The deepest boring in the world is an artesian well at Potsdam, Missouri, which is 5,500 feet deep or more than one mile straight down.
WHAT PRODUCES
THE COLORS WE SEE?
What is termed the color-sense is the power or ability to distinguish kinds or varieties of light and their distinctive tints. We owe the faculty of doing this to the structure of the eye and its elaborate connecting nerve machinery. The eye in man is specially sensitive to light, and the sensations we feel through it enables us to distinguish the different colors. Over 1,000 monochromatic tints are said to be distinguishable by the retina of the eye, though these numerous tints are, in the main, merely blendings or combinations of the three primary color-sensations, the sense of red, of green and of violet. Each of these colors, it has been demonstrated, is produced by light of a varying wave length, while white light is only light in which the primary colors are combined in proper proportion. Colored light, on the other hand, as Newton proved, may be produced from white light in one of three ways: First, by refraction in a prism or lens, as observed in the rainbow; second, by diffraction, as in the blue color of the sky, or in the tints seen in mother-of-pearl; and third, by absorption, as in the red color of a brick wall, or in the green of grass—the white light which falls upon the wall being wholly absorbed, save by the red, and all that falls upon the grass being absorbed except the green. In art, color means that combination or modification of tints which is specially suited to produce a particular or desired effect in painting; in music, the term denotes a particular interpretation which illustrates the physical analogy between sound and color.
The term was applied originally to New York City when slavery existed there. According to a myth or legend, a person named Dixie owned a tract of land on Manhattan Island and had a large number of slaves. As Dixie’s slaves increased beyond the requirements of the plantation, many were sent[124] to distant parts. Naturally the deported negroes looked upon their early home as a place of real and abiding happiness, as did those from the “Ole Virginny” of later days. Hence “Dixie” became the synonym for a locality where the negroes were happy and contented. In the South, Dixie is taken to mean the Southern States. There the word is supposed to have been derived from Mason and Dixon’s line, formerly dividing the free states from the slave states. It is said to have first come into use there when Texas joined the Union, and the negroes sang of it as Dixie. It has been the theme of several popular songs, notably that of Albert Pike, “Southrons, Hear Your Country Call”; that of T. M. Cooley, “Away Down South where Grows the Cotton,” and that of Dan Emmett, the refrain usually containing the word “Dixie” or the words “Dixie’s Land.” During the Civil War, the tune of “Dixie” was to the Southern people what “Yankee Doodle” had always been to the people of the whole Union and what it continued, in war times, to be to the Northern people, the comic national air. The tune is “catchy” to the popular ear and it was played by the bands in the Union army during the war as freely as by those on the other side. During the rejoicing in Washington over the surrender of Lee at Appomattox, a band played “Dixie” in front of the White House. President Lincoln began a short speech, immediately afterward, with the remark, “That tune fairly belongs to us now; we’ve captured it.”
The third planet in order of distance from the sun, Mercury and Venus being nearer to it. It is in shape a sphere slightly flattened at the poles and bulged at the equator, hence it is called an oblate spheroid. The equatorial diameter or axis measures 7,926 miles and 1.041 yds., and the polar diameter is 7,899 miles and 1.023 yds. The earth revolves upon its axis, completing its diurnal or daily revolution in a sidereal day, which is 3 minutes and 55.9 seconds shorter than a mean solar day. It revolves around the sun in one sidereal year, which is 365 days, 6 hours, 9 minutes, and 9 seconds. Its orbit or path around the sun is an ellipse, having the sun in one of the foci. The earth’s mean distance from the sun is 93,000,000 miles. Its axis is inclined to the plane of its orbit at an angle of 23° 27′ 12.68″. The circumference at the equator measures 24,899 miles. The total surface is 196,900,278 sq. miles, and the solid contents is 260,000,000,000 cubic miles. As we descend into the earth the temperature rises at the rate of 1° Fahr. for every 50 ft. At the depth of 10 or 12 miles the earth is red-hot, and at a depth of 100 miles the temperature is such that at the surface of the earth it would liquefy all solid matter in the earth.
Hail is the name given to the small masses of ice which fall in showers, and which are called hailstones. When a hailstone is examined it is found usually to consist of a central nucleus of compact snow, surrounded by successive layers of ice and snow. Hail falls chiefly in Spring and Summer, and often accompanies a thunderstorm. Hailstones are formed by the gradual rise and fall, through different degrees of temperature (by the action of windstorms), and they then take on a covering of ice or frozen snow, according as they are carried through a region of rain or snow.
With regard to rain, it may be said, in popular language, that under the influence of solar heat, water is constantly rising into the air by evaporation from the surface of the sea, lakes, rivers, and the moist surface of the ground. Of the vapors thus formed the greater part is returned to the earth as rain. The moisture, originally invisible, first makes its appearance as cloud, mist or fog; and under certain atmospheric conditions the condensation proceeds still further until the moisture falls to the earth as rain. Simply and briefly, then, rain is caused by the cooling of the air charged with moisture.
[125]
It is strange, isn’t it, that almost every animal, excepting man and possibly the monkey, knows how to swim naturally; others such as birds, horses, dogs, cows, elephants, can swim as soon as they can move about alone.
The trouble with man in this connection is that his natural motion is climbing. He has been a climber ever since he was developed from the monkey, and when you throw him into the water before he has learned to swim, he naturally starts to climb and as a climbing motion won’t do, for swimming, the man will drown.
This climbing motion is as much of an instinct in man and monkeys as the instinct in dogs which causes him to turn round once or twice before he lies down just as his forefathers used to do ages ago when, as wild dogs, they first had to trample the grass before they could lie down comfortably.
I suppose you mean the instances when you get cold while in a warm room even when you are perfectly well. This will happen often when all of the moisture in the room outside of what is in your body, is evaporated by the heat in the room. The remedy is, of course, to keep a pan of water some place in the room as the air has become too dry.
While heat is necessary to evaporate water, the process of evaporation produces cold. The quicker the evaporation the sharper the cold feeling produced. Now your body is continually evaporating the water from your body which comes out in the form of perspiration through the pores of the skin. This is one of nature’s ways of taking the impurities and waste out of the body. You know, of course, don’t you, that more than one-half the waste material which the body expels from the system comes out through the pores of the skin rather than through the canals.
When the air in the room becomes too dry, the evaporation on the outside of the body proceeds faster and makes you cold. By keeping water in some vessel in the room you keep the air of the room from becoming too dry.
The wisdom teeth are the two last molar teeth to grow. They come one on each side of the jaw and arrive somewhere between the ages of twenty and twenty-five years. The name is given them because it is supposed that when a person has developed physically and mentally to the point where he has secured these last two teeth he has also arrived at the age of discretion. It does not necessarily mean that one who has cut his wisdom teeth is wise, but that having lived long enough to grow these, which complete the full set of teeth, the person has passed sufficient actual years that, if he has done what he should to fit himself for life, he should have come by that time at the age of discretion or wisdom. As a matter of fact these teeth grow at about the same age in people whether they are wise or not.
Freckles are generally caused by the exposure of unprotected parts of the body to the sun, but this will not cause freckles on all people. Only people with certain kinds of sensitive skins freckle. What happens when freckles are produced in this way is this: The sunlight shining on the face, neck or arms of anyone who has a tendency to freckle, has a peculiar action on certain cells of the skin which produces a yellowish brown coloring pigment, which remains for a time.
Then again the skins of some people are so peculiarly sensitive the cells develop this kind of coloring matter in almost any kind of light and such people are, so to speak, apt to be freckled for life.
[126]
First successful power-driven aeroplane. The Langley monoplane with steam engine, which flew over the Potomac River in 1896.
HOW MAN
LEARNED TO FLY
Man’s desire to conquer the air is older than recorded history. When a kite was flown for the first time the principle of aviation, or dynamic flight, was uncovered. For centuries man has sought the mechanical equivalents for the things that keep a kite flying steadily in the air,—the power that lies in the cord that keeps a kite headed into the wind; an equivalent for the wind’s own power; an equivalent for the tail which controls the kite’s lateral and longitudinal balance.
Each separate part of the modern flying machine, or aeroplane, was worked out long ago, with the exception of the gas engine light enough and reliable enough to be used for this work. The present generation knows dynamic flight as a commonplace thing, not because we are so much more clever than previous generations in designing flying machines, but because of the development of the modern gasoline or internal combustion engine.
No one invented flying, nor did any one man invent all the separate parts of the flying machine. They are the result of evolution,—of the combined work and thought of hundreds of men, many of whose names are unrecorded. To attempt to find the true beginning of the modern flying machine would be as difficult as attempting to discover who planted the seed of the tree from which one has gathered a rose. But the tree from which all the flying machines, or aeroplanes, of today have sprung undoubtedly is Dr. Samuel Pierpont Langley, third secretary of the Smithsonian Institution.
Taking the most conspicuous names of scientists who worked out various details of the aeroplane during the past century we find that a century ago Sir George Cayley built a machine on lines very similar to those accepted today, and he went so far as to foretell the[127] necessity of developing the internal combustion engine before dynamic flight could be a success. Mr. F. H. Wenham, in 1866, also built a flying machine along conventional lines and tried to fly it with a steam engine, which of course, proved too heavy.
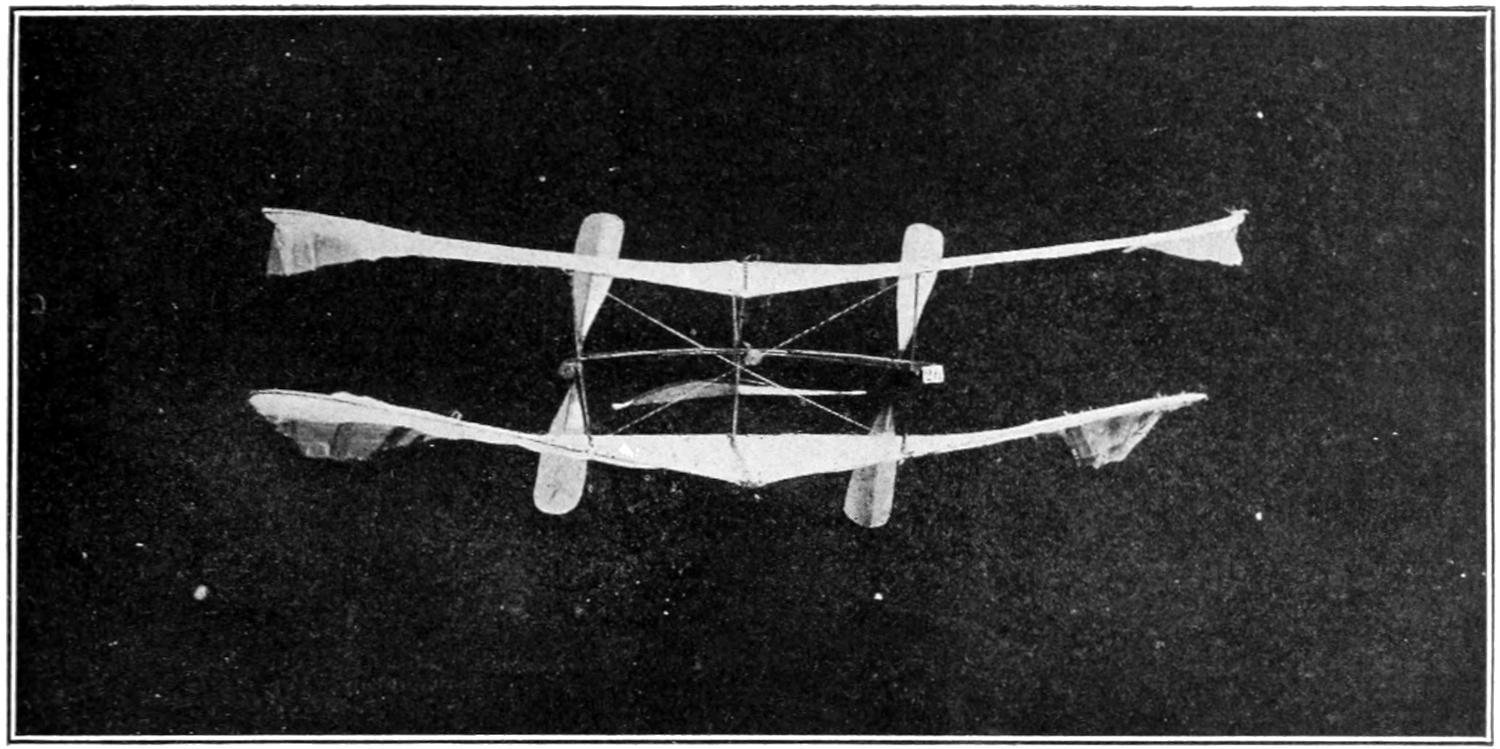
One of Dr. Langley’s first models; a biplane with flexible wing-tips and twin propellers. 1889.
EARLY TYPES OF
FLYING MACHINES
M. A. Penaud, a Frenchman, in experimenting with models, seems to have been the first to discover the necessity of vertical and horizontal rudders in maintaining balance. Mr. Horatio Phillips, an Englishman, discovered, and patented, the use of curved instead of flat surfaces for the planes. Otto and Gustav Lilienthal are said to have been the first to attempt to balance aeroplanes by flexing or bending the wings. Various others, including Messrs. Richard Harte, Boulton, Mouillard, worked out ideas for balancing machines by the use of auxiliary planes which could be set at different angles with regard to the line of flight, thus forcing the machines to different positions by the force of the air rushing against them.
Dr. Langley, trained in scientific investigation, conducted an elaborate series of experiments covering many years and costing thousands of dollars to test and prove the value of the claims of the earlier investigators. Some things which he thought he was the first to discover,—such as the effect of the vertical and horizontal rudders,—he later found had already been proven by others. Independently he covered the entire field of experiment and after building hundreds of small models he succeeded, in 1896, in making a machine weighing several pounds equipped with a very light steam engine which flew safely as long as the fuel lasted. For his early experiments Dr. Langley was afforded financial assistance by Mr. William Thaw of Pittsburg. After the success of his small machines Dr. Langley was asked to undertake the construction of a large, man-carrying machine, and Congress voted him $50,000 to carry on the work. A large share of this was spent on the development of a very light gasoline engine. The machine finally was completed, but was twice broken through defective launching apparatus. Congress and Dr. Langley were so ridiculed by the public press that the machine was temporarily abandoned. Not, however, until after Dr. Langley had successfully flown a steam driven machine much larger than many of the racing aeroplanes of today.
But eight years after Dr. Langley’s death, which is said to have been due[128] to the heart-breaking disappointment he suffered in trying to demonstrate the large machine, Glenn H. Curtiss, at the request of the Smithsonian Institution, rebuilt the old Langley machine and succeeded in making a flight with it at Hammondsport, N. Y., on May 28, 1914.
THE FIRST MAN-CARRYING AEROPLANE
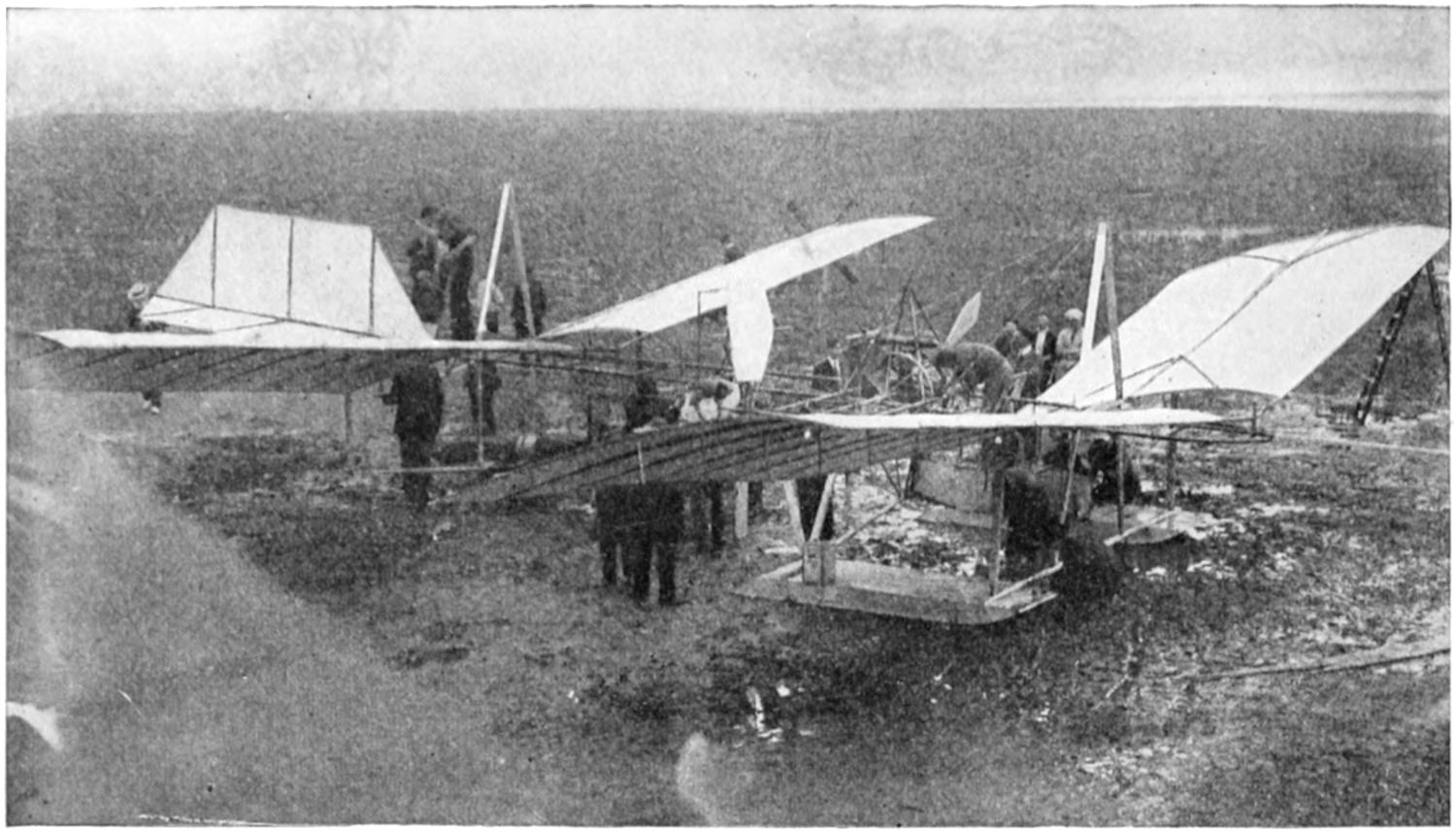
First successful man-carrying aeroplane. Designed by Dr. Langley in 1898; flown by Glenn H. Curtiss at Hammondsport, N. Y., 1914.
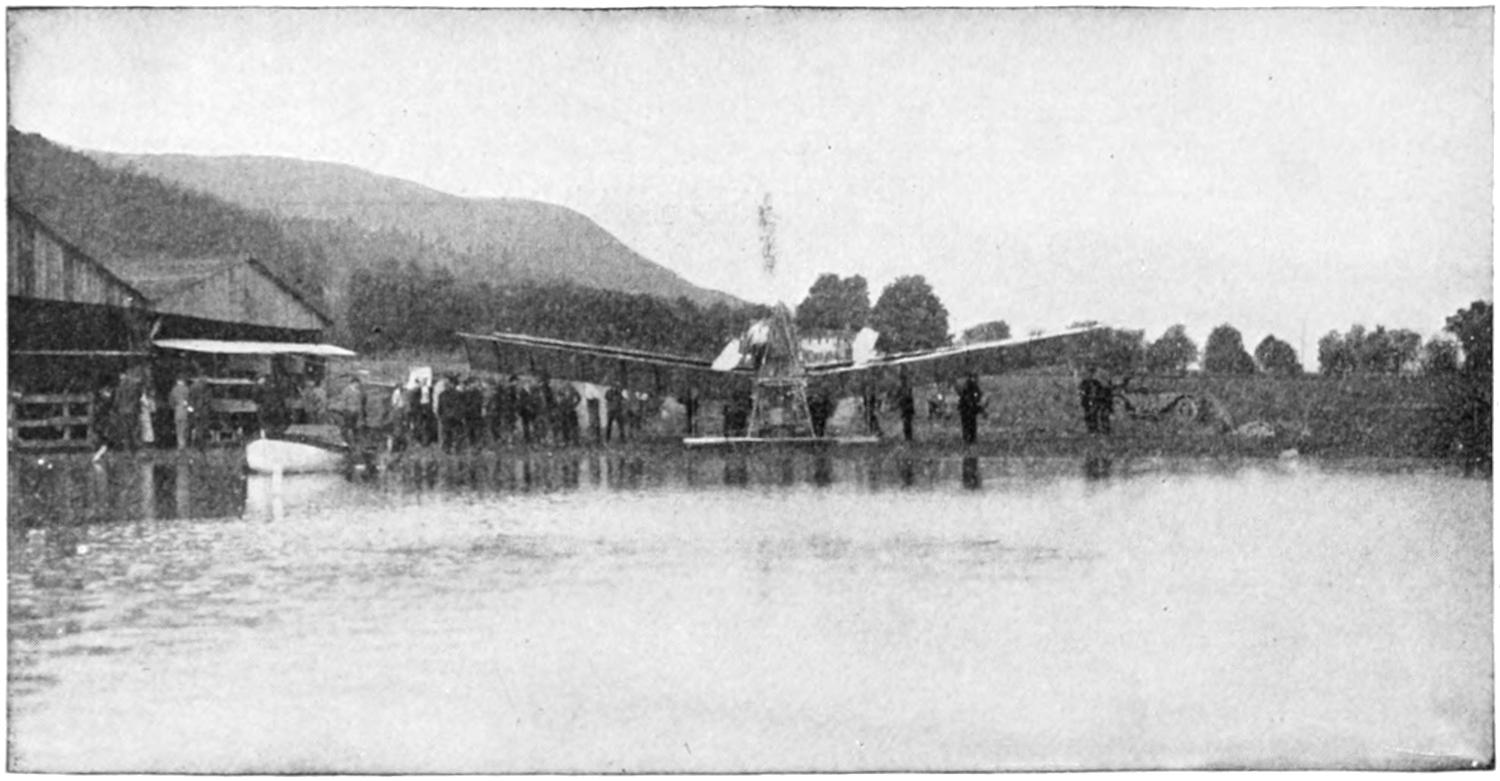
Front view of big Langley machine in 1914.
While longer flights probably will be made with this machine none will attain greater importance, because this first flight with it was sufficient to establish for all time the fact that Dr. Langley built the first man-carrying machine equipped with a gasoline engine and able to fly and raise itself with its[129] own power. This was considerably more than was accomplished by other machines for some time after Dr. Langley’s death. The Langley machine not only lifted the weight it was designed to fly with, but also carried pontoon and other fittings, added by Mr. Curtiss to make flight from the water possible, which added 340 pounds to the original weight of the machine.
THE MACHINE WITH WHICH BLERIOT FLEW IN EUROPE
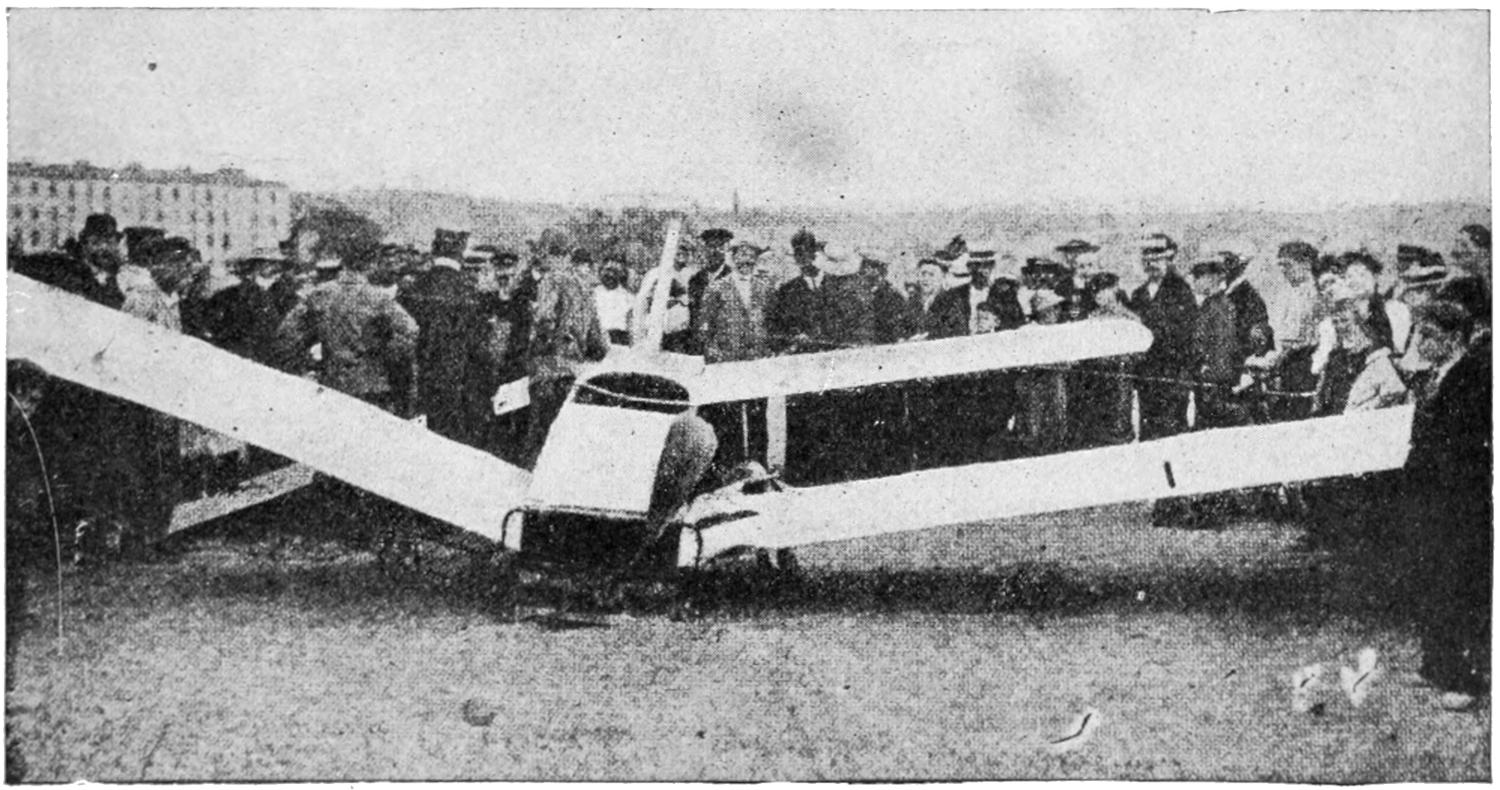
Copy of early Langley model with which Bleriot made first circular flight in Europe.
The connection between Dr. Langley’s work and present machines is now very easy to trace, though not obvious until 1911, when the Smithsonian Institution published memoirs written by Dr. Langley in 1897, and some memoirs of Mr. Octave Chanute, a French engineer who resided in Chicago, and who forms one of the main connecting links. The chain is practically completed by notes left by the late Lieut. Thomas Selfridge, U. S. A., America’s first martyr to aviation.
Dr. Langley’s knowledge is represented in modern aviation by three distinct lines. The central and most direct line is through Dr. Alexander Graham Bell, inventor of the telephone, to the Aerial Experiment Association, and thence to Mr. Glenn H. Curtiss, and finds its expression in what is known as the Curtiss type of machines.
Another line is that carried by a Mr. A. M. Herring to Mr. Chanute and by him transmitted to Mr. Wilbur Wright, finding expression in the Wright type of biplane.
The third line is that leading to the modern monoplane school; M. Bleriot having first copied in toto the tandem monoplane form, generally known as the Langley type, and later, with the development of better gasoline engines, developing into the monoplane as known today.
With the exception of M. Bleriot it is doubtful if the others fully realized the source of their inspiration,—not to call it information.
Dr. Bell was interested in Dr. Langley’s work for more than ten years before Dr. Langley gave up. He observed many of the trials, and his reports of the first successful flights are incorporated in the official publications of the Smithsonian Institution. Dr. Bell began some independent experiments, but following Dr. Langley’s death he formed the Aerial Experiment Association, to carry on the work left by Dr. Langley. The members of this organization were, Mr. Curtiss, at that[130] time the most successful builder of light motors; Lieut. Thomas H. Selfridge, U. S. A.; Mr. J. A. D. McCurdy and Mr. F. W. Baldwin, two young Canadian engineers. Mrs. Bell financed the project, furnishing the sum of $35,000 for the experiments.
WHAT TWO BROTHERS
ACCOMPLISHED FOR FLYING
The Wright Brothers, for Wilbur Wright was joined by his brother Orville in the experiments, were the first to reap success from the seeds of Dr. Langley’s sowing. Mr. Chanute had been experimenting with a biplane form of motorless glider with little success, because of lack of means for balancing the machines in the air, until he was joined by a former employe of Dr. Langley. He appears to have imparted to Mr. Chanute the secret of the stabilizing effect of the Penaud tail, or combination of vertical and horizontal rudders. Thereafter hundreds of successful gliding flights were made with the Chanute biplane, though Chanute seems not to have grasped the full significance of the rudders,—though it was well understood by Dr. Langley. To the Chanute machine, as described to him, Mr. Wright added first the idea of flexing or warping the wings, after the fashion set by the Lilienthals. He found, however, as Dr. Langley had found years before, that in attempting to correct lateral balance in this way caused the aeroplane to swerve to such an extent that the fixed vertical rudder, as originally employed, did not correct the upsetting tendency that was developed. Mr. Wright then arranged his rudder in such a way that when the wing was warped the rudder turned in a way to offset the swerve. This combination was patented all over the world and has resulted in much complicated litigation.
To this machine the Wright Brothers added a gasoline motor in December, 1903, and with it made numerous flights during 1904-5. Their claims were not generally credited however until a later date for their experiments had been conducted with considerable secrecy, and during 1906, 1907 and until late in 1908 they did no more flying.
In the meantime M. Bleriot had made a copy of one of the early Langley tandem monoplane models and made some fairly successful flights with it in Europe. Later, as gasoline motors developed in power for weight, he reduced the rear surface until the modern monoplane evolved.
While Bleriot was working in Europe, Dr. Bell’s Aerial Experiment Association in America was evolving still another type of machine, and the members of the association made the first successful public flights in America. Mr. Curtiss won the Scientific American Trophy for the first time on July 4th, 1908, by a straightaway flight of more than a kilometer. The balancing system employed by the A. E. A. differed from that employed by the Wrights and by Bleriot in that small auxiliary planes took the place of warping planes for righting the machine. This they claimed to be a superior method, first, because it eliminated the use of the rudder as being absolutely essential to the balance of the machine; second, because it enabled them to make the main planes rigid throughout, and consequently stronger than the flexible planes.
There are several other names that must be mentioned in connection with the early history of successful flight; these are the Frenchmen, Messrs. Henri Farman, Maurice Farman, the brothers Voisin, and Santos Dumont. These produced some of the first notably successful aeroplanes in Europe but seem to have discovered nothing which has had any marked effect upon the later development of flying machines. M. Farman adopted the auxiliary planes used by the A. E. A. and modified them to suit his ideas.
WONDERFUL RECORDS
OF AEROPLANES
Volumes could be, in fact, have been written about the exploits of the first demonstrators of the practical heavier-than-air flying machines,—of the crossing of the English Channel by Bleriot, of the flights by Wilbur Wright at Rheims, France; of Mr. Curtiss’ winning of the first Gordon Bennet International speed trophy and his flight[131] down the Hudson from Albany to New York; of Orville Wright’s flight at Fort Meyer, and the death of Lieut. Selfridge who was flying with him. The barest record of these interesting accomplishments would fill volumes. Of the aeroplane proper it is enough to say here that since 1908 its development has been too rapid for accurate recording. In strength, in speed, in reliability, in size and carrying capacity, it has developed at a remarkable rate. At this writing the speed record is about 130 miles per hour; the duration record is more than 24 hours, non-stop; the distance record is some 1,300 miles in one day; the altitude record some 26,000 feet. New records succeed the old ones with such rapidity that probably before this can be printed all these present records will have been greatly eclipsed.
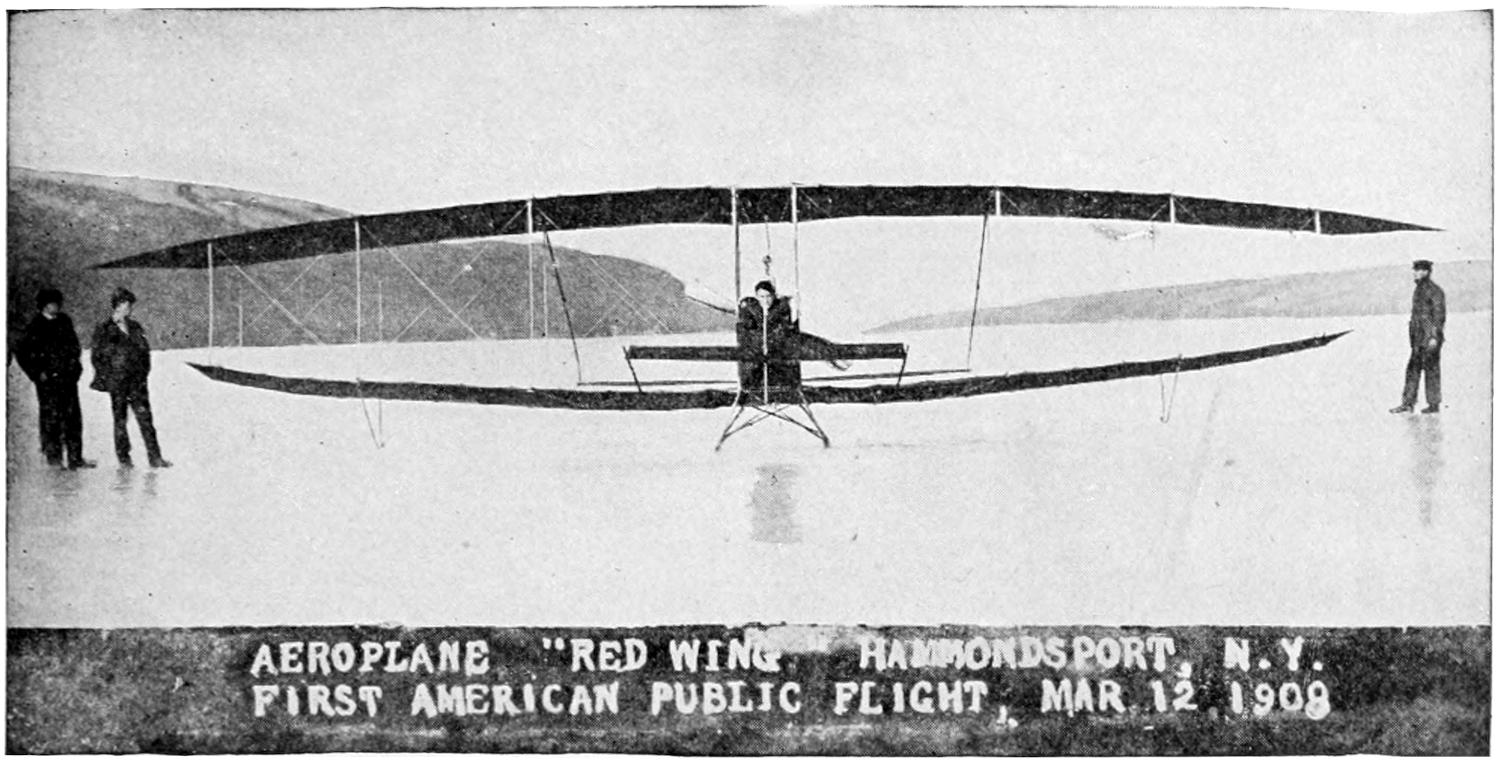
AEROPLANE “RED WING” HAMMONDSPORT, N.Y.
FIRST AMERICAN PUBLIC FLIGHT, MAR 12 1908
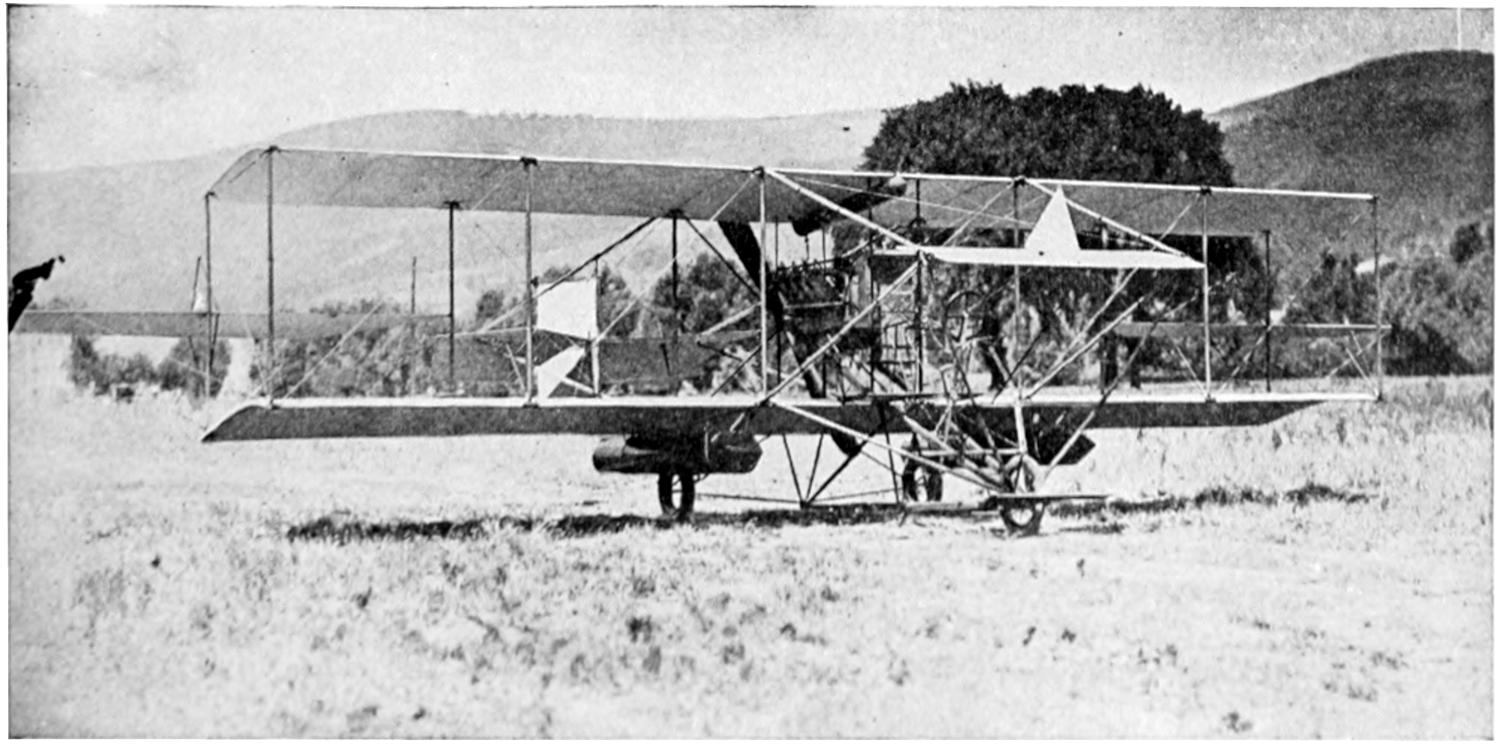
The biplane in which G. H. Curtiss flew from Albany to New York in 1910.
Meantime the aeroplane has developed greatly in other directions. In flying over land with the early types of machines many fatal accidents occurred, particularly to the fliers who gave exhibitions everywhere during 1909, 1910 and 1911. A majority of these accidents were indirectly due to the fact that a very smooth surface is required for landing a fragile machine running at high speed. The obvious expedient was to develop machines capable of rising from and alighting upon the water.
[132]
SOME FAMOUS FOREIGN MONOPLANES
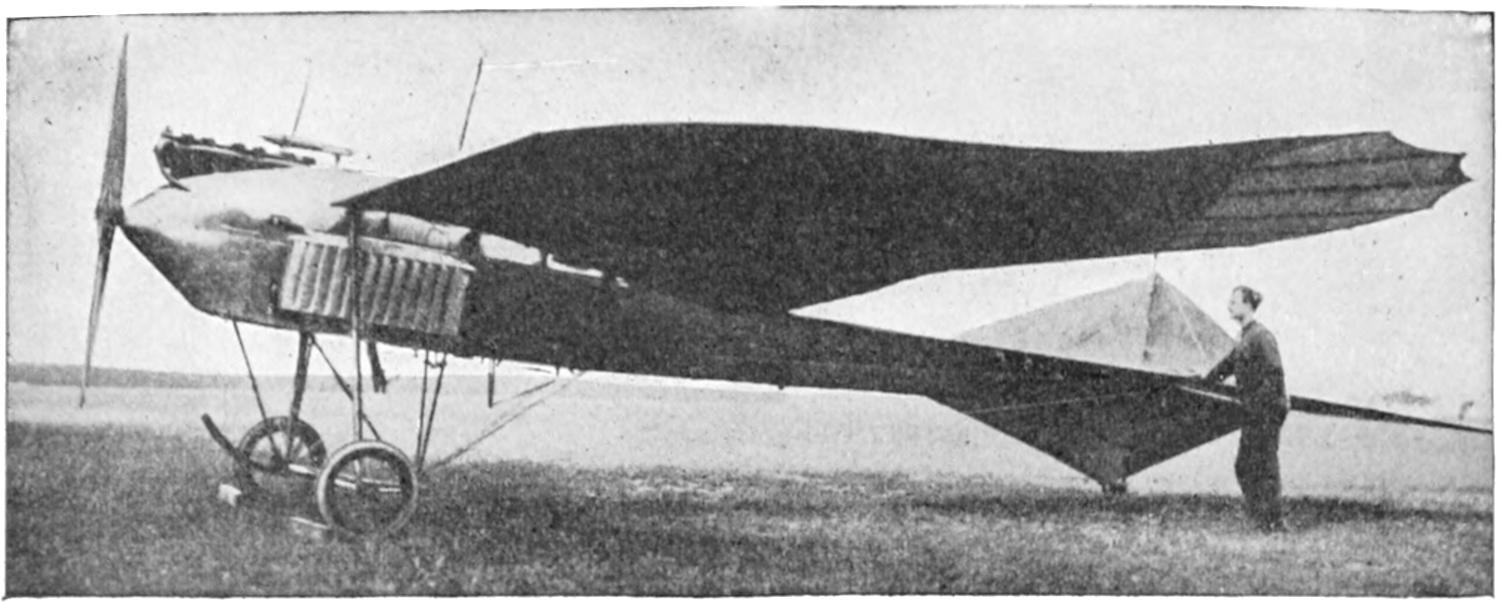
A modern German monoplane.
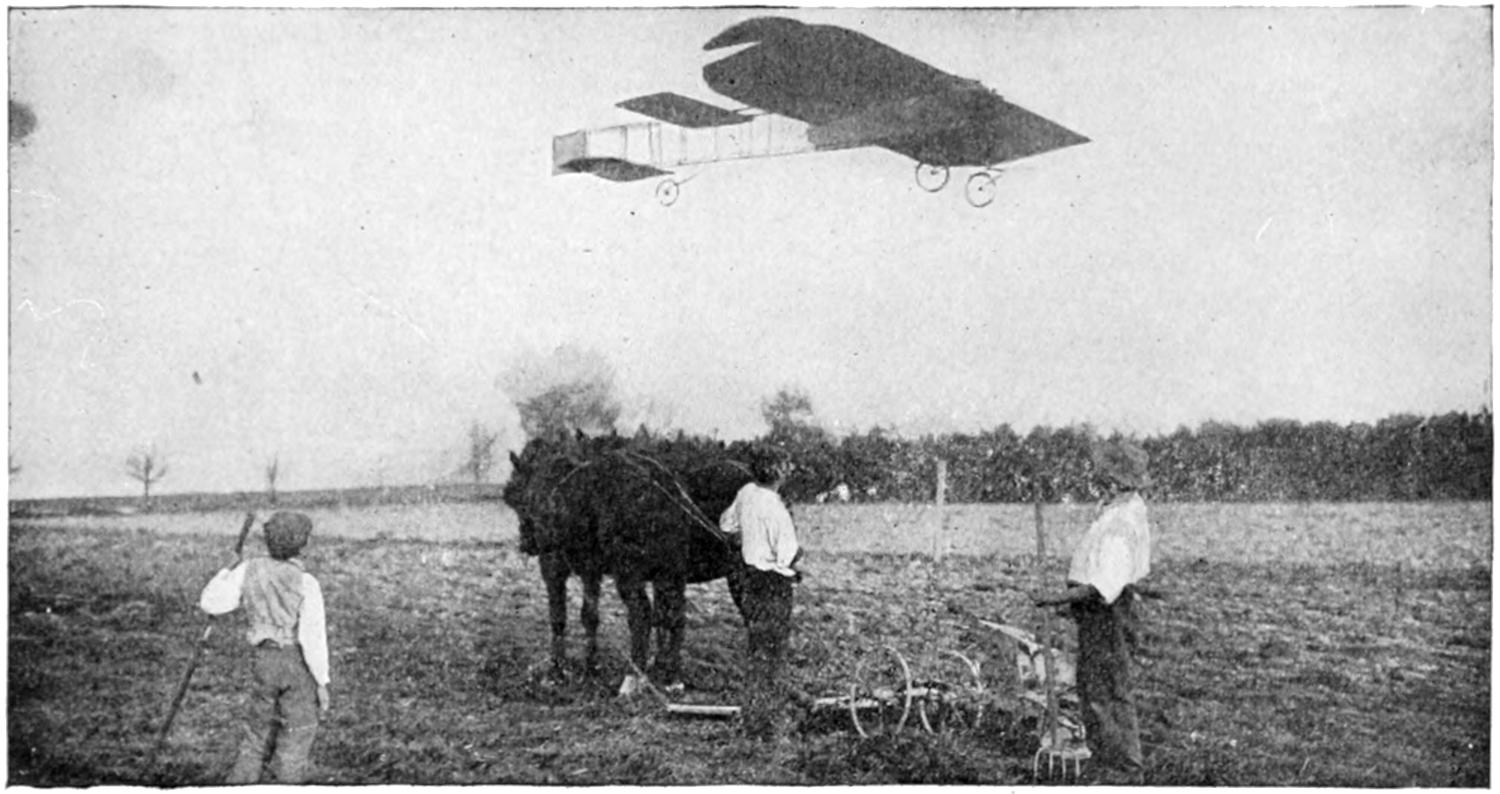
The machine in which Bleriot crossed the English Channel in 1909. A modified Langley type.
Rolland Garros and monoplane in which he flew across the Mediterranean Sea in 1914.
[133]
THE WONDERFUL
FLYING BOAT
During the winter of 1910 and 1911 Mr. Curtiss, who had continued independent experiments upon the disbandment of the Aerial Experiment Association, succeeded in producing the first machine to safely leave and return to the water. For the development and demonstration of this type of flying machine he was awarded the Aero Club of America Trophy, and when during 1912 he produced still another type of water flying machine, the Curtiss Flying Boat, he was again awarded the Aero Club Trophy and also voted a Langley Medal by the directors of the Smithsonian Institution.
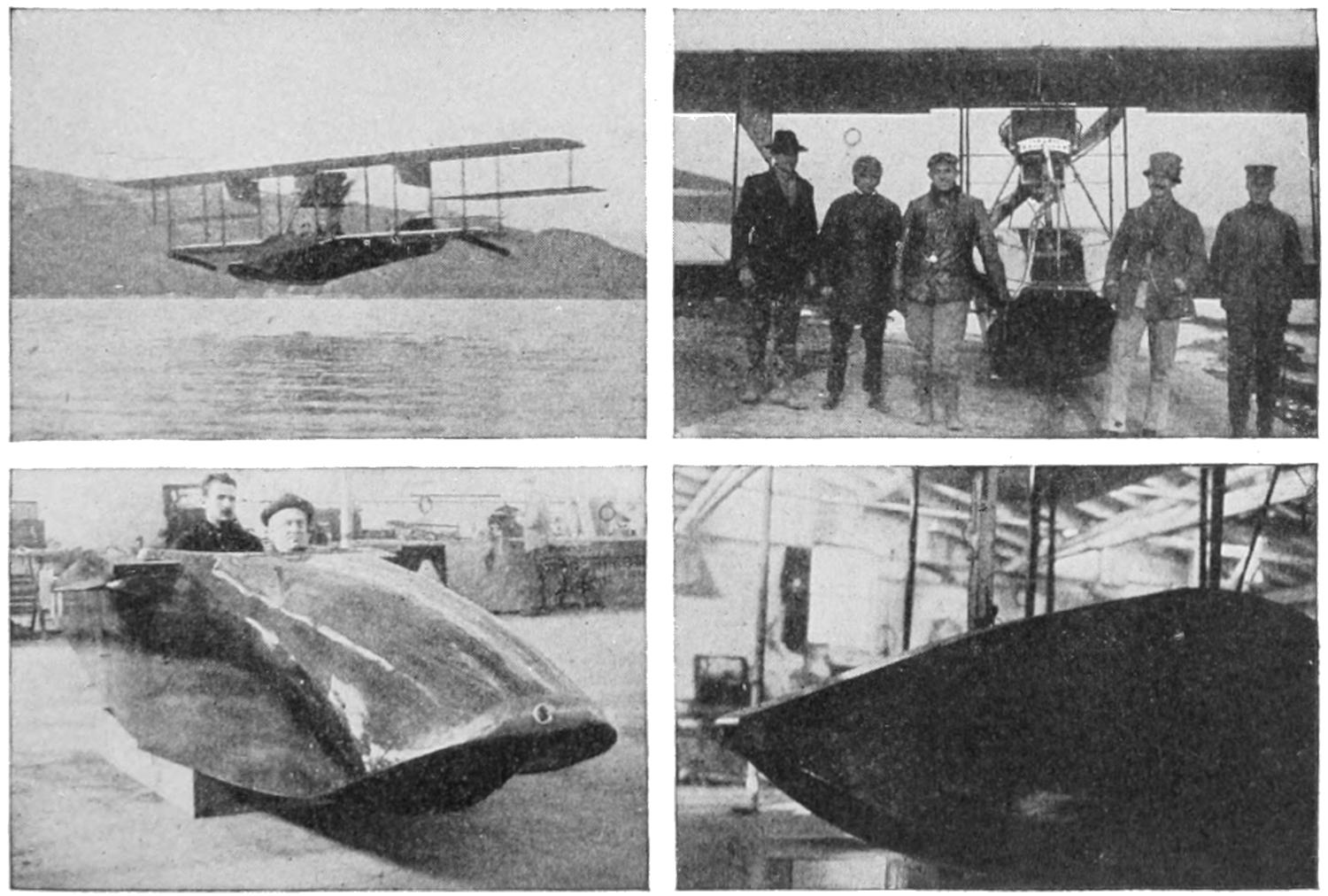
Different views of flying boat.
Not until the development of the flying boat did the general public begin to take a participative interest in aviation, but as soon as the comparative safety of this type of machine became apparent the new sport began to be taken up rapidly both in this country and in Europe. The experiences of naval fliers and amateurs alike went to show that water flying offered not only the fastest and most comfortable mode of rapid travel, but also the safest, for during 1913 several hundred thousand miles were flown by navy aviators and amateur enthusiasts in Curtiss water flying machines without a single serious accident.
What aviation will mean to future generations,—even to this generation in the course of a few years,—it would be foolhardy to try to guess. Mr. Rodman Wanamaker already has agreed to furnish the financial support for Mr. Curtiss’ attempt to build a machine to fly across the Atlantic Ocean, from America to Europe. If the venture is successful it is expected the crossing will be made in a fraction of the time taken by the fastest Transatlantic liners. The discovery of new metals and new manufacturing methods will certainly result in the development of light motors that may be relied upon to run for days without stopping, and automatically stable aeroplanes seem to be not far away. This will result in overland flight as safe and sure as we now enjoy over water.
[134]
INSIDE OF A MODERN FLYING BOAT
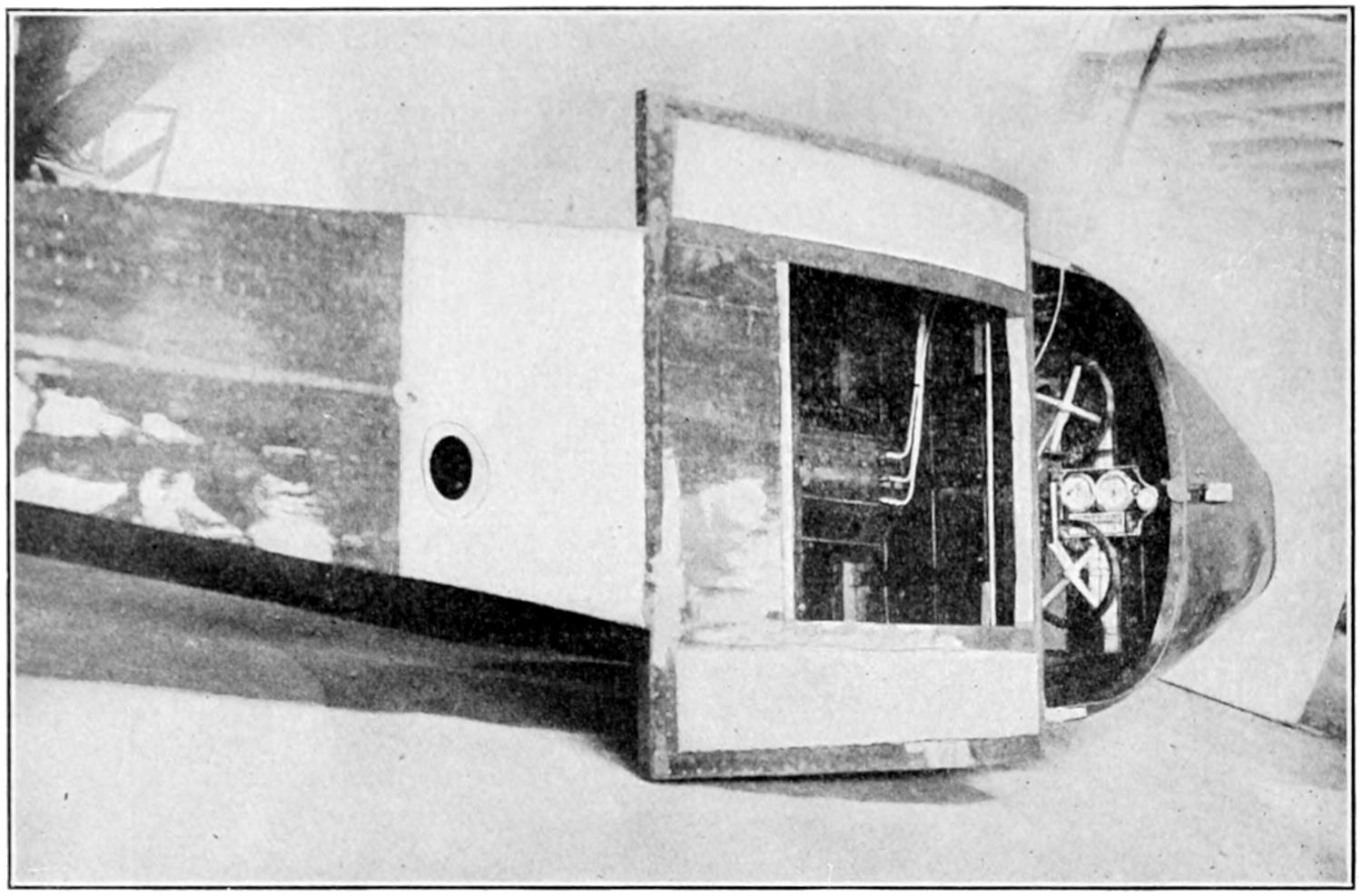
Interior arrangement of modern flying boat, showing fuel tank and instrument board.
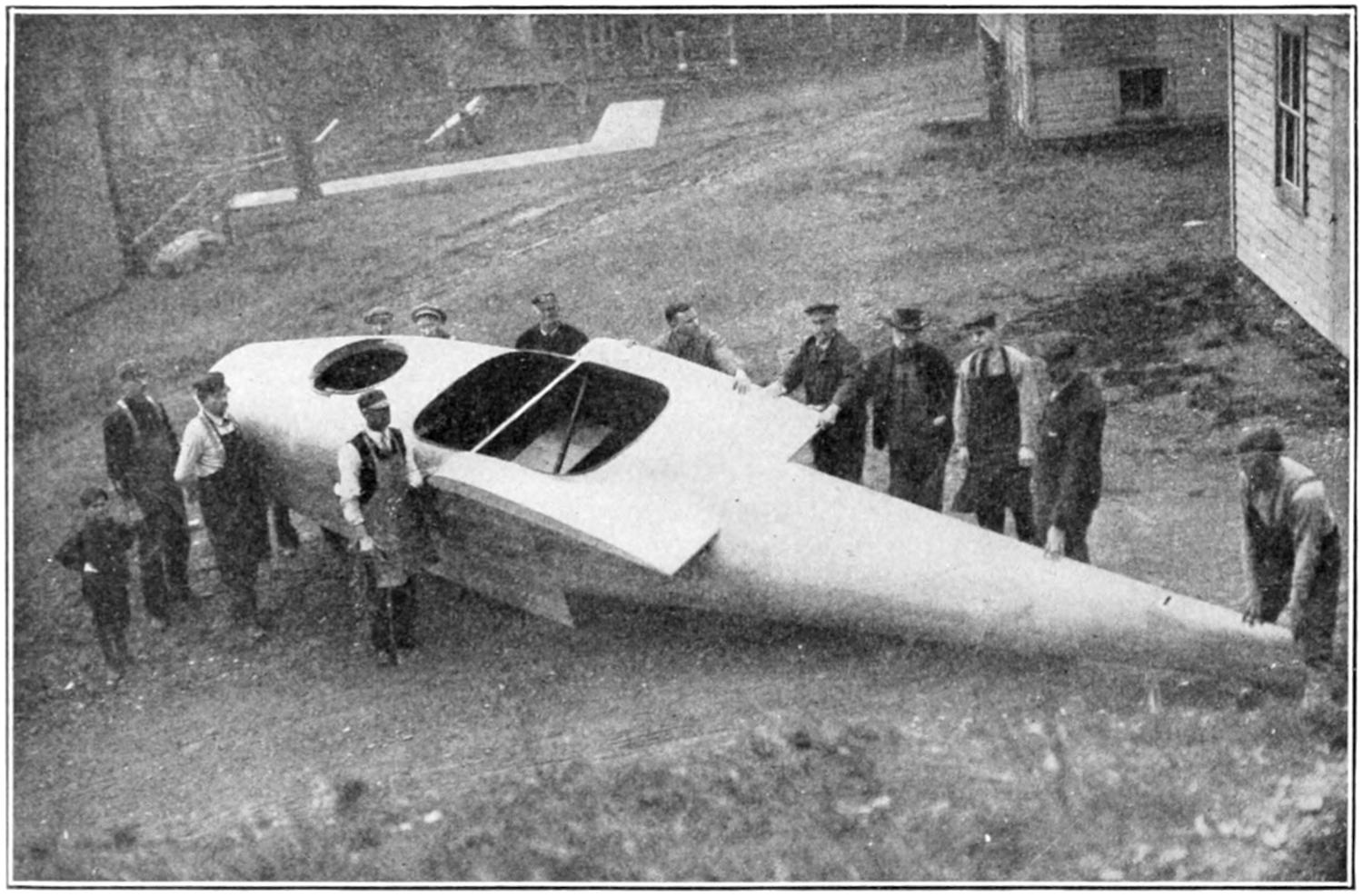
Six-passenger flying boat hull. This machine will fly 1,000 miles without stopping for fuel.
[135]
FUN IN A FLYING BOAT
Flying at speed of a mile a minute.
Monoplane flying boat, built for R. V. Morris.
In a flying boat on pleasure bent.
[136]
GREATEST PRESENT VALUE
OF AEROPLANE
At present the greatest value of the aeroplane seems to be for military reconnaissance and all the great powers are striving their utmost to secure supremacy in the air. France, Germany, Russia and England have to date spent millions in developing aeroplane fleets. Only the government of the United States has failed as yet to appreciate the military significance of the flying machine. If the relative aeronautical strength of the world’s nations were represented alphabetically the U. S. would naturally scarce have to change its initial, U being slightly in advance of Z which would stand for Zululand. But even with its modest equipment the navy fliers of the United States proved the great worth of the aeroplane and the flying boat, when during the recent trouble in Mexico the air scouts gathered in a few minutes information that could only have been secured by days of cavalry scouting before the advent of the flying machine. Indeed, the name of Lieut. P. N. L. Bellinger, the most able of the naval fliers at Vera Cruz, has figured more prominently in the despatches from the front than that of any other officer connected with the expedition.
Flying seems certain in the very near future to take its place as the fastest, safest and most comfortable mode of conveyance. The flying boat will render quickly accessible the vast country lying along the great rivers of South America, Africa, and Australia; it will bridge the great lakes and the oceans; bring near together the islands of the Pacific and Indian oceans. It will make imperative, because of the speed with which distances will be traversed, of a language common to all peoples; and treble man’s life without extending his years by making it possible to see and do three times as much in the same length of time.
TEN YEARS
OF FLYING
Ten years ago on that day, December 17, 1913, Wilbur and Orville Wright made four flights on the coast of North Carolina near Roanoke Island, a spot historic in America’s history as the site of the first English settlement in the Western Hemisphere.
Flying over military post in Curtiss biplane.
The first flight started from level ground against a 27-mile wind. After a run of 40 feet on a monorail track, the machine lifted and covered a distance of 120 feet over the ground in 12 seconds. It had a speed through the air of a little over 45 feet per second,[137] and the flight, if made in calm air, would have covered a distance of over 540 feet.
Altogether four flights were made on the 17th. The first and third by Orville Wright, the second and fourth by Wilbur Wright. The last flight was the longest, covering a distance of 852 feet over the ground in 59 seconds. After the fourth flight, a gust of wind struck the machine standing on the ground and rolled it over, injuring it to an extent that made further flights with it impossible for that year.
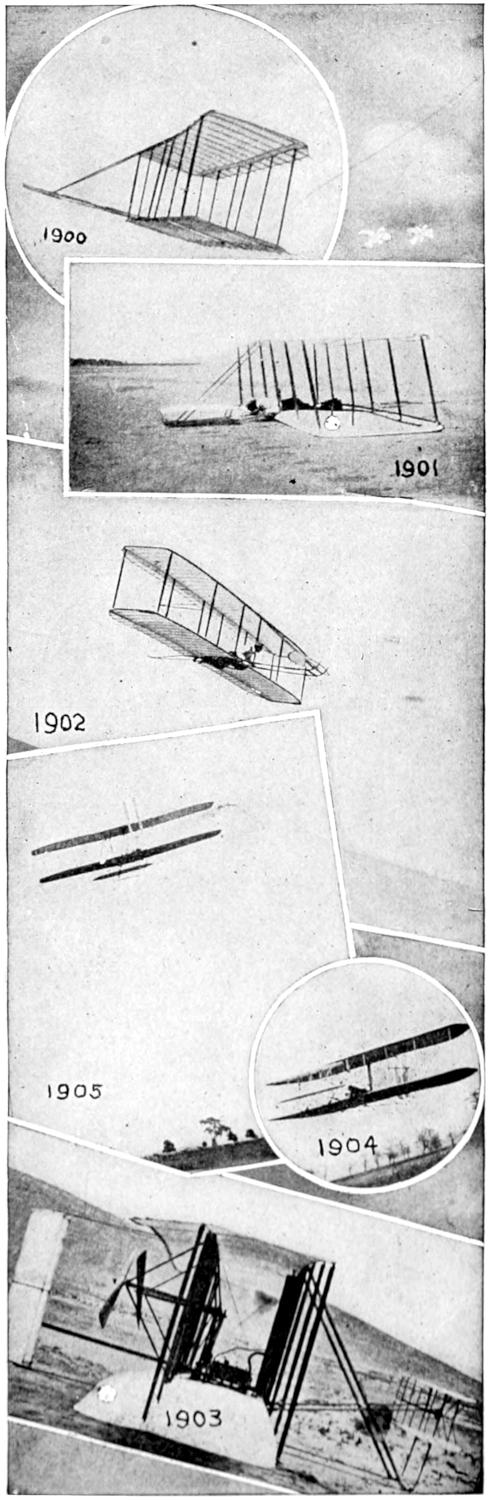
1900
1901
1902
1905 1904
1903
The gliding experiments of Lilienthal in 1896 led the Wright Brothers to become interested in flight. The next four years were spent in reading and theorizing. In the Fall of 1900 practical experiments were begun with a man-carrying glider. These experiments were carried on from the sand hills near Kitty Hawk, North Carolina. The first glider was without a tail, the lateral equilibrium and the right and left steering were obtained by warping of the main surfaces. A flexible forward elevator was used. This machine was flown as a kite with and without operator, and several glides were made with it.
A second machine was designed of larger size, and many glides were made with it in 1901. This machine was similar to the one of 1900 but had slightly deeper curved surfaces. Experiments with this machine demonstrated the inaccuracy of all the recognized tables of air pressures, upon which its design had been based.
In 1902 a third glider was constructed, based upon tables of air pressures made by the Wright Brothers themselves. The lateral control was maintained by warping surfaces, and a vertical rear rudder operated in conjunction with the surfaces. Nearly a thousand gliding flights were made with this machine.
In 1903, the Wright Brothers designed a machine to be driven with a motor. They also designed and built their own motor. This had four horizontal cylinders, 4 in. by 4 in., and developed[138] 12 h.p. Two propellers, turning in opposite directions, were driven by chains from the engine. After many delays the machine was finally ready and was flown on the 17th of December, 1903, as related above.
In the Spring of 1904, power flights were continued near Dayton with a machine similar to the one flown in 1903, but slightly heavier.
The first complete circle was accomplished on the 20th of September, 1904, in a flight covering a distance of about one mile. Altogether 105 flights were attempted during the year, the longest of which were two of five minutes each, covering a distance of about three miles. All of the flights were started from a monorail.
After September a derrick and a falling weight were used to assist in launching the machine.
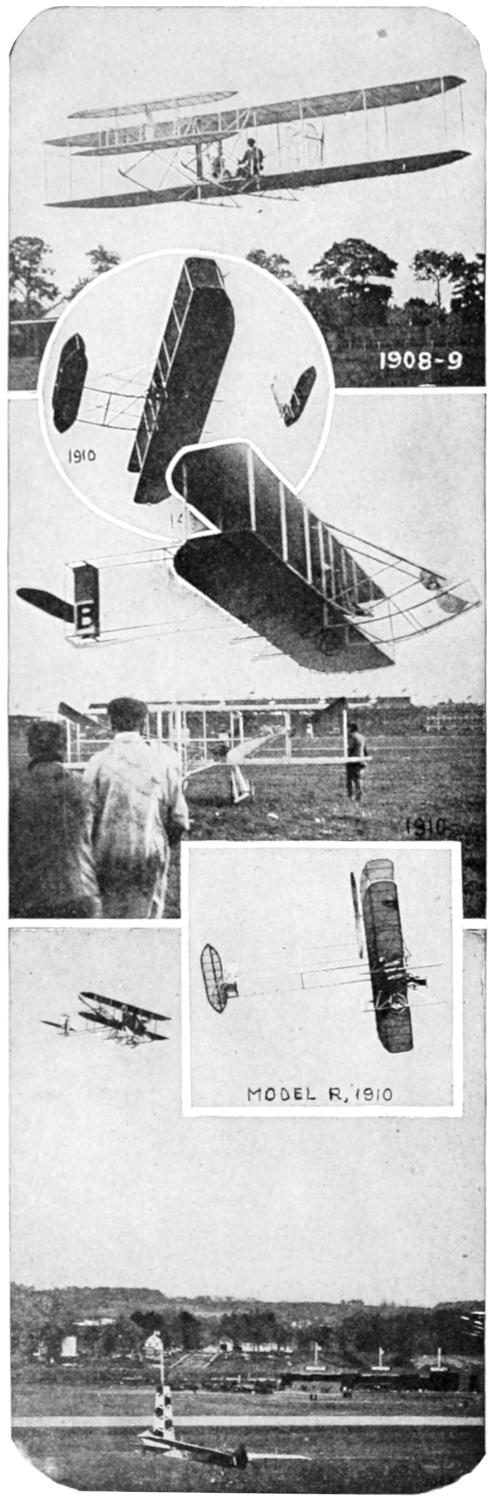
1908-9
1910
1910
MODEL R, 1910
INTERESTING GOVERNMENTS
IN FLYING MACHINES
It was not till 1908 that the Wright Brothers found purchasers for their invention. In that year they made a contract to furnish one machine to the Signal Corps of the United States Army and to sell the rights to their invention in France to a French company. In both cases they agreed to carry a passenger in addition to the operator, fuel sufficient for a flight of 100 miles, and to make a speed of 40 miles an hour.
After making some preliminary practice flights at their old experiment grounds near Kitty Hawk in May, 1908, Wilbur Wright went to France to give demonstrations before the French Syndicate and Orville Wright to Washington to deliver the machine to the United States Signal Corps. The machines used by Wilbur Wright had been standing in bond in the warehouse at Havre since August of the year before. Owing to damage done to the machine in shipment, it was not ready for the official demonstrations until late in the year.
Meanwhile Orville Wright in September, 1908, started demonstrations of the machine contracted for by the United States Government. On the 9th he made two flights, one of 57 minutes, and the other one hour and 2 minutes,[139] world’s records. On the 10th and 11th, these records were increased and on the 12th a flight of 1 hour and 15 minutes was made. On the 17th, the tests were terminated by an accident in which Lieutenant Selfridge met his death and Mr. Wright was severely injured, so that he was not able to complete the tests until the following year.
Four days after the accident, on the 21st of September, Wilbur Wright made a flight of 1 hour and 31 minutes at Le Mans, France, which record he improved several times during the following months, and on the 31st of December, won the Michelin Trophy by a flight, in which he remained in the air 2 hours and 24 minutes.
The answer is, of course, that there isn’t any wind then. To understand this perfectly we must study a little and find out what wind is. In plain words it is nothing more than moving air.
If you make a hole in the bottom of a pail of water the water will run out slowly. If you knock the whole bottom out of the pail filled with water, the water will rush out before you know it.
That is about what happens to make the wind. The air is constantly full of air currents, like the currents you can see in a river. Down the middle of the river you may notice a softly-flowing current going straight. Along the shores there will be little side currents going in all directions, and you may find some little whirlpools. That is exactly what we should see in the air if we could see air currents.
The movement of these currents of air leaves many pockets of space where there is no air, and when one of these is uncovered the air rushes in and creates a wind in doing so. These air currents are continually pressing against each other to get some place else. They change their direction according to the pressure that is being applied to them. Sometimes the pressure will be very light in one part of the air, many miles away perhaps, and then the air in another part, which is under great pressure, will rush with great force into the part where the pressure is light, and thus form a big wind. When the pressure stops the wind stops.
We have probably felt the wind which comes out of the valve of the automobile tire when the cap is taken off to pump up the tire. It is a real wind that comes out. The reason is that the air in the tube of the tire is under great pressure, and when the opportunity is given to get where the pressure is light it starts for that place with a rush and comes out of the valve a real wind.
The whistle of the wind is caused very much like the whistle you make with your mouth or the noise made by the steam escaping through the spout of the kettle. You do not hear the wind whistle when you are out in it. You can hear it when you are in the house and the wind is blowing hard. When the wind blows against the house it tries to get in through all the crevices, under the cracks of the doors, down the chimneys, wherever it finds an opening. And whenever it starts through an opening that is too small for it, it makes a noise like the steam coming out of the spout of the kettle, provided the opening is of a certain shape.
Not all the noises made by the wind, however, are made in this way. The wind in blowing against things makes them vibrate like the strings of a piano or violin, and when things vibrate, as we have already seen, they produce sound waves, which, when they strike our ears, produce sounds of various kinds. The wind even on ordinary days makes the telegraph and telephone wires hum, as you can prove to yourself by placing your ear against a telegraph[140] or telephone pole, and whenever the wind makes anything vibrate, a great many queer sounds are produced, which often frighten us more than they should.
Simply because it is constantly being replenished. The three gases, oxygen, nitrogen and carbonic acid gas, which are found in the air about us, are constantly being used up. All living animal creatures are at all times taking oxygen out of the air to live on. Certain microbes are using up quantities of the nitrogen all the time, and the plants live on the carbonic acid gas. But while these different kinds of life between them use up the air, they give back something also. The plants give off oxygen. The bodies of the animals and plants when they die decompose, and as they are full of nitrogen, that is given back to the air in that way, and then all living creatures are always throwing off carbonic acid gas through their lungs, and thus everything that is taken out of the air is put back again. The plants live on carbonic acid gas, and give us back oxygen. The living creatures live on oxygen and give off carbonic acid gas, and when they die their bodies put back in the air the nitrogen which the microbes take out, and so, consumption and production are about equal all the time.
We cannot see air because it has no color and is perfectly transparent. If at times it appears that there is color in the air it is not the air you see, but some little particles of various substances in it. Sometimes you think when you look off toward a range of mountains or hills, for instance, that the air is blue. You know the grass and trees on the mountains are green, so it cannot be they that have turned blue, and so you think the air is blue. But it is only the sunlight reflected to your eyes from the little particles of dirt and other substances which fill the air at all times which makes the blue that you see, and not the air.
Pure air is a mixture of gases without any color and is perfectly transparent. Air is nearly entirely composed of a gas called nitrogen—the remainder being oxygen with a little water and carbonic acid gas, which latter is thrown off in breathing. This is, however, but a very small percentage.
Air has been and still can be reduced to a liquid state, and with the use of it in this form many seemingly wonderful things can be done, which are interesting to look at, but have not as yet become commercially practical.
This occurs simply because lightning or light travels so much more quickly than sound. Light travels at the rate of 186,000 miles per second, and sound travels only at the rate of 1090 feet per second when the temperature is at 32 degrees. Now, the thunder and lightning come at the same time and place in the air, but the light travels so much faster that you see the lightning often quite some seconds before you hear the thunder. In fact, you can tell quite accurately how far away from you the flash of lightning and clap of thunder are by taking a watch and noting the number of seconds which elapse between the flash of the lightning and the time when you hear the roll of the thunder. If as much as five seconds elapse you can figure that it was about a mile away from you, since sound travels only about 1100 feet per second and there are 5280 feet in a mile. When the thunder and lightning come close together you may know that it is near by, and when they come at the same time you may be sure it is very close. When, therefore, you see the lightning and then have to wait several seconds for the noise of the thunder, you may rest easy about the lightning hurting you, because you know then it is too far away to harm you, and when it is so close that the lightning and thunder come simultaneously, there is no use[141] being afraid, because if you were to be struck you would have been struck at the same instant or before you would have had time to notice that the lightning and thunder come together.
It is very difficult to gain a clear idea of how very large the sun really is. We know from the scientists who have measured it with their accurate measuring instruments that it is 865,000 miles through it, and that at its largest part it is 2,722,000 miles around. Now, you can see why I said it is very difficult to get a clear conception of the sun’s size. A mile is quite a long distance to walk on a hot day. Now, the earth is 8000 miles through. If there were a tunnel right through the earth, like the subway, and you started to walk it, it would take you 83¹⁄₃ days if you walked day and night without stopping to rest or eat, if you kept going at the rate of four miles every hour. This would be a long, hot walk, for, of course, the inside of the earth is hot, as we have already learned. It would take an automobile, going at the rate of 40 miles an hour night and day, about nine days to make the trip through such a subway from one side of the earth to the other. That makes it look like a pretty big old earth, doesn’t it? But let us see what would happen if we started to do the same thing on the sun. The sun is 865,000 miles through. If you were to walk through a similar tunnel on the sun at four miles per hour it would take you 20 years, not counting the stops, and an automobile going 40 miles an hour day and night would take two years and a half to make the trip one way.
The sun is ninety million miles from the earth and an automobile travelling at the rate of forty miles per hour day and night on a straight road, without stopping, would be 257 years in getting there.
When we stop to think of how big the bulk of the sun is it is altogether beyond us. We have a general idea that our earth is a pretty large affair as worlds go, and yet we cannot conceive how much the bulk of the earth amounts to. Still, the sun is so large that it could contain a million worlds like our own.
We think the sun is pretty hot in summer when the thermometer goes up to 90 degrees in the shade or out. We begin to get sunburned long before it reaches that high. But right on the sun’s surface it is between 10,000 and 15,000 degrees hot. That is, of course, a degree of heat which we cannot conceive. How much hotter still it is on the inside of the sun we don’t as yet know. It must be awfully hot there.
It is warm in summer because at that season of the year the heat rays of the sun strike our part of the earth through less air. The blanket of air which surrounds the earth is very much in comparison as to thickness like the peeling of an orange and surrounds the earth in just the same way. If you stick a pin straight into an unpeeled orange you only have to stick it in a little way before you reach the juicy part of the orange, but if you stick the pin in at an angle the pin will travel a much longer ways through pure peeling before it strikes the juicy part. Now, then, in summer the rays of the sun come down to us straight through the peeling of air, and less of the heat is lost by contact with the air, and that makes it warmer in summer. The explanation also accounts for your next question.
In winter the heat rays of the sun strike at our part of the earth at the angle at which you stick the pin into the orange when you wish to make it travel through the most peeling. In[142] winter the rays strike the earth at such an angle that a great deal of the heat is lost in travelling through the air, because they have to come through so much more of the air. Of course, the sun’s rays strike some part of the earth straight down through the peeling of air at all times, and at the equator this occurs all the year round, so it is always summer there, while at the North and South Poles the rays always strike the earth at the greatest possible angle, and it is always very cold winter there. In between, when it is neither hot nor cold, we have spring and fall, due to the fact that the rays come down at an angle, but not so great an angle.
All animals, it seems, from a study of nature were started with ten fingers and ten toes, the fingers originally having been the toes of the fore legs. In a good many cases the environment in which animals have lived has caused a change in the formation of the ends of the limbs as well as in the limbs themselves. The horse, for instance, has developed into a one toe or one finger animal, while a cow is a two finger animal. The hen has only three toes on each foot and a part of another. But if we go back into the history and examine how the horses’ foot used to look we will find that he originally had five toes. The same is true of the cow and also the hen. Something happened to cause the change, for the rule of five fingers and five toes on the end of each limb has been universal. If you examine a chicken in a shell just before it is ready to come out, you can distinctly count five toes on each foot and at the ends of the wings you will see five little points, which under other conditions would develop into fingers, perhaps. Some of these toes of the new-born chicken do not develop. It can be accepted as a rule that creatures were intended in the original plan to have five fingers on each hand and five toes on each foot, making our count of tens, which is the world’s basis for counting, and has always been.
Finger nails and toe nails are only another phase of the development of man from the animal that originally walked on four feet. Animals that walk on all fours use the finger and toe coverings which in man is the nail, to scratch in the ground, to attack enemies, and to climb with, and our nails of the present day are what the development of man into a civilized being has changed them to. At that, there are still uses for finger nails and toe nails, or man in his changing to a higher plane would have found a way to develop away from them. They are useful to-day in making our fingers and toes firm at the end, and enable us to pick up things more easily. The time may come when man will have neither finger nails nor toe nails.
There is no known reason why our fingers should be of different lengths to-day; in fact, it is thought by some people that the hand would be stronger if the fingers were all of the same length. Certainly, however, the hands would not then be so beautiful, and it might not be so useful. The human hand to-day is perhaps the most versatile thing in the world. You can do more things with the hand than with any other thing in the world. The probability is that the shape of the hand to-day and the length of the fingers are the result of the different things the human being has called upon the hand to do during man’s development up to the present time.
We must go back to the time, however, when man walked on fours, for that is probably the real explanation. Originally man’s fingers were of different lengths because all four-footed animals had the same peculiarities. The shape and length of the toes and their arrangement were the ideal arrangement for giving the proper balance and support to the body, and in moving about and in climbing produced the best toe hold.
[143]
It hurts when you cut your finger, or, rather, where you cut it, because the place you have cut is exposed to the oxygen in the air, and as soon as it is so exposed a chemical action begins to take place, just as when you cut an apple and lay it aside you come back and find the cut surface all turned brown. If the apple could feel it would hurt also, because the chemical action is much the same. The apple has a skin which protects its inside from the oxygen in the air, and you have also a skin which protects you from the oxygen as long as it is unbroken.
What happens, of course, is this: When you cut your finger you sever the tiny little veins and nerves which are in your finger. They are spread all over your body like a net-work under the skin, close to the surface in most places. The nerves when cut send a quick message to the brain, with which they are connected, telling that they are damaged, and the brain calls on the heart and other functions to get busy and repair the damage along the line. There may be some hurt while this process of repairing is going on, but the principal part of your hurt, outside of what we call your feelings, is due to the fact that the inside of you is thus exposed to the chemical action of the air. Then I can hear you say next:
It does not hurt to cut anything that has no nerves. There are no nerves in the hair which the barber cuts. If he pulls out a hair it hurts, because the root of the hair has nerves, which telegraph notice of the damage to the brain. When a dentist takes out or kills the nerve in your tooth you cannot have any more toothache in that tooth, because there is no nerve there to send the message to the brain. You can cut your finger nails without feeling pain, because they have no nerves at the ends, but underneath, where they join the skin of the finger, there are a great many nerves, and it hurts very much to bruise the nails at that location.
WHY
WE HAVE HAIR
Your hair is a relic of the days when the entire body was covered with hair, just like some animals to-day, to protect the body from the heat, cold and wet. Man has, however, for so long a time worn clothes over most of his body that the need of the hair to protect him from these elements has all but disappeared, and so also has the hair, excepting in such places as the top of the head and face and other exposed parts. If you were to go out into the woods without clothes and live a long time your body would probably again become covered with hairs. The time is coming, however, it is believed, when human beings will have no hair at all on their bodies. You have hair on your head, but if you were to wear a hat or cap all the time you would soon be bald. Hair is of no use to us to-day excepting to adorn our bodies and add to our appearance. This it seems to do to-day, probably because we are accustomed to seeing it, and will make no difference in our looks relatively if the time comes when we have no hair at all.
It does this under certain conditions, because there is a little muscle down at the root of each hair that will make each hair stand up straight when this muscle pulls a certain way. It is difficult to say just how these muscles are caused to act in this way when we are frightened. We know that when thoroughly frightened our hair will sometimes stand straight up, and we know that it is this muscle at the root of each hair that makes it possible, but why it is that a big scare will make this muscle act this way we do not as yet know.
The chief cause of baldness is the lack of care of the hair. It is as necessary[144] for the roots of the hair to have a free circulation of the blood and that the hair itself should have plenty of air as it is necessary for the brain to have a good circulation. A great many men become bald through wearing their hats most of the time. The hat pulled down tight over the head presses against the scalp and interferes with the circulation of the blood in the scalp. Then, also, many hats do not have any means of ventilation, and that keeps the pure air away from the hair. The hair then becomes sick and dies, just as flowers wilt if you keep them away from the air. You will notice that women do not become bald so easily. One reason is that even when the women wear large hats, as they often do, there is plenty of room for the air to circulate through the hair, even when the hat is on, and women’s hats are not pulled down tightly on the scalp. Therefore, they do not press on the arteries and veins in the scalp and interfere with the circulation of the blood. Another reason why women do not become bald is that the hair of women has long been their “crowning glory”; a man likes to see a fine head of hair on a woman, and as women have long tried to please men in every possible way, they take better care of their hair than men do, because they like to have the men consider it beautiful.
The objects in a room which has been kept at a given even temperature of heat will be all the same temperature, because heat spreads from one thing to another equally.
Still, if you put your hands on various objects in such a room some of them will feel colder than others. You touch the tiling of the fireplace and that will feel cool to you. On the other hand, the upholstered furniture will feel quite warm. The piano keys feel cool, while the wood of the piano and case is warm. The difference is due to the fact that heat or cold will run through some objects more quickly than through others. It will run through the tiling on the hearth and the piano keys more quickly than through the upholstering on the furniture or the wood of the piano case. When you touch a thing with your finger you supply some of the heat of your body to the object through your finger. If the object is the tiling on the hearth or the keys of the piano the heat runs through it quickly and you get a cold impression in your finger. On the other hand, if you touch the upholstery on the furniture, through which the heat runs slowly, you get a warm feeling for the very same reason. Thus, anything which carries the heat away from our contact quickly we call a cold feeling object, and if the object touched does not carry the heat away so quickly we call it a warm feeling object.
The hair on our bodies is one of the things that is continually wearing or falling away, and since, like the skin, it is necessary to protect certain portions of the body, the hair keeps on growing long after the grown up period has arrived. The skin is a very necessary protection of the whole body, but is constantly being worn away, and is all the time being replaced. Your hair falls out when it is not healthy. Unless proper care is given to it, it will fall out and not grow in again, and then we become bald.
There is a theory that before many years have passed human beings will lose all of the hairs which now grow on different parts of their bodies, due to the fact that we wear so much clothing and keep so much of our bodies away from the sunlight. If that time comes we shall have a hairless race of men and women.
[145]
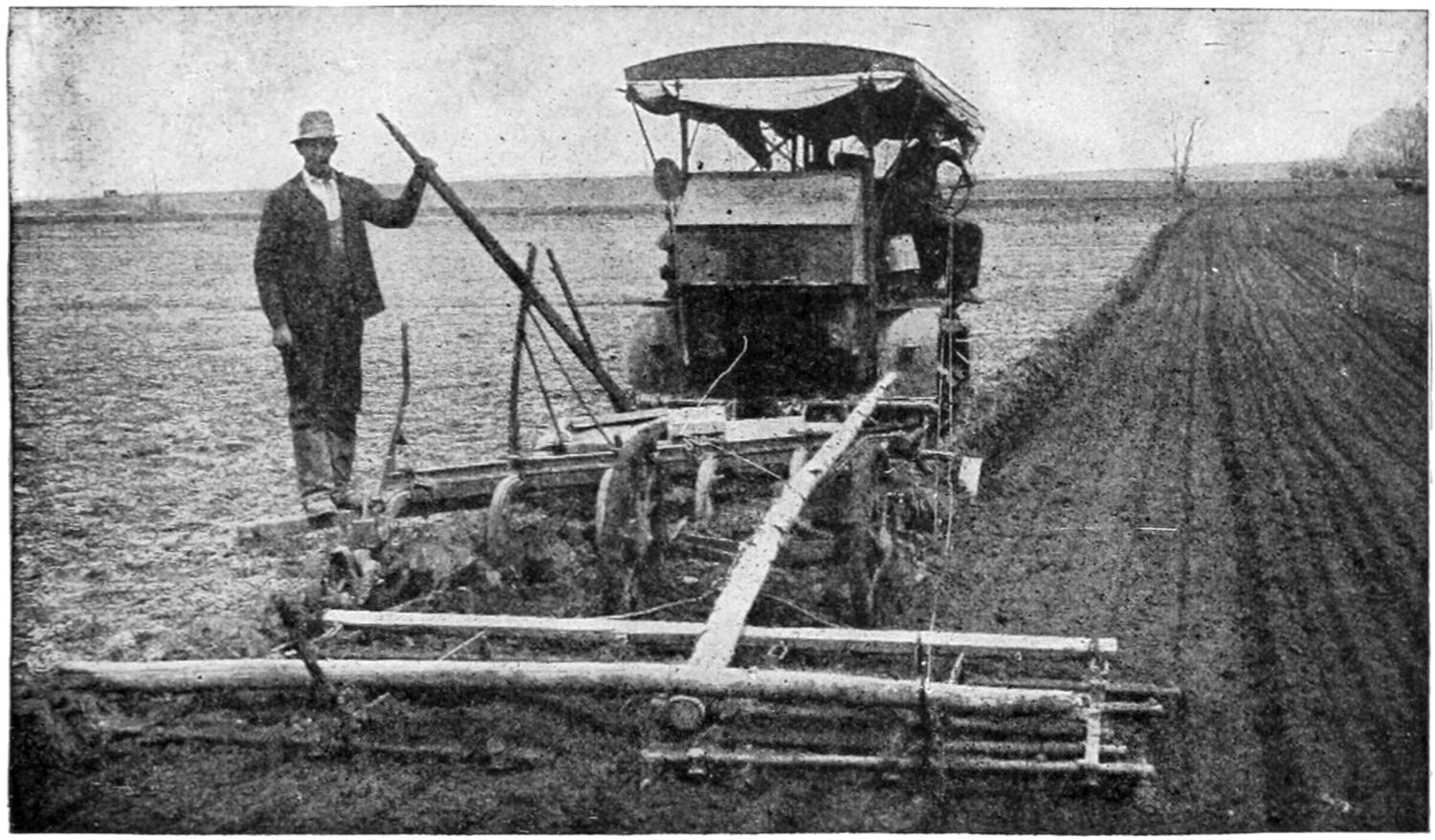
PREPARING THE GROUND.—PLOWING AND HARROWING WITH A CATERPILLAR ENGINE.
Sugar beets require deep plowing, ten to fourteen inches, or twice the usual depth. When using horses, farmers are inclined not to plow deeply enough to secure maximum results, and some of the factories have put in power plows which turn six furrows and harrow the land at the same time. They plow and harrow the land of beet farmers for $2.50 per acre, which is about one-half of what it costs the farmers to plow equally deep with horses. The traction engines also are used for hauling train wagon loads of beets to the factory. In some localities farmers are banding together and purchasing engines for plowing and hauling beets. The outfit illustrated above costs about $4,500.

DRILLING THE SEED.
Beets are drilled in rows, usually eighteen inches apart, 18 to 25 pounds of seed being drilled to each acre. Practically all the beet seed used in America is grown in Europe, principally in Germany, but it has been demonstrated that superior seed can be produced in the United States. Sugar-beet seed growing requires five years of the utmost skill, care and patience, from the planting of the original seed to the maturing of the commercial crop which is sold to the trade. The factories contract for their seed for three to five years in advance, sell it to farmers at cost price, and deduct the amount from the payment for beets.
[146]
HOW THE BEETS ARE GROWN

BLOCKING AND THINNING.
When the beets are up and show the third leaf they should be “thinned.” Unless thinned at the proper time the pulling up of the superfluous beetlets injures the roots of the remaining ones. Scientific experiments in Germany, where all other conditions were identical, showed that one acre thinned at the proper time yielded 15 tons; the next acre, thinned a week later, yielded 13¹⁄₂ tons; the third acre, thinned still a week later, yielded 10¹⁄₂ tons; and the fourth acre, thinned three weeks after the first, yielded 7¹⁄₂ tons.
The men in the foreground are “blocking” the beets, leaving a bunch of them every eight inches. Those in the rear are “thinning,” or pulling up the superfluous beetlets, leaving one in a place, eight inches apart.
READY FOR THE HARVEST.
This field of beets yielded 20 tons to the acre. Ex-Secretary of Agriculture James Wilson is convinced that when American farmers become expert in beet culture they will average to produce more than 20 tons per acre because of the superiority of our soils. The ideal factory beet weighs about two pounds, and a perfect “stand” of such beets, one every eight inches, in rows eighteen inches apart, would yield 43¹⁄₃ tons per acre. The present average yield in the United States is about 10 tons per acre, while the hitherto “worn-out soils” of Germany yield 14 tons per acre, or 40% more than is secured from our “virgin soils.”
[147]
HUGE BINS TO HOLD THE BEETS AT FACTORY
TOPPING THE BEETS.
After the beets are plowed out they are topped or cut off by hand and the tops are fed to stock, for which purpose they are worth $3.00 per acre. They are topped just below the crown and the factories require that they be so topped as to remove any portion which grew above the ground, as such portion of the beet contains but a small percentage of sugar. The beet will grow in length, and, if as a result of shallow plowing or coming in contact with a rock it cannot grow downward, it will grow upward and out of the ground, thus necessitating a deeper topping and consequent loss to the farmer.
DUMPING CARS AT FACTORY WITH HYDRAULIC JACK.
Beets arriving at the factory by rail from receiving stations either are stored in bins until needed or are floated directly to the beet washers. If to be used at once, they are dumped, as shown above, and slide directly into a cement flume filled with warm water, which has been pumped to its upper end, and is flowing in the direction of the beet end of the factory. In whatever manner they may be received, they first are weighed, and as they are dumped, a basket is held under them to catch a fair sample of both beets and the loose dirt, which the car or wagon contains. These samples, properly tagged, are conveyed to the beet laboratory, where they are washed, and trimmed if not properly topped, and the difference in the weight of the sample beets as received and their weight when washed is called the “tare.” Whatever percentage this amounts to is applied to and deducted from the weight of the car or wagon load. A sample of these beets then is tested by the polariscope for its sugar content and its purity; farmers often being paid a stipulated price per ton for a beet of a given sugar content and 25 to 33¹⁄₃ cents per ton additional for each extra degree of sugar which they contain. The tare rooms and the beet-testing laboratories are open to any one, and in some localities the farmers’ associations employ experts to tare and analyze each sample of beets.
[148]
MILLIONS OF BUSHELS OF BEETS
FACTORY BEET BINS FILLED TO CAPACITY.
As they arrive by rail from receiving stations, or by team, or traction engines from the farm, beets are stored in bins or sheds, the capacity of which ranges from 6000 to 35,000 tons per factory, depending upon location and general climatic conditions.
The bins are V shaped, about 3 feet wide at the bottom, 20 to 30 feet at the top, and they are 20 to 30 feet high. As beets are needed, beginning at one end of the bin the loose three-foot planks at the bottom are removed one at a time, and with hooks attached to long poles the beets are rolled into the flume or cement channel below, in which they are floated into the factory. This is not only to save labor, but to loosen up the dirt which attaches to the beets, thus partially washing them. The water which is used in the flumes is warm water from the factory.
TYPICAL AMERICAN BEET SUGAR FACTORY.
These factories cost from half a million to three million dollars. They consume from 500 to 3,000 tons of beets per day, and during the “campaign,” which usually lasts about three months, will produce from 12 to 75 million pounds of granulated sugar. There are 73 of these factories, located in 16 States, from Ohio to California. During the operating season they give employment to from 400 to 1000 men each.
[149]
WASHING THE SUGAR BEETS
CHEMICAL LABORATORY.
In a beet-sugar factory each set of apparatus for performing a given process is termed a “station.” In the chemical laboratory the juices and products from each station are tested hourly to check up the correctness of the work and to determine the losses of sugar in each process in the factory.
CIRCULAR DIFFUSION BATTERY.
After being floated in from the sheds the beets are elevated from the flume to a washer, where they are given an additional washing before being sliced. From the washer they are elevated and dropped into an automatic scale of a capacity of 700 to 1500 pounds. From the scale they pass to the slicers, where with triangular knives they are cut into long, slender slices, which look something like “shoestring” potatoes. These slices drop through the upright chute seen at the right side of the picture, and are packed tightly into cylindrical vessels holding from two to six tons each; the battery consisting of eight to twelve vessels arranged either in a straight line or in circular form. Warm water is run into these slices, and coaxes out the sugar as it passes from one vessel to the succeeding ones. After passing through the entire series of vessels the water has become rich in sugar, of which it contains from 12 to 15 per cent, depending upon the richness of the beets. It then is drawn off and is called diffusion juice or raw juice. This is carefully measured into tanks and recorded. As this juice is drawn off the vessel over which the water started is emptied of the slices from the bottom, the exhaust slices containing in the neighborhood of ¹⁄₄ to ¹⁄₃ per cent of sugar. These slices are carried out from the factory in the form of pulp and fed to stock, as explained later.
[150]
HOW THE SUGAR IS TAKEN FROM THE BEET
CARBONATATION AND SULPHUR STATION.
Warm raw juice is drawn into the carbonatation tanks and treated with about 10 per cent milk of lime—about like ordinary whitewash. This lime throws out impurities, sterilizes the juice and removes coloring matter. Carbonic acid gas from the lime kiln is forced through the lime juice in the tank, throwing out the excess of lime, converting it into a carbonate of lime or chalk. Tests are taken here by the station operator to show when the process is finished.
FILTER PRESSES.
From the carbonatation tanks the juice is pumped or forced through filter presses consisting of iron frames so covered with cloth that the juice passes through the cloth as a clear liquid, leaving the lime and impurities precipitated by it, in the frame, in the form of a cake. This cake, after washing, is dropped from the presses and conveyed out of the factory. It contains from one to two per cent of its weight in sugar, which constitutes one of the large losses of the process. It also contains organic matter, phosphate and potash, besides the carbonate of lime, which makes it an excellent fertilizer, all of which is used in Europe on the farm, but so far to too small an extent in America.
[151]
EVAPORATING THE WATER FROM THE SUGAR
EVAPORATORS.
After a second, and sometimes a third carbonatation and filtration, the juice is carried to the evaporators, commonly called the “effects,” usually four (4) large air-tight vessels furnished with heating tubes running from 3000 to 7000 square feet in each vessel. A partial vacuum is maintained in these evaporators which makes the juice boil out at a low temperature, thus preventing discoloration, and to a large degree the destruction of sugar which will come about by high temperature. There always is, however, some unavoidable loss of sugar in this apparatus. The juice passes along copper pipes from first to last vessel, becoming thicker as it does so. It comes into the first vessel at 10% to 12% sugar and is pumped out of the last one so thick that it contains about 50% of sugar.
VACUUM PANS.
After a careful filtration, the juice that comes from the evaporators, and is called thick juice, is pumped to large tanks high up in the building, and from these is drawn into vacuum pans. These are large cylindrical vessels from 10 to 15 feet in diameter and from 15 to 25 feet high, with conical top and bottom, built air-tight. Around the inner circumference they are furnished with 4- to 6-inch copper coils, which have a heating surface of 800 to 2000 square feet. Exhaust steam is used in the evaporators, live steam in the pans, the juice in both being boiled in a vacuum to prevent discoloration and reduce losses.
After considerable thickening by this evaporation, minute crystals begin to form. When sufficient of these have formed, fresh juice is drawn in and the crystals grow, the operator governing the size of the crystals to suit the trade. If small crystals be desired, a large quantity of juice is admitted at the outset, while if large crystals are desired, a small quantity of juice first is admitted, and, as it boils to crystals, fresh juice gradually is added to the pan, and the crystals are built up to the desired size. The operator of this pan, known as the “sugar boiler,” is one of the must important men in the factory. The water furnished the condensers of these vacuum pans and the evaporator goes to the beet sheds and is used for floating in the beets. It amounts to from 3,000,000 to 8,000,000 gallons every 24 hours, depending upon the size of the factory, and must be very pure.
[152]
HOW SUGAR IS GRANULATED
FRONT VIEW OF CENTRIFUGAL MACHINES.
The mass of crystals with syrup around them and containing about 8 per cent to 10 per cent of water is let out of the vacuum pan into a large open vessel called a mixer, beneath which are the centrifugal machines. These are suspended brass drums perforated with holes and lined with a fine screen. They are made to revolve about 1000 times to a minute, and the crystal mass of sugar rises up the side like water in a whirling bucket. The centrifugals force the syrup out through the screen holes, leaving the white crystals of sugar in a thick layer on the inner surface. These are washed with a spray of pure warm water and then are ready for the dryer.
SUGAR GRANULATOR OR DRYER.
The damp white crystals from the centrifugal machine are conveyed to horizontal revolving drums about 25 feet long by 5 to 6 feet in diameter. These drums are furnished with paddles on the inside circumference, the paddles picking the sugar up and dropping it in showers as the drum revolves. Warm dry air is drawn through and takes the moisture out of the sugar, which now is ready to be put in bags or barrels for the market.
[153]
BY-PRODUCTS OF THE SUGAR BEET
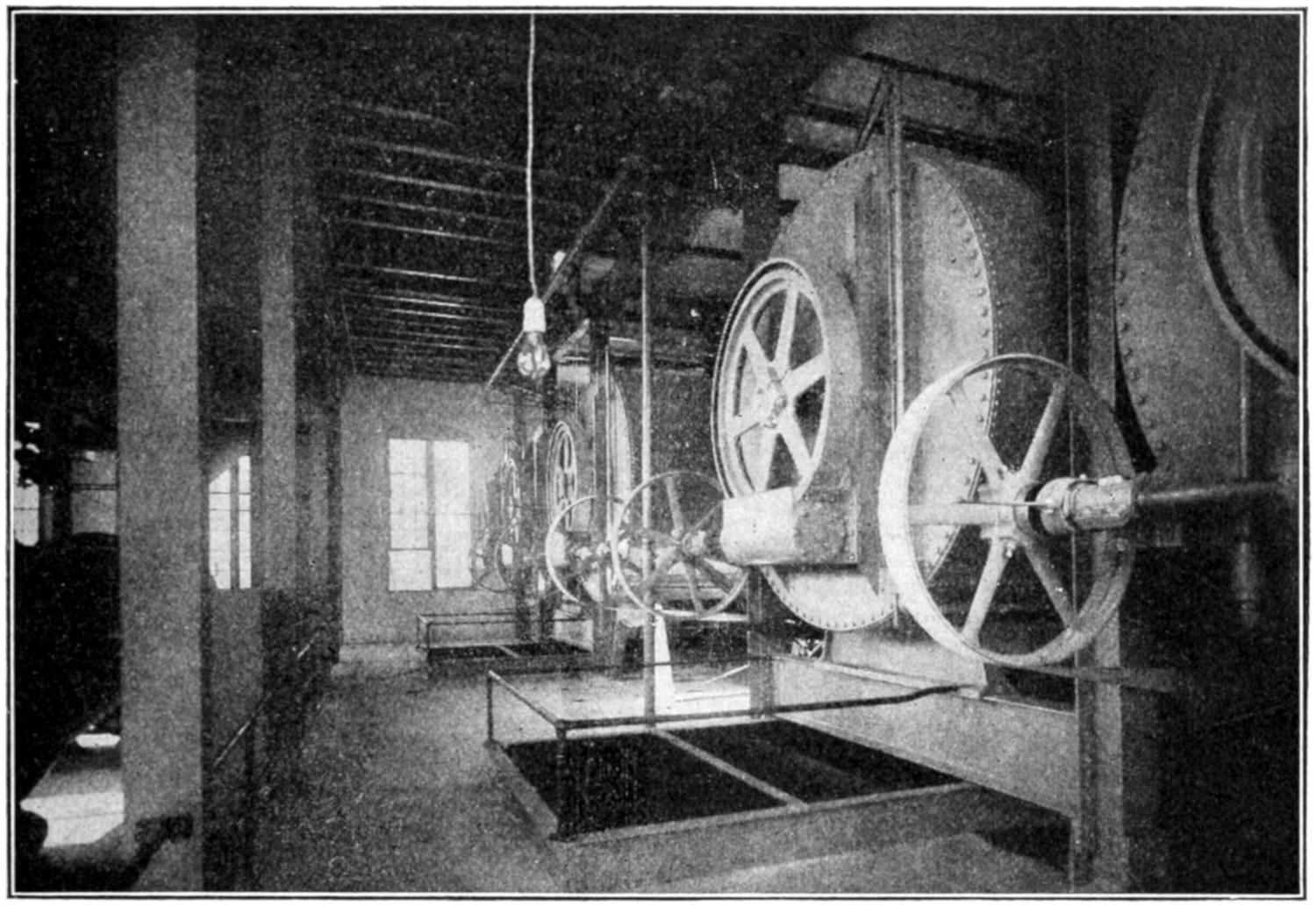
CRYSTALLIZERS.
The syrup that was thrown off from the crystals in the centrifugal machines is taken back to the vacuum pan, evaporated in the same manner as previously described, and from the vacuum pan goes into the crystallizers to carry the process of crystallization as far as it will go. These contain from 1000 to 1600 cubic feet of the crystallized mass which remains in them from 36 to 72 hours, during which time it is kept in constant motion by a set of slowly revolving paddles, or arms, to facilitate further crystallization. From the crystallizers it goes to the centrifugal machines, where the syrup is separated from the crystals as before. The crystals are remelted and go in with the thick juice for white sugar. The syrup, still containing a large amount of sugar, goes out to be sold as cattle feed or to an Osmose or Steffens process, where a portion of the remaining sugar may be recovered. This lost syrup constitutes the largest loss in the entire process. It contains all the impurities of the beet juice not removed by the lime. These impurities prevent more than one and one-half times their weight of sugar from crystalizing, and make what is called molasses.
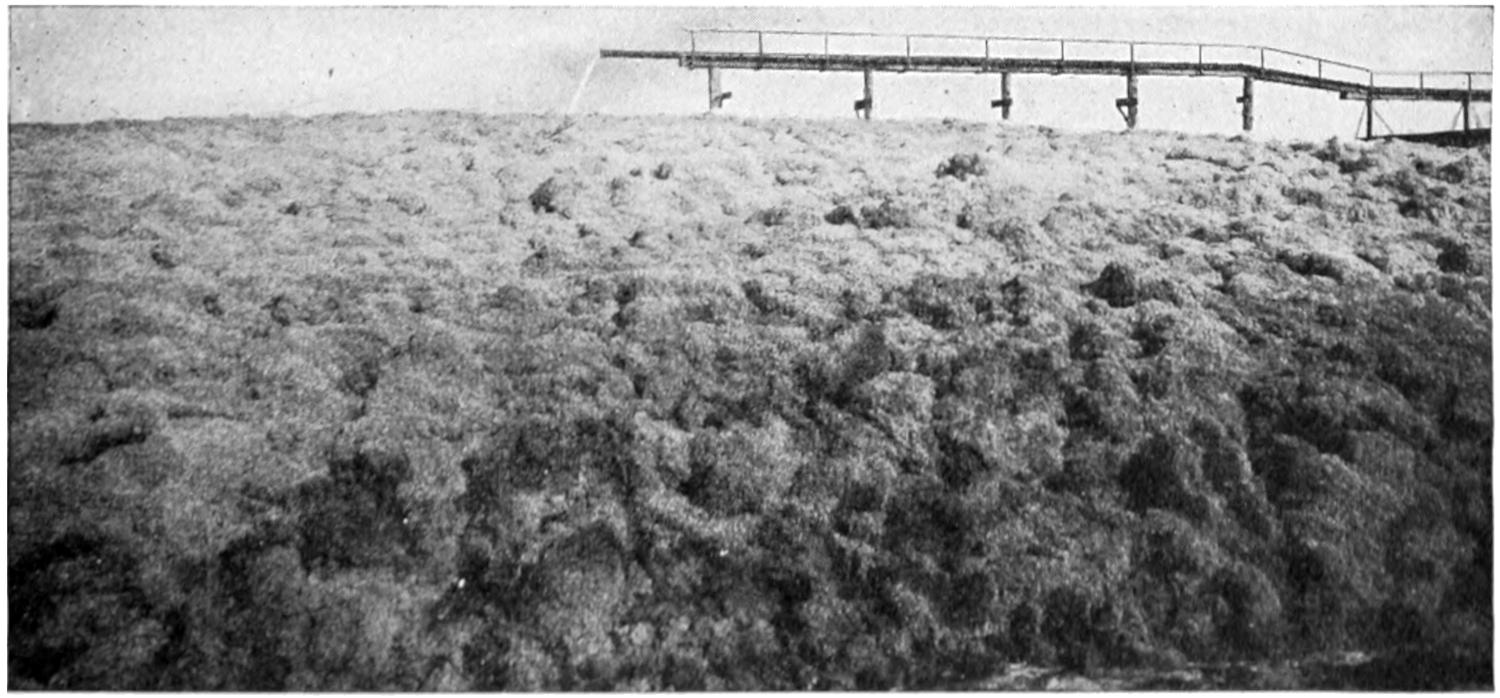
A SEA OF BEET PULP.
For a century the high feeding value of sugar-beet pulp has been recognized in Europe, but until a few years ago millions of tons of this valuable by-product rotted about American beet-sugar factories, as shown above, because American farmers could not be made to believe it possessed sufficient value to pay for hauling it back to the farm.
[154]
MACHINE THAT FILLS, WEIGHS AND SEWS THE BAGS OF SUGAR
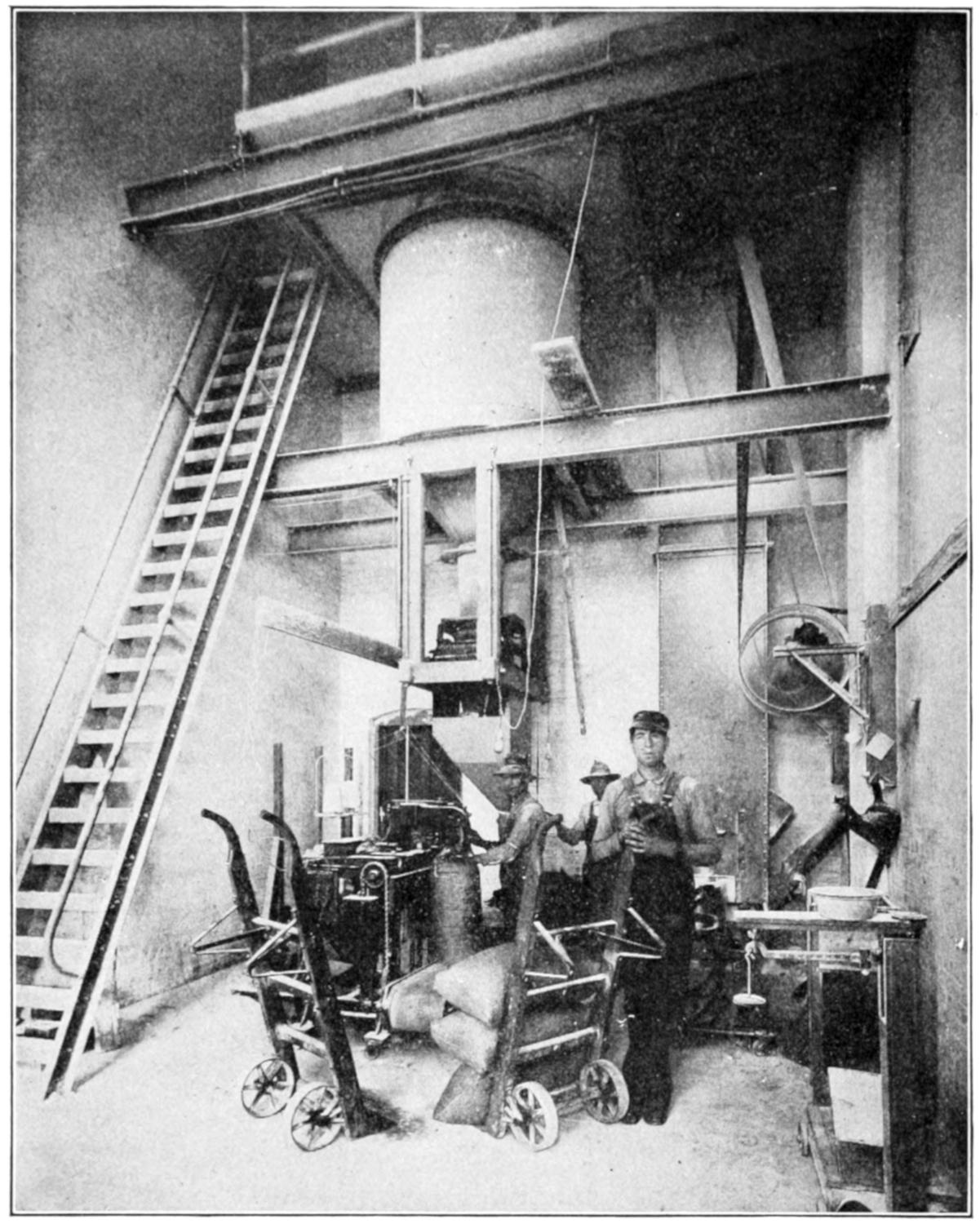
SACKING ROOM.—SHOWING AUTOMATIC SCALES AND SEWING MACHINE.
After the moisture has been thoroughly removed in the granulators or dryers, the sugar drops directly to the sacking room through a chute, at the lower end of which the top of the double bag is attached. The sugar flows directly into the sack, the flow being cut off automatically with each 100 pounds, when an endless belt conveyor passes the upright sack past the sewing machine at the proper speed and the product is sealed ready for storage or shipment.
While it requires from 400 to 1000 men to man a factory, not a human hand has touched either beets or product since the beets were topped in the field, and at no stage of the operation could flies or vermin or filth come in contact with the product, which from the beginning has been subjected to continuous high temperatures.
Pictures herewith by courtesy of United States Beet Sugar Industry.
[155]
You do not need to be told what organ of the body we use in exercising the sense of smell. You can prove that easily to yourself by getting the nose within range of a distasteful smell.
We do not use all of the nose to smell with, and the nose is useful to us in other ways besides this. We use the nose a great deal in the act of respiration or breathing, and it is also useful in helping us to make sounds, form words, and, though you may not have known it, helps our sense of taste.
We smell things by means of the olfactory nerves which are located within the nose. The entire interior surface of the nose is covered with a membrane. The ends of olfactory nerves, or the nerves which give us the sensation of smell, are in this membrane, and the air, which is filled with the odor of things we smell, passes over this membrane, and thus the ends of the nerves feel the odor and cause sensation of smell in the brain. The nerves of smell do not, however, go all through this membrane.
There are other nerves in the nose, however, besides those which give us the sensation of smell. These are also very sensitive and serve to make the nose exercise other functions when the inside of the nose is hurt or tickled. When a foreign substance, one of the many smaller particles which are constantly floating in the air, gets into the membrane in the nose, it irritates these nerves and often causes us to sneeze, which is only nature’s effort to drive out this foreign substance and clean out the nose. Smell is one of the lesser of the five senses which we possess. It is one of what has been called the chemical senses. The sense of smell does not act at any great distance. This sense could be made of more value to us if we developed it. Some people have a more highly developed sense of smell than others. The lower animals have a much keener sense of smell than people. A great many of them can follow a trail for miles merely by the smell of the foot-prints, and it is said that a deer will note the presence of man or any other animal that may subject him to danger even when miles away, the odor being carried to him through the air.
The sense of taste is closely associated with the sense of smell. In fact we do a good deal of what we think is tasting by using our sense of smell. A cold in the nose will sometimes destroy almost altogether the taste of food, so that there is a very close connection between the sense of taste and the sense of smell.
The sense of taste comes to us through the tongue, which is the principal organ of taste. The remainder of our sense of taste lies in the surface of the palate and in the throat. As in the case of the other senses, the sensation of taste is given us through nerves, the ends of which are all through those parts of the tongue, the palate and the throat, which contribute to this sense. More nerves of taste are located in the back part of the tongue than on the front, and it is said that when you have to swallow a bad dose of medicine it won’t taste so much if you put it on the front part of your tongue and then swallow, because there are so few tasting nerves there. The extreme tip of the tongue, however, is very thickly covered with the ends of the taste nerves. In like manner one could have the front end of the tongue cut off and still retain most of the sense of taste.
Now, in order to produce the sensation of taste, the substance to be tasted must come in contact with something which mixes with it and causes the sensation of taste. This is what happens when we taste anything. The juices or liquids which are caused to flow when anything is put into the mouth act on the substances[156] which enter and give the taste nerves a chance to taste them. Really the nerves of taste are so placed in the mouth as to be regular guards or inspectors of what shall go into the stomach. You can see how well they are arranged. In the tip of the tongue quite a few of them; in the back part of the tongue a great many nerves, for from there the food goes into the throat, which delivers it to the stomach; then those in the palate and in the throat. They are arranged so that the taste nerves have ample opportunity to test what comes in and to give warning to the brain of what is being sent to the stomach. Sometimes the things that come into the mouth are so distasteful to the nerves of taste that they refuse to hand it over to the stomach, but instead cause the distasteful substance to be thrown out again immediately.
It is said that a good rule to follow in eating would be to swallow only such things as are pleasing to the sense of taste. On this principle many children would decide to eat nothing but candy, but do you know, if you tried that, the continuous tasting of sweets by our sense of taste nerves would cause them to repel further insertion of candy after a while. You know that too much of a good thing is bad for you, and that is what makes you feel badly when you have eaten too much of one thing.
HOW WE SEE
THINGS
Of course, it is the eyes with which we see things. When we think of the things with which we see, we think only of eyes, which give us our sense of vision, but there are certain forms of animal life which have no eyes but which have what are called eye spots or eye points, which are sensitive to light and which are merely spots. These eye spots may be located in any part of the body, and are often found in great numbers on the same body. These rude eyes are, however, not real eyes. They are, as has already been said, sensitive to light, but are found only in some of the very low forms of animal life which live in the water. A real eye is an organ in which the parts are so arranged that optical images may be formed.
As animal life becomes developed to a higher scale, the parts which contain the making of real eyes become more distinct although, of course, the eyes themselves are not so highly developed as in man. One of the first kinds of life which has eyes with a definite structural character are the worms, snails, etc., though their sense of vision is more or less dim.
When we come to the family of mollusks, however, low down in the scale of life though they are, we find them to possess eyes which enable them to see almost as well as animals which have a backbone, although this kind of eyes is constructed in a very different manner than the eyes of vertebrate animals referred to. As we ascend the scale of animal life in the study of eyes, we come next to the crustaceous, which is an important division of animal life that embraces the crabs and lobsters, shrimps, crawfish, and insects such as sand-hoppers, beach-fleas, wood-lice, fish-lice, barnacles. The eyes of such animals are quite developed, but the number that each will have varies. Some have only a single eye and others two, four, six or eight, but only certain kinds of this class of life have more than two eyes. The spiders generally have the most.
In vertebrates, which is the class of animal life to which we belong, the number of eyes is almost always two and no more. The eyes are formed in special sockets in the skull, which are called eye sockets or orbits. This arrangement of placing them in a socket is of great advantage because the eye is thus protected from chance of injury except from one direction—the front. These animals have also eyelids, eyebrows and eyelashes, which serve as a further protection to the eyes.
The principal parts of the eye are arranged in a globe-like ball called the eyeball. This eyeball is movable[157] in the socket under control of various muscles. The eyeball is almost surrounded by a membrane which is opaque in most parts, but very transparent at the front. This transparent portion of the surrounding membrane is called the cornea, and is quite hard. This is the outside coat of the eye. The second coat of membrane consists of parts of various names and contains the iris. The third coat is the retina, which is the end of the optic nerve entering the eye full from behind and expanded into a membrane which spreads out over the second coat.
The retina or optic nerve receives optical impressions focused upon it by the crystalline lens. These impressions are carried along the optic nerve to the brain, and the brain then receives the sensation of seeing the image. The eyeball is hollow, and its three surrounding coats form what is practically the same as the interior of a camera. The crystalline lens of the eye acts the same as the lens in the camera. This crystalline lens is suspended within the eyeball right in front of the transparent opening in the front of the eyeball, and when the rays of light strike this lens it focuses them on the retina, which is the same as the film in your camera.
We can hear because nature has provided us with a very wonderful organ called the ear and which catches the sound waves that come through the air into the ear and make a part of the ear vibrate.
In man and mammals the ear is generally found on the outside of the body, but the principal part of the ear is located within the skull. What we call ears are only the funnel-shaped extensions on the outside of the head which are not so very important so far as hearing is concerned, because they only help the real ear to hear more easily. The outside of the ear gathers in the sound waves and, because it is much larger than the little hole which takes the sounds in to the real ear, we can detect more sounds by having this funnel-shaped arrangement on the outside.
The inside of the ear contains an eardrum or tympanum which is separated from the outside part of the ear by a membrane. Behind this eardrum is the real hearing part of the ear in a labyrinth containing the nerves of hearing.
Now, when a sound wave strikes the membrane which hangs over the opening before the eardrum, the membrane vibrates and transmits the sound wave through the eardrum into the inner ear which contains the ends of the nerves by which we hear. These nerves, on receiving the sensation, transmit it to the brain which thus records the impression of sounds.
As we descend the scale of animal life from the mammals downward, the ear becomes a more and more simple organ. In the vertebrates which are not mammals, there is no external ear at all, and we find great simplifications of the ear the lower down in the scale we go.
Before people had individual names, the savage people who lived in clans or tribes referred to themselves in the name of some natural object, usually an animal which they assumed as the name or emblem of the clan or tribe. These names never applied to one individual more than another, but only to the clan or tribe, so that everyone in a tribe which had taken the “wolf” for its emblem was known as “Wolf.” Later on they began to distinguish individuals by giving them additional names characteristic of the individual, such as “Lonely Wolf,” “Growling Wolf,” or other names. The name of this animal was then the emblem of one tribe. They, therefore, placed this emblem upon their bodies, their clothes, utensils, etc. Through this, these emblems also became at times idols of worship and so they erected poles upon which their emblems were engraved. The word totem is a North American Indian word meaning “family token.” The tribes called themselves after animals from which they believed themselves descended.
[158]
The perfume or smell of the flower comes from within the plant itself. The perfume arises from an oil which the plant makes, and just as there are many kinds of flowers, so almost every flower has a different smell. Of course, flowers belonging to the same family or species are likely to develop different smells. The oils produced are what are known as the volatile oils, which means “flying oils,” because, if extracted from the flower and placed in a bottle and the cork left out, they will vanish into the air. Without this quality we could not, of course, smell them at all.
Man uses these oils to provide himself with perfumes, but the plant or flower has another purpose than this. The perfume is not made for man’s use, but for the use of the plant itself. In the plant and flower world the smell of the plant which is in the flower is a part of the scheme whereby plants reproduce themselves.
Every plant in order to reproduce itself must produce a seed. The flowers are in most cases the advance agent of the coming seed. Each flower produces within itself a little powder called the pollen, but as plants are like people—also male and female—they are dependent upon each other for the production of a perfect seed. Some of the pollen from the male plant must be mixed with the pollen of the female plant before a perfect seed results.
Naturally, the nearest male plant to a female plant may be quite some distance off. How, then, is the pollen from the male plant to mix with the pollen of the female plant? In some cases it is the wind which blows the pollen powder from one to the other, and this thus leaves the development of a perfect seed from a perfect flower open to chance. In the case of perfumed flowers, however, which are mostly low-growing plants, the wind cannot be depended upon. So nature gives to such plants the power to make the perfumed oil and the busy bee does the rest. The perfume being a flying oil rises up into the air and attracts the bee. He is gathering honey and visits in turn all the flowers to which he is attracted. He lights on a male flower and gathers in his honey, and incidentally acquires on his legs, without intending to do so, some of the pollen of the male flower. Then he flies about to the next flower, and to others, and sooner or later he will come across a female flower of the same kind as that from which he secured the pollen on his legs. When he thus enters the female flower, the pollen on his legs mixes with the pollen of the same kind of the female flower, and quite unintentionally the bee helps thus to make the perfect seed. It is not a part of a bee’s business to do this carrying. It only happens that he does this in connection with his regular business of gathering honey. It is a wonderful thing which may be noted here that the pollen from a male of any flower will not mix with the pollen of the female of any other kind of flower, but that the same kinds only have attractions for each other. Flowers are given these attractive perfumes in order that they may attract the bees and other insects in this way. The plants or flowers which grow closest to the ground have generally the strongest and most far-reaching smells. This is so that they will not be overlooked.
Leaves are of different shapes because they belong to different families of plants or trees. They are a good deal like people in this respect. Hardly two people in the world look exactly alike, but there is a distinct family resemblance in members of the same family. It is difficult to say just what happens inside the tree to determine the shape of the leaf and that causes them to possess different shapes from others. The shape of the leaf is a mark of identification of the family to which the[159] tree or plant belongs, just as you can tell from a dog’s ears and from other characteristics what his breeding has been. In the case of plants and trees however it is quite probable that the shape and texture of the leaves has been developed as the result of the conditions under which the plant grows. A plant or tree throws off oxygen and takes in carbonic acid gas through the surface of the leaves. To thrive and be healthy it must secure just the proper amount of this food and as the quantity of food taken in depends upon the amount of surface exposed through the leaves, each particular tree or plant has developed in its own direction in this respect until this feature of their structures has been adjusted properly to their needs. It is a good deal like the radiation of heat in your home.
When the plumber gets ready to put in the radiators in the home he figures the cubic measurements of the room and then puts in a radiator, the outside surface of whose pipes, is in the right proportion to throw off sufficient heat to fill the room or heat all the air in the room. It requires a certain number of square inches of radiator surface to heat each cubic foot of air space and a good plumber can figure this to a nicety. If he puts in a radiator however that has not sufficient number of square inches on the outside of the pipes, the room will not be heated properly. In the same way, the trees, require that their leaves have a certain amount of square inches of surface space in proportion to the size of the tree, to enable them to do what is required of them and this is arranged by nature so that the trees grow naturally, and no doubt the shape of the leaves has something to do with this.
All roses are not red. Some are white and others pink or of still another color. The color of the rose, and in fact the color of all flowers is due to the way they absorb and reflect the sunlight. In the case of the red rose, the something in the plant that determines the color, absorbs all the other colors in the sunlight and reflects the pure red rays and that makes the color of the red rose. You cannot see the color of any flower when it is perfectly dark. That is because they have no color of their own, but only the colors which they reflect when in the sunlight or some other light. The question of colors is more fully explained in another part of the book.
As a matter of fact plants and trees do grow downward as well as up. There is a part of each called the root whose business it is to grow down and take certain things necessary to the life of the tree out of the ground. But the part we see above the ground and which is the part we generally think of only when we think of plants or trees.
The tree or plant, in order to grow properly, and eventually produce flowers and perfect seeds, must have sunshine and carbonic acid gas, and it is the business of the leaves and other parts above the ground to get these out of the air for the good of the plant or tree. So they start to grow toward the sun. It is easy to prove how a plant will turn toward the light. Take notice of the plants in the flower pots at home. Set one of them on the window sill inside the window where the sun can shine on it and notice how quickly the leaves and branches will be bent over against the window pane. Turn it completely around then so that the plant leans away from the sunlight and watch it for a day or two. Before long you will find that it has not only straightened itself completely out but started to lean toward the window glass again so as to get as near the sun as possible. Most plants, if kept where the sunlight cannot touch them, will die. The sunlight is a necessary part of their lives.
[160]
A great many, in fact the large percentage of plants, live only during one season. This kind of plant actually dies completely after, in the natural course of growth and flowering, it has produced its seed which is the method by which such plants are reproduced. Other plants only appear to die in the winter. Parts of them, such as the leaves and flowers actually die, but the roots and stalks of such plants do not die in winter. The part that represents the life in them goes to sleep and lies dormant until the light and warmth of summer bring forth the leaves and flowers again.
The flowers, however, always die and the same flowers never appear again but others just like them appear in their places.
Even in hot countries where there is no winter, the plants must go through a period of rest or sleep, although this change is not so marked in plants which grow in these hot countries.
To get at the answer to this question, we should pick out one kind of plant like the creeping ivy vine. If we examine same as it climbs a brick wall, we find that it sends out little shoots which attach themselves around the little rough places in the bricks of the wall which, if examined under a microscope are quite large apparently—at least they are large enough for the tiny creepers of the ivy to hold on to. Of course, if there were only one little “shoot” to reach out and take hold of the rough spots in the wall, the vine could not cling to the wall, but the vine puts out a great many of these shoots—which it would perhaps be best to call “clingers” and as each helps a little to hold on, the great number all holding on together enable a quite heavy vine to hang on to an apparently smooth wall.
Some vines have actually the ability to send out little suckers which are made on the same principle as the boys’ sucker (a circular piece of leather with string attached to the middle with which a boy can pick up stones) and such plants can cling to and climb up an almost perfectly smooth wall.
The thorns of roses and other plants which have thorns originally grew for the purpose of enabling the plants to fasten themselves on to other things thus helping them to climb. Many plants with thorns are permitted to grow now in places where they can use their thorns for climbing but many others with thorns are cut down by the gardener to make the plants shapely and to make them produce more flowers and less branches, but they keep on growing their thorns just the same.
Yes, indeed, plants do breathe. To breathe is just as important to the life of a plant as it is to a boy or girl. Plants do not have lungs like boys and girls and grown up people, but they find it necessary to breathe. You know, of course, that fishes breathe, but they haven’t any lungs either, even though they belong to the animal kingdom. Fishes do not, however, breathe the air in the same form as we do because they must use the air which they find in the water. That is why we say fishes drown when on the land. They cannot breathe air in the form in which we are able to use it any more than people can breathe the air in the water.
Breathing, however, is necessary to all living things and the gas which we take in when breathing is oxygen. There is oxygen in the water as well as in the air. Things which live in the air take their oxygen out of the air and things which live in the water get their oxygen out of the water. For this purpose it is necessary for plants and animals that live under the water to have a breathing apparatus especially adapted for getting oxygen out of the water.
[161]
The act of breathing consists really of two actions. Taking something into the body and expelling something. Every living thing inhales and expels in breathing. We take in oxygen and expel it again but when it comes out it has added something to it and the combination or result is carbonic acid gas—so we take in oxygen and expel carbonic acid gas.
The lungs of a plant, or what the plant breathes with corresponding to our lungs, are located in the leaves of the plant. Under a magnifying glass we can see the lungs of the leaf quite clearly. In addition to this we know that plants breathe, because if we put them in a vacuum where there is no air they die very quickly. The plant needs air or it will suffocate just as any animal will suffocate under similar conditions. Plants, however, do not make use of the oxygen as they find it in the air. They live on the carbon which they find in the air mixed with oxygen. What happens then is this. The plants take in through their lungs in the leaves carbonic acid gas from which they take the carbon and use it as food, and throw off the oxygen which they cannot use. Human beings and other animals take the oxygen into their lungs and use it and expel carbonic acid gas. The result is that each kind of life is dependent upon the other. If it were not for the plant life, men and other animals would find it difficult perhaps to find sufficient oxygen in the air to keep them alive, and if it were not for the carbonic acid gas which the animals throw off, plants and other vegetable life would have great difficulty in finding sufficient carbonic acid gas to go around.
Most plants, if placed where no light from the sun can reach them, will die very quickly. To prove that a plant needs the sunlight we have only to place it in a dark corner of the cellar and notice how soon it dies. In fact if it were not for sunlight there would be no life on earth at all. The plant or tree drinks in sunlight through the surface of the leaves. In fact the ability to take in sunlight constitutes the real life of the tree or plant. Leaves grow thin and flat in order that as much surface as possible may be exposed to the sunlight. If a leaf were curled up like a hoop only a part of the outside surface would be exposed to the sunlight and the amount of life that a leaf could supply to the rest of the tree would be much less. The leaf is so constructed that when the sunlight strikes down upon its green surface, it changes the carbonic acid gas which it drinks in, into its elements, i.e., it takes out the carbon which goes into the body of the plant and combining with other food and water supplied by the roots causes the plant or tree to grow and then returns the oxygen part of the carbonic acid gas to the air.
The milk turns sour because a little microbe, known as the milk microbe gets into it, and being very fond of the sugar which is in the milk, turns this sugar into an acid.
If we could keep milk entirely away from the air after the cow is milked, it would not turn sour, but as soon as it is exposed to the air these microbes which are constantly in the air, drop into the milk. They are alive, although invisible to the naked eye. If when they drop into the milk it is warm enough for them to get in their work so to speak, they fall upon the sugar in the milk and turn it into the acid. Their attempt to sour the milk can be overcome by keeping the milk at a low temperature in the refrigerator, but as soon as the milk is taken out of the refrigerator and left out long enough to become warm, the microbe begins to work and the milk cannot be made sweet again. If the milk is boiled as soon or shortly after the cow is milked, the sugar in the milk is changed in such a way that the microbe cannot feed upon it.
[162]

A PERSIAN RUG WEAVER AT WORK.[3]
[3] Pictures and descriptions by courtesy of Hartford Carpet Co.
The choicest wool of the world is used in the manufacture of carpet. In order to give satisfactory service carpet must be made of wool that is of a tough quality and has a long fiber. Such wool is not produced in America, and the markets of the distant lands that supply it are practically exhausted to supply the American manufacturers. Most of the wool used comes from Northern Russia, Siberia and China. It is shipped in bales. When it arrives at the mill there is much to be done before the wool is ready for any process of manufacturing.
The art of weaving stands foremost among the ancient industries. It came into being in the sunrise lands of the East where color has endless charm and variety and where figure is made to serve the purpose of fact and fancy. The art of weaving rugs is older than Egyptian civilization. Stone carvings made when Egypt was yet unborn were reproduced in rugs.
At what period the loom was first used is impossible to tell. An ancient Jewish legend claims that Naamah, daughter of Tubal-Cain, was the inventor of the process of weaving threads into cloth. There are other indications that the ancient Hebrews were the first weavers. Mythology also tells of beautiful maidens weaving exquisite patterns for the gods. Most of us are familiar with the story of Jason who set sail on the Argo in search of the Golden Fleece, arrived at the kingdom of Aeetes, won the hand of Medea, the daughter of Aeetes, who eloped with him after he had secured the coveted fleece.
The first hands busy at the weaving craft undoubtedly were those of women. Chaldean gossip, repeated in history relates that Sardanphulees, an ancient Greek king, was often seen in woman’s garb carding purple wool from which his wives wrought rugs for floor coverings for the palace. Homer shows Helen of Troy setting the tale of her people’s war in the woof of her web, and also tells with Virgil of rugs that were laid under the thrones of kings or upon chariot horses. Ancient Hindu hymns show that these people made their textile fabrics studies of great beauty. The woman in the Proverbs[163] of Solomon says: “I have woven my bed with cords; I have covered it with painted tapestry from Egypt.” One learns from the writings of Pliny of the large money value of rugs in ancient times. He wrote at length of a vast rug displayed at a banquet of Ptolemy Philadelphius, the value of which was placed at a fabulous sum.
A later writer tells of the love of Cleopatra for rich rugs and tapestries that were woven in her palace or in the countries to the East. On the occasions of her meeting with Cæsar and Antony, the Egyptian queen enveloped herself in a superb rug which she had woven especially for the purpose of showing her renowned beauty to the best advantage. Akhar, emperor of Hindostan, spread a knowledge of the art of weaving throughout India.
The earlier phases of the art of weaving may be traced through the land of the Pharaohs to Northern Africa, Southwestern Asia, and finally into the dawn of the Aryan civilization. The loom has not been materially changed, and it may be seen to-day as it was in the time when the priests of Heliopolis decorated the shrines of their gods with magnificent carpets and when Delilah wove the hair of Samson with her web and fastened it with a wooden pin. The ancient weavers attained high artistic standards in their fabrics. Pliny tells of Babylonian couch covers that had all the beauty of paintings and sold for great fortunes to the ancient Asiatic kings.
In all ages fine rugs have been used for religious purposes. Early writings describe the use of rugs on the holy cars of pilgrimage to Mecca, at the tomb of the prophet at Medinah and throughout the mosques of the Orient. The abbot Egelric gave to the church at Croyland, before the year 892, two large rugs to be laid before the high altar on great festivals. At later periods rugs were used for similar purposes in the cathedrals of Southern Europe.
The Oriental people ever have been devoted to symbols and naturally wove them into their fabrics. Their textiles were made to reproduce mythological stories in which the fauna and flora of a country figured prominently. There was the symbolism of form, color and animal life, of trees and flowers, of faith, and earthly and heavenly existence. The symbols were made to illustrate the conflict between light and darkness, the evolution of life, the decay of death and the immortality that awaits the blessed in paradise.
Since many of the figures of ancient rug-weaving are retained in modern rug designs, the following list of meanings of ancient Oriental symbols used in rug-weaving may be interesting as a key to the stories that are said to appear in many rugs of Oriental design:
Such are the traditions that the makers of modern rugs must live up to. The art of the centuries has been revealed in the rugs of many nations, and the rug-maker of to-day must uphold the standards of an art that undoubtedly takes rank with the great arts. Where a valuable painting goes into the home of one millionaire, thousands of rugs made from an original design of unquestioned art and beauty go into homes the country over to give warmth, comfort and beauty, delighting[164] housewives and imparting a sense of coziness and elegance.
According to students of the art of weaving, the perfection of this art was attained about the sixteenth century, after many centuries of slow growth. Since then weaving as an art has been broadened and given a wider scope by means of processes invented for a cheaper production of rugs in all the beauty of their original designs. But there also has developed a modern school of rug and carpet designing that in itself represents no mean standard of art. Many of the less expensive grades of American rugs and carpets, for example, are of designs created by artists of this modern school of weaving designs whose work is of a high degree of artistic excellence.
HOW OUR GRANDMOTHERS MADE RAG CARPETS

MAKING THE OLD RAG CARPET.
A quarter of a century ago many homes had rugs woven by the housewives with their spinning-wheels, or no floor coverings, except crude cloths made of rags. These homes, of course, were those of families in moderate circumstances, which to-day can have their attractive and comfort-giving rugs of the less expensive grades of tapestry carpet, Axminster or of the various other grades of carpet manufactured at a range of prices within the financial reach of people of modest means.
It is only a step from the ancient weaving of rugs, with all the color, glamor and romance that attached to rug-weaving in the ancient days, to the manufacture of rugs in America to-day. There is no romance attached to the making of rugs and carpets in America, except the romance of industrial achievement; but the American rug-maker is as careful of the quality and beauty of his product as was the ancient weaver, and the best standards of ancient weaving have been realized in the manufacture of rugs and carpets in America to-day.
It is only a rug, several yards of woven threads, a design that few can understand—a simple thing, to be sure; yet what a lot of history and memories and traditions it carries! Merely a strip of carpet, with strange figures, beautiful though meaningless, a product of modern invention like many another, some may think. But the story of a rug may go back through many centuries to ancient times of opulent[165] splendor, when wars were waged and kingdoms created and shattered for the beauty of a woman; when gorgeous palaces were raised and great spectacles of art were shown to inspire the world for thousands of years.
Only a rug, but a relic of a rich and glowing past! For in those distant days of war and pageantry, an era more classic than our own, history and romance were woven into the rug. The patterns and designs told great stories of wars and loves that swept nations away and created great new empires and related vivid accounts of intrigue and tragedy that determined history and inspired the immortal works of poets and dramatists. The rug in the ancient times was also used for religious symbolism, and sacred doctrines were inscribed in the woven figures.
Of all the arts none has been as close to the lives and history of the peoples of the earth as the art of weaving. Songs and stories of these peoples and their national achievements have been immortalized through their woven fabrics. Generations have learned of the great deeds of their forefathers through the historical accounts woven into rugs. And in the days of the early Greeks, Hebrews and Egyptians and on through the succeeding centuries until the middle ages the rug was used as a symbolical part of state, religious and romantic ceremonies.
The reason many rugs are valued at so high a price in money is largely due to the skill of the artist or designer, just as a painting becomes valuable because the artist who painted it has succeeded in producing a remarkable result. The question of rarity also enters largely into the value of rugs. The great artist weavers of the past who worked for love of their art rather than for the money they might secure by disposing of their masterpieces, are dead, and they have had no successors. Then, also, the rug becomes valuable by reason of the amount of time and labor put into it. Many valuable rugs take years to produce, because the artist must do all his work by hand practically and tie his different colored yarns together just so, or the pattern will not come right. These knots may occur every inch or sometimes even less than an inch, and there will be thousands of hand knots in one rug.
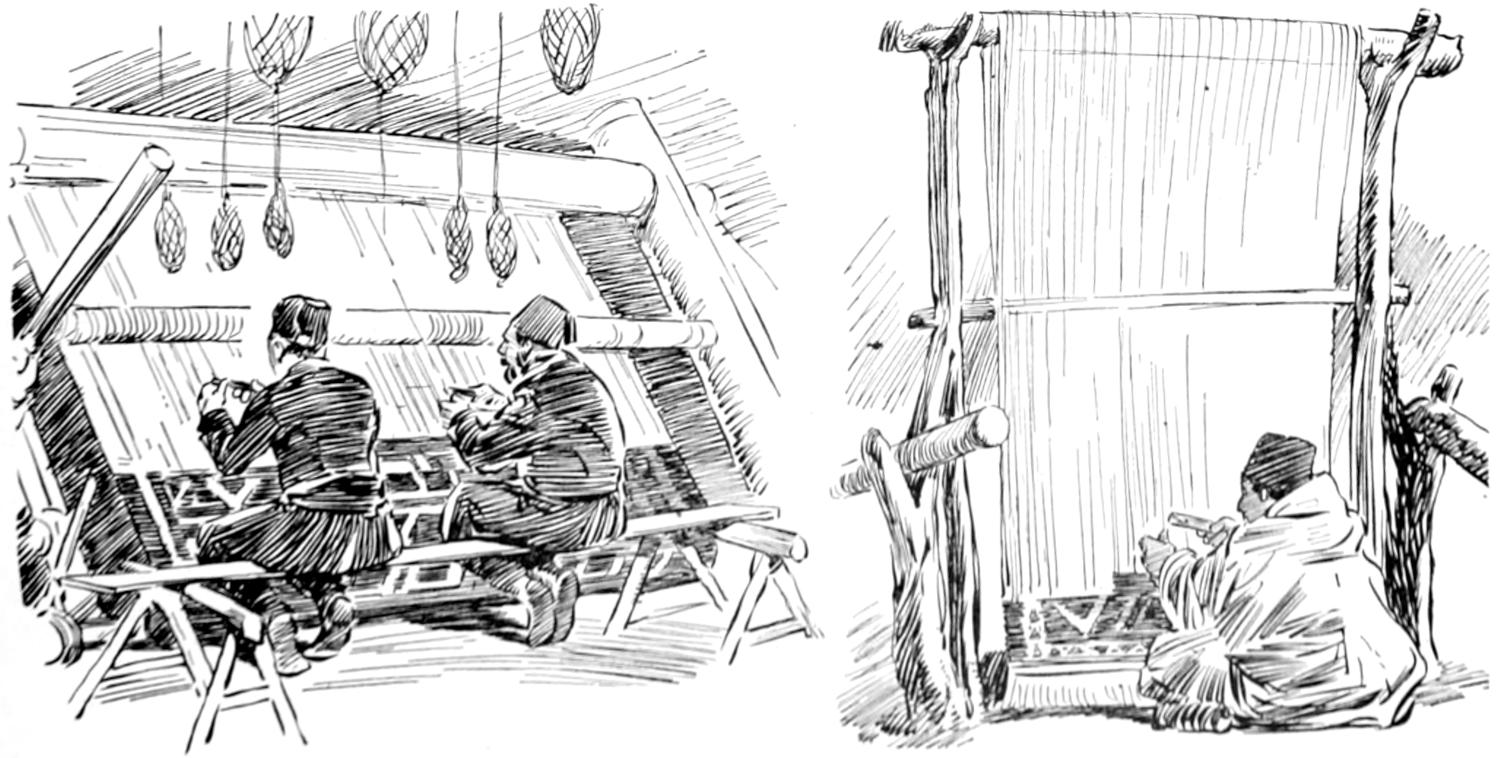
MAKING TURKISH RUGS.
[166]
THE OLDER THEY ARE THE MORE HIGHLY PRIZED
The above is a typical Chinese rug, containing symbolical emblems.
This is an antique and is of a class that sells sometimes as high as $5,000, its rarity of design, beauty in colors, and scarcity enhances its value.
This is an American machine-made interpretation of a Chinese rug. The ground is a rich gold coloring, the figures being in ecru, dark blue, terra cotta and light blue. It is a beautiful rug, and one of the finest examples of loom-tufted goods ever produced.
[167]
WHERE THE BEST PERSIAN RUGS ARE MADE
This antique Persian was made in the district of Kurdistan, in Western Persia. The general effect is handsome, although the design is crude. The ground is of a deep rich red, and top colors of dark blue and ecru.
The most valuable Persian rugs come from Kurdistan, Khurasan, Peraghan and Karman. The most highly prized come from Kurdistan. The pattern does not show a uniform ground of flowers or other objects, but looks more like a field of wild flowers in the spring, which is very appropriate as a design for anything that is to be walked upon. It is astonishing what wonderful artistic ability is displayed by some of the members of these wild nomadic Persian people. The carpets and rugs are woven on a simple frame on which the warp is stretched. The woof, or cross threads, consist of short threads woven into the warp with the fingers and without the use of a shuttle. Then a sort of comb is pressed against the loose row of cross threads to tighten it. The weaver sits with the back of the rug towards him, so that he depends entirely on his memory to produce a perfect pattern.
This rug is an American copy of a typical Kurdistan. It is marvellous how well the effect in colors and design are reproduced in this domestic rug.
[168]
HOW WE IMITATE POPULAR DESIGNS BY MACHINERY
This Tabriz reproduction has all the characteristics of the genuine rug in both design and color. The ground is of a soft rose with figures olives, ivory and deep blue.
This is a copy of an old piece of a rug in the Kensington Museum, London, which is 500 to 600 years old. The design is very interesting on account of the symbolical figures which cover the ground.
[169]

WOOL-PICKING MACHINE.
The best way to learn of this is for us to take a brief visit to one of the largest carpet factories, where we will assume we have already arrived.
There is a sharp whistle, then an outlet of steam, the clang of a bell and a locomotive rolls around the curve of the spur-track into the factory yard. Attached to it are several freight cars that only the day before received their cargoes at the New York docks fresh from steamships coming from foreign lands. Inside the yard, the engine comes to a stop alongside a warehouse. Sturdy men unlock the doors of the cars and begin pulling out bales of the imported wool.
This is the first step in the evolution of a rug. Between the arrival of the rough wool at the warehouse and the placing in the stock room of the finished rug, splendidly woven after an artistic design shown in attractive colors, many interesting processes are followed. It is sufficient to state that few people looking at rugs of the Saxony, or Axminster or Tapestry type realize the high degree of mechanical science and artistic perception that have been brought to bear in the manufacture of these rugs.
After the arrival of the wool there are many steps to be taken until the skeins of yarn receive their coloring treatment in the dye-house and, at the bidding of the great machine, assemble themselves in the beautiful designs that the artists have created. Though there are many details of work in the development of a rug, they have been so well mastered that the employes in charge of every stage of the rug’s evolution[170] give to their work a nicety of attention in little time that careful training and scientific understanding alone can supply.
The travel-stained covers of the bales are removed. The heavy bulk is broken and the tightly-compressed bales loosened. Then the wool is fed into the washing-machine, and after that goes into the picking-machine. The process of cleansing the wool is an elaborate one, for it is so full of dirt and grease that several waters and several operations are necessary to its final appearance in a white and fleecy condition. After the last washing the wool is lifted to a drying-room, where the heat from steam-coils is forced through it by means of blowers.
The wool now passes to the sorting-room, where the blends are carefully made before it goes to the machine which tears the wool fibers apart, and gets them in shape for the carding and combing processes. Next the wool is blown into a spinning mill. The wool is now ready to be converted into yarn. It passes through a picking-machine, which blends the different grades of the raw material, selecting the strands as to fiber and color. Then it is refined and purified.
CARDING MACHINE
Through tubes the wool is forced to the carding-room by means of air pressure. In passing through the cards it is carefully weighed to secure evenness in the yarn. Leaving the carding machine, the wool is taken to the floor above, where the big spools of yarn reach the combing machine for the next process. This machine separates the long from the short fibers. The strands of wool are still thick and must go through another process before they are ready to be made into yarn. They are finally united and given sufficient strength to stand the weaving process. As the visitor sees the strands of yarn first appear on the machine they resemble rolls of smoke.
DYEING THE YARN
HOW THE YARN FOR
CARPETS IS DYED
The yarn next appears on rows of spindles in the mule-room, six hundred feet long, where the yarn is twisted and brought to its final stage. The yarn now is ready for the dye-house. Here the atmosphere is very dense. Clouds of steam rise from the many vats of boiling dyes. The yarn receives the coloring for which it is intended, or is bleached in an adjoining department, and then is transferred on poles to the drying-room, after passing through a steaming process which sets the color. Next it passes on an electric conveyor to the weave-shop.
Considerable skill is required in the weaving process. The assembling of the yarns and matching of colors require expert attention. The skeins of yarn are wound on spools, which are put in sets back of the looms, each color or set representing one “frame” of color in the rug. By the famous Jacquard motion of cards each color wanted in the surface of the rug is pulled up in its proper place, the other frame color laying in the back of the rug. The mechanical process is a remarkable sight. As the pattern forms itself from the mechanical devices, the onlooker is struck with the wonder of it.
[171]
HOW A CARPET IS WOVEN BY MACHINERY
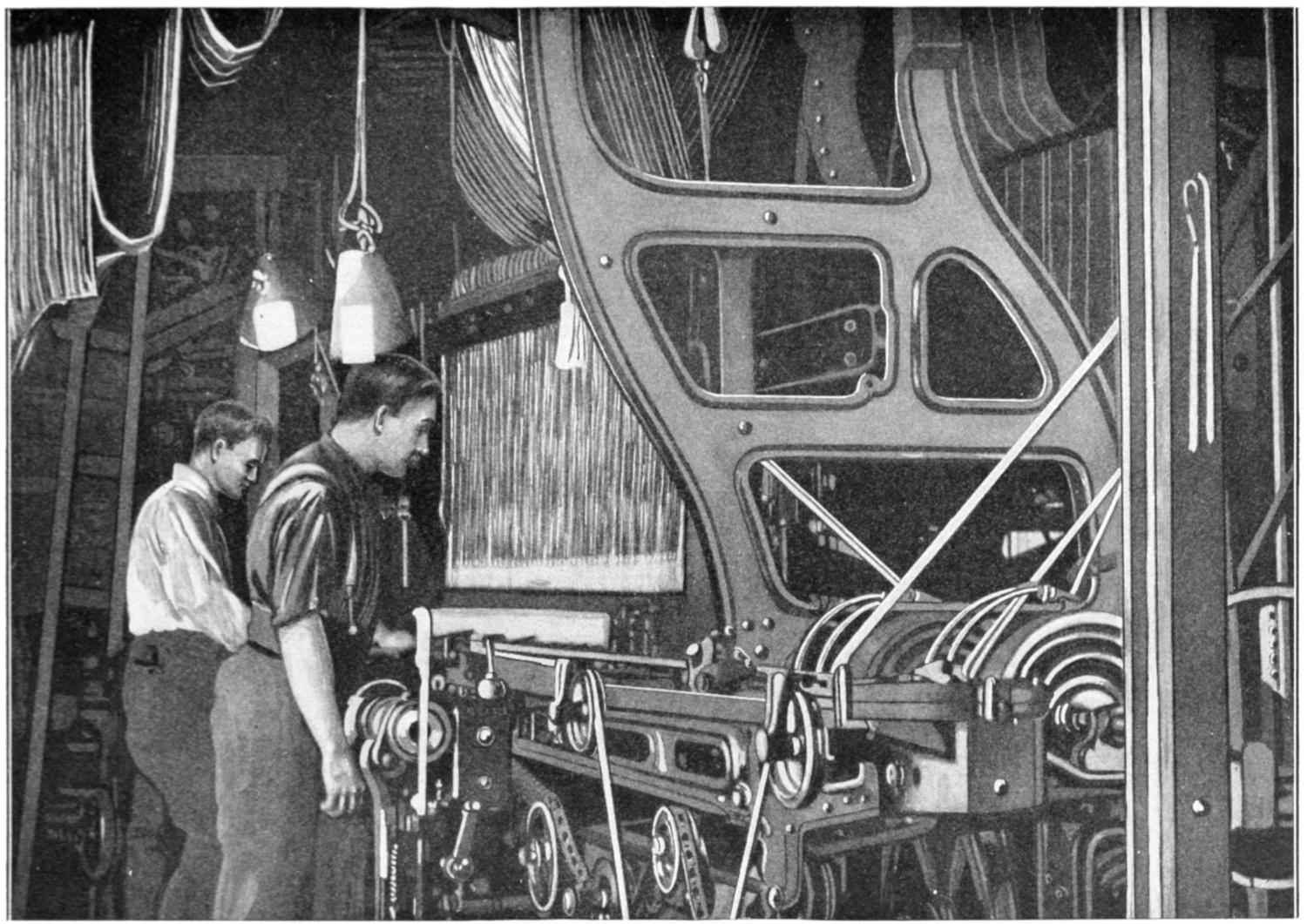
WEAVING A RUG BY MACHINERY
[172]
10,000,000 YARDS OF CARPET PER YEAR FROM ONE FACTORY
This picture shows the plant of one of the largest carpet factories in the United States at Thompsonville, Conn. From the looms of these mills are annually produced ten-million yards of the twenty-five different grades of carpet manufactured by this concern.
Imagine a strip of carpet across the United States at its widest part, the Forty-second latitude—a strip of “Hartford Saxony”, say, stretching from the Atlantic seaboard to the Pacific coast; and then another carpet strip the length of the United States, where this country is the longest—i. e., from the Northern boundary of the state of Minnesota to the Southern boundary of the state of Texas; then imagine one more strip stretching from Chicago to New Orleans, and finally a connection between the two latter strips at about the vicinity of St. Louis.
With a mental picture of this vast country thus stripped with carpet, you wonder if there is that much carpet in the world. It seems incredible that this great sweep of land could be measured with carpet—and yet enough material comes every year from the looms of one carpet factory alone in this country to strip the United States East and West, and North and South as indicated above.
[173]
The weave is now completed; the rug comes out. But it is rough and has to be finished. It is passed through a machine that removes the roughness of the face as a lawn-mower cuts away the top-grass. The ends are finished, and the carpet is complete.
SOME DESIGNS STAMPED
ON YARN BEFORE WEAVING
The pattern of tapestry carpet is obtained by printing the colors to appear in the design on the yarn which forms the face before the weaving is started, by means of large drums. After all rugs leave the weave-shop a force of skilled women examine them carefully to make sure that there are no defects. Every yard of the annual output of carpet and rugs is inspected five times before it leaves the factory.
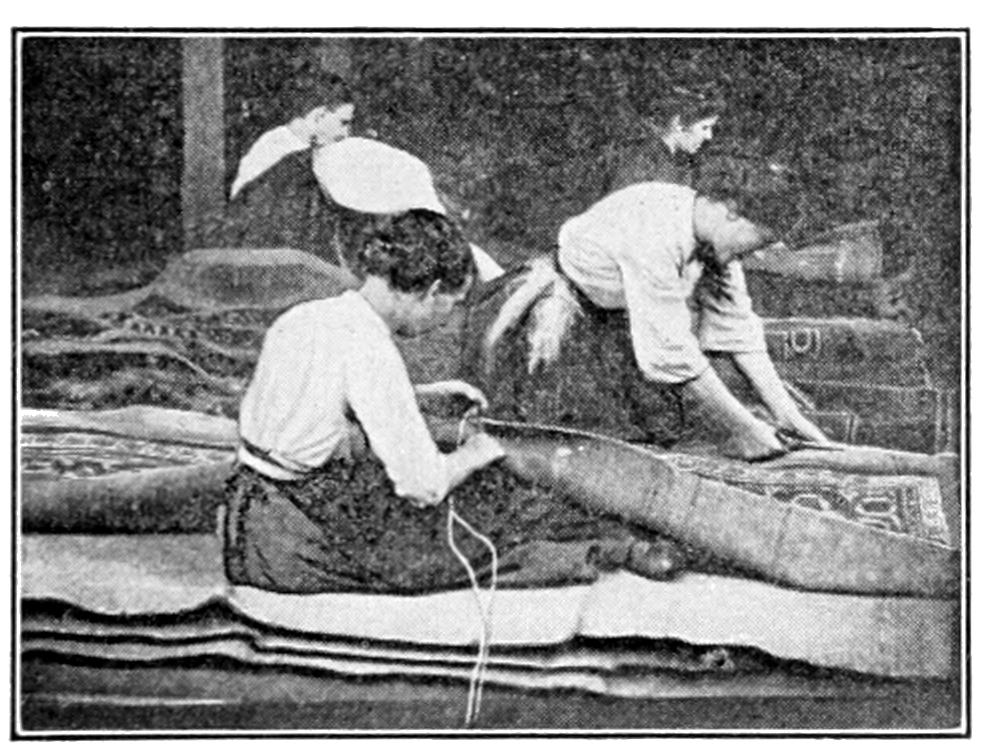
EXAMINING AND REPAIRING
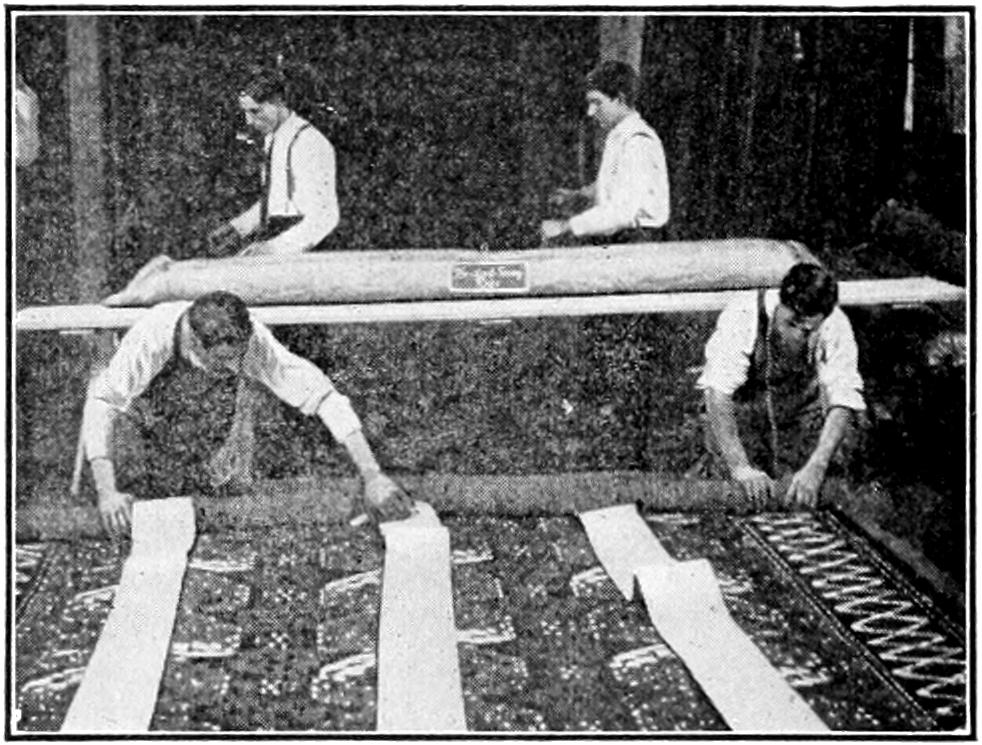
PACKING FOR SHIPMENT
When you yawn, you do so because you have not been breathing quite properly and for some reason or other your blood supply has not been getting sufficient oxygen through the air which has been taken into your lungs. Nature’s way, in this instance, is to call for a big intake of air all at one time, and since it is important at such times that a large quantity of air should be supplied to the lungs at once, nature has so arranged matters that certain muscles shall cause you to open your mouth wide and take in as much air as you can at one time, and also has arranged so that it is almost impossible to keep from yawning when the demand for it is once made. The yawn is controlled by a part of our nerve structure which looks after the breathing apparatus.
The satisfaction we feel after a wholesome yawn is due to the fact that having replied to nature’s demand that we bring in more air, our blood secures the oxygen which it needs and we feel the effect of better blood in our arteries at once.
A peculiar thing about the process of yawning is that one person in a room yawning will quite likely set all or nearly all the others to yawning also. There seems to be no explanation of this excepting that when a number of people are in one room and one of them begins to yawn, the others do so, not because they perceive the first yawn so much as the probable fact that the air in the room has become so poor that there is not enough good air for all the people in it, breathing normally, and many of them are forced to yawn at about the same time.
[174]
This is a big subject, but a very interesting one. To understand it fully we must begin at the very beginning of the world.
God made first of all the rocks, the mountains, the sun, the moon, the stars, the soil, and put the water in the lakes, rivers and oceans. This took a long time, but they had to be there before the living things could begin to be.
This thing we have spoken of is called inorganic matter, which means “without life,” and everything in the world which has no life is called inorganic matter. These things do not die, and for that reason do not have to be replaced. The form and appearance of inorganic matter and its location is often changed by man or other causes, but even when man burns the coal which he has dug up out of the ground in the furnace, no part of it is destroyed. Some of it is turned into smoke and gas and some of it is turned into ashes, while every other particle which went to make up the coal originally is still in existence. It remains as inorganic matter in some form or other.
After the inorganic things had been made and the earth was ready for life, the different kinds of living things which we find on the earth began to exist. These are called organic objects, which means objects “with life.” The first living things to appear were the bushes, the grass, the garden vegetables, the flowers, trees, and all the kinds of life which we ordinarily think of as growing things.
This division of living things makes up what we call the vegetable kingdom, and in a general way of classing it is the kind of life which cannot move about from place to place and which has not a sense of feeling, or any of the other senses, seeing, hearing, tasting or smelling.
After this division of life had been established the world was ready for the other and more important form of life—the fishes, the birds, cats, dogs, horses, cows, with others that we call domestic animals, and also the lions, tigers, elephants and others which constitute the division of wild animals.
This kind of life was given some or all of the five senses, but not all classes of animal life possess all these senses. Some of the lower forms of animal life, like the oysters, clams, in the fish family, cannot see, hear, smell or taste. They can only feel; others are able to do more of these things, and many have all of the five senses.
Man was not created until all the other living things on earth had been started, and he was given additional powers so that he might become the ruler of all the other living things, principally because he was given a brain with power to think, reason and originate.
Life must be reproduced because living things die. They have power to live only for a certain length of time. The other life in the world is used to provide food for man, and if there were no way of reproducing life it would not be long before man had eaten all the vegetables and the animals too, and would himself then starve to death.
To avoid such a calamity God put into each living thing, both vegetables and animals, a power to cause other things of the same kind as itself to grow. This is called the power of reproduction. With this power each kind of living thing can bring other specimens of the same kind into the world and each kind of living thing can do this without aid from any other kind of life.
The trees, the flowers, and other kinds of vegetable life would reproduce themselves without the aid of man, as would also the fishes and other kinds of animal life. Man, however, just to have things conveniently at hand, uses his power over other life to cause his[175] vegetables to grow near where he lives, and keep the animals which he wishes to use as food in some place where he doesn’t have to hunt for them every time he wishes meat for his table. This, however, he does only with the animals which he has domesticated or tamed. When he wants meat from the animals which are still wild he must hunt for them as he used to do.
Each kind of life has the power, however, to reproduce only its own kind. If you plant a peach stone you will sooner or later have a peach tree which will bear peaches, and these peaches from the young tree will look and taste just like the peach whose pit or stone you planted. There may be other kinds of fruit trees all about, and also trees which do not bear fruit. All of the trees secure the food upon which they live and grow from the same soil. Even the grass under your peach tree eats the same things as your peach tree, but it remains always true that things in the vegetable kingdom will grow only to be like the thing from which it came.
The little trees grow up to be exactly like their fathers and mothers (for they have fathers and mothers), which is something all living things must have. These are not the same kind of fathers, or mothers either, that a boy or girl has, exactly, but they are parents just the same. So far as the trees, flowers and plants are concerned we call the parents father and mother natures, which is a term used merely to keep you from confusing vegetable life fathers and mothers with the regular kind.
In the vegetable kingdom you cannot always see these father and mother natures, which enable them to reproduce their kind of life, but everything in the vegetable and also in the animal kingdom has them.
In the spring we put seeds into the ground and later on plants grow up where the seeds were planted, and later the flowers come. The seeds contain the baby plants, which come to life, and after bursting the covering of the seed, unfold and grow up into plants if placed in the ground, where they can obtain the proper amount of warmth and moisture to give them a start.
To get at this subject in the best manner we must study first how plants produce seeds and what happens. The power in a plant to make another plant like it grow comes from the flower. Ordinarily we think of the flowers as beautiful to look at and delightful to smell, but the flowers do not grow for the mere purpose of being beautiful, but are for a more useful purpose—to develop a seed which, when planted, will produce another plant. The machinery for producing a perfect seed is in the flower or blossom. Every flower has a definite plan of construction. The leaves and colors vary, but the plan for a perfect flower is always there. The petals which are generally colored are called the crown. When you pluck off the petals you see a number of green leaves at the bottom where the petals were attached. These form what is called the calyx, and help to hold the petals in place. Inside the flower are little stems which grow to the petals. These are called stamens. Every one of these little stems is hollow, and if you split one open you will discover a fine powder. This powder is called pollen, and is the “father” nature of the plant. In the calyx, the part we had left after we plucked off the petals, is the “mother” nature of the plant. The main part of the mother nature is the stem of the flower called the ovary, and this is where the seeds grow. These seeds in the ovary, however, will not become perfect seeds unless some of the pollen from the “father” nature of the plant touches them and fertilizes them.
At the proper age of the flower some of this pollen powder passes into the ovary and fertilizes the seeds and makes them good seeds. This is only one kind[176] of flower, however. In this kind the father and mother natures are in the same flower. In other kinds of plants the father and mother natures are found on different parts of the same plant.
The corn plant is one of this kind. You know what it looks like—a tall plant, generally six or seven feet high. The ears of corn grow out of the side of the corn stalk. The ear is covered with husks and out of the end of the ear hangs a bunch of brown silk threads which we term corn silk. Up at the top of the plant you will see the tassel, but you may not have known that this is the flower of the corn plant. The tassel or flower in this case contains the “father nature” of the corn plant, and the ear of corn contains the “mother nature.” The husks on the outside of the ear of corn protect the grains of corn on the ear inside and keep them tender. The ear of corn is really the ovary of the corn plant, because that is where the seeds grow. You will guess, of course, that the grains of corn on the ear are but seeds of the plant. Were you to examine one of these ears of corn on the plant when it had just started to form you would find no kernels on the cob, but only little marks which indicated where the grains of corn are expected to grow, but if you want to know, then, how many grains of corn were expected to grow on the ear, you could easily tell by counting the little silk threads which you see on the cob and which stick out over the end. There will be a thread of silk for each grain of corn that is expected to grow.
Every grain of corn must receive some of the pollen powder from the tassel or father nature at the top of the corn plant or it will not develop into a nice large, juicy kernel.
Before the kernels of corn grow the tassel is in bloom. The wind blows and shakes the pollen powder off of the tassel and the powder falls on the ends of the silk which stick out of the little ear of corn to be. Each thread of silk then carries a little of the powder down to the spot on the ear where it is attached and thus the grain of corn receives the fertilizing necessary to develop it into a ripe seed. If you leave the ear of corn alone the kernel will eventually become yellow and hard and can then be planted and will produce other corn plants. Man, however, finds the ear of corn a delightful food, if taken at a time when the seeds are fully grown but not yet ripened into perfect seeds. At this stage the grains of corn would not grow up again if planted, because they have not yet become perfect seeds.
We come now to the kinds of plants on which the “father” and “mother” natures are on different plants of the same kind. At times they will grow side by side, at other times they will be in the same field, but very often they grow at quite a distance from each other. In some instances the nearest father tree will be even miles away from the mother tree of the same kind. But in any event the pollen from the father nature must reach the mother nature of the plant or tree before a perfect seed can be produced. In cases of this kind the father nature will be on one tree or plant and the ovary or mother nature on another. The wind helps out nature in some of these cases by blowing the pollen of the father plant to the ovary of the mother plant. In many other instances the bees and insects help.
Where the bees do this it is because the bee has been visiting the flowers in his search for honey. They do not fly from flower to flower for the purpose of uniting the mother and father natures of plants, but they help the flowers incidentally while getting the honey for which they are searching.[177] In gathering his honey the busy bee will go all over the father flower and get his legs all covered with pollen powder. Sooner or later he comes to a mother flower of the same kind of plant or tree from which he has father pollen on his legs, and, still bent on gathering honey, he incidentally rubs the pollen powder on to the ovary of the mother flower and the fertilization takes place. The wonderful thing about this is that the father pollen of one kind of a plant will not fertilize the mother nature of another kind of plant. To illustrate this, if a bee carrying pollen on his legs from a walnut blossom visits the mother blossom of a hickory tree the pollen of the walnut would not affect the hickory blossom, but would still have the proper effect on the first walnut mother blossom he visited.
This is how life in general is reproduced among the plants and trees. Life in the vegetable kingdom has no sense of feeling or any of the other senses, but this kind of life is still true to its own nature and is a wise thing in the plan of creation, because, since all seed will produce only plants like those from which the seed came, man can control the growth of the vegetables and fruits he needs as food. He knows when he plants corn that he will get corn in return, because perfect seed never makes a mistake. It would mix things up terribly for man if this were not so, because man might then plant one thing and find another thing growing. It would be a sad thing to plant wheat and find thistles growing.
In order that seeds may grow they must be planted under conditions that suit the kind of vegetable life in the seed. Man has to study and learn what these conditions are.
If a seed is planted too deeply the sun may not have a chance to warm the ground to that depth, and if it is planted too near the surface it may become too warm and be killed by the sun. When planted under the proper conditions the seed soon begins to grow. It grows upward toward the sun to get light and air, and it sends roots down into the ground to get food and moisture.
The life in the vegetable kingdom is soon able to take care of itself.
The next step in the study of the reproduction of life brings us to the animal kingdom. The first thing we discover in this section is that in the animal kingdom father and mother natures are almost always separated. In plants and trees these parent natures are sometimes in the same flower, often separated, but on the same plant, and in other instances on different plants miles apart. What we must remember, then, is that in the case of plants it is given more or less to the chance of wind or other circumstances to bring the parent natures together.
In the animal kingdom there are a few cases where the mother and father natures are found in the same living object, as in the oyster and clam families, one of the lowest forms of animal life. These have but one of the five senses—that of feeling. This class of animals—the cold-blooded animals—includes the fishes, and in most members of this class the father and mother natures are separated and in different bodies. Step by step from now on we enter higher forms of animal life, and through each step we find a greater difference between the father and mother natures, and in the animal kingdom we speak of the father and mother natures as “male and female.” In the animal kingdom, too, what we have previously called the seed is known as the egg. Seeds and eggs are the same so far as their usefulness is concerned, but we say eggs in the animal kingdom to distinguish from seeds in the vegetable kingdom.
Fish have eggs, then, and it is from the eggs that little fish are born into the world and grow to be of eatable size. You recognize the eggs of the fish in the “roe,” which is eaten as food. Not all fish eggs are used as food, however.
In the fish world the eggs are developed in the body of the female fish.[178] Each little round speck in a “shad roe” is one egg, and there are many thousands in a single “roe.” Each egg will produce a little fish, under favorable conditions. These eggs develop in the body of the female fish in winter. In the spring, which is the time in which most living things are born, and, therefore, the time for hatching out fish eggs, all of the fish swim from the deep water where they live in winter to the places where the water is shallow and warm, and in these shallow waters the female fish expels the eggs from her body where the sun can get at them and hatch them by warming them. After the female fish has thus laid the eggs, the male fish swims over the eggs as they lay in the water, and expels from his body over them a fluid which is white in appearance and which fertilizes the fish eggs. If any of this fluid fails to reach some of the eggs it is not possible for the sun to bring them to life.
When the eggs are laid and fertilized the mother and father fishes swim away and they never see their children or recognize them as such, even if they meet them later in life. The parent fish do not act like other fathers and mothers, and they do not need to, because as soon as a baby fish is born he is able to find his own food and needs no help from father or mother to teach him how to find it or enable him to grow into a real fish.
Of course, many of the tiny fish are eaten by other fish and not all the eggs which the mother fishes lay hatch into live fish, because, if they did, the waters would be so crowded with fish that there would not be any room for the water. A single female fish will lay millions of eggs in a year, and if each egg developed into a fish there would be far too many.
This order of animals, which includes turtles, frogs, etc., is the cold-blooded class of animal life. They have only part of the five senses. They all can feel and some of the fishes can see and hear, but a great many of them, particularly those kinds which live on the bottom of the ocean, cannot either see or hear, and some members of the fish family cannot even swim.
The thing to remember about fishes in connection with the reproduction of life is that the mother fish must select a place which is favorable to deposit the eggs, but after that her responsibility ceases. The father merely fertilizes the eggs, and then his responsibility ceases. The little fish look out for themselves as soon as they are born and never know what it is to have a father or mother to look after them.
When we study the next higher form of animal life we find that the young ones have to be looked after, and that this becomes more necessary as we ascend the scale of animal life until we reach man, the most intelligent of all animals and yet the most helpless of all at birth.
The next step brings us to the birds. Before they can look after themselves the little birds must learn how to search for food and the kinds of food good for them. They have to learn the habits of their kind of life. The higher you go in the study of animal life the greater seem to be the dangers which surround the young animals and the longer it takes to teach them how to look after themselves and what to do for themselves.
The bird family includes not only the robins, larks, sparrows and pigeons, but also the ducks, geese, and chickens, etc. We are all more or less familiar with birds’ eggs, and if not we know what a hen’s egg looks like. The eggs of the bird family are laid in nests, which is the first sign of home building in the animal kingdom.
The birds are the first of the large class of warm-blooded animals. The egg here represents again the reproductive power. The eggs, too, form in the body of the female bird, but are laid in a nest which the parent birds build together. Now this is the first step away from the fish family. The fish looks for a suitable place to lay the eggs and then goes off and leaves them.[179] The birds, however, have to make a nest in which to deposit the eggs. The fish, as you remember, depended upon the warm sun shining on the shallow water to hatch out the eggs, thus depending on an outside force to supply the necessary warmth. In the bird family the mother bird must cover the eggs with her own body and keep them warm until they hatch out. Then, too, the father and mother birds feed the young until they are strong enough to fly and find food for themselves, and so the mother and father birds look after their babies until they are old enough to look after themselves. When this time arrives the old birds cease to bother about the young ones altogether. The fishes never act like parents after the baby fishes are born, because the little fish are able to look after themselves right away. The parent birds are a good deal like fathers and mothers for a time, but only so long as it takes them to teach their little bird children to look out for themselves. Then they forget the children completely.
It requires but a few days and no parental care to hatch out a family of baby fishes and no attention at all after birth. It requires several weeks and much patience for the parent birds to hatch out their eggs, and it involves care and attention for several weeks to teach baby birds to take care of themselves.
This being a father or mother in the animal kingdom becomes a greater responsibility in every step as we get closer to man, and when we reach man we find him to be the most helpless offspring of all at birth, and that it takes more time, care and attention to bring up a human child to maturity than any other animal.
This hollow place on the end of the boiled egg (sometimes it shows on the side) is the air which is put inside of the egg when it is formed so that the little chicken will have air to breathe from the time it comes to life within the egg until it becomes strong enough to break the shell and go out into the world. There is also food in the egg for him. When you boil the egg this pocket of air within the shell, which would have been used up by the chick if the egg had been set to hatch instead of being cooked for breakfast, begins to fight for its space and pushes the boiling egg back and forms the hollow place.
The purpose of the air in the egg is a good thing to remember when we come to study the higher forms of animal life from the standpoint of how they reproduce themselves.
The mammals are the next higher form of animals. The babies of this class of animals must be fed for several weeks or months before they are ready to come into the world.
A little chicken is ready to come out of the egg almost as soon as it comes to life, and, therefore, needs only a little air and food before it is strong enough to peck its way out, but the babies of mammals begin to live months before they are ready to come into the world, and they need a great deal of air and food during this time. This class includes the dogs, horses, cows, cats and all other animals in the Zoo and in the woods. The name mammals means the same as “mamma,” and indicates an animal which must be fed from the body of a female mammal even after it is born.
In this class the eggs are retained within the body of the female animal instead of being laid in a nest or some other place, as in animals of lower classes, after being fertilized by the male animal, so that the baby animal may secure its food and air from within the mother’s body after the life within the egg is begun.
The mother’s body supplies the necessary warmth to develop the life of the little animal in the egg, just as the birds supplied this with their bodies. In the bird class it only takes a few hours to give the little bird sufficient strength to peek his way out, but in the mammal class it is a long time before the baby animal is strong enough[180] to come out into the world, and even after it is born the babies of mammals require a great deal of care and attention before they are able to look out for themselves. During this period the animal secures all of its food from the breast of the mother animal.
Another reason why the eggs of mammals are retained within the bodies of the females is the need for protecting the young animals from enemies. In the animal kingdom each kind of animal preys upon another kind. They attack and devour each other and are constantly in danger. If, then, mammals laid eggs in nests and sat upon them to hatch them out, the mother animals sitting on the nests would be continually in danger of attack from their enemies. They would either have to flee and subject the nest and its contents to the danger of destruction or else stay and fight, and perhaps be destroyed. But by carrying her egg within her body the mother mammal is able to move about from place to place and protect her baby.
Men, women and children belong to the “mammal” class of animals. The offspring of the human family is the most helpless of all animals at birth. The young of most kinds of mammals can stand on their legs shortly after being born, but the human baby requires months before it can stand up. A baby horse can also walk within a few hours, but human children do not begin to walk until they are more than a year old.
The human baby has a great many more things to learn than a horse baby before it is safe for him to go about alone. It takes time for the brain to develop, and if a baby could walk before the brain had even partially developed it would only get into trouble.
This, then, is what we have learned about the reproduction of life and the reasons for its being different in different classes of life. First, we had the division of organic life into the vegetable and animal kingdoms. Life in the vegetable kingdom has none of the five senses, for plants cannot see, hear, feel, smell or taste. They cannot move from place to place, but remain where they grow until destroyed or removed. On the other hand, all animal life has at least one of the five senses—feeling. The oysters and clams belong to this class. Starting with this level of life in the animal kingdom we find that as we go on up through the different classes we find each class able to do things which make it superior to the class below it, until we reach the human mammal, who can do most of all. And, further, that since each class as we go up in the scale of life has greater ability to do things than the class beneath it, so in each case the task of the parents in preparing their offspring for their kind of life becomes greater, and the period during which the offspring is learning becomes longer and longer until we reach the human family, in which we find that parents have the greatest responsibility, and the children are the most helpless of all animals, but that in the final result man has a right, on account of his superior qualities, to be the ruler of the other creatures of the world.
Some years ago a gentleman in trying to find some way to reduce the friction, which is constantly developed to a certain extent, even when the axle is oiled, discovered that if between the axle and the inside of the hub a circle of steel balls were arranged, so that the hub of the wheel did not touch the axle at all, but rested on the little balls which in their turn touched the axle, that a great deal of the friction was eliminated. This proved to be a wonderful invention, and when this combination is arranged and oiled, there is hardly any friction.
[181]
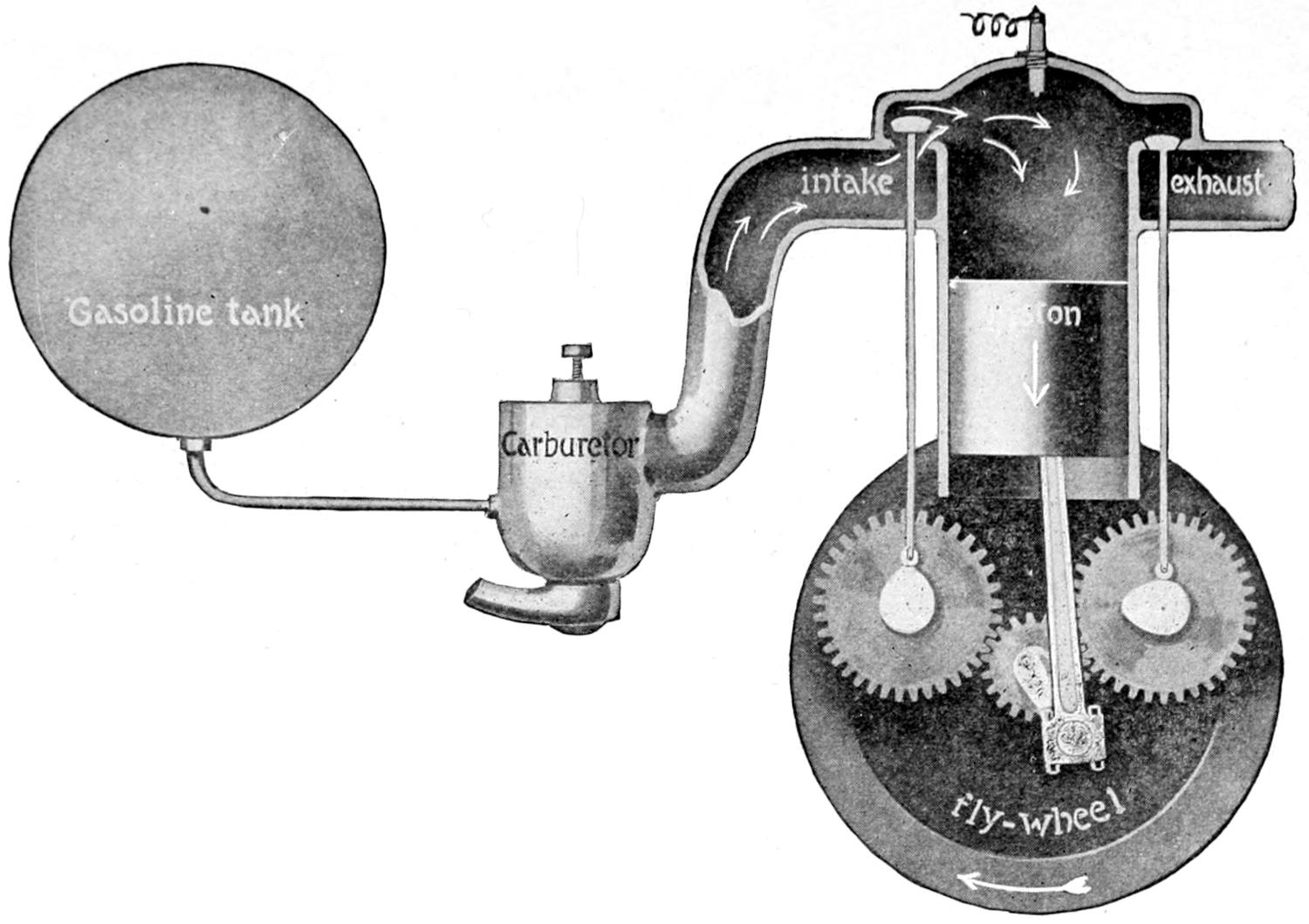
Fig. 1.
As you know, gasoline is a very inflammable fluid, and will explode if placed too close to fire.
This explosive quality is the basic principle of the gasoline engine. By admitting a small quantity of gasoline vapor into an enclosed cylinder, and exploding it by means of an electric spark, repeating this operation continuously, the engine is given a regular rotary motion.
Look at Fig. 1. Starting from the gasoline tank, the fluid is fed into the ‘carburetor’, which is a sort of atomizer. Here the gasoline is mixed with air, and broken up into a very fine spray, in which condition it will explode readily.
The engine will not start of itself. Its fly-wheel must first be turned by hand, or by some other outside force, until the first explosion takes place. After this its action is automatic.
As shown in Fig. 1, the fly-wheel is being turned, and is drawing the piston down the cylinder, which in turn sucks gasoline vapor, (shown by little arrows) through the ‘intake valve’. This ‘intake valve’, and the ‘exhaust valve’ on the opposite side of the cylinder, are opened and closed at the proper time through the action of the gears shown in the illustration.
Passing to Fig. 2, the fly-wheel in turning has drawn the piston to its lowest point, and is now shown forcing it up the cylinder. This compresses the gasoline vapor in the cylinder to a density at which its explosion produces the greatest amount of power. The intake and exhaust valves are both closed.
WHAT CAUSES THE EXPLOSION
IN A GAS ENGINE
Fig. 3 shows the explosion. The cylinder has been filled with compressed gas, and the piston has again started on its downward travel. The spark plug, set in the top of the cylinder, makes a spark every time an electrical current passes through it. A switch on the engine permits the current to pass to the spark plug only when the engine is at this position in its action. (Fig. 3.) The consequent explosion drives the piston downward with great force, turning the fly-wheel, which by its weight continues the rotary motion after the downward impulse of the piston has been expended.
Fig. 4 shows the fly-wheel, still turning, forcing the piston up and thus expelling the burned gases from the cylinder through the exhaust valve, held open for this purpose. From this position the engine[182] goes again to that of Fig. 1, and through 2, 3, and 4, continuously, exploding every second revolution, and giving a regular rotary motion to the fly-wheel.
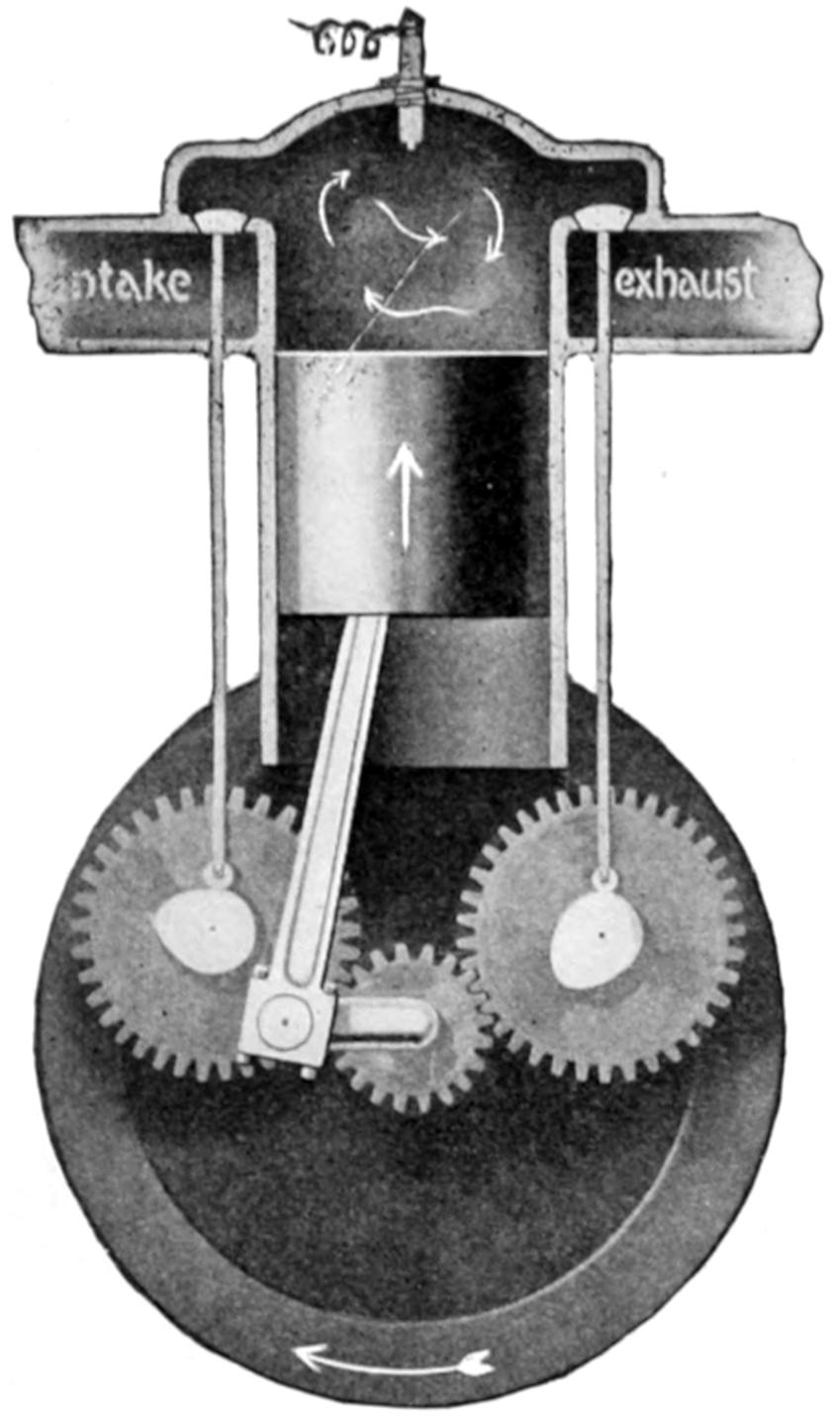
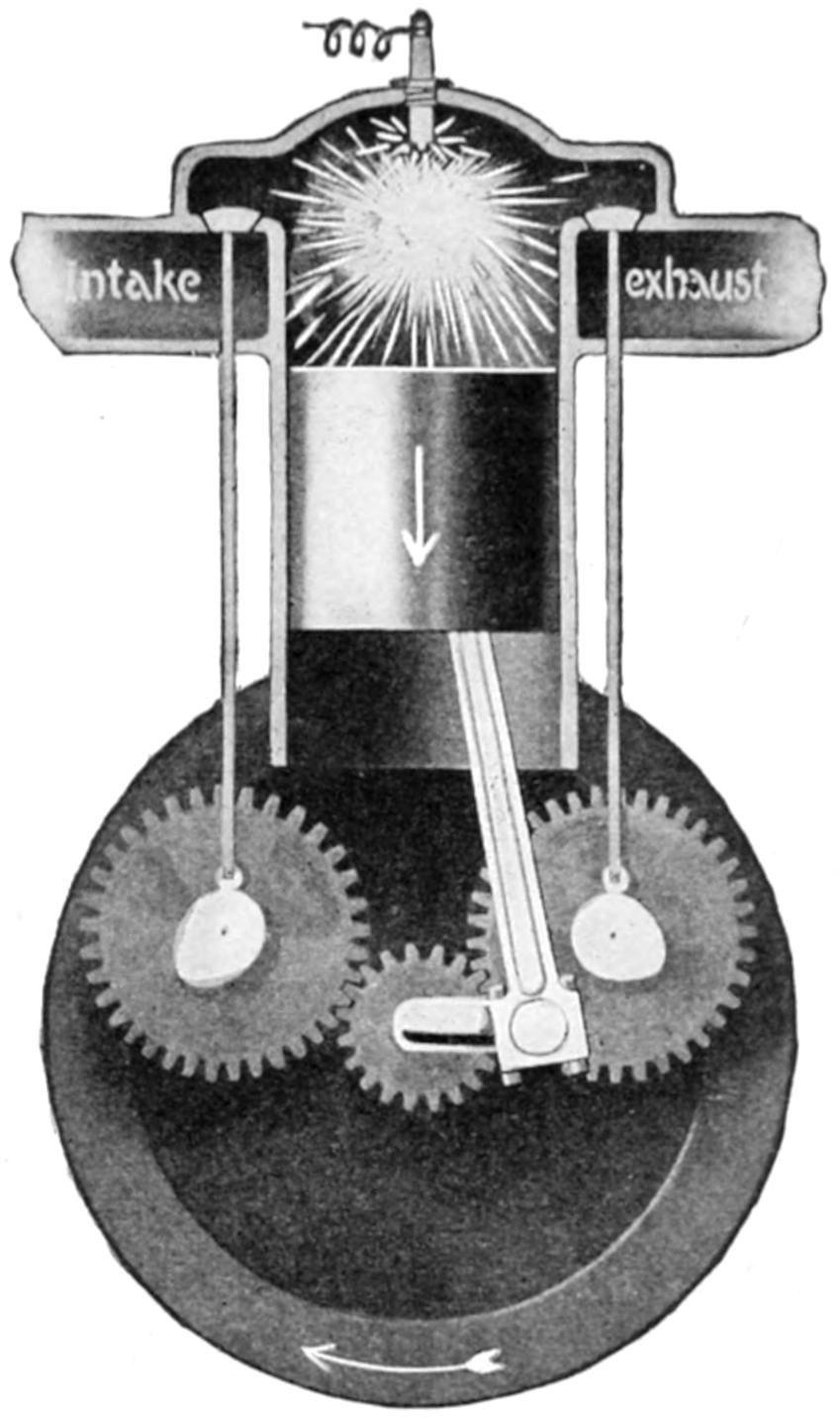
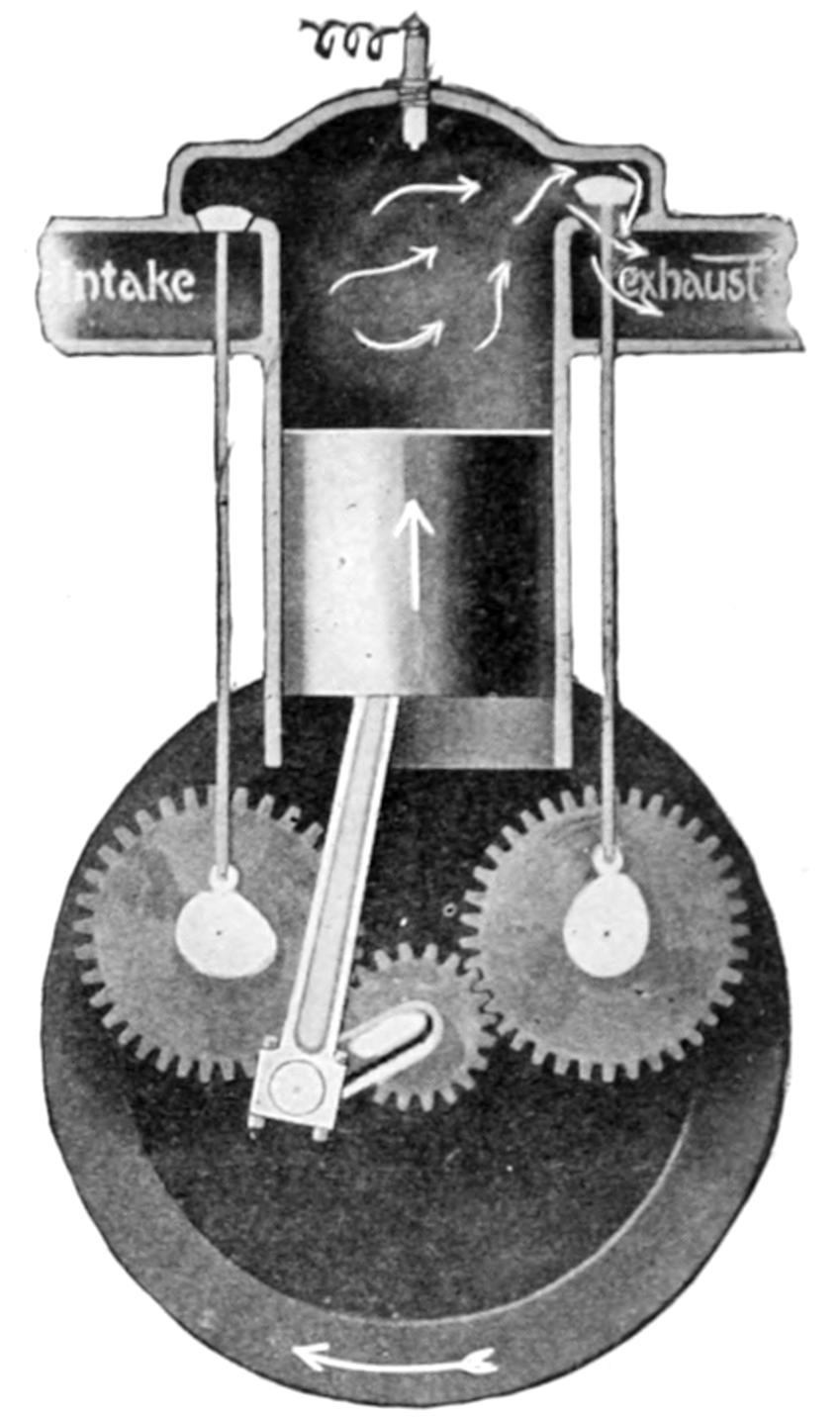
Fig. 2.
Fig. 3.
Fig. 4.
The illustrations show a one-cylinder motor, but these engines can be built with two or more cylinders, arranged to explode at different times, thus giving very smooth action to the fly-wheel and main shaft.
Aeroplanes, almost all automobiles, various pumps and other machinery are driven by gasoline engines. The rotary motion can readily be transmitted by chains or gears to the propellor of an aeroplane or motor boat, or the wheels of an automobile. It is only in the past few years that the gasoline engine has reached its present high state of perfection.
[183]
THE BEGINNING OF AN AUTOMOBILE
CRANKCASE SHOWING BEARINGS.
The heart of the automobile is the engine. It is built around the crankcase, which is its foundation or base.
CRANKCASE WITH CRANKSHAFT AND FLY-WHEEL ADDED.
The crankshaft serves the same purpose in an automobile as the pedals do on a bicycle.
The fly-wheel on the end helps it to keep turning at an even speed.
Gasoline vapor is exploded in the cylinders. This pushes the piston down, and as the piston is connected to the crankshaft it starts the crankshaft turning.
The piston and the rod that connect it to the crankshaft are just like the feet and limbs of any one riding a bicycle.
Cylinders showing piston in place and connected to crankshaft.
The gears or “cog-wheels” are for running the fan, the pump and other parts.
[184]
THE HEART OF THE AUTOMOBILE
Cylinder added to crankcase.
The cylinders are next bolted down to the crankcase, the pistons and crankshaft having been connected, as shown in Fig. 3. A cover is placed over the gears to keep them clean.
An oil pan or reservoir is attached to the bottom of the crankcase to hold oil for the engine.
The carburetor furnishes the gasoline vapor for the cylinders. It is connected to the engine by a crooked pipe called the intake manifold.
After the gasoline has been exploded a valve opens and allows the burned gases to escape through another pipe, called the exhaust manifold.
Oil is poured in the spout which is at the left of the carburetor. It runs down into the reservoir and is pumped up through the engine a little at a time.
Oil pump and filler added to motor.
[185]
THE POWER PLANT OF AN AUTOMOBILE
The electric generator makes electricity to be used for starting the engine and lighting the car.
The magneto gives an electric spark, which explodes the gasoline in the cylinders.
The water pump keeps water flowing around the cylinders to prevent them from getting too hot. This water comes back to the pump through the radiator at the front of the car. Wind blows through the radiator and cools off the water. The tire pump on up-to-date cars is run by the engine. It does not pump except when the gears, which are shown in the picture, are pulled together.
An electric motor starts the engine by turning the fly-wheel. This makes it unnecessary to get out and crank the car by hand.
[186]
SECOND STAGE OF CONSTRUCTION
The transmission is added.
The transmission makes it possible to reverse the car. It also enables the driver to go into high-speed gear when on level roads and low-speed gear for starting and for pulling hills.

Double-drop pressed steel frame.
The frame on which the car is built.
Addition of semi-elliptic and three-fourths-elliptic springs to frame.
Large springs are placed at the front and rear of the frame. They make the car ride smoothly.
Adding the front axle.
[187]
READY FOR THE WHEELS
Showing addition of full-floating rear axle.
Completed engine and transmission is next fastened to the frame and connected to the rear axle by the drive shaft.
Showing addition of gasoline tank and gas lead to carburetor.
Showing how steering gear is connected.
[188]
WHAT THE COMPLETED CHASSIS LOOKS LIKE
Wheels are next added to chassis.
Completed chassis with radiator added.
The water which keeps the engine from getting too hot is pumped around the cylinders and then through the radiator. The wind blows through the little openings in the radiator, and cools off the water. Then the water is pumped around the cylinders again.
The steps and fenders are next attached.
[189]
THE MARVELLOUS GROWTH OF TWENTY YEARS
The finished car.
GASOLINE AUTOMOBILE.
The first American-built automobile, now in Smithsonian Institute, Washington, D. C., where this photograph was taken. The rude carriage that was a curiosity twenty years ago and less—the vehicle that vied with the two-headed calf and the wild man of Borneo at the county fairs—was the beginning of the greatest transportation aid since the birth of civilization. Because of it our standards of living have become higher. It has broadened the horizon of all of us.
Built by Elwood Haynes, in Kokomo, Indiana, 1893-1894. Equipped with one-horse-power engine. Successful trial trip made at speed of six or seven miles an hour, July 4, 1894. Gift of Elwood Haynes, 1910. 262,135.

When an automobile passed you twenty years ago.
[190]
HOW AUTOMOBILES HAVE IMPROVED
LEFT SIDE VIEW
RIGHT SIDE VIEW
A new exhibit in the Smithsonian Institute, officially known as “Exhibit Number 56,860,” is attracting a great deal of attention from visitors to the National Museum. It consists of a complete Haynes six-cylinder unit power plant, and has been given a position at the side of the original Haynes “horseless carriage,” where the striking contrast shows the remarkable improvement that has been made in motor design and construction during the past twenty-two years.
The most important features of the power plant are shown clearly and comprehensively by having sections cut away from the various parts, so that the visitors to the Institute are enabled to see the mechanical construction, and the relation of the component devices.
On the right side of the engine, the intake and exhaust manifolds are shown in their natural position. A full vertical section of the Stromberg carburetor gives a good idea of how the gasoline is mixed with the air and supplied to the cylinders. The Leece-Neville generator has its casing cut away to give a view of the windings and cores. Numerous windows have been cut into the crankcase to disclose the crankshaft construction and the oil reservoir. The transmission gears are also shown in this manner.
Most of the electrical equipment is shown clearly on the left side of the motor. Here an interesting feature is the full vertical section of the American Simms high-tension dual magneto. A half section has been removed from the rear cylinder, and the piston as well, to give a glimpse of the interior construction. A large portion of the Leece-Neville starting motor casing has been cut away. The cover-plate on the switch controlling the starting motor has been replaced with a glass cover to display the method of completing the circuit from the battery to the motor. A skeleton selector switch is mounted at the rear of the transmission case, instead of its usual position on the steering wheel. The electric gear-shifting mechanism is made visible by using a glass plate for the top cover-plate on the transmission.
[191]
Under ordinary conditions the heart beats are controlled by certain nerve cells which are located within the heart itself, and these cause the heart to beat even while the brain is asleep. This explains why the heart beats when the brain is asleep, and the fact that the brain when asleep does not exercise its functions, shows how necessary this arrangement and the control of ordinary heart beats is. If this were not so, we should not be able to live while asleep. It is just like the management of a great business in this sense. The general manager of a great business has control of the entire works, but there are occasions when he must be thinking of only one thing in connection with the business, and so he must have his organization so complete, that the parts which he cannot be thinking about at the time will do their work just the same. So he surrounds himself with competent assistants, who look after certain departments while he is busy or away or asleep, and if anything goes wrong while he is away, he calls on special forces to set things right. Now, the brain is the general manager of the whole body and has these nerve cells in the heart as a sort of assistant manager to look after the heart beats in ordinary conditions, and to keep the heart going while he is asleep. But, by reason of his office as general manager, the brain has a special way of sending orders to the heart through special nerves which run from the brain down each side of the neck to the heart. There are two pairs of these special nerves. One pair, if set in motion, will make the heart beat faster, and the other pair will make the heart beat more slowly.
When you start running, the brain knows at once that your legs and other parts of the body will need more blood to keep them going, and so the brain sends down orders through his special nerves which make the heart beat faster, to get busy, and they do. Then when you stop running, your heart is beating faster than necessary—there is really an oversupply of blood being pumped through your system for the time being, and that makes you uncomfortable, until the brain sends word through the other set of nerves to the heart to slow down the heart beat. It is better to stop running gradually, to give the heart a chance to get back to its normal beat gradually also.
This is also caused by your brain in its efforts to keep up your supply of good blood. We breathe to take air into the lungs, where the blood which has once been through the arteries and comes back on its return trip to the heart, is exposed to the air in the lungs, before going back into the heart. The air which we take into our lungs purifies the once used blood and makes it into good blood again. When you run the heart pumps blood into your arteries faster to enable you to run. Thus also, the arteries send much more blood back to the heart through the veins, and this must be purified by the lungs before going back into the heart. To attend to purifying this extra amount of spoiled blood the lungs need more air, and thus you are made to breathe in more air for the purpose. Unless you are in good training—your wind in good condition as we say—it is almost impossible for you to supply the lungs with enough air for the purpose, but whether you can do it or not, the lungs call upon you for more air, and cause you to try to get it, and that is what makes you get out of breath.
The natural tendency of a scared creature is to run or fly. The effect of being scared has the same effect on the brain that your starting to run has. The brain is always as quick as you are, and knowing that when you are scared your actual or natural inclination is to run, it is merely getting you in shape so that you can move or run fast.
[192]
Your hands appear blue when cold because the veins which are near the surface are filled with impure blood which is purplish in color. Your hands become cold because there is not sufficient circulation of warm red blood going on to keep them warm. The blood in circulating through your body sends warm red blood through the arteries, and this is returned to the heart through the lungs by way of the veins. The veins carry only used-up blood or what is left of the good red blood when the arteries are through with it. Its color is a purplish blue.
When your hands are blue it means that circulation of good red blood has practically stopped—the red blood is not flowing from the heart through the arteries in sufficient quantity and there is no color in the arteries, as the blood from the arteries has practically all gone into the veins. The veins are full to purplish blue blood, and this makes the hands look blue, because there are a great many veins in the hands close to the surface.
Now, when you rub your cold blue hands together, you start the circulation going again, and that brings the red blood into the arteries, giving you the healthy red color again. When you run hard to get red in the face because you are causing an unusual amount of red blood to flow through your whole body by your violent exercise. Some people with an extraordinary amount of circulation are red in the face all the time. This is because of the presence of a great deal of blood in the arteries, or because the walls of their arteries are so much thinner than others that the red blood shows through more easily.
Yawning is infectious to the extent that other habits are. The desire to yawn which comes to us when we see some one else does so comes under the heading of suggestion. The power of suggestion is greater than many of us realize. We are great imitators of each other. When one of us is downhearted, we are apt to become happy and glad simply by being with other people who are happy and glad. If enough people one at a time tell a perfectly well man that he looks sick, he will actually feel ill, provided he does not suspect a game is being played on him. So a good actor carries his audience with him. He can make them laugh or cry almost at will, and if he yawns, his audience will begin yawning.
Often, however, there is no acting connected with the yawning of the first person. Then the yawn is caused because the person is not sending enough good air into the lungs for purifying the blood, and the yawn is only nature’s way of making us take an exceptionally deep breath of air in at one time. This lack of sufficient good air in the lungs may not be due to the poor breathing, but to the amount of bad air in the room. In such cases it is quite likely that other people in the room yawn when one of them starts it because they all begin to feel the need of more good air at about the same time.
The necessity or desire to stretch comes to us because certain parts of the body are not receiving the proper amount of blood circulation and it is these parts that we stretch at such times. If you have ever been to a ball game, you know, of course, that it has become customary for the crowd, no matter how large, to stretch its legs and arms during the last half of the seventh inning. In fact, that has come to be a fixture at ball games and is universally known as the “stretch inning.” Now, it is not so much the result of a desire to encourage the home team as the natural following out of nature’s laws that originally started this practice. The end of the seventh inning at a ball game generally means that the crowd has been sitting quite still for the greater part of an hour and a half,[193] just long enough for the circulation to become poor in parts of the body, and the custom of stretching at a ball game thus comes from the necessity of getting a little more speed into the action of the heart to increase the blood supply.
In other words, the stretching constitutes a mild form of exercise. You will notice the ball players themselves do not stretch themselves in the last half of the seventh inning. They are getting enough exercise without that.
It is natural, however, for us to stretch as we wake up from sleep after having lain quietly in one position for one or more hours. It is nature’s way of causing the heart to work faster.
What happens is simply this. When you stretch your arms and legs, you squeeze the arteries and veins which are a part of your arms and legs, much as happens when you pull on a piece of rubber tubing. The tubing becomes flat instead of perfectly round, and it is not so easy to send water through a flat tube as through a round one. Just so with the heart. It is the heart’s business to send blood through the arteries at all times, and when you make them flat the heart’s job becomes just a little harder, and it goes to work beating just a little faster to overcome this extra difficulty. By that time you are through stretching and the heart is busy pumping blood a little faster than ordinarily, and that is what makes you feel so good after you have stretched.
If you are asking the question intelligently, you must know that to think means to concentrate, and in that sense we can only think of one thing at a time, because it takes all of that part of the brain which is used for thinking for just one thing. To give close attention to any one subject means to turn the entire brain force practically in one direction. To let other things pass through the mind at the same time may appear not to interfere with the one thought, but they do, and our conclusions suffer accordingly.
You can be doing something with one part of your body, while engaged in thinking of one thing, but only such things as are more or less mechanical as the result of habit, such as walking, or moving the arms—things which the parts have done so often that actual attention by the brain is not absolutely essential. Take for instance, the fact that a man in deep thought on one subject will sometimes walk up and down the room or along the sidewalk. He can do this walking and still think concentratedly, but if he stubs his toe on the leg of a chair or on a rough place in the walk, his thought is broken, because the brain immediately takes itself out of the thought and pays its attention to the toe that was stubbed.
Simply because, when you are scared or frightened, the blood almost leaves your face entirely. Under normal conditions, the red blood which is flowing through the arteries of your face, gives the face a reddish tinge, and your face becomes white when you are frightened, because then the blood leaves the face. It is quite singular, but when you are really frightened, whatever the cause may be, the human system receives such a shock that the heart just about stops beating all together. When your heart stops beating of course the flow of the blood from the heart stops and then there is no supply of fresh red blood coming through the arteries under the skin of your face. Therefore you look white—the color your face would be if no blood ever flowed through your arteries and veins. Some people have faces so white they look as though they were scared all the time. This is not because they have no blood flowing through the veins and arteries in their faces, but because their supply of blood is less than other peoples, and sometimes because the walls of their arteries and veins are much thicker than the average that the color of the blood[194] does not show through. There are also many people who have so much blood in their systems all the time, and the walls of whose arteries are so thin, that they look at all times as though they might be blushing.
Anything that will make your heart send an extra supply of blood into the arteries and veins which supply your face with blood, will make you blush. Embarrassment will do this. So will anger generally, although sometimes people get so angry that the blood is driven out of their faces. In this case they are so angry that their heart has stopped beating, practically.
When we think the mind is acting on sensations; it is receiving, in conjunction with memories of sensations it has previously received. Sensations as they reach the mind arouse the mind to activity and, as soon as the sensation is received, the mind begins to compare the new sensation with sensations received at previous times, and by putting things together reaches a conclusion.
When you are thinking you are really trying to call upon memory to help you. You know the thought of one thing calls up another, and this leads to something else. This association of ideas is the faculty which enables us to think consecutively and accurately. It is the business of the mind to receive the sensations that enter it and arrange them in their proper places. That memory of past sensations is the important part of thinking, is proven by the fact that when we have forgotten a thing we are unable to think what it was.
For this reason if animals have memory they should be able to think. It is now believed that many animals have to a certain extent the power to remember.
A dog will recognize his master even though he has not seen him for years. We might think he does this by his highly developed power of smell, but if his master has come from a direction opposite to that from which the dog first sees him, he could not have tracked him by his smell. A dog will recognize his master from quite a distance, so he must have to a certain extent the ability to remember or the power of association of ideas, which amounts to the same thing. Again, a horse that once belonged to the fire department, even though now hitched to a milk wagon, will have the impulse to run to the fire when he hears the fire gong. And an old war horse will prick up his ears as he used to when he hears the bugle call.
You sneeze sometimes when you look up at the sun or at a bright light. There does not seem to be any real good explanation of why looking at a bright light should make you sneeze. It is due to the connection there is between the nerves of the eyes and the nose. You generally blink if you look at a bright light suddenly, and the blinking process stirs the nerves inside of the nose to make you sneeze.
You know, of course, that the start of the sneeze is inside of your nose. The nose is, besides being the organ of smell, the channel through which we take air into the lungs, when we breathe properly. The nose is lined with membranes, back of which are a net of very small nerves which are extremely sensitive. The membranes are placed there to catch and hold the impure particles of matter which come into the nose when we take in a breath of air, and sneezing is only one effective way of cleaning out the nose. It is brought on only when some particularly difficult job of nose-cleaning has to be done. Pepper up the nose will make you sneeze quickly, because pepper produces a very great irritation inside the nose, and the nose goes to work at once to get rid of it in the quickest possible manner as soon as the pepper comes in. Other things have the same effect. Sometimes a cold in the head causes you to sneeze. The sneeze in that event is merely nature’s effort to clean out the nose when other efforts have failed.
[195]
There are many suggestions for stopping a sneeze before it takes place, after you feel it coming on, such as putting the finger on each side of the nose, and many others. But a half sneeze does not remove the cause of the sneeze, so it is much better to sneeze it out, and many people enjoy the after effects of sneezing so much that they take snuff into the nose to produce it.
The muscles of your throat act in the form of a ring when food passes into your throat. The food does not drop directly into your stomach. In other words, the action is not quite the same as when you drop a stone out of the window. When you do the latter, the stone hits the sidewalk or whatever is below at the time, with a smash. It would hardly do to have our food drop into the stomach, so the muscles of the throat are arranged to contract in rings which push or squeeze the food downward, and the food is passed from one ring of muscles to the other. It is just like pushing a ball down into the foot of a stocking that is apparently too small for it to drop down. You put the ball in the top of the stocking and then by making a ring of your fingers around the stocking you can push the ball down. When you swallow, you start the muscles of your throat to making these rings. The upper ring squeezes the food on to the ring below it and so on down to the stomach.
The “lump” which comes up into your throat when you cry is caused by a sort of paralysis of the rings of muscles in your throat. The muscles of your throat can make these rings or waves upward also, but it is more difficult upward than downward—probably because of lack of practice, as we say. When you have put something into your stomach that makes you sick and causes you to vomit, the throat muscles take the matter from your stomach and bring it back to the mouth in the same way, except, of course, that this action begins at the bottom.
Sometimes when you cry, or lose control of yourself in some other way (you know, of course, that in crying you always lose control of yourself, don’t you) practically the same effect is produced as when you have something in your stomach that should come out. Crying, or the thing that happens sometimes when we cry, makes the throat muscles act just as if we were vomiting, and as the action is an unnatural one, when the ring or wave reaches the top of the throat, we feel the lump or ball as we call it. We feel the lump because the throat has been made to go through the motion of eliminating something in an unnatural way, just as your arm will hurt if you pretend to have a ball or a stone in it, and in throwing the imaginary ball or stone, you put the same force into your movements as you would if you had an actual ball or stone in your hand and were seeing how far you could throw it.
We eventually stop growing because certain of the cells of the body lose their ability of increasing in size and producing other cells. It is one of the marvels of the construction of the human body that this is so and one of the wisest provisions also. At first the cells of the body crave lots of food and increase in size, divide and then the parts go on growing until they become of a certain size, when they again divide and each part goes on growing, etc., and thus we grow. A growing boy needs more fond than a mature man, because he needs some of it to grow with, while the man only has to keep what growth he has going, i. e., alive.
We say this limit of growth is a wise provision of nature because if there were no limit to the size we might become, we would not know how large to build houses, barns, etc., or else we would have to build them so large to[196] start with that we would be lost in them for a long time. We would constantly be forced to change these things and there would be no basis to reckon from. Dogs might be as big as elephants and then they would be of no use to us, or of what use would a dog as big as an elephant be to a boy of five years. You see it would not do at all to have this rule changed.
We age directly in accordance with the lives we lead. You can bend a wire back and forth a number of times at the same point without breaking it, but eventually it will break. Just so with the human body. You can use each part of it for its own purposes a number of times, but eventually the break will come. Or, you can fail to make a part of it perform its regular functions, and it will die—the break will come. The human body is the most wonderful machine in the world, but even it will eventually wear out. Every time you move your arm, leg or some other part of your body, you destroy some tissues. The body replenishes and builds up those tissues again for a certain time. When you bend a joint in your body, the body oils the joint naturally, but as you grow older, or rather, as you use the different parts of your body more and more, it brings nearer always the time, when the body cannot, of its own accord, build up again the tissues you have destroyed. That is why some people become very old at forty and others are still comparatively young at seventy. It requires a great deal of care and attention and the elimination of all abuse of the body to keep us young when we are old. The use of drink, lack of sufficient sleep and other abuses prevent the body from restoring the tissues which have been destroyed. Worry and sorrow age us very rapidly, because these things affect the nerves. If the nerves are not quiet we cannot get any rest and without rest we grow old very rapidly.
Wrinkles come to us in several ways. An easy way to cause wrinkles is to scowl and frown and get into the habit of doing this. When you scowl or frown you pucker up the skin on your forehead into wrinkles and if you continue the habit the skin on your forehead makes the wrinkles permanent. You have given your skin the wrinkle habit. This acts just the same way as your arm would, if you tied it up in a sling and held it close to your side for a very long time—a number of weeks. When you took the sling off you would find your arm useless—a dead arm. It had developed the habit of doing nothing.
In old people, however, wrinkles come more naturally. There it is the case of the skin not receiving the proper nourishment and attention to keep the circulation of the blood right. When people become old they are apt to lose the fat which has accumulated under their skins. If they had taken just the right amount of exercise all of their lives and kept their circulation perfect in all parts of the body, there would have been no fat there. But when the fat accumulates, it makes the skin grow larger, and then when the fat disappears and people get thin again, the skin is too large and makes the wrinkles.
Milk will sour in any kind of warm and moist temperature and, because just before and during a thunderstorm the air is generally quite warm and moist, it is only natural that it should turn sour. It is wrong, however, to say or think that thunder makes milk sour. Thunder is only a noise and noise cannot do anything but make itself heard. The fact that it is generally warm and moist, however, when it thunders, coupled with the fact that these conditions of the air sour milk very rapidly, have led people to connect the two in their minds and caused them to fall into the error of believing that the thunder is responsible for the change in the milk.
[197]
Every movement has a beginning. When a movement on the earth is once started it keeps on going until something stops it. If nothing stops it it will go on forever.
When you shout you start air waves going in every direction, which keeps on going until stopped by something which has the power to break up their waves.
When you throw a stone into the ocean you start a series of ripples or waves which spread out in every direction and if you dropped your stone into the exact middle of the ocean—half way from each side—in a perfectly calm sea undisturbed by other forces, your ring of ripples would go on getting larger until it landed on the beach or shore on each side of the ocean at the exactly the same time and there the beach or shore would stop it.
The original ring of ripples is caused by the fact that when you drop a stone into the water it disturbs the water where it goes in and the water moves away from the stone to the sides, and as the stone goes down, over and up above it, and the whole body of the water is disturbed in such a way that makes the ripple appear on the surface and spread out in every direction. As the stone goes down into the water further and further the disturbance is repeated and ring after ring appears on the surface.
Of course there are many disturbances in the water at all times. Many things may happen to break up your little ring of ripples before they touch the sides of the ocean—a ship—a fish—the wind—or one of many other things, and because this is true you would have difficulty in sending the waves made by your little pebble across the ocean, but you can take a dishpan from the kitchen and after filling it with water drop pebbles into it as nearly the middle as possible, and you will see the ripples or waves your pebble makes spread out from the point where the pebble entered the water in all directions.
Different languages developed in different parts of the world because there was no inter-communication between people in different communities, and each was really developing a language for itself. In doing so they developed their language without knowing that other communities were working out the same problems for themselves. So they first developed their own sign and gesture language and later on their word or sound language and kept on using it. While they may thus have developed the use of some of the same signs and sounds or combination of sounds to express one thing perfectly understandable to themselves, these sounds or combinations of sounds might mean something entirely different to another community, where that particular sound or combination of sounds may have been hit upon to mean something entirely different.
Of course, not all languages were developed in this way. There are, you know, a great many languages used in the world. Some of them are offshoots of others, where part of a community moved to another part of the world, taking their language with them, but developing it further along new lines, and using new combinations of sounds for new words. Then also, there are many words which mean the same thing in different languages and are spoken with practically the same sounds. This is due to the movement of people from one nation to another and bringing their own words with them, so to speak. In many instances a stranger would come to another nation, and use his own word for expressing a certain thing and that would eventually be taken up and used as a better word, and the old word dropped. It is strange that this should be true, but this accounts for the fact that many words are the same in sound and meaning in numerous languages.
[198]
The match lights when we rub it along a rough substance, because the rubbing produces sufficient heat on the end of the match to set fire to the head, as we call it, which is made of chemicals that light more easily than the stick of wood, which is the rest of the match. The fire thus started is hot enough and burns long enough to set fire to the wooden part of the match.
To explain this more fully, let me say this. Rub your finger quickly along your coat sleeve or along the seat of your trousers, long a favorite place for men to strike matches, pretending that your finger is a match. You find the end of your finger becomes warm, don’t you? Not warm enough to set your finger on fire, of course, but if you had the same combination of chemicals on the end of your finger that there is on the match, you would set the chemicals afire and this would burn your finger, just as it sets fire to the wooden part of the match.
It took a great many years to discover the combination of chemicals of which the head of the match is made. Before that discovery was made it was far from easy to light the light in the evening as it is now. It must have been a serious thing to let the fire go out in the furnace in those days.
The kettle whistles only when the water boils and the steam or gas which is the form the water turns into when boiling is trying to escape through the spout of the kettle. You see, when the water starts boiling, the inside of the kettle is at once filled with steam and more is coming out of the water all the time. This steam must get out some way, so it rushes for the spout of the kettle, and because so much of it is trying to get out of a comparatively small opening at once there is quite a pressure and this results in making the whistle out of the spout of the kettle. It is just the same process as when you whistle yourself. To whistle you fill your mouth with air and force it out through your lips, which you have closed excepting for a small opening, by the pressure you can bring to bear with the roof and sides of your mouth, and if you have learned to make your lips into the proper shape and apply the pressure steadily you can sound a very long note and make different notes by making the opening in your lips large or small. The kettle spout has only one size of opening so the sound is practically the same at all times though louder at sometimes than at others. This is caused by the varying pressure at which the steam in the kettle is being forced out.
The water from the fountain shoots into the air because water anywhere will run down if given a chance. To produce a fountain you must have a source of water supply for the fountain which is higher than the openings of the fountain out of which the water shoots. The water comes out of the holes in the fountain for the same reason that it comes out of the faucet in the kitchen or bath room. In the latter case the water comes from the waterworks reservoir in which the level of the water is much higher than the opening in the faucet in your home. Being higher the water in the reservoir is trying to get away through the pipes all the time and all the pipes leading from the reservoir are full of this water trying to get away. Just as soon as you turn the valve in the faucet the water comes out and runs down into the bowl.
If you were to turn the opening of the faucet up instead of down as it is, the water would shoot up instead of down. Not very much, it is true, but it would act much like the water from the fountain. The reason it does not shoot up high in the air like a fountain is because the opening in the faucet is the same size as the opening in the little pipe which leads the water from the street into the house. If you would[199] turn the opening of the faucet up and attach to it a pipe which made the opening much smaller (the size of the opening in the fountains), you would see the water shoot into the air just as it does from the fountain. When you reduce the size of the opening you increase the pressure of the water coming from the pipes in proportion to the reduction you have made in the size of the opening.
Water from the fountain will not, however, shoot as high as the level of the water in the reservoir because, as soon as it leaves the pipes, it encounters the pressure of the air outside the pipes and the law of gravitation which pulls all things toward the center of the earth.
It is not natural for water to shoot into the air as it does in a fountain. The only way water can go naturally is down, and it only goes up a little way from a fountain because of the pressure of the water in the pipes behind the openings in the pipes in the fountain.
A balloon stays up in the air, because of the air in it, together with the weight of the balloon, is less than an equal bulk of the air in which it floats.
In former days of ballooning the balloons were filled with hot air and were then found to rise and stay up until the air inside of the balloon became of the same temperature as that in which it floated. When this stage was reached, the balloon itself would fall because the material of which it was made was denser than air.
Today balloonists fill their balloons with gas which is lighter than air, even when as cool as the air in which they rise and are thus able to stay up a long time.
You, of course, have seen many of the red, white and blue paper balloons which are sent up on the Fourth of July. You will remember that father, or whoever it is that is sending them up, lights the oil-soaked knot of cloth that is attached to the balloon immediately below the opening at the bottom. He first lights this and then holds the balloon for a time with his hands.
Soon, however, you will remember that the balloon starts upward with father still holding it. This is because the air inside the balloon is becoming heated. You will notice also that at first he has to hold out the sides of the top of the balloon with his hands or has some one help him do this, but that even so the balloon does not stand out round and full as it should. When the balloon starts to rise, however, you will notice that it is round and full. This is because the air in the balloon has become heated and is expanding. Soon the balloon is tugging to get away and father lets go and it rises and sails away with the wind. As long as the fire below it burns, and if the wind does not upset it so as to make the paper part catch fire, the balloon will stay up; but, when the fire burns out, the balloon will come down.
The balloon merely rises because the air inside, and held there by the covering of the balloon, is warmer air and lighter than the air on the outside.
When reading of people who lived long years ago and especially when reading about the length of their lives, we are told that in the old days people lived longer than they do now. Some of the early historical records speak of single individuals who lived hundreds of years. There is great doubt as to whether these statements are founded on fact. In thinking about this we must first take into consideration that these records of long ages were recorded at a time when man had no accurate ideas of the actual passage of long periods of time such as a year. They did not have our calendar as a basis for figuring at all. Learned men now tell us that the actual age of men who lived at the time these records of great ages were recorded probably lived[200] shorter lives than we do now, and that what they record as a period of one year was probably a much shorter period than one year.
It is true beyond the question of a doubt that the people of today live longer on the average than people who lived ten, twenty or more years ago.
In other words, the average period of life has increased steadily. This is due to the fact that we have taken great care of our bodies; have improved the conditions in which we live, and made them more sanitary; have learned to fight and check and eradicate diseases, which only a few years ago we could not prevent people dying of when they once contracted them, and we know from the records which we keep that actually people live longer on the average today than only a few years ago, and it is safe to say that they live longer now on the average than at any time in the world’s history.
The world is so constructed that there must be a reason or cause for everything. There are so many forces in the world that man has not yet been able to locate the original cause of every one of them. Concerning other things, he sees the effects without having any knowledge of the forces which are their cause. Other things he has never even bothered to inquire about, but simply takes them for granted. But every force, which means, of course, everything in the world, must have had a beginning and therefore something or a combination of things must have caused it to begin, and the thing or things that caused it to be is the reason for its being. Every little while someone makes a discovery of some new force, and then we suddenly realize that this force has been in existence all the time although not known to man, and we discover through this the reason for many other things being as they are.
The other thing or side of the question is also true. We cannot have a cause without an effect. You cannot do anything without causing something to happen and producing an effect on one or more other objects either animate or inanimate. You cannot move your hand without creating some disturbance in the air. When you make a noise, low or loud, you produce sound waves. When you burn a stick of wood, you create smoke, ashes and gases of various kinds. You change the whole nature of what was the piece of wood, and yet no particle of what made the stick of wood is ever destroyed or lost, but appears in some other thing in the air or on or in the earth.
An echo is caused when the waves of air which you create when you shout are thrown back again when they are stopped by something they encounter and are turned back without changing their shape. Any kind of a sound wave will make an echo in this way.
You see, you can have no sound of any kind without sound waves. You could not make a sound if there were no air. Now, when you shout, you start a series of sound waves that go out from you in every direction and they spread away from you in circles just like the rings of ripples that are caused when you drop a stone into a pool of water. You can prove this to yourself easily by having one, two, three or more of your friends stand around you in a large circle. You can place them as far away from you as your shout can be heard if you wish. When you shout, each of your friends will hear the shout at the same time, provided, of course, they are at equal distances from you.
Sometimes these sound waves as they go away from you in circles strike objects that turn the waves back unbroken just as they came to them. The waves will bounce back just like a rubber ball from a wall against which it has been thrown and this is the echo. However, some things that the sound waves strike break up these waves entirely and others partially.
No doubt you have sometimes noticed[201] when you shout you hear a distinct echo and that at other times, standing in the same place, you cannot hear any echo, although you shout in the same way. This is explained by the fact that at times conditions of the air are such that no echo is produced while at other times a perfect echo results.
The possibilities of an echo have to be taken into account by the architects and builders of all public buildings, such as theaters, halls and churches, where anyone is to speak or entertain others. Unless they are very careful the walls and ceilings may be so arranged that when any one sings or speaks in the room, there is such an echo that it interferes with the music or speaking. It sometimes happens also that through some peculiarity in which the walls and ceiling of a building are constructed there will be certain places in the room where an echo can be heard, even a whisper, and which cannot be heard in other parts of the room at all. This is likely to occur in rooms where there is a dome-shaped ceiling. There will be certain spots in the room hundreds of feet apart, where if you stand on one spot and another person is on another definite spot clear across the room, the tiniest whisper can be heard, while the people in between cannot hear at all. This is called a whispering gallery. Of course, loud talking would produce the same effect. A whispering gallery is a gallery with an echo which can be heard from certain positions. There are a number of famous whispering galleries of the world. In the room beneath the great dome of our Capitol at Washington is an almost perfect whispering gallery. There are quite a number of points at which you can stand and hear the whispers across the room which is more than a hundred feet. These whispering galleries come accidentally, of course. It would be difficult to deliberately construct a building in such a way as to produce a whispering gallery.
When you knock your head against a sharp corner, or if some one hits you on the head with anything with a sharp edge, you do receive a dent in your head, but it does not last. In other words, the head has one of the qualities of a rubber ball. You can press your finger against the sides of the rubber ball and push it in, but when you take your finger off the ball resumes its shape. Just so with your head—it resumes its shape after a blow.
After doing this, however, a bump or lump is formed. I will endeavor to tell you how the bump is formed or rather what causes it to form. You cannot knock your head against anything that is harder than your head without causing some injury to the parts which received the bump. Now, what happens then is just what happens to any other part of your body when it is injured whether as a result of a bump, a cut or a bee or mosquito sting.
As soon as the injury occurs the brain starts the “repair crew” to work. The result is that first a great supply of blood is rushed to the injured part with the result that the blood vessels are filled up and extended with blood. Certain parts of the blood cells find their way through the walls of the blood vessels at the part of the injury and other fluids from the body are piled up there, so to speak, to form a congestion. This “piling up or congestion” distends the skin and raises the bump. On the head where the layer of muscular structure is thinner and where there is less space between the bones of the skull and the outside skin, the bump will be larger and more noticeable, because a good deal of blood and other fluids are piled up in a comparatively small space, and so the skin gets pushed out further to accommodate this great congestion, whereas in other parts of the body the bump may be quite as large but not so noticeable.
[202]
HOW MEN GO DOWN TO THE BOTTOM OF THE SEA

PUTTING ON THE SUIT.
Socks, trousers and shirt in one, and a copper breastplate.
PUTTING ON THE IRON-SOLED SHOES.
They are purposely made heavy, to help the diver sink.
It looks very much like the land on which we live. There are mountains and valleys, rocks and crags, trees and grass, just the same as we see on land, except, of course, that there are no human beings to be seen. Instead of birds flitting about the tree-tops, fish swim about them, and where the squirrel and rabbit bound through the woods on land, the great king crab and sea turtle drag their unwieldy forms on the ocean’s bottom. Some of the scenes at the bottom of the sea are like fairyland, and in tropical waters are often as beautiful and spectacular as those we see in theatrical pantomimes. Delicately tinted sea-shells, great trees of snow-white coral, sea foliage of every tint and shape, and deep dark caverns, in which lurk the devil-fish and other odd looking fish.
The armor of to-day consists of a rubber and canvas suit, socks, trousers and shirt in one, a copper breastplate or collar, a copper helmet, iron-soled shoes, and a belt of leaden weights to sink the diver.

ADJUSTING THE TELEPHONE.
This enables the diver to talk at all times to those above him.

PUTTING ON THE HELMET.
It is made of tinned copper, with three glass-covered openings, to enable the diver to look out.
[203]
TELEPHONING FROM THE BOTTOM OF THE OCEAN
TESTING THE TELEPHONE.
Every precaution is taken to see that everything is in order before the diver goes down.
THE FINAL TEST.
The least error in the adjustment may mean death to the diver.
The helmet is made of tinned copper, with three circular glasses, one in front and one on either side, with guards to protect them. The front eye-piece is made to unscrew and enable the diver to receive or give instructions without removing the helmet. One or more outlet valves are placed at the back or side of the helmet to allow the vitiated air to escape. These valves only open outwards by working against a spiral spring, so that no water can enter. The inlet valve is at the back of the helmet, and the air on entry is directed by three channels running along the top of the helmet to points above the eye-pieces, enabling the diver to always inhale fresh air. The helmet is secured to the breastplate below by a segmental screw-bayonet joint, securing attachment by one-eighth of a turn. The junction between the water-proof dress and the breastplate is made watertight by means of studs, brass plates and wing-nuts.
A life or signal-line and also a modern telephone enables the diver to communicate at all times with those above him.
The cost of a complete diving outfit ranges from $750.00 to $1,000.00. The weight of the armor and attachments worn by the diver is 256 pounds, divided as follows: Helmet and breastplate, 58 pounds; belt of lead weights, 122 pounds; rubber suit, 19 pounds; iron-soled shoes, 27 pounds each.
The air which sustains the diver’s life below the surface is pumped from above by a powerful pump, which must be kept constantly at work while the diver is down. A stoppage of the pump a single instant while the diver is in deep water would result almost in his instant death from the pressure of the water outside.
The greatest depth reached by any diver was 204 feet, at which depth there was a pressure of 88¹⁄₂ pounds per square inch on his body. The area exposed of the average diver in armor is 720 inches, which would have made the diver at that depth sustain a pressure of 66,960 pounds, or over 33 tons.
The water pressure on a diver is as follows:
| 20 | feet | 8 | ¹⁄₂ | lbs. |
| 30 | feet | 12 | ³⁄₄ | lbs. |
| 40 | feet | 17 | ¹⁄₄ | lbs. |
| 50 | feet | 21 | ³⁄₄ | lbs. |
| 60 | feet | 26 | ¹⁄₄ | lbs. |
| 70 | feet | 30 | ¹⁄₂ | lbs. |
| 80 | feet | 34 | ³⁄₄ | lbs. |
| 90 | feet | 39 | lbs. | |
| 100 | feet | 43 | ¹⁄₂ | lbs. |
| 120 | feet | 52 | ¹⁄₄ | lbs. |
| 130 | feet | 56 | ¹⁄₂ | lbs. |
| 140 | feet | 60 | ³⁄₄ | lbs. |
| 150 | feet | 65 | ¹⁄₄ | lbs. |
| 160 | feet | 69 | ³⁄₄ | lbs. |
| 170 | feet | 74 | lbs. | |
| 180 | feet | 78 | lbs. | |
| 190 | feet | 82 | ¹⁄₄ | lbs. |
| 204 | feet | 88 | ¹⁄₂ | lbs. |
[204]
The dangers of diving are manifold, and so risky is the calling that there are comparatively few divers in the United States. The cheapest of them command $10.00 a day for four or five hours’ work, and many of them get $50.00 and $60.00 for the same term of labor under water.
The greatest danger that besets the diver is the risk he runs every time he dives of rupturing a blood-vessel by the excessively compressed air he is compelled to breathe. He is also subject to attacks from sharks, sword-fish, devil-fish, and other voracious monsters of the ocean’s depths. To defend himself against them, he carries a double-edged knife as sharp as a razor. It is the diver’s sole weapon of defense.
Just how far back the art of submarine diving dates is a matter of conjecture, but until the invention of the present armor and helmet, in 1839, work and exploration under water was, at best, imperfect, and could only be pursued in a very limited degree.
THE GREATEST
DIVING FEAT
Millions of dollars’ worth of property has been recovered from the ocean’s depth by divers. One of the greatest achievements in this line was by the famous English diver, Lambert, who recovered vast treasure from the “Alfonso XII,” a Spanish mail steamer belonging to the Lopez Line, which sank off Point Gando, Grand Canary, in 26¹⁄₂ fathoms of water. The salvage party was dispatched by the underwriters in May, 1885, the vessel having £100,000 in specie on board. For nearly six months the operations were persevered in before the divers could reach the treasure-room beneath the three decks. Two divers lost their lives in the vain attempt, the pressure of water being fatal. The diver recovered £90,000 from the wreck, and got £4,500 for doing it.
One of the most difficult operations ever performed by a diver was the recovering of the treasure sunk in the steamship “Malabar,” off Galle. On this occasion the large iron plates, half an inch thick, had to be cut away from the mail-room, and then the diver had to work through nine feet of sand. The whole of the specie on board this vessel—upward of $1,500,000—was saved, as much as $80,000 having been gotten out in one day.
It is an interesting fact that from time to time expeditions have been fitted out, and companies formed, with the sole intention of searching for buried treasure beneath the sea. Again and again have expeditions left New York or San Francisco in the certainty of recovering tons of bullion sunk off the Brazilian coast, or lying undisturbed in the mud of the Rio de la Plata.

The last look just before going down.
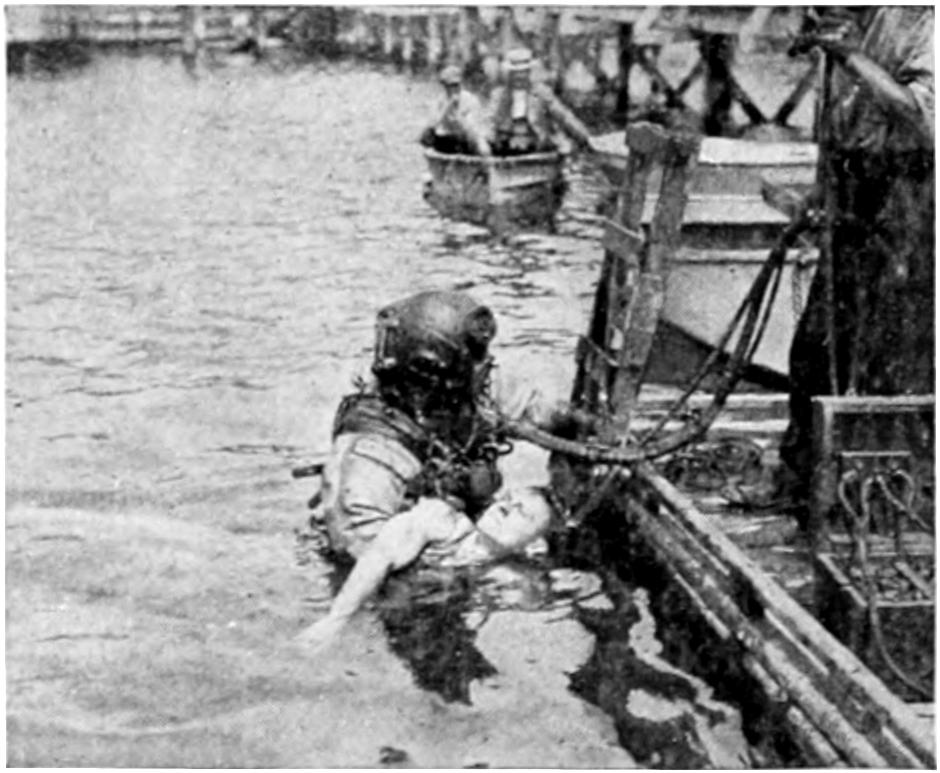
Coming up after a successful trip.
At the end of 1885, the large steamer Imbus, belonging to the P. & O. Co.,[205] sank off Trincomalee, having on board a very valuable East-India cargo, together with a large amount of specie. This was another case of a fortune found in the sea, for a very large amount of treasure was recovered.
Another wreck from which a large sum of gold coin and bullion was recovered by divers, was that of the French ship “L’Orient.” She is stated to have had on board specie to the value of no less than $3,000,000, besides other treasure.
A parallel case to “L’Orient” is that of the “Lutine,” a warship of thirty-two guns, wrecked off the coast of Holland. This vessel sailed from the Yarmouth Roads with an immense quantity of treasure for the Texel. In the course of the day it came on to blow a heavy gale; the vessel was lost and went to pieces. Salvage operations by divers, during eighteen months, resulted in the recovery of £400,000 in specie.
Humorous scenes do not play much of a part on the ocean’s bottom, and the sublime and awe-inspiring are far more in evidence there than the ludicrous, yet even beneath the waves there are laughable scenes at times. A diver had been engaged to inspect a sunken vessel off the coast of Cuba. Arriving on the scene he discovered a number of native sponge-divers, who descend to considerable depths, diving down from their canoes to the sunken vessel trying to pick up something of value. They paid little attention to the arrival of the wrecking outfit, and did not notice the diver descend, until suddenly what seemed to them to be a horrible human-shaped monster, with an immense head of glistening copper and three big, round, glassy eyes, came walking around the vessel’s bow and made a big salaam to them. That was enough. They shot surfaceward like sky-rockets, climbed frantically into their canoes and hurriedly rowed away.
By explosives are meant substances that can be made to give off a large quantity of gas in an exceedingly short time, and the shorter the time required for the production of the gas the greater will be the violence of the explosion. Many substances that ordinarily have no explosive qualities may be made to act as explosives under certain circumstances. Water, for example, has caused very destructive boiler explosions when a quantity of it has been allowed to enter an empty boiler that had become red hot. Particles of dust in the air have occasioned explosions in saw mills, where the air always contains large quantities of dust. A flame introduced into air that is heavily laden with dust may cause a sudden burning of the particles near it, and from these the fire may be conveyed so rapidly to the others that the heat will cause the air to expand suddenly, and this, together with the formation of gases from the burning, will cause an explosion.
It must not be thought, however, that fine sawdust or water would ordinarily be classed as explosives. The term is generally applied only to those substances that may be very easily caused to explode.
The oldest, and most widely known, explosive that we possess is gunpowder, the invention of which is generally credited to the Chinese. It is a mixture of potassium nitrate, or saltpeter, with powdered charcoal and sulphur. The proportions in which these substances are mixed vary in different kinds of powder, but they usually do not differ much from the following:
| Sulphur | 10 | per cent. |
| Charcoal | 16 | per cent. |
| Saltpeter | 74 | per cent. |
The explosive quality of gunpowder is due to the fact that it will burn with great rapidity without contact with the air, and that in burning it liberates large volumes of gas. When a spark is introduced into it, the carbon, charcoal, and sulphur combine with a portion of the oxygen contained in the saltpeter to form carbonic acid gas and sulphurous acid gas, and at the same time the nitrogen contained in the saltpeter is set free in the gaseous form. This action takes place very suddenly, and the[206] volume of gas set free is so much greater than that of the powder that an explosion follows.
In the manufacture of gunpowder all that is absolutely necessary is to mix the three ingredients thoroughly and in the proper proportions. But to fit the powder for use in firing small arms and cannon it is made into grains of various sizes, the small sizes being used for the small arms with short barrels, and the large sizes for cannon. The reason for this is that if the powder is made in very small grains it all burns at once, and the explosion takes place so suddenly that an exceedingly strong gun is required to withstand the explosion, while if larger grains are employed the burning is slower and continues until the projectile has traveled to the muzzle of the gun. In this way the projectile is fired from the gun with as much force as if the explosion had taken place at once, but there is less strain on the gun.
Powder of this latter kind always produces a considerable quantity of smoke when it is fired, because there is a quantity of fine particles formed from the breaking up of the saltpeter and from some of the charcoal which is not completely burned. This smoke forms a cloud that takes some time to clear away, which is a very objectionable feature. In order to get rid of it, efforts were made to produce a substance that would explode without leaving any solid residue, and that could be used in guns. These efforts were finally successful, and there are now several brands of smokeless powder in use.
The most satisfactory forms of smokeless powder are all made from guncotton or nitrocellulose. This substance, which is made by treating cotton with a mixture of nitric and sulphuric acids, is a chemical compound, not a mixture like gunpowder; and when it is exploded it is all converted into gases, of which the chief ones are carbonic acid gas, nitrogen, and water-vapor. To cause the explosion of guncotton it is not necessary to burn it, but a mere shock or jar will cause it to decompose with explosive violence. Of course, such a violent explosive as this could not be used either in small arms or in cannon, but guncotton can be converted into less explosive forms which are suitable for use in guns, and the majority, of smokeless powders are made in this way. The methods used in producing the smokeless powders are kept secret by the various countries that use them.
Another very powerful explosive, which is closely related to guncotton, is nitroglycerine. This compound is made by treating glycerine with the same sort of acid mixture that is used in making guncotton. It explodes in the same way that guncotton does and yields the same products. It is an oily liquid of yellow color, and on account of its liquid form it is difficult to handle and use. The difficulty in handling nitroglycerine led to the plan of mixing it with a quantity of very fine sand called infusorial earth. When mixed with this a solid mass called dynamite is formed, which is easier to handle and more difficult to explode, but which has almost as much explosive force as nitroglycerine.
A more powerful explosive than either nitroglycerine or guncotton is obtained by mixing them together. When this is done the guncotton swells up by absorbing the nitroglycerine and becomes a brownish, jelly-like substance that is known as blasting gelatin. This is generally considered the most powerful explosive obtainable.
Let us now consider for the moment what it is that makes guncotton, nitroglycerine, and blasting gelatin explode so readily. The explanation is found in the presence in them of nitrogen. As[207] you remember from what you learned about air, nitrogen is an extremely inactive element. It has no strong tendency to combine with other elements, and when it does enter into combination with them the compounds formed are almost always easily decomposed. In the compounds that have just been described a shock causes a loosening of the bonds that hold the nitrogen, and the whole compound goes to pieces just as an arch falls when the keystone is removed.
Since the earliest time recorded in history, silver has been the most used of the precious metals, both in the arts and as a medium of exchange. Even in the prehistoric times silver mines were worked and the metal was employed in the ornamental and useful arts. It was not so early used as money, and when it began to be adopted for this purpose, it was made into bars or rings and sold by weight. The first regular coinage of either gold or silver was in Phrygia, or Lydia, in Asia Minor. Silver was used in the arts by the Athenians, the Phœnicians, the Vikings, the Aztecs, the Peruvians, and in fact by all the civilized and semi-civilized nations of antiquity. It is found in almost every part of the globe, usually in combination with other metals. The mines in South America, Mexico, and the United States are especially rich. Silver is sometimes found in huge nuggets. A mass weighing 800 pounds was found in Peru, and it is claimed that one of 2,700 pounds was extracted in Mexico. The ratio of the value of silver and gold has varied greatly. At the Christian era it was 9 to 1; 500 A.D. it was 18 to 1; but in 1100 A.D. it was only 8 to 1. In 1893 it was as high as 2,577 to 1. The subject has entered largely into American politics as a disturbing element, and in 1896 the Democratic party, in its national convention, declared for the free coinage of the metals at 16 to 1. The Republican party adhered to the gold standard and declared against the free coinage of silver. Each party reaffirmed in 1900 this plank in its platform. In both years the Democrats were defeated.
Worry is a feeling of fear, but is never of the present. It is always about something that may happen or that has happened. It is generally in the future, sometimes in the past, but never in the present.
An animal that knows neither future nor past cannot worry. Babies, living only as they do in the present, cannot worry. All creatures, excepting human beings, live only in the present and therefore they do not worry, for such creatures cannot remember what happened in the past or guess what is going to happen.
A human being after arriving at a certain age is given such powers that his mind can go back to the past and cast itself forward into the future as he thinks it will be, because he has imagination. As a matter of fact we live less in the present than in the past or future.
We worry because we are able through a power called self-consciousness to place ourselves through our minds for the time being. Either—back somewhere in the past without carrying our physical bodies with us; for if we could take our bodies with us, we would be in the present again, and then worry is impossible; or, we use our imagination and project the future entirely apart from our bodies, for we cannot project our bodies into the future, and if we could we would again be in the present. We worry over going to have an operation performed which may or not be dangerous, but quite necessary. We may still think we worry when the operation begins, but as soon as that occurs the time becomes the present, and though we may fear, we cannot worry in the present.
[208]
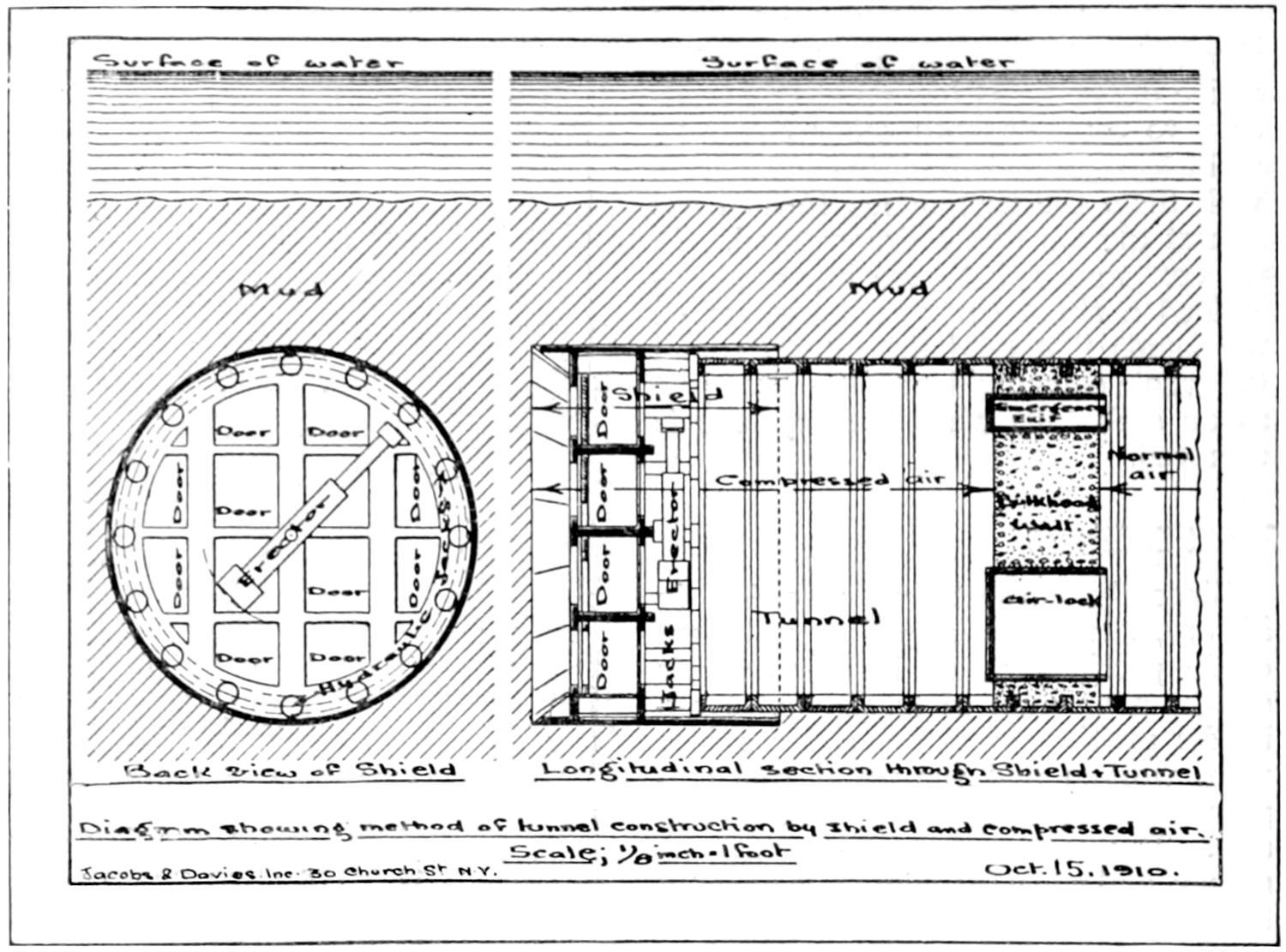
Back View of Shield
Longitudinal Section through Shield & Tunnel
Diagram showing method of tunnel construction by shield and compressed air.
Scale; ¹⁄₈ inch · 1 foot
Jacobs & Davies Inc. 30 Church St. N.Y. Oct. 15. 1910.
FIGURE 1.
Fig. 1. On the left is a cross section showing, in diagram, the back view of a shield. The heavy black circle is the “tail” or “skin.” The small circles within the tail are the hydraulic rams which at a pressure of 5,000 pounds to the square inch force the shield forward. The square compartments within the shield are the openings through which the men pass to dig away the ground. In the middle of the shield is shown the swinging “erector” which picks up the iron lining plates and puts them in position.
The view on the right is a longitudinal section of the tunnel showing the shield and the bulkhead wall across the tunnel with the air locks built into it. The front of the shield ahead of the doors is made with a sharp edge called the “cutting edge” and this makes it easier for the shield to advance in case all the ground in front has not been removed. This view shows how the tail overlaps the last portion of the iron lining.
Some distance behind the shield comes the concrete bulkhead wall with the air locks contained in it. There are two shown in the view. The upper one is the emergency air lock, always kept ready so that in case of an accident the men have a means of escape even though the lower part of the tunnel is filled with rushing water or mud. The lower air lock is for the passage of men and materials during ordinary working. This view also shows that all the tunnel ahead of the bulkhead wall is under compressed air while the finished tunnel behind the bulkhead wall is under the ordinary or normal air pressure. When the tunnel is finished the air locks and bulkhead walls are removed.
[209]
FRONT VIEW OF A DRIVING SHIELD
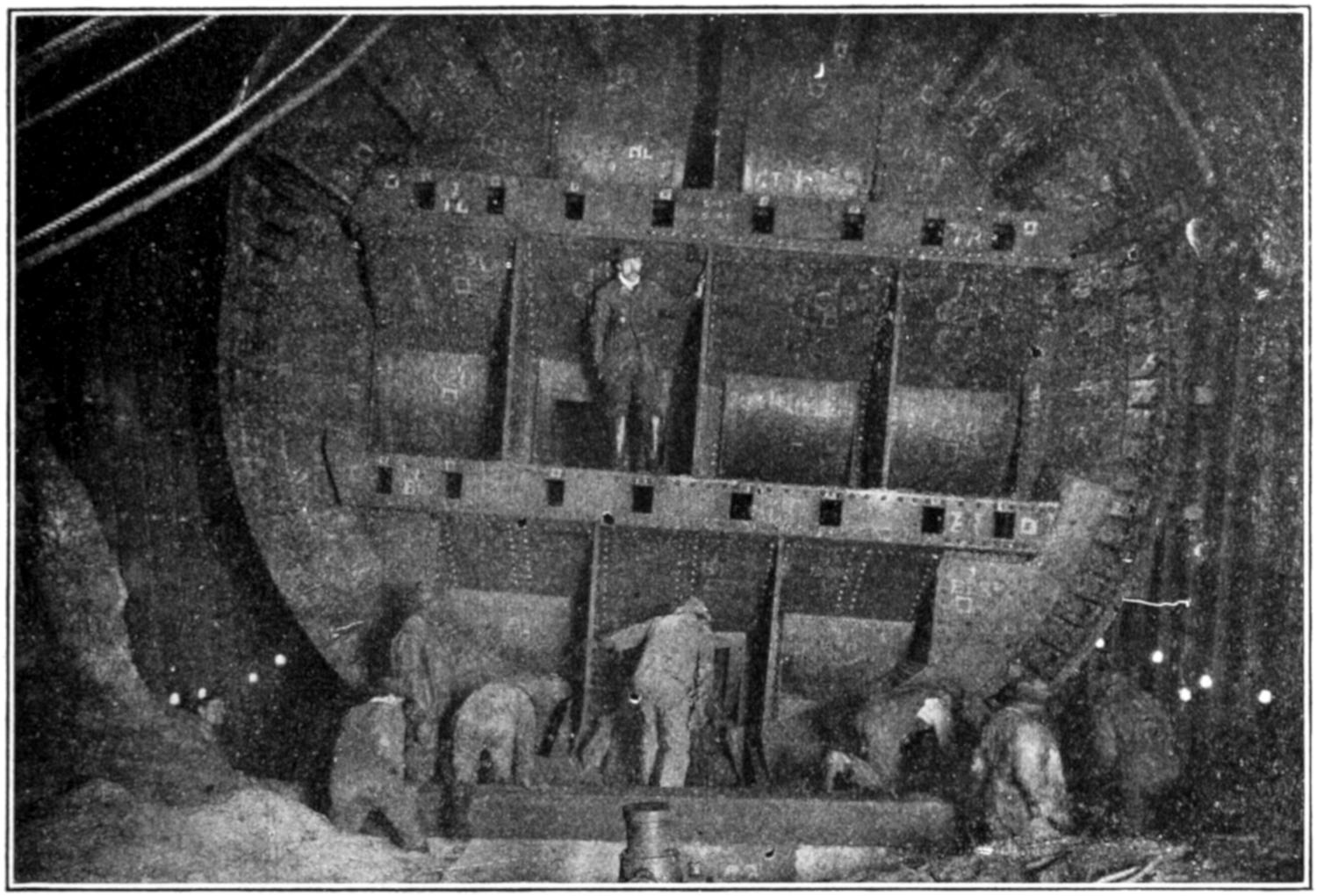
This shows the front of one of the shields used on the Pennsylvania Railroad tunnels crossing the North River at New York. The cutting edge is clearly seen and the various compartments, each with its door, which divide up the front of the shield. These shields weighed about 200 tons each.
These notes describe very generally the way in which tunnels are built through mud and gravel under parts of the sea or large rivers in such a way that the men who build them are protected and as safe as the carpenter who is building a house.
The way these tunnels are built is called the “shield” way because the machine used is called a shield. It is given this name because it shields the tunnel builders from the water and the mud which are ready at every moment to overwhelm them and kill them.
The shield was invented in 1818 by a great Engineer, Marc Isambard Brunel, who was a Frenchman living in England. The idea of the shield came to him as he saw how the sea worm which attacks the wooden piles of docks along the shore bores the holes it makes in the wood. The head of this worm is very hard and can bite its way through the hardest woods. As it goes through the wood its body makes a hard shelly coating which lines the holes which its head has made and prevents the hole from getting filled up. This is the general idea of a tunnel built by a shield.
The first shield was used by Mr. Brunel to make a tunnel across the Thames River at London, England. This is still the biggest tunnel ever built by a shield, although not the longest, and is still used by railroad trains. This tunnel was begun in 1825 and was finished in 1843, and provides a history of almost unexampled and not-to-be-excelled courage in attacking difficulties and skill in defeating them.
Since the days of Brunel many great improvements have been made in the shield and in the way of working it but the same idea is still there.
[210]
HOW THE SHIELD IS PUSHED FORWARD
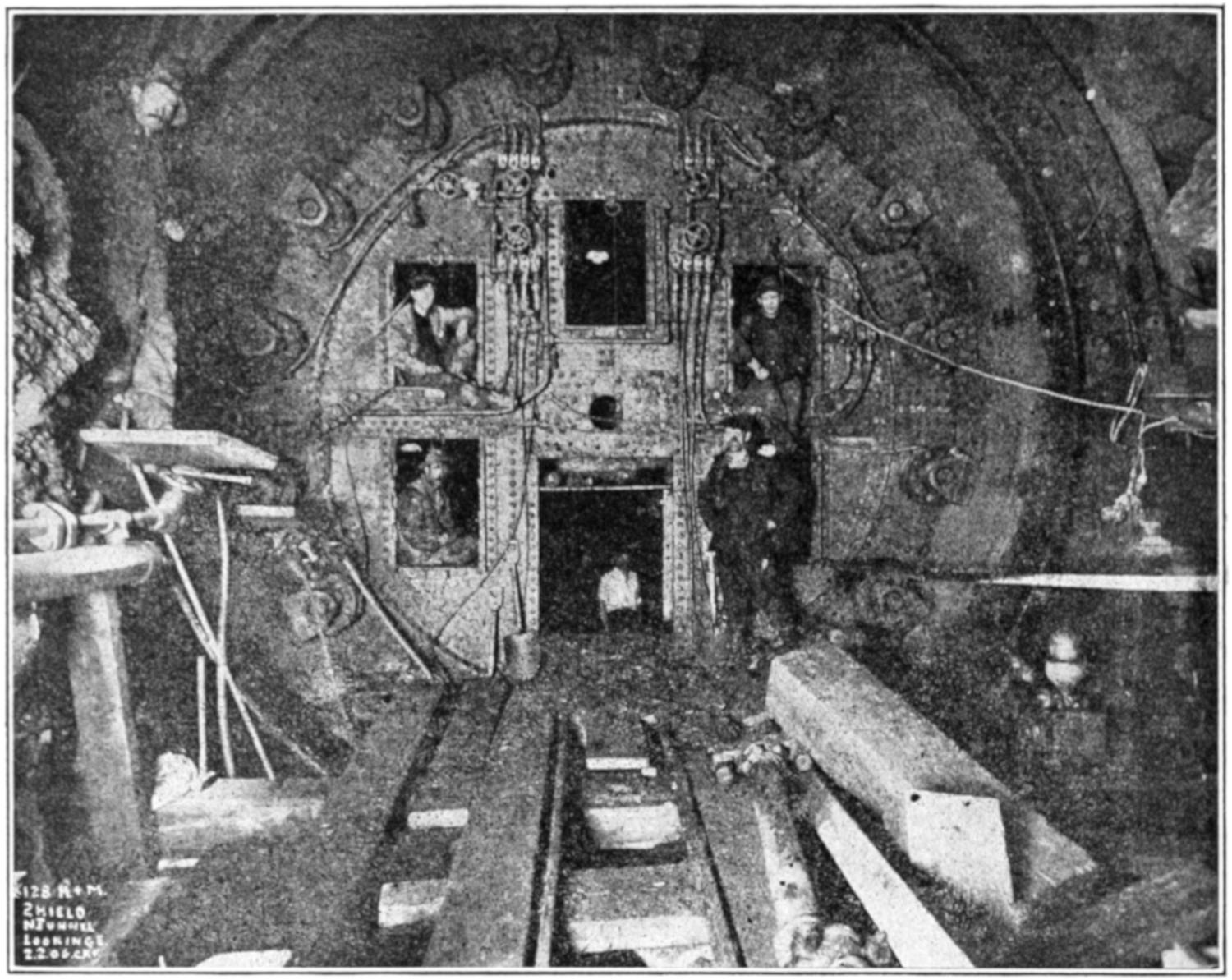
This shows the rear end or tail end of one of the smaller shields, used on the Hudson and Manhattan Railroad tunnels under the North or Hudson River at New York. It shows the skin, the hydraulic jacks within the skin and the piping and valves for working them. It also shows the doors leading to the front or “face.” The erector is not shown, but the circular hole in the middle shows where it would be attached.
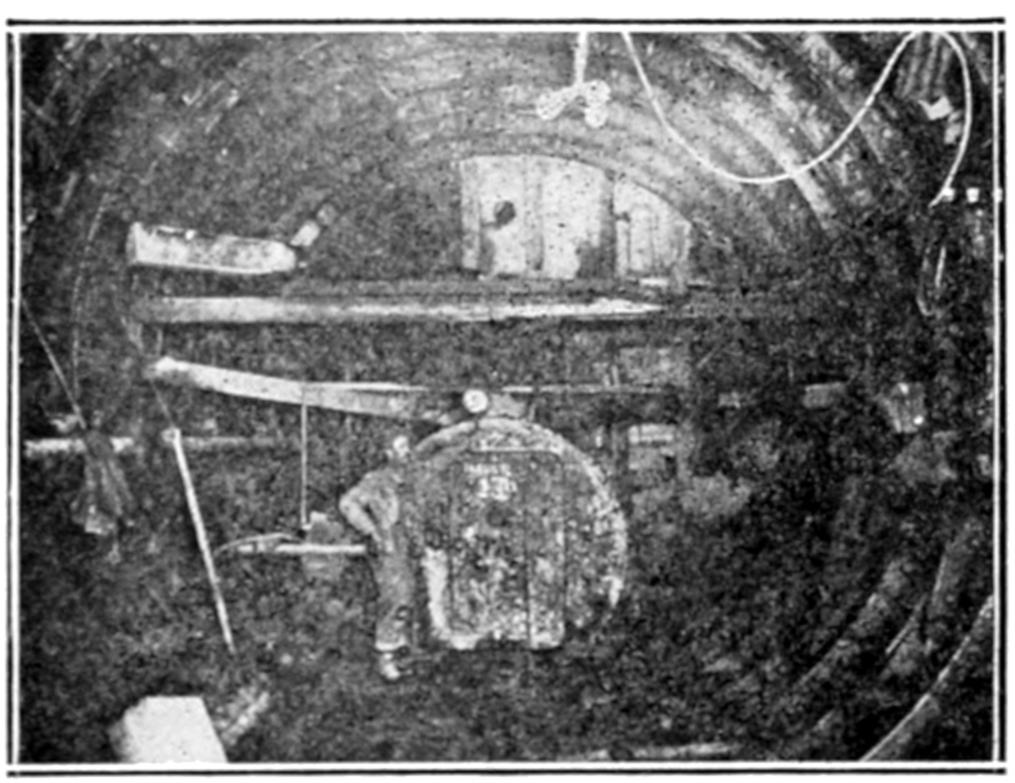
This shows one side of an air lock bulkhead wall with the air lock in place. The boiler-like appearance of the lock is clearly visible, as well as the door and the pressure gauge to tell the air pressure inside the lock.
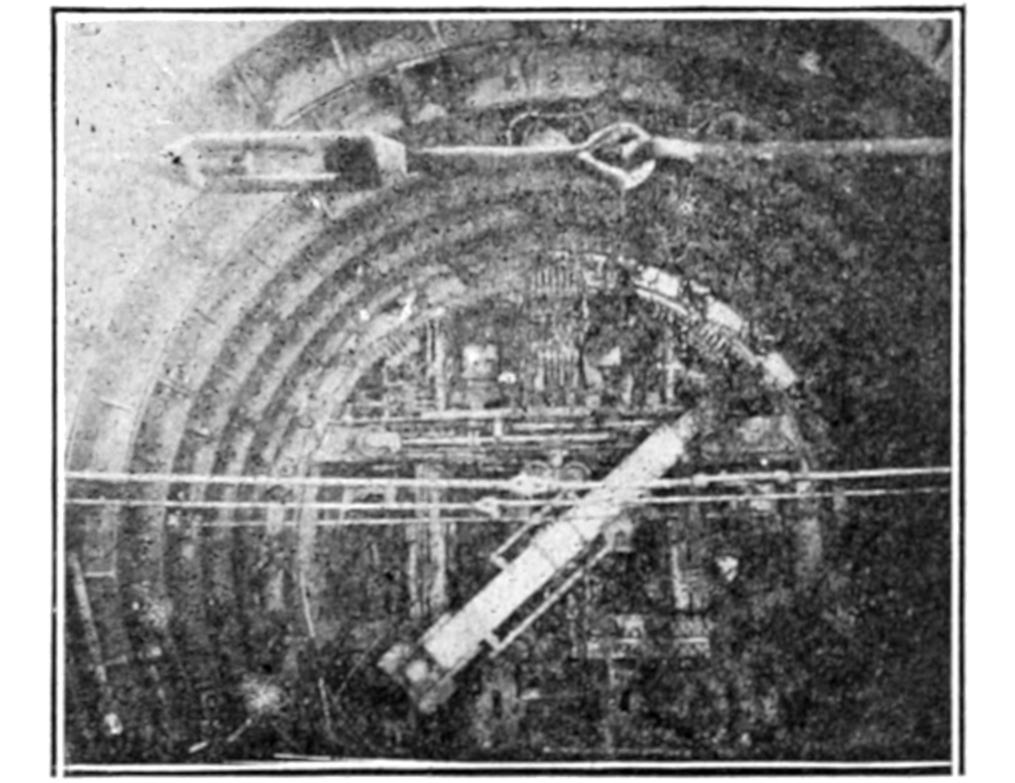
This is a rear view of one of the Pennsylvania Tunnel shields, taken after a length of tunnel had been completed. All the details of construction are shown, but in this case the erector is clearly seen also. The valves which control the erector and the rams which push the shield forward are seen near the top of the shield. The rods across the tunnel are turn-buckles used to keep the iron lining from getting out of shape in the soft mud. These are removed later. The floor and tracks in the bottom are temporary and are used for bringing materials to and from the shield.
[211]
After the days of Brunel’s shield another great help was given to tunnel builders by the invention of the use of compressed air to hold back the water which saturates the ground in which the tunnel is being built.
WHO INVENTED THE COMPRESSED AIR METHOD
The first real invention of compressed air for this purpose was made by Admiral Sir Thomas Cochrane who, in 1830, took out a patent for the use of compressed air to expel the water from the ground in shafts and tunnels and, by this means, to convert the ground from a condition of quicksand to one of firmness. This patent covers all the essential features of compressed air working.
As suggested above, the thing which compressed air does in a tunnel is to push the water out from all the spaces which it fills in the ground, so that the men who are digging away the ground for the tunnel are working in firm dry ground instead of a mixture of earth and water which will run into and fill the hole they dig as soon as it is dug.
Whenever a tunnel is being built below a body of water through ground which is porous, or in other words through any ground except solid rock or dense clay, the water fills every crevice and space in the ground and is exerting a pressure of about half a pound per square inch above the ordinary pressure of the air, (which is 15 pounds to the square inch) for every foot of depth below the surface of the water; so that supposing the tunnel is 40 feet below the water the water has a pressure of nearly 20 pounds per square inch on every square inch of the surface of the tunnel. This pressure causes the water to flow violently into any hole or opening that is made in the ground, and, unless the water is prevented from moving by some means or other, the opening made would be very quickly filled with water and also with ground as the rush of water will carry the sand, gravel or mud with it.
By Cochrane’s invention the whole tunnel is filled with air under a pressure equal to the pressure of the water. This compressed air therefore balances the pressure of the water and holds it back from moving, and if the pressure of the air is made slightly greater than that of the water the water is driven back from the tunnels for a short distance so that when the tunnel is being dug the ground instead of being wet is quite dry.
This explains the principles of the shield and compressed air way of making a tunnel.
The following describes very shortly how these principles are put to actual use.
Most tunnels which are built by shield and compressed air under rivers or arms of the sea are lined with cast iron plates to protect the railway or roadway which is in the tunnel.
The tunnel is a circular tube, or shell, and the plates have flanges on all sides which are bolted together. This shell is put into place, plate by plate, by means of the shield which not only protects the workmen and the work under construction, but which helps to build the iron shell. In fact it corresponds to the sea worm which bores through the wood and lines the hole with a shell. In the case of the tunnel the shell is made of iron. The shield itself consists of a steel tube or cylinder slightly bigger in diameter than the tube or tunnel it is intended to build. The front edge of this shield is made up of a ring of sharp edged castings which form what is called the “cutting edge.” Just behind the cutting edge is a bulkhead or wall of steel, in which are openings which may be opened or closed at will. Behind this bulkhead are placed a number of hydraulic jacks or presses arranged around the shield and within it, so that by thrusting against the last erected ring of iron lining the whole shield is pushed forward. The rear end of the shield is a continuation of the cylinder which forms the front end, and this part, called the “tail,” always overlaps the last few feet of the built up iron shell.
[212]
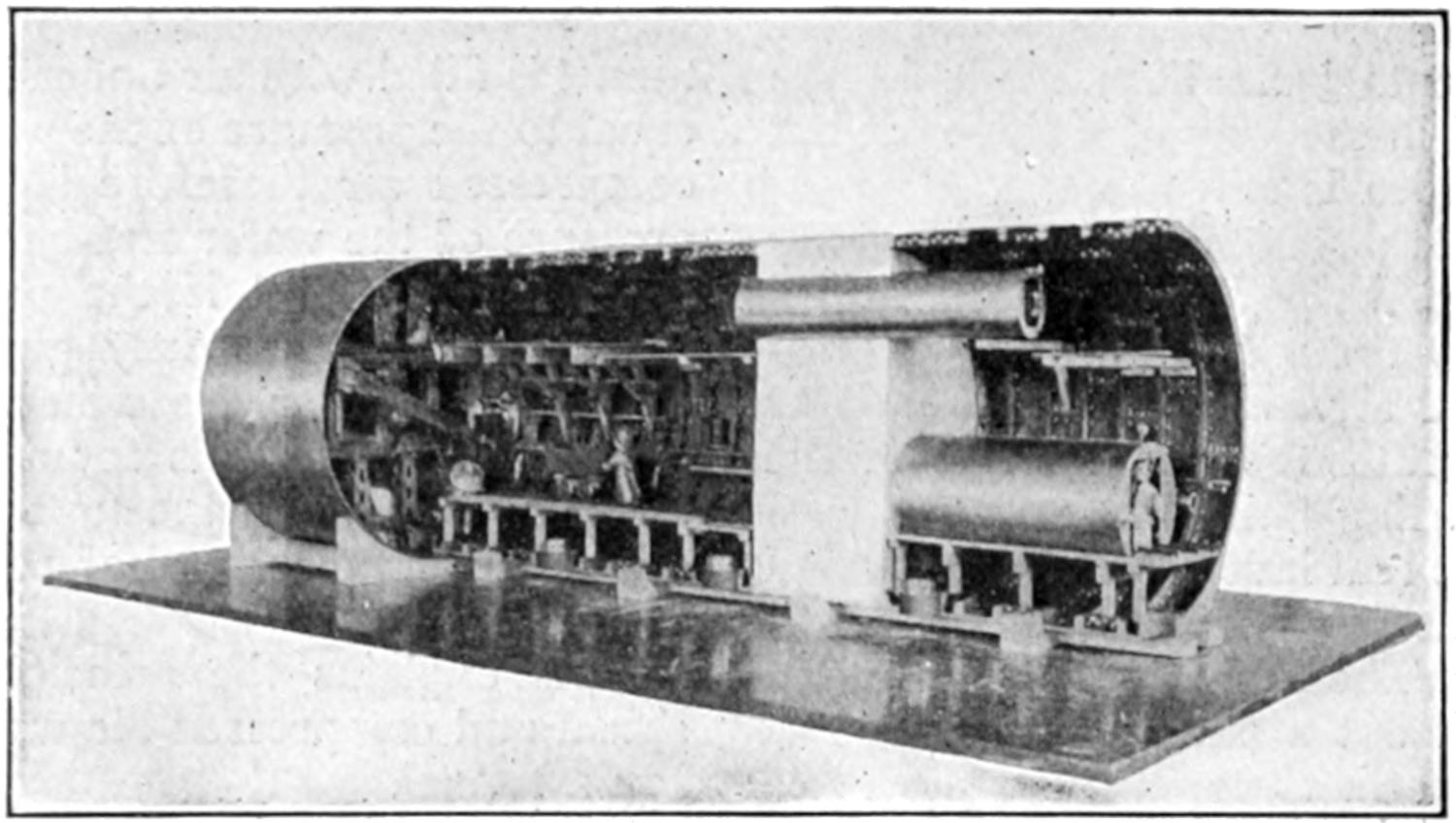
This is a photograph of a model of the Pennsylvania Tunnels to New York City, made for the Jamestown Tercentenary Exposition of 1907. It is given because it illustrates, as no photograph of actual work could do, the relationship between the shield, the tunnel itself and the air lock. This view shows the rear part of the shield on the extreme left, with the erector picking up an iron plate. It shows a man bringing a car with two of the iron plates up to the shield. Behind this man comes the bulkhead wall with the emergency air lock in the top and the ordinary air lock for passing in and out at the bottom. It also shows the upper platform to the emergency lock along which the men can get to the emergency lock in case of an accident.
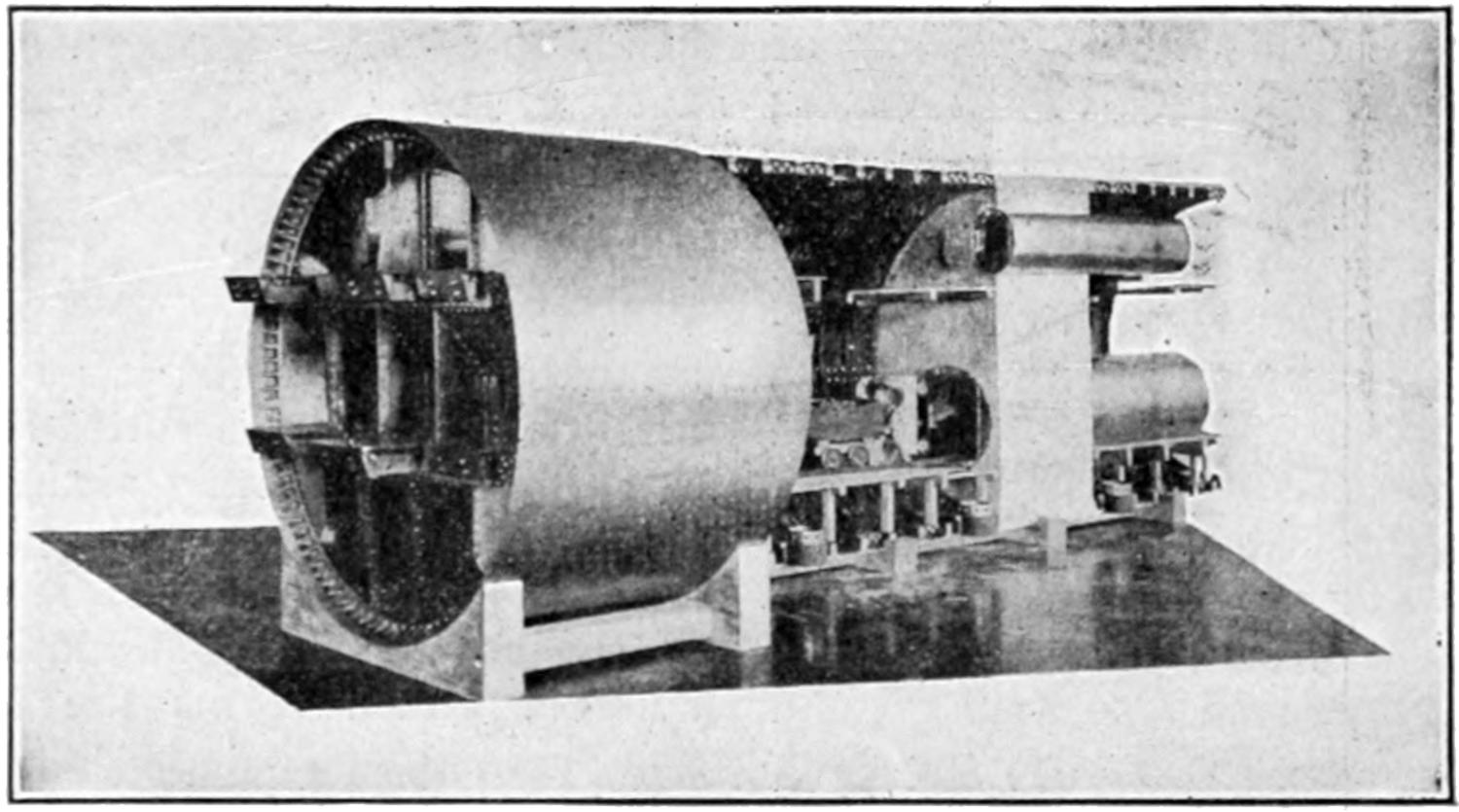
This is another view of the same model, but showing the front view of the shield. The doors on the air locks are clearly shown.
This is a photograph taken in one of the Pennsylvania tunnels under the Hudson River. It shows the soft mud, through which the tunnel is being built, flowing in a thick stream through one of the doors of the shield. The mud under the Hudson, where these tunnels are, is so soft that often the shield was pushed through the mud with all the doors shut, so that no mud came into the tunnel and no digging had to be done, but the shield pushed its way bodily through the mud, the rings of iron lining being built up behind as usual. Generally, however, a certain amount of mud was brought in and had to be removed. This photograph shows how it looked.
HOW THE SHIELD CUTS
THROUGH THE GROUND
The diagram, Fig. 1, shows more clearly what is meant. From an inspection of Figure 1 it is clear that, when the openings in the shield bulkhead are closed, the tunnel is protected from an inrush of either water or earth; the openings in the bulkhead may be so regulated that control is maintained over the material passed through. After a ring of iron lining has been erected within the tail of the shield, the shield doors are opened and men go through them and dig out enough earth for the shield to go ahead. The rams are then thrust out thus pushing the shield ahead. Another ring of iron is built up within the tail for which purpose an hydraulic swinging arm, called the “erector,” is mounted on the shield face. This erector picks up the plates and puts them into position, one by one, while the men bolt them together. Excavation is then carried on again and the whole round of work repeated, gaining every time the jacks are rammed or thrust out a length equal to the length of one ring of iron lining. In carrying out this work in ground charged with water the shield is assisted by introducing compressed air as described before. To use the compressed air thick bulkhead walls of masonry are[213] built across the tunnel behind the shield and into the space between the shield and the bulkhead wall air is pumped, compressed to the same pressure as that of the water in the ground, or in other words the pressure of the air in pounds per square inch is about half the number of feet the tunnel is below the water surface. This dries the ground and simplifies enormously the difficulty of working in it. The diagram, (Fig. 1) shows a bulkhead wall across the tunnel. In order to pass from the ordinary air outside the bulkhead into the compressed air inside it, all the men and the materials have to pass through the “air locks” which are built into the wall. They are called air locks because they are like the locks on a canal which raise the water from a lower to a higher level or lower it from a higher to a lower level as the case may be. The difference is that an air lock enables one to pass from air at a low pressure to one of a higher, or vice versa. An air lock is made like a large boiler with a door at each end. If we wish to enter the compressed air we enter the lock from the outside. The door at the end has been tightly closed to prevent the compressed air from rushing out. We close the door behind us and are now tightly shut in the boiler-like lock. We now open a valve and compressed air begins to flow quickly into the air lock and the air gets hotter and hotter, due to the compression of the air. Very likely an intense pain begins to make itself felt in the ears but by swallowing hard and blowing the nose it may be relieved. It is caused by the air pressure being greater on the outside of the ear drum than on the inside. If the delicate ear passages are choked, because of a cold or some such reason, it is unsafe to go further or the ear drum may burst. When the pressure in the air lock has reached that in the working chamber, the door leading to the shield may be opened and we can pass to the working space and note the work going on. There is no especial bodily sensation to be felt except a slight exhilaration and it is curious to find that one cannot whistle. On leaving the compressed air we enter the air lock by the door we left; a valve is turned and the air begins to escape and the pressure in the air lock begins to go down. As it does so the air becomes colder and colder and the whole lock is filled with a wet fog due to the chilling by expansion of the air. The air has to be allowed to escape very slowly, as bubbles of air and gas otherwise form in the blood vessels and tissues of the body giving rise to the very painful complaint known to tunnel builders as “the bends,” and in very serious cases to paralysis and even death. The higher the air pressure the more slowly must one come out into the ordinary air.
[214]
MAKING THE JOINTS WATER TIGHT
This shows the erector building up the iron lining in one of the Pennsylvania tunnels at New York. It shows clearly how the iron plates are bolted together to make the rings of iron lining.
The last, or closing, plate of each iron ring is called the “key,” and is much shorter than the others. This photograph shows the shield erector on one of the Pennsylvania tunnels picking up and putting into place a key plate. This picture gives an idea of the mud and dirt and wet in which the men who work in tunnels have to do their work.
Wherever possible, every space and crevice outside the iron lining is filled with cement forced, in a liquid state, through the iron lining by compressed air. This photograph shows the operation of “grouting,” as it is called. The man at the left is in control of the grouting. He has the hose, through which the grout is forced, screwed to a pipe which passes through a hole made for the purpose in the iron lining plates and called a “grout hole.” The two men in the middle of the picture are attending to the “grouting machine” by which the work is done. Water and cement are fed into the small boiler-like tank, the tank closed and compressed air admitted thus blowing the liquid cement through the hose and behind the iron lining. When no more grout can be forced behind the iron lining all the space has been filled. The man on the right is the engineers’ inspector taking note of how much grouting is done, and seeing that the work is properly carried out.
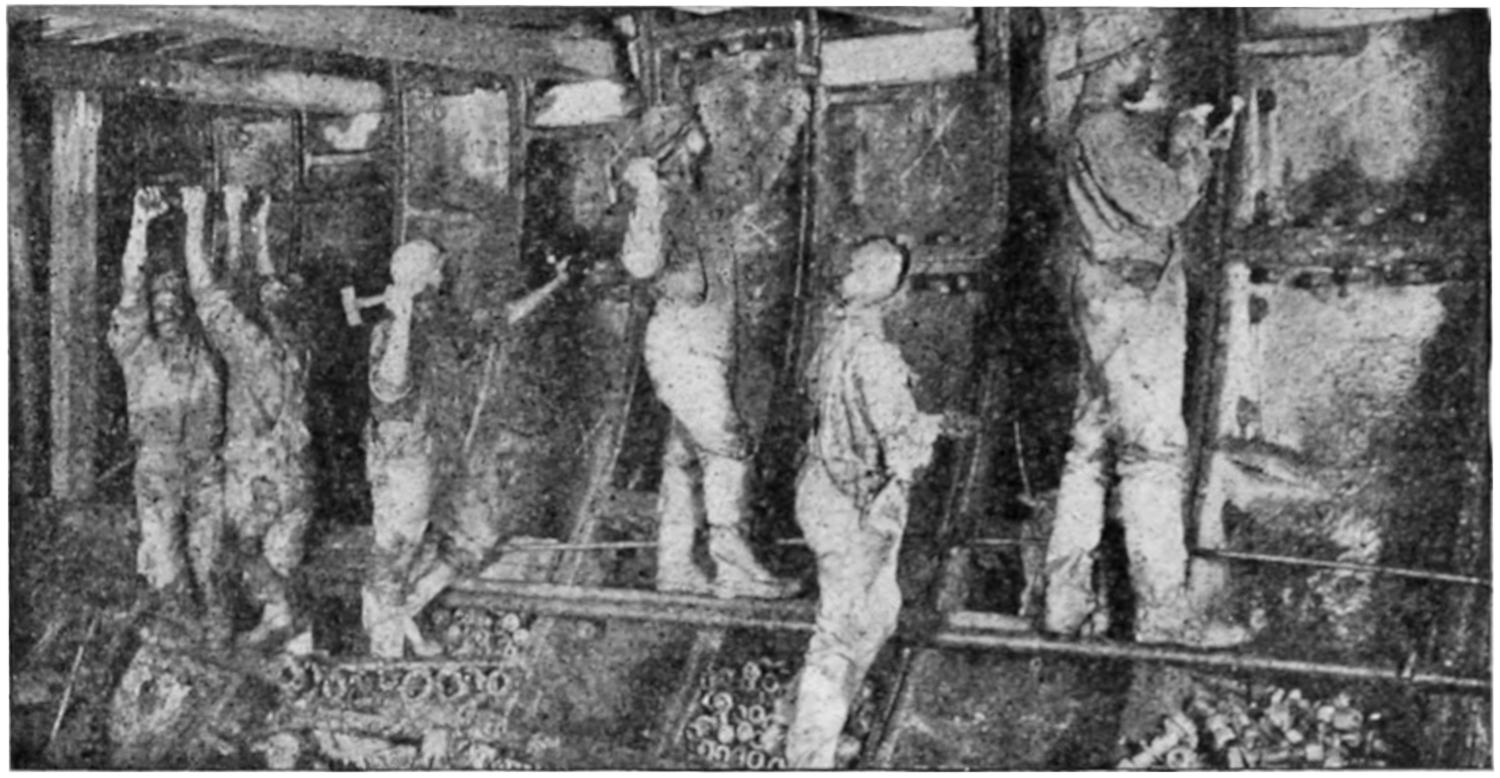
This shows the process by which the iron lining is made perfectly water-tight, so that, when the compressed air is taken off, no water at all can get into the tunnel. Two operations are shown here. One is called “grommetting the bolts,” the other is called “caulking the joints.” The two men on the left, hanging on to the wrench, are tightening up the bolts as tight as they can after having put on, underneath the washers at the head and nut of each bolt, a ring of spun yarn dipped in red lead and oil or tar or some such water-proof material. A few of these “grommets” may be seen at the feet of the third man from the left. The other four men are caulking the joints between the iron plates by driving into the joints a mixture of sal ammoniac and iron borings. This sets as hard as iron and if properly done makes a perfectly water-tight joint.
[215]
THE REMARKABLE ACCURACY OF ENGINEERING
Usually when crossing, with a tunnel, a wide river or estuary the tunnel is started from each shore and the shields are pushed through the ground until they meet somewhere about the middle of the river. This shows two of the Pennsylvania tunnel shields which have met far below the Hudson River. The white arrow shows where each shield ends. The platform of one shield on which the man stands corresponds exactly with the platform of the other shield. As may be imagined, it takes very careful and skillful engineering and surveying work, both before the work is begun and while it is being carried out, to enable tunnel shields to meet like this. This part of the art of tunnelling would take an article to itself.
When the shield has been pushed across the entire length of the water way which has to be tunnelled, and the whole of the iron tube or shell is in place, a thick lining of concrete is placed inside the iron shell to protect it and make the tunnel stronger. As an added safeguard wherever the tunnel is in rock, gravel, strong clay or other ground which is not so soft that it does not close tightly in on the outside of the tube, liquid cement is forced by compressed air through holes made in the iron plates for this purpose. This liquid cement enters every pore or crevice in the surrounding ground and when it has set hard it still further protects the iron with a coating of cement. Pieces have been cut out of the iron lining of a tunnel built under the river Thames at London, England, in 1869, which showed that the iron at all places was as good as the day it was first put in forty years before, and iron put in the lining of the Hudson River Tunnel about 1878 when removed after thirty years was in perfect condition.
[216]
SHIELD AT END OF JOURNEY
Sometimes, however, shields are not driven to meet one another, but end their journey at some shaft or in some other tunnel previously built, after having gone through thousands of feet of all kinds of ground, from the hardest rock, which had to be blasted out foot by foot before the shield could advance, through hard pan, gravel, boulders, piles, rip-rap, made ground and mud so soft that it flows like melted butter. Naturally, after an experience like this a shield does not look as spick and span as when it started in life. This photograph shows one of the shields of the Hudson and Manhattan Railroad in New York just reaching the end of its journey, battered and bent but still in the ring.
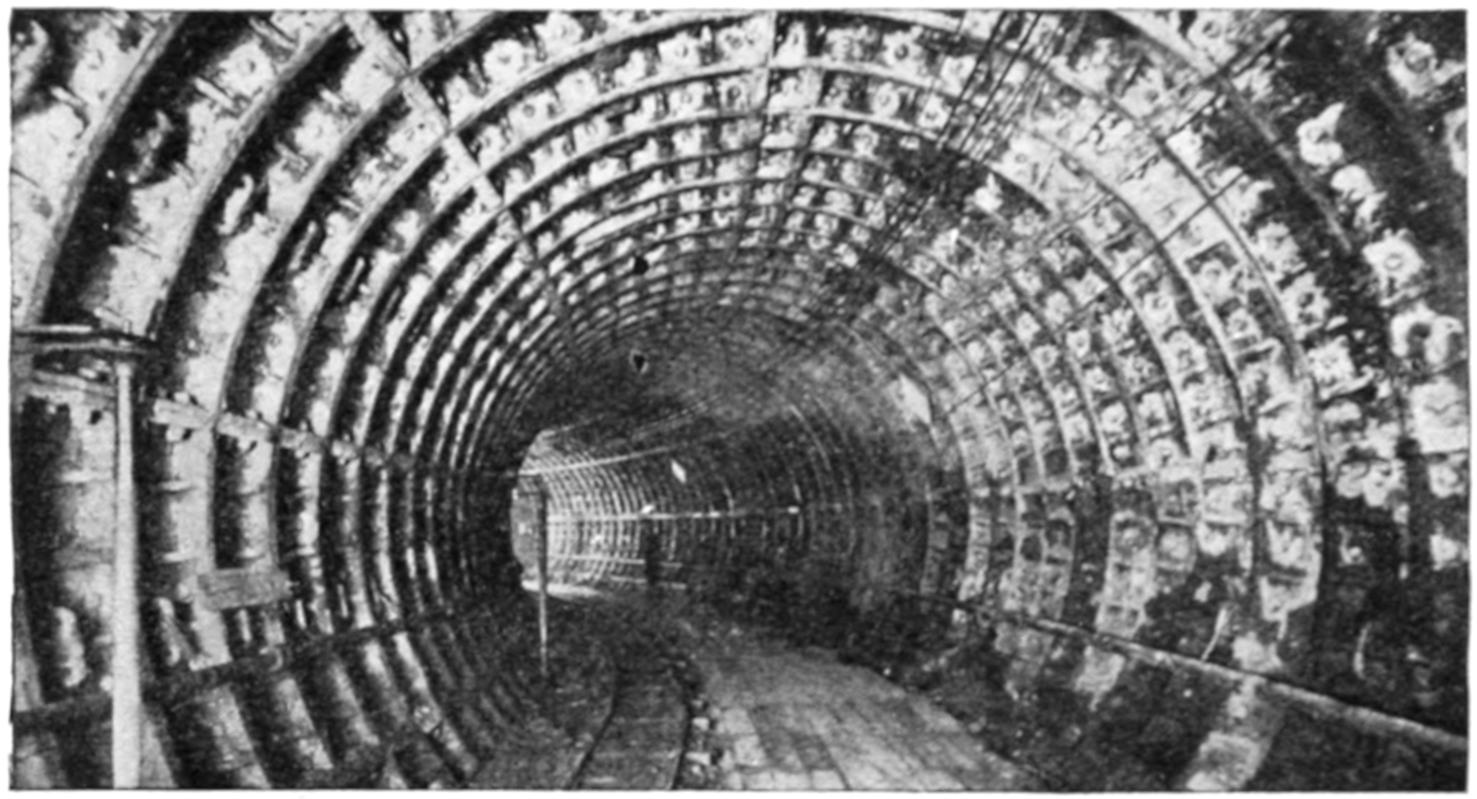
This shows a piece of curved tunnel near Morton Street, on the Hudson and Manhattan Railroad, and is given because of the clear showing it gives of the iron lining. The track and floor are only the temporary roads for use during construction.

Sometimes it is necessary to make borings of the ground below the tunnels. In some of these bore holes vast quantities of water are found at a much higher pressure than the tunnel compressed air. This picture shows a spouting bore hole in one of the Pennsylvania tunnels during construction.
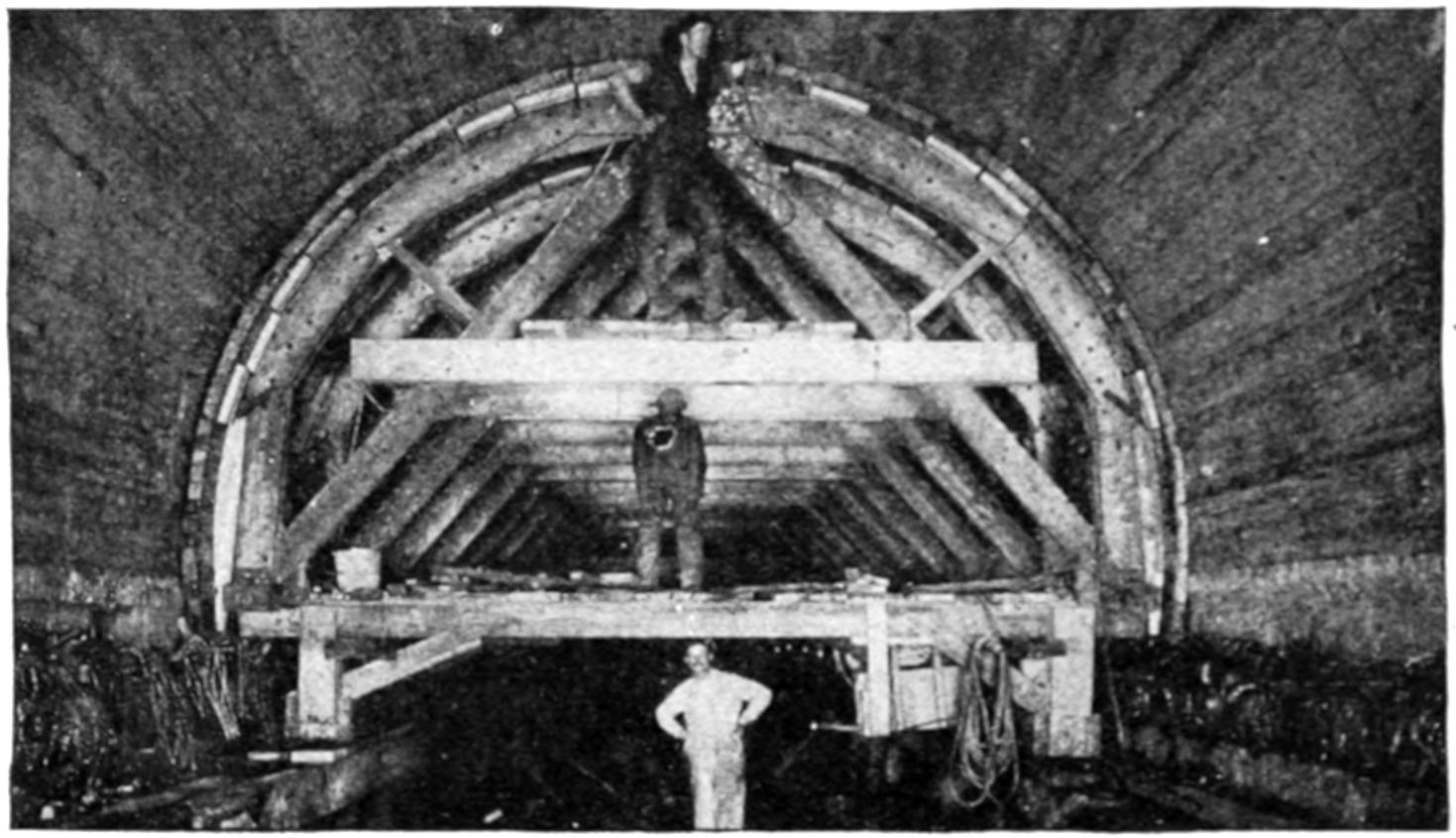
The last thing to do before laying the track is to put the concrete inside the iron lining. This picture shows this work going on and the wooden forms or ribs for holding up the concrete while it is setting.
[217]
THE LAND END OF A GREAT TUNNEL UNDER THE HUDSON
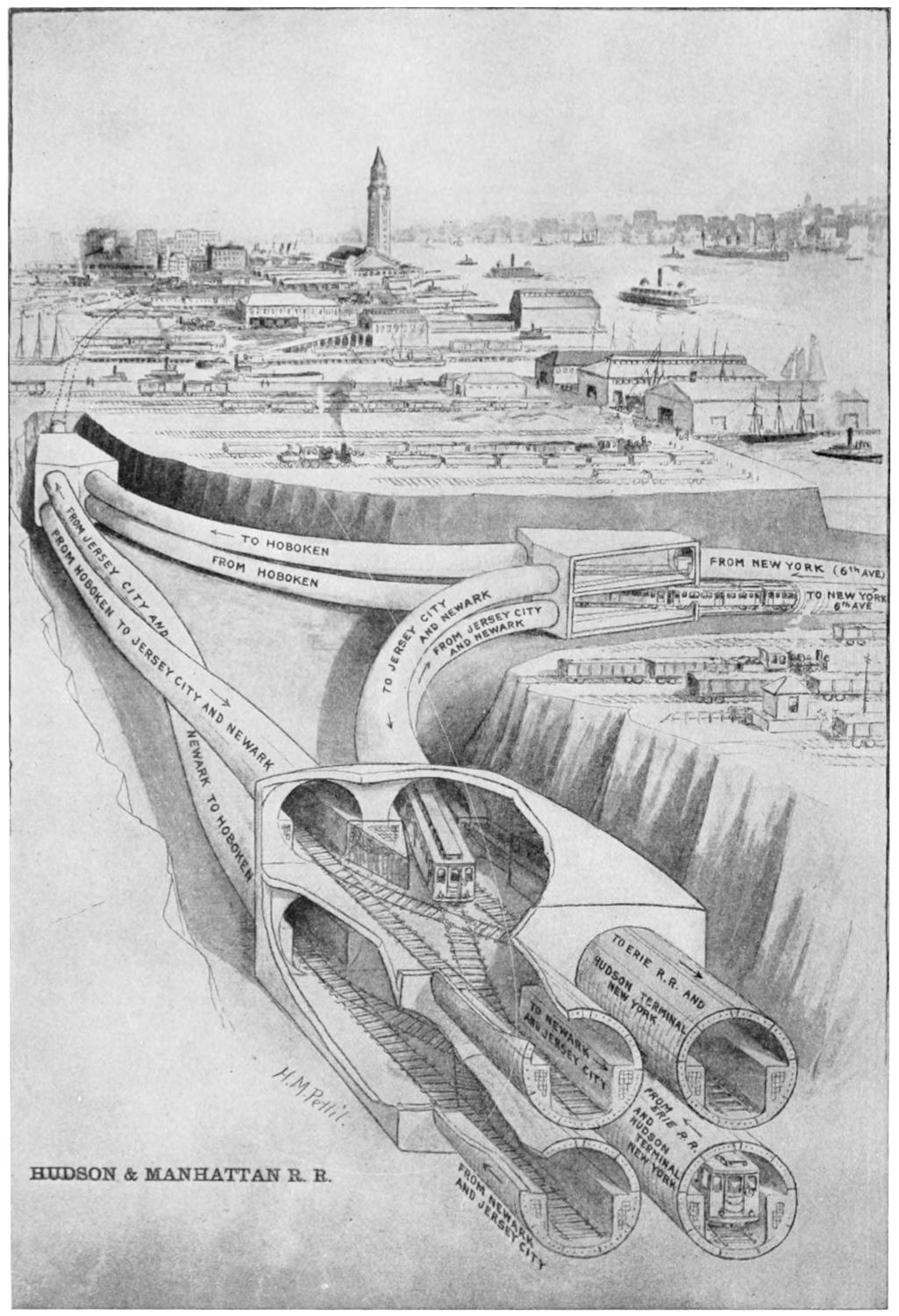
This view is given to show how complicated an underground structure may have to be made to take care of the requirements of traffic. This view shows the three great reinforced concrete caissons sunk through the earth at Jersey City in order to contain the switches and crossings required to form the New Jersey connections of the uptown and downtown tunnels of the Hudson and Manhattan Railroad.
These caissons were sunk under air pressure by excavating below them just as though they were tunnels turned up on end. In sinking these caissons the material passed through was water-logged made ground, and the hulls of two sunken canal boats were encountered and had to be cut into pieces small enough to be taken out through the locks.
The usual passenger rushing at high speed in the trains between Jersey City and Newark and New York has little idea of the very complicated structure necessary to allow of his doing so.
The information in this article was supplied by Jacobs & Davies, Inc., Consulting Engineers, 30 Church Street, New York, the Engineers for the Pennsylvania Railroad, Hudson River Tunnels, the Hudson and Manhattan Railroad, and many other tunnels in various parts of the world.
The illustrations were kindly supplied by the Pennsylvania Railroad and the Hudson and Manhattan Railroad.
[218]
DANGERS OF
TUNNEL BUILDING
This account of tunnelling by shield and compressed air is very short and gives no more than a bare statement of the principles and chief methods of such work. Nothing has been said of the engineering difficulties involved in the design of such work, nor of the delicate surveying work necessary if one should hope to start two shields a mile or two apart and have them meet as shown in Fig. 13 like two great glass tumblers placed rim to rim after having travelled through thousands of feet of every kind of ground. Nothing has been said of the men who work on this most arduous form of subterranean navigation, how they cheerfully face the dark and the water ever threatening above them and the unseen but not less deadly ally, and yet foe, the compressed air, with its dreaded result, the bends, or the men on the surface who keep the air compressors running without pause or stop day in and day out until the work is done so that their comrades below may work in safety. Nothing has been said of the curious accidents that are liable to occur as when the air pressure in the tunnel gets too high, overbalances the water pressure and blows a hole through the river-bed and forms a geyser in the river above. It gives no account of the special difficulties which arise when special conditions are found; for example, when the lower part of the tunnel is in rock and the upper part is in soft material. In fact it is nothing more than a bare outline but it hoped that some, who may not be clear in their minds as to how tunnels are built, may learn some of the first principles of this most romantic kind of work from this bald narrative.
Your teeth chatter because when you are cold in a way that makes your teeth chatter the little muscles which close the jaw act in a series of quick little contractions which pull the jaw up, and then let it fall by its own weight. This is repeated many times and, as the action is quick, the chattering occurs. It is a peculiar thing that this occurs in spite of the will or brain, when, as a matter of fact, these muscles which operate the jaws are especially under the control of the brain. The chattering is really a spasm caused by the cold, and all spasms act independent of the will. Cold seems to act on the jaw muscles a good deal like some poisons which cause spasms.
No, it did not come from the rivers which empty themselves into the oceans, because the oceans were there before the rivers existed. Part of it comes from the rivers now, but only a little in comparison to all the water there is in the ocean. I will try to tell you simply how all the water got into the ocean.
There was a time when there was no water on the earth at all. That was when the earth was red hot, just as it is to-day on the inside, and at that time all the water we have to-day was up in the air in the form of gases. Strange as it may seem to you, if you take two gases, one called hydrogen and the other oxygen, and mix them the right way, they will turn into water, and if you had the right kind of chemical apparatus you could take water and turn it into these gases again. When, then, the earth was still all red hot, all of our water was up in the air in the form of these two gases. Then, later on, when the amount of heat on the earth was just right to make these gases mix together, the water came down out of the air in great quantities, and there was so much of it that it completely covered the whole earth and no land was visible. Later on, for various reasons, mountains were thrown up on the earth’s surface by great earthquakes, and every time a mountain or a high place was formed there had to be a hole or low place some place else, and the water ran into these low places and stayed there, and that uncovered more of the land, because there wasn’t enough water to fill all the holes and cover the land too,[219] and that is what makes our continents and islands and all of the land we see. There is now about three times as much earth covered with water as there is land. Of course, the sun is always picking up water through what is called evaporation, which means that it is taken into the air in the form of gases. Later it comes down again in the form of rain and falls into the oceans or on the land, where it sinks in, finally finding a stream or river, and sooner or later gets back into the ocean again.
This is due to the fact that there is a kind of substance at the bottom of the ocean which the water cannot penetrate, in spite of the tremendous pressure which the great body of deep water exerts. In all places where the bottom of the ocean has a covering which water can sink into it does so, but there are such a few places where this is possible, by comparison, that the amount that gets out that way is not noticeable. This water, if it can keep on going, will eventually reach the inside of the earth, where it is red hot, and is turned into steam.
To get to the answer of this you must know something about the tides. The tide is caused by the pull of the moon on the waters in the ocean. The moon revolves about the earth once each day and has the ability to draw up the waters in the ocean toward it, as we have seen in our study of the tides.
Now, when it is high tide in one place it is low tide in another. The moon does not make more water, but only pulls it toward it from side to side. When it is low tide where we are the water has simply moved as a body toward the place where it is high tide.
The tides act a good deal like a see-saw, except that they move from side to side instead of up and down. When one end of the see-saw goes up the other end goes down, and when the “down” end comes up the other end goes down. So the answer to your question really is that at low tide the water which made it high tide a few hours before has gone to some place where it is at that moment high tide.
Sometimes when we look at the ocean from the pavilion or while on the sand of our favorite bathing beach the water in the ocean looks very beautifully blue, and on other days will look dark green from the same point. Why is it? If you will stop to think that at night when there is no moon or other light the water in the ocean looks black, I think you will soon be on the right track to answer the question yourself.
When the sky is blue—the kind of blue we like to see in the sky when we are at the beach—the water in the ocean is blue, because the sea reflects the color of the sky, and when the sky is overcast and gray the color reflected by the sea will be gray also.
But, say you, sometimes the water in the ocean is dark green, and yet the sky is never green. Quite true, and I will try to tell you what produces the green color. This happens sometimes where the water is shallow, either near the shore or out further where there is a sandbar or other shallow place. Sometimes at such points the sunlight strikes the water at such an angle that the rays go clear to the bottom and are reflected from that point—the bottom—to our eyes. In such a case the light will be changed through a combination of the color of the bottom at that point and the color of the sky itself at the time to make the color green as it is reflected to our eyes from the bottom.
Water runs because it has not enough of anything in it to make it stick together.
In school language we call this sticking-together-thing[220] “cohesion.” The principle of cohesion makes all the difference there is, so to speak, between solids, liquids and gases. A brick, a stone, a stick of wood, or a piece of iron and all other solid substances have a certain amount of this property of cohesion, and the particles stick together, enabling us to build buildings and other things which become permanent structures. These solid substances are either naturally cohesive or else man, as in the case of the brick, has brought together certain things with little or no cohesion and made them stick together permanently. In the case of the brick, he takes a quantity of clay, which is cohesive only to a certain degree, bakes it in an oven and it becomes hard enough—more cohesive—so that he can pile one on top of the other and make a building. Then he puts sand, mixed with other things—lime and water—between the bricks to hold the bricks together, and makes a structure that will last. Two bricks have no natural cohesion for each other and, therefore, they can only be held together by something that has cohesion within itself and also for the bricks. The lime, sand and water make mortar which is cohesive when properly mixed, while in themselves neither lime nor sand have much cohesive property, and water has none at all.
Liquids have little or no cohesion. Water has none, or very little. Syrup has a good deal more, but will run over the edge of a piece of bread and butter if you are not careful.
Gases have no cohesive properties at all and, therefore, fly all over the place, through any opening they can find, either at the top of the room or under the crack of the door. They are always trying to get to some place else and will keep moving as long as not confined. Gases can move in any direction.
Liquids, however, while they are inclined to be constantly on the move, can only go in one direction—down hill, and they go down fast or slow if there is a chance, in proportion to the amount of stick-together properties they have. Liquids can never go up of their own accord, excepting in the process of evaporation, and then only when changed into gases. A lake of water will dry up completely by evaporation unless fed by streams of water constantly flowing in, because evaporation is constantly taking place wherever water is exposed to the air.
What we call boiling in the water we see when water is put over a hot fire long enough to make it boil, is the changing of the water from what we generally regard it—a liquid—into gases. Water consists of two gases—hydrogen and oxygen—in fact, two parts of hydrogen gas and one part of oxygen gas when mixed will always make pure water. Now, then, if liquid water is heated to a certain point or temperature it turns into the two gases, oxygen and hydrogen, and comes to the top of the water, which still remains in liquid form, in the form of a bubble and explodes into the air—not a very loud explosion, but still an explosion. The process of turning liquid water into gases is a gradual one, and that is why the water does not all turn into one large bubble at once and explode away. If you keep the fire going long enough, all the water in the vessel will explode away into the air, a few bubbles at a time. If you hold a cold plate over the vessel as the bubble explodes you can catch some of these gases in the form of bubbles on the under side of the plate, which are again liquid water. When the water becomes hot enough it turns into bubbles and as bubbles rise that is what makes the boiling you see. When the same gases then come together again in a certain proportion under proper temperature they turn into liquid water.
The boiling point of water is the temperature at which it begins to pass into the form of gases. This varies in different altitudes. At the sea level the boiling point is at 212° Fahrenheit. On the top of mountains, for instance,[221] water would boil at a much lower temperature. It would be possible to go high enough in a balloon so that the water would fly from the pan in the form of gas without making the water hot. Also, a mile below the level of the sea it would take many more degrees of heat to make the water boil. It is said that high up in a balloon you could not boil an egg hard in a pan of boiling water if you kept it in the boiling water for an hour or more, whereas we know that an egg will be hard-boiled if we keep it in boiling water down where we live for more than five minutes.
The degree of heat at which water passes away into the form of gases is regulated by the pressure of the air on the water and other things about us. At the average level in the United States where people live the pressure of the air on everything is fifteen pounds to the square inch, and at this pressure water boils only after it reaches a temperature of 212° Fahrenheit. As we go up the mountains the pressure becomes less and less as we go up. At the top of Mount Blanc, which is 15,781 feet high, water boils at 185° Fahrenheit. If we took a balloon from the top of the mountain we would come to a height where there was no air pressure at all.
The name Fahrenheit is used to distinguish the kind of scale most commonly used on thermometers in Great Britain and the United States. Gabriel Daniel Fahrenheit, a native of Dantzic, made the first thermometer on which this scale was used, and it is named after him. In this scale for thermometers the space between the freezing point and the boiling point is divided into 180 degrees—the point for freezing being marked 32 degrees and the boiling point 212 degrees.
Our bodies are heavier than fresh water, i. e., a bulk of fresh water equal to the size of our body would weigh less than our body, so that the first tendency is to sink to the bottom if we find ourselves in fresh water. If man had not learned to swim that is what he would always do, sink to the bottom; but having learned how to keep from sinking, he is able to swim in fresh water. However, we find that an amount of salt water equal to the bulk of a man in size is heavier than an equal amount of fresh water, although such a bulk of ordinary salt sea water will still weigh less than the man. A man will sink in salt water also if he has not learned to swim or float, but he can keep up with less effort in salt water, and also swim in it more easily. In a nutshell, then, the answer to this question is that salt water is heavier than fresh water. You can make salt water so full of salt that it becomes heavier than a man. Great Salt Lake in Utah is so salty that one cannot sink in it for this reason. You could drown yourself in it, of course, by keeping your head under water, but whether in shallow water or deep water you would not sink in Great Salt Lake.
What we call hard water contains certain salts which soft water does not contain. This salt in hard water is lime or some other salts which the water has picked up out of the ground as it passed through either coming up or going down. On the other hand, we can guess after having been told this much that if we can find any water that has not passed through the ground, and, therefore, not had a chance to pick up any salts, we will have soft water. From that point it is easy to guess, then, that rain water must be soft water, and so it is. The water in the cisterns, which is rain water, is soft water, and the kind we get out of the wells is hard water.
We do not like to wash either our faces or our clothes in hard water, especially when it is necessary to use soap, because when we use soap with[222] hard water the soap undergoes chemical change which prevents its dissolving in the water. Therefore, you cannot easily do a good job of washing in hard water. On the other hand it is easy to dissolve the soap in pure rain water or soft water and that is the kind we, therefore, prefer for washing.
This is at first a puzzling question, because back in your mind is the thought that since hydrogen and oxygen are necessary to make a fire burn, it seems strange that water, which is composed of oxygen and hydrogen, will also put it out.
A burning fire throws off heat, but if too much of the heat is taken from the fire suddenly the temperature of the fire is sent down so far below the point at which the oxygen of the air will combine with it that the fire cannot burn. We speak commonly as though water thrown on a fire drowns it. That is practically what happens. Scientifically what happens is that the water thrown upon the fire absorbs so much of the heat to itself that the temperature of the fire is reduced below the point where oxygen will combine with the carbon in the burning material and the fire goes out.
To answer the unasked part of your question at the same time I will say that hydrogen and oxygen when combined as water will put the fire out rather than make it burn, more because when these gases take the form of water they are already once burned, and you know that anything, substance or gas, which has already been burned cannot be burned again. It required great heat to make oxygen and hydrogen combine and form water, and it also takes great heat to separate them again. So they are really burned once before they become water.
Eventually almost all of the rain that falls runs into the rivers and lakes and later finds its way into the ocean, where it is again taken up into the air by the sun’s rays. But many other things happen to parts of the rain which do not find their way into the ocean. In the paved street, of course, where the water cannot sink in, it flows into the gutter and thence into the sewer and on down to the river or wherever it is that the sewers are emptied. You see, it depends very much on what the earth’s surface is covered with at the place where the rain falls. When it strikes where there is vegetation a great deal of it stays in the soil at a depth of comparatively few feet. If it is soil where trees and other plants grow a great deal of it is sucked up from the ground by this vegetation and given back into the air through the leaves and flowers. Some of the rain keeps sinking on down into the earth until it strikes some substance like rock or clay, through which it cannot sink, and then it follows along this until it finds something it can get through and collects in a pool and forms an underground lake, and may cause a spring to flow. Then there are also worms and other forms of animal life in the earth which use up some of the water. But it all gets back into the air eventually to come down some time again in the form of rain.
The main answer to this question must be that the rain in coming down through the air drives the dust and other impurities which are in the air before it, and so cleans the air and makes it absolutely clean. In addition to this it is now stated that since very often rain is produced by electrical changes in the air, and that these electrical changes produce a gas called ozone, which has a delightfully fresh smell, it is this ozone that makes us say the air has become fresh.
The air above our cities is almost constantly filled with smoke, containing various poisonous gases, and these are driven away by the falling rain.
Then, too, there is always a greater or less accumulation of dirt, garbage[223] and other things in the cities which give off offensive smells constantly, but which we do not notice always because we become used to them. When the rain comes down it washes the streets and destroys these smells, and that makes the air fresh and delightful to take into the lungs.
In the country the air is more nearly pure all the time, because the things which spoil the air in the city are not present.
The answer is yes. It is harder to stop a train than to start it, or rather it takes more power. The speed of a train depends upon the motive power. When a train is stopped and you wish to start it, you must apply enough motive power to start it going. There must be enough power to move the weight of the train and overcome the friction of the wheels on the track. It is, of course, easier to move a thing that weighs less than a heavier one. If you throw a ball ten feet into the air, it will perhaps not sting your hand when you catch it on its return; but, if you throw it one hundred feet into the air, it will sting your hands when you catch it. Besides, it will come down faster the last ten feet of the way than the ball which you threw only ten feet into the air. This is because when movement is applied to anything you add power to it. The ball which comes down from one hundred feet in the air acquires more power in falling and it takes more power to stop it. A train in motion has not only the power of the weight of the train behind it, but also the additional weight which the movement of the train has given it. Therefore, it takes more power to stop it than to start it. To stop a train you must apply the same amount of power as is in the moving train because the power to stop any moving thing must always be at least as great as the power which is moving it.
We find knots in the boards which we notice in a lumber pile or in any other place where boards happen to be, because the smaller limbs which grow away from the larger limbs of trees grow from the inside as well as the outside of the tree.
When you see a knot in a board it means that before the tree was cut down and the log sawed up into boards, a limb was growing out from the inside of the tree at the spot where the knot occurs.
You will also find that the wood in the knot is harder generally than the rest of the board. This is because more strength is required at the base of a limb and in the part of the limb which grew inside the tree than in other parts, for the limb must be strong enough to support not only the limb itself, but also the smaller limbs which grow out of it.
Man may never know how many stars there are. The best we can do is to figure on the number that can be seen with the largest telescopes which have been invented, for, of course, you know there must be many millions of them which to us are invisible. We have counted the stars so far as we can see them; or, rather, so far as we can photograph them. Astronomers have found that a photographic plate exposed to the stars will show more of them than can be seen by the naked eye. This is because the materials on a photographic plate are more sensitive to the light of the stars than the human eye. By this method man has been able in a way to count the stars he can see. It adds up to more than a hundred million of them. Astronomers found this out by taking photographs of the heavens at night, devoting one picture to each section, until the entire heavens had been covered, and then counting them.
[224]
WHERE PAINT COMES FROM
MAKING LEAD BUCKLES—THE FIRST STEP IN PAINT MAKING.
Paint such as is most frequently used is the material used for painting buildings, such as houses, barns, stores, and many others which we need not mention here. This paint is used on these buildings mostly for two very important reasons—one being to beautify the buildings, the other being to protect them from the ravages of the weather, much in the same way that your clothes protect you from the weather.
Paint such as we mention here may be regarded as the most simple and useful form. You have no doubt frequently seen the painter-man spreading paint on some building, or perchance, you have seen your father doing it, and have noticed that paint is a fluid substance looking something like cream, which is applied to the surface to be painted with a suitable brush and is brushed out smoothly. After the first coat is dry, other coats are put on in the same way until enough paint has been put on to thoroughly hide the unevenness of the lumber and making it of a uniform color.
This paint is made by simply mixing together dry powder, which is usually called pigment, with a thin, yellowish liquid which is called linseed oil. In the earlier days, the painter-man mixed this paint himself whenever he desired to use it. In these more modern times, he usually buys this paint already prepared.
Perhaps a little history of the preparation of the package of a can of paint which he buys may be interesting to you.
Let us imagine that the can of paint is white. In this case, the pigment which is used is a white powder and is made of either metallic lead or metallic zinc. The preparation of this fine white powder is very interesting and requires considerable time to perfect.
Let us consider the pigment known as white lead first. This is produced by causing metallic lead, which is of a bluish-gray color and very heavy, to change from its original form by a process which is known as “corrosion.” This corrosion is brought about by first taking the metallic lead, which at this stage exists in large pieces known as “pigs.” These pigs of lead are melted in a furnace and then molded into small, thin shapes which are buckles.
[225]
HOW WHITE LEAD IS MADE
FILLING THE STACK WITH LEAD BUCKLES.
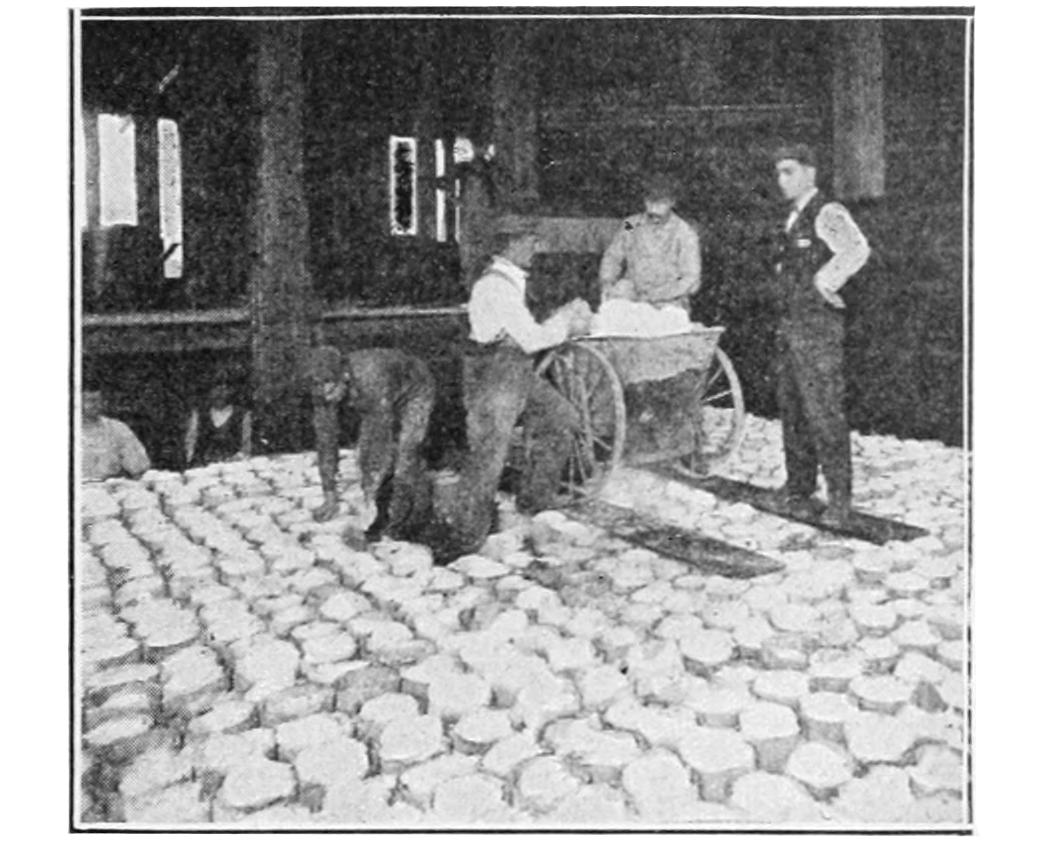
LEAD BEING TAKEN OUT OF THE STACKS.
The next step is to take an earthenware vessel, which resembles an ordinary stone crock, and first pour into it a small quantity of acetic acid, which is about the same as table vinegar. Then the crock or pot is filled up with the lead buckles.
Where this white lead is made in a large way many thousands of these pots are placed in a building, the sides of which are walled up tight, the spaces between the crocks being filled in with tan bark. After the floor has been covered with a layer of these crocks, the layer is covered with boards, in order to provide a foundation for setting in the next layer of crocks and tan bark. The layer of boards also serves as a floor to keep the tan bark from falling into the open crocks on the tier below. This procedure is followed with tier after tier until the building is completely filled.
Corrosion of the metallic lead in the pots now begins, because the tan bark generates some heat, becoming finally quite warm. This heat causes the acetic acid or vinegar to throw off vapor or steam, which attacks the metallic lead, causing it to decompose or corrode. This process goes on for many weeks (sometimes as much as fifteen or sixteen weeks), until those buckles of metallic lead have become a mass of white powder and nearly all trace of the original metallic lead has disappeared.
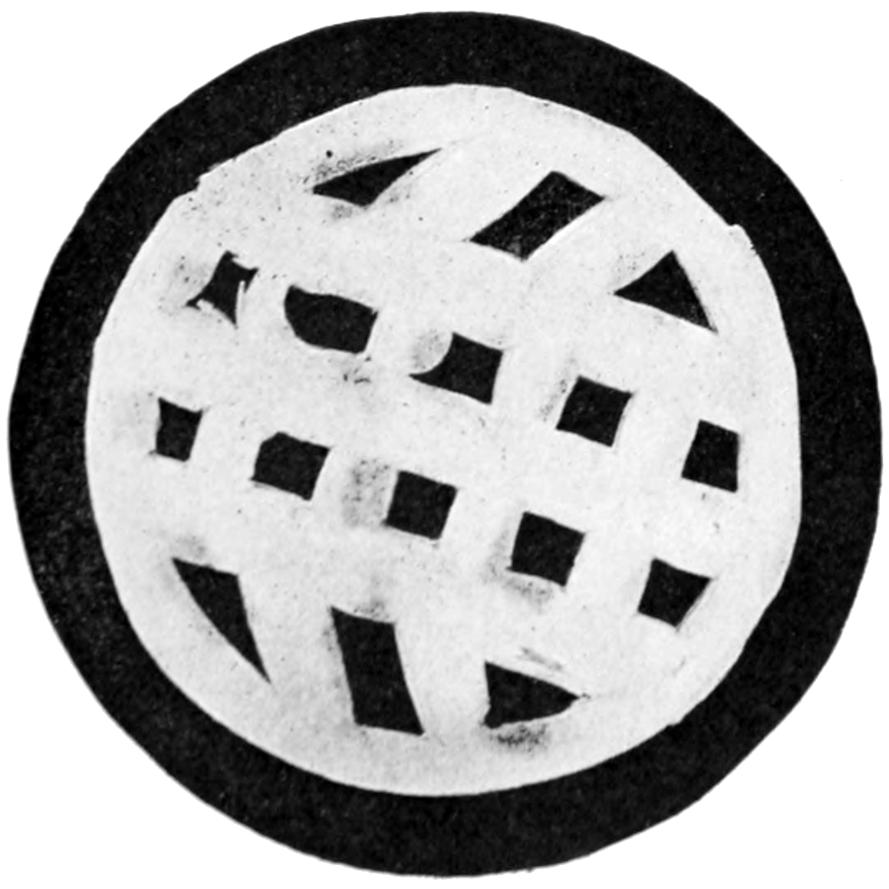
A LEAD BUCKLE AFTER CORROSION.

A LEAD BUCKLE BEFORE CORROSION.
[226]
HOW OXIDE OF ZINC IS OBTAINED
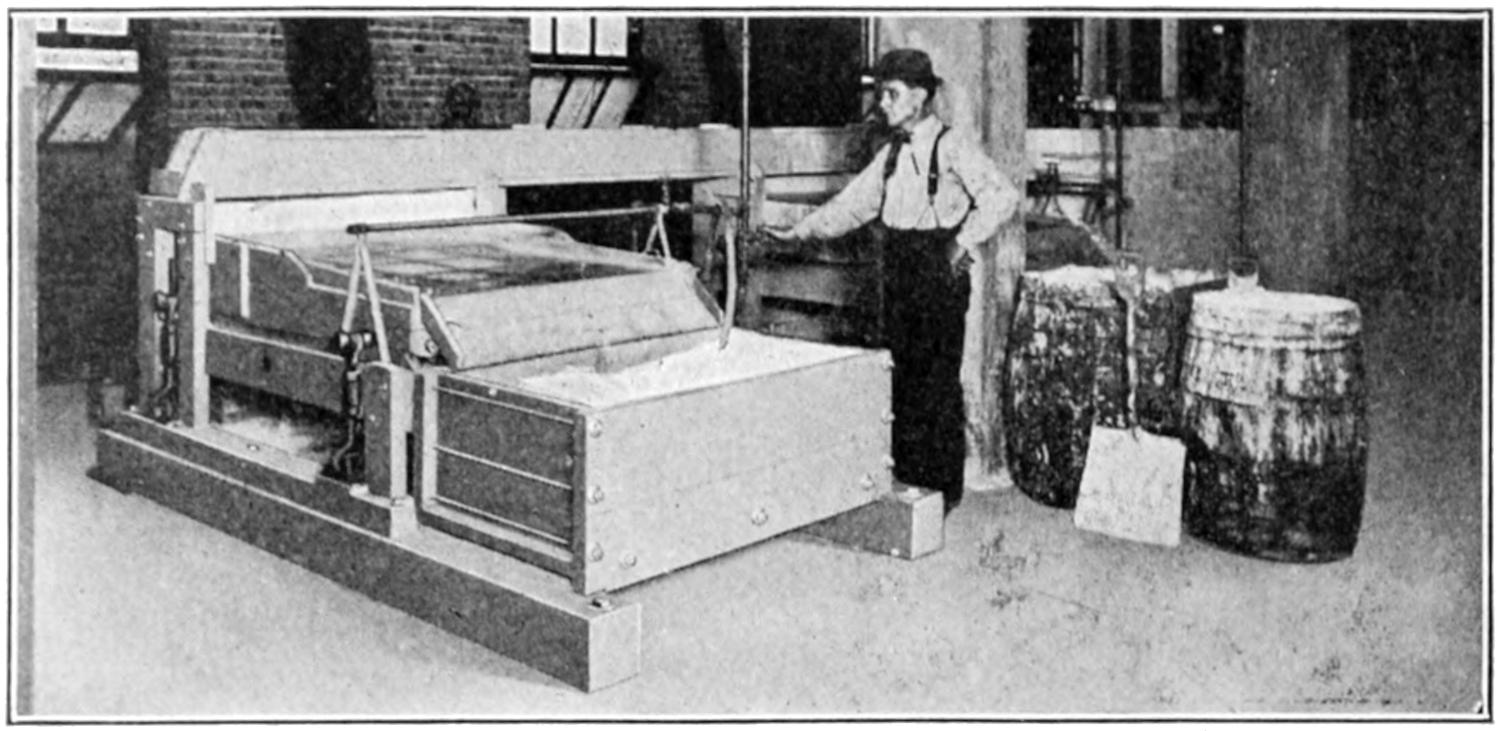
WASHING THE LEAD. SCREENS COVERED WITH CLOTH REMOVE ALL FOREIGN MATTER.
After these many weeks have passed, the pots containing the white powder of carbonate of lead, as it is called, is taken out of the building where corrosion took place, and the white deposit is put through an elaborate system of refining, which is called “washing,” and, in fact, is really washed in water, and is then dried in very large copper pans. After being dried it is in the form of large white cakes, resembling pieces of chalk. These cakes are then passed through a mill, which grinds them to very fine powder, which is packed in barrels ready to be shipped and used by the paint-maker.
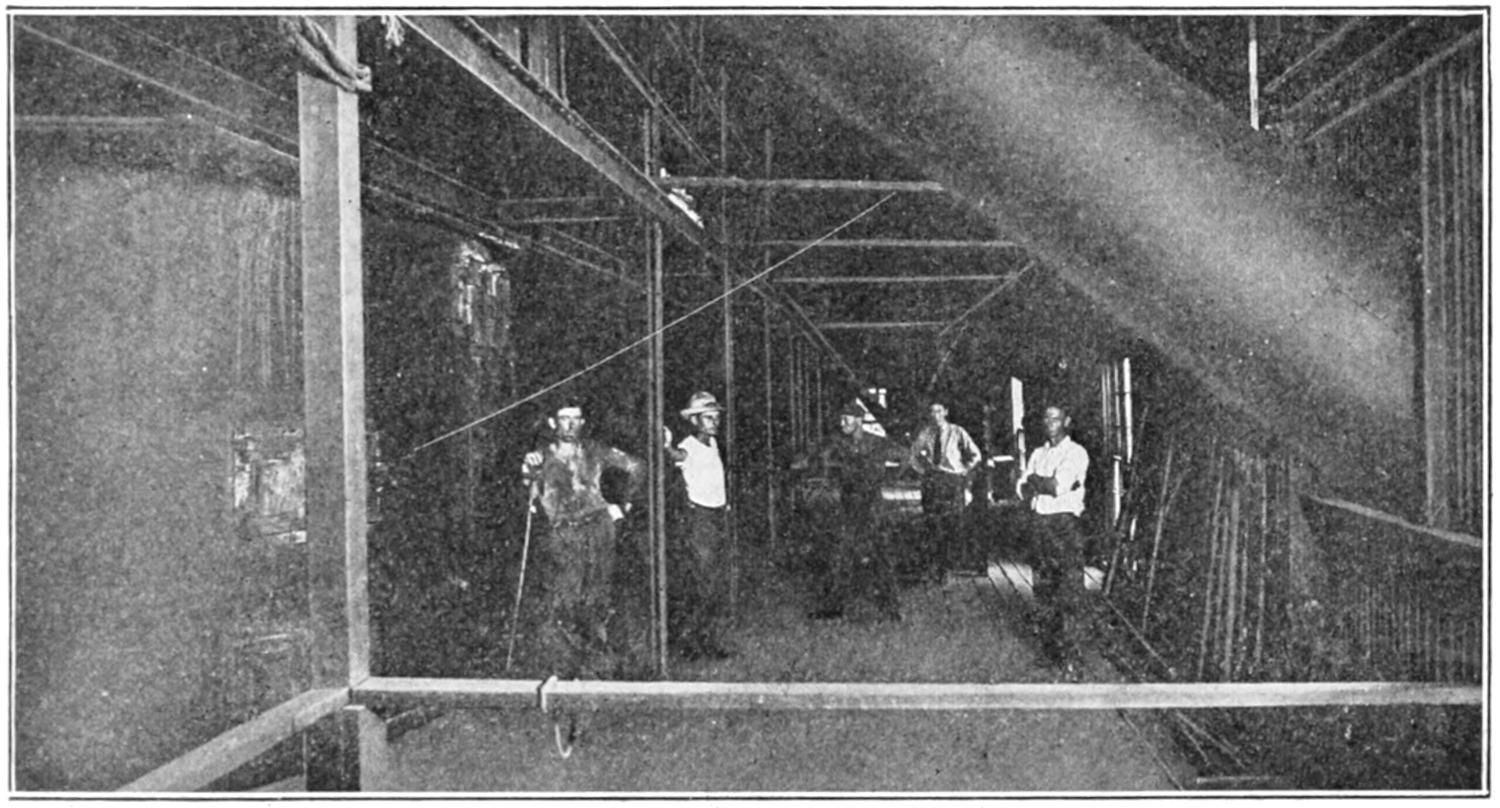
FURNACE WHERE THE SULPHUR IS ROASTED OUT OF THE ORE.
Now that we have followed through the process of making the white-lead powder, or pigment, let us take a little time to study the preparation of the other white powder, known to the paint trade as “oxide of zinc.” This is prepared in a manner quite different from that of the white lead.
First the ore which is mined from the earth containing the metallic zinc is carefully selected by expert workmen and placed in a special kind of furnace, being mixed with hard coal, such as we use in our heating stoves.
[227]
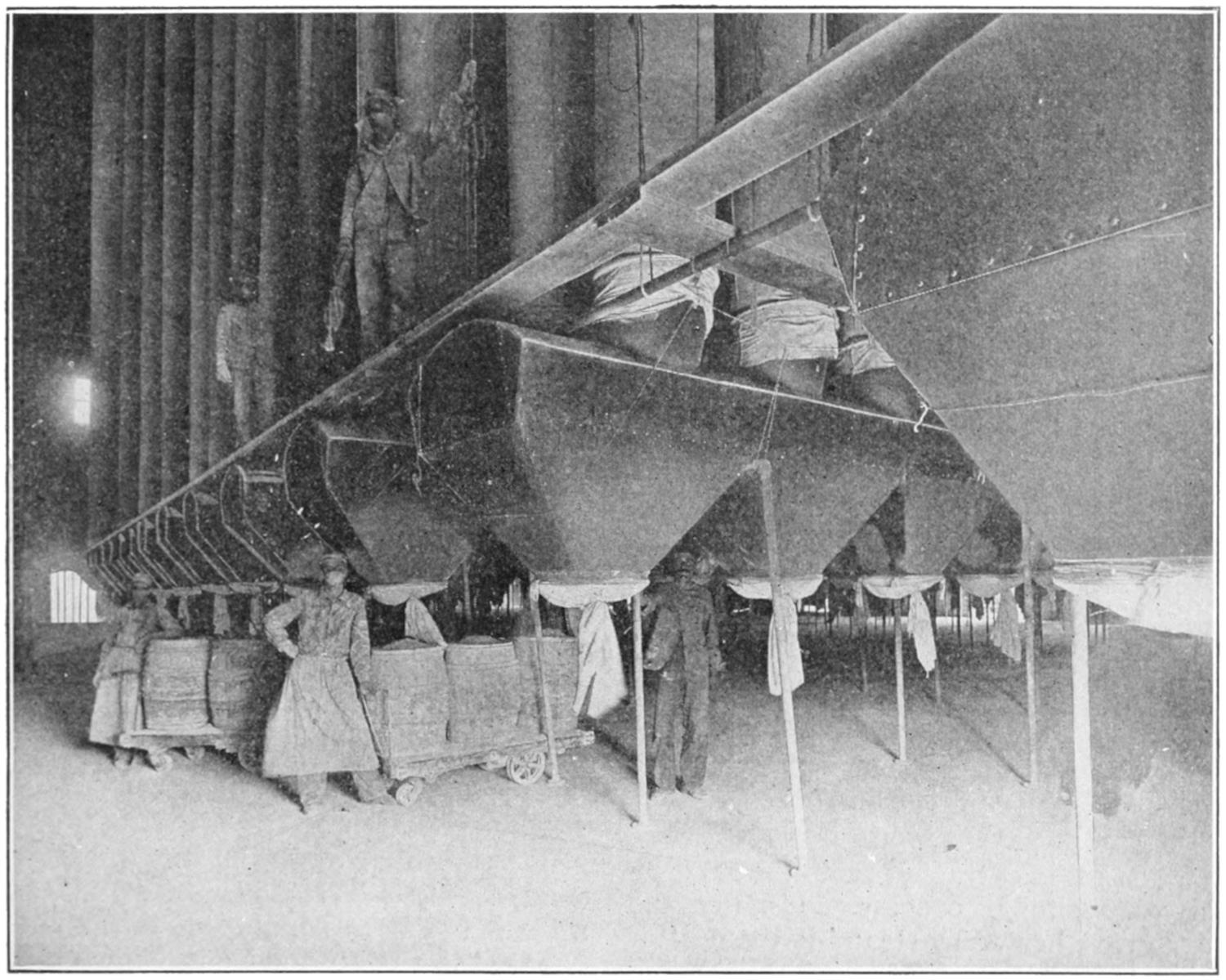
A ZINC SMELTER—THE MEN KEEP THEIR MOUTHS COVERED SO AS NOT TO INHALE THE VAPOR, WHICH IS POISONOUS
The burning of the coal causes an intensely high temperature, sometimes being several thousand degrees. This causes the zinc ore to be consumed as it were or to pass into a form of vapor. This vapor is carried through huge pipes which are several feet in diameter and extend for a long distance. While these vapors are passing through these pipes it becomes cooled. After becoming cooled it takes on the form of very fine white powder, coming from the pipes in much the same way that snow falls from the sky in the winter. This is collected and placed in barrels, after which it is ready for the paint-maker without further preparation.
WHERE LINSEED OIL
COMES FROM
Since we have followed the preparation of the two important white pigments used in making our can of paint, it is now important that we devote a little thought to the liquid which is to be used. This is called “Linseed Oil.” Linseed oil is of a golden yellow color, resembling the appearance of thin syrup which we sometimes have on the table. This oil is taken from the seed of the flax plant. It might better be called “Flaxseed Oil,” yet it is not commonly known by that name, but is nearly always referred to as “Linseed Oil.” Flax is grown in many parts of the world, the most important places being the United States of America, Dominion of Canada, Ireland, India and the Argentine Republic. In the United States, the seed is sown early in spring, much the same as is done with other crops, and ripens and is harvested early in the fall of the year. The harvesting and separation of the seed from the[228] plant or straw is done very much in the same way that other crops, such as wheat and oats, are harvested. The seed is then taken to market and is ready for the extraction of the oil, which is done by men who are known as “oil crushers.”
PRESSING OIL OUT OF FLAXSEED.
REMOVING OIL CAKE FROM PRESS.
The oil is extracted from the seed by a very simple process. Usually the seeds are heated by steaming them, after which they pass through a mill, being ground to a coarse mass, which is then placed in very powerful machines called “Hydraulic Oil Presses,” which squeeze the oil from the seed, leaving the remainder in the form of large cakes which are then ground to a mealy-like powder which is used as food for cattle and is very much prized.
The oil which has been extracted by this process is put into large tanks where it is clarified and is then ready for the paint-maker. This oil is often referred to as “Vegetable Oil” and it has one very peculiar and very important characteristic which makes it useful and necessary for use in paint. This property is that of drying or becoming solid, losing all tendency to stickiness after it has been spread out thinly and exposed to the air for a short time.
WHERE LEAD IS GROUND IN OIL.
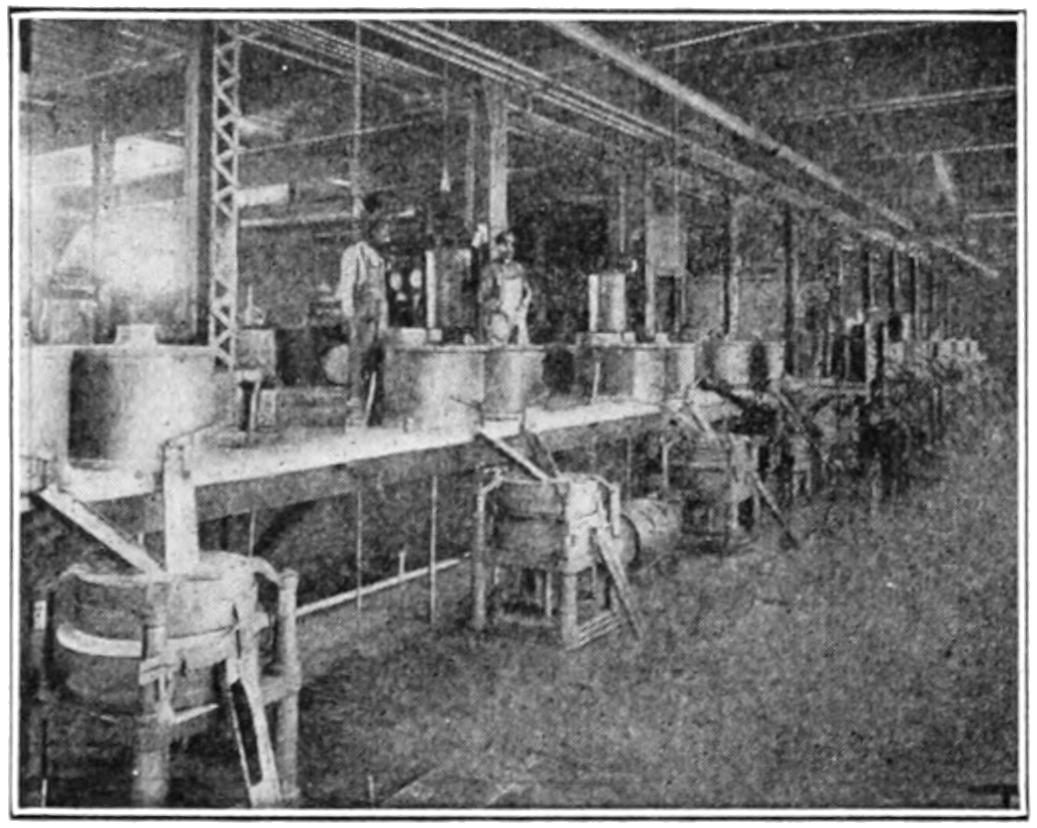
WHERE PAINTS ARE MIXED.
Now that we have given attention to the preparation of the most important things used in the making of our can of paint, let us look a little to the manner in which they are put together, and the result.
The oil is necessary in making paint in order to make it fluid, so that the paint may be brushed on to the wood[229] or other surface, and also so that the pigment or powdered material which has been put into the paint will have something to hold it to the surface. The oil or other liquid which may be used is usually called “Binder” by the paint man because it binds the pigment in the paint and to the surface on which it has been spread or applied.
In a large paint factory, the two white pigments, lead and zinc, are mixed with linseed oil in large machines known as “Mixers” into a smooth paste which is then run through other machines called “Mills,” where the paste is ground very fine into large tubes where the paint is finished by mixing in enough more oil to make it of the proper thickness or consistency for brushing. In this state it can be used, but would not be entirely satisfactory because it would dry very slowly. For that reason, the paint-maker adds in a small amount of what is known as “Drier,” which causes the paint to dry much more rapidly after it is spread out on any surface.
The paint-maker may also add in a small amount of thin liquid called “Turpentine,” which also aids in the drying and the working of the paint. Turpentine is a very thin liquid which looks like water, and it is derived from the sap of one species of pine which grows abundantly in the southern portion of the United States. The sap is taken from the tree by tapping the tree or making an incision called a box, at certain seasons. After the sap is collected it is put through a heating process called “distilling,” which separates the water-white liquid, called turpentine, leaving a large mass of heavy material which is commonly known as “Rosin.” This turpentine is very useful to the paint-maker and the painter. It is also used for many other purposes.
WHAT MAKES THE DIFFERENT
COLORS OF PAINT
The paint which we have described is the most simple kind and is white. There are many other kinds of paint used, being of many different colors. All of these different kinds require different treatment and preparation and would require many large books to explain even in a brief way.
The white paint which we have described may be colored or tinted to many different hues by adding suitable color pigments. These color pigments are of many kinds and are derived from many different sources. The vegetable kingdom is represented as well as the mineral and animal kingdoms. The linseed oil which we have already mentioned, is derived from the vegetable kingdom. This also applies to some few of the pigments. A very important instance which we might mention is a beautiful rich brown called “Vandyke Brown.” This is made from decayed vegetation which is found in swampy districts. There are many pigments derived from the mineral kingdom. White lead and zinc oxide have already been described as useful. Among colored pigments coming from this kingdom, we might mention yellow ochre, sienna, umber, cobalt blue, and many others.
The animal kingdom supplies quite a number, one of which is a beautiful red known as “Carmine.” This is taken from a small insect or fly which is found in certain tropical climates. The production of carmine is very expensive and the product is highly prized.
Another important development of the animal world is what is called “Bone Black.” This is made by taking ordinary animal bones, putting them into a suitable furnace and burning them, which really produces bone charcoal, which is refined by powdering and washing, and finally produces a beautiful black, such as used for painting fine coaches and carriages.
Away back in the history of the animal kingdom, when the ancestors of our domestic dog were wild, they slept in the woods or open. When they were ready to lie down, they first had to trample the grass about them flat to make a place to lie down. This became a habit and one of the instincts of the animal which has been transmitted to the dogs of today who keep it up. It is an inherited habit quite useless to the dogs of to-day.
[230]
You already learned that a substance called ether is found in all substances, filling the spaces between the molecules. When the molecules are made to vibrate, the ether naturally also vibrates. As soon as the vibrations become sufficiently rapid, they produce the sensation of light. These vibrations also produce heat. In heated bodies the molecules are always found to be in vibration, and a body may become so hot that it gives off light. We notice this when iron becomes red hot. Heat and light are found together in bodies in many instances. In fact, most of the light we have comes from bodies which are hot. The sun is so hot, that it is surrounded by the gases of many substances that exist as solids on earth.
We have some bodies which produce light which is not accompanied by much heat. The glow-worm, or firefly, seems to make light with little or no heat; but we do not yet know how this is done. Almost all sources of artificial light require that heat be produced before light obtained. Only such vibrations of the ether which are sufficiently rapid produce enough light to enable us to see. For this reason, a piece of red hot iron, which is made luminous by heat and whose particles vibrate less rapidly produce little light.
Whenever the ether is made to vibrate rapidly enough at any point, the vibrations go in straight lines from the source of light in all directions. A single line of vibrating particles in the ether, is known as a ray. A number of rays, that issue from one point, are said to form a pencil. A pencil of light may be produced by holding near a candle a screen, with a hole in it. Sometimes rays of light are brought together in a point, as may be done by means of a burning glass, and one of these bundles of rays is known as a convergent pencil.
A bundle of rays that lie parallel to each other forms a beam. The rays that come to us from the sun are practically parallel and are called sunbeams.
When we are in the sunshine, or standing before a fire, we feel hot; when we take snow or ice in our hands, they feel cold. The thing which produces these sensations is called heat. When we feel heat, it is because heat is absorbed by our bodies, and when we feel cold, it is being thrown off by them.
To answer this question, we must see how heat may be produced. If we draw a cord rapidly through our fingers, they feel hot, and if we rub a coin briskly with a cloth or our hands, it becomes warm; if we take a nail and hammer it on a hard substance, it becomes too warm for us to hold. In these instances heat is produced by retarding or checking the motion of a body. When we draw a cord through our fingers, it moves less easily; we retard its motion by gripping it and this is what makes the heat we feel. When we strike the nail with a hammer, the motion of the hammer is checked by the nail, and the faster we pound with the hammer, the hotter the nail becomes. From these experiments we learn that whenever the motion of a substance is checked, or retarded, heat is generated, and the substance made hot.
In explaining this method of producing heat, it was at one time thought that all bodies contained a substance which produced the heat and that, when rubbed or hammered, this substance was thrown off. About the end of the 18th century, however, it was shown by Benjamin Thompson (Count Rumford), that substances when rubbed give off heat. From this we learned that heat is not a substance, because the quantity of any substance, present in a body, cannot be limitless. If it were a substance which produced the heat, the supply would sooner or later be exhausted, and rubbing could no longer produce heat.
Heat produced by rubbing, or by striking substances together, is caused[231] as follows: If two substances are struck upon each other, the whole of those substances are checked, but the molecules of the substances are made to vibrate very rapidly, and these vibrations produce the heat we feel.
We get most of our heat from the sun. If the heat from the sun did not reach us, no living thing would exist on the earth. No plants or animals could live; the oceans and rivers would be solid ice.
Another important source of heat, is chemical action. Chemical action is what causes fire. Even when it does not cause fire, it produces a great deal of heat. When we breathe to keep our bodies warm, it is a chemical action that occurs. Fire is the most important form of chemical action, as a source of heat.
A glow-worm is a kind of beetle which may be found in the yards and hedges in the summer time. The name applies only to the female of the species which is wingless and whose body resembles that of a caterpillar somewhat and emits a shining green light from the end of the abdomen. The male of this species has wings but does not show any light as does the female and resembles an ordinary beetle. The male flies about in the evenings looking for the female and she makes her light glow in order that the male may find her. Glow-worms are found mostly in England. There are, however, some members of the same species of beetle common to the United States. We speak of them as fireflies or lightning bugs. The female of these also is the only one carrying a light, although unlike the glow-worm she has wings and can fly.
This expression originally came from the allowance which a husband gave his wife to purchase pins. At one time pins were dreadfully expensive so that only wealthy people could afford them and they were saved so carefully that in those days you could not have looked along the pavement and found a pin which you happened to be in need of as you can and often do today.
By a curious law the manufacturers of pins were only allowed to sell them on January 1st and 2nd each year and so when those days came around the women whose husbands could afford it, secured pin money from them and went out and got their pins.
Pins have become so very cheap in these days that we are rather careless with them, but the expression has continued to live although today when used, it means any allowance of money which a husband gives a wife for her personal expenses.
Pins were known and used as long ago as 1347 A. D. They were introduced into England in 1540. In 1824 an American named Might invented a machine for making pins which enabled them to be manufactured cheaply. About 1,500 tons of iron and brass are made into pins every year in the United States.
In the days of very long ago when all men were prepared to fight at any and all times because one could not know whether another approaching was a friend or an enemy, all men went armed. This was before the day of guns when the sword was the great weapon of defense.
Upon occasion when one man approached another, each had to decide whether the other came on a peaceful mission or not.
People in those days were mostly right handed as they are now and when fighting carried their swords in their right hands.
If, then, a man wished to speak with a stranger or, as might easily be necessary, to one who may even be known to be unfriendly, he put out his right hand upon approaching to show that[232] he had no deadly or dangerous weapon in it. The other man could see this and knew from the extended open hand that no harm was intended and that the approach was peaceful. If, then, he was willing to meet the other, he also extended his right arm with the hand open to show him who was approaching that his fighting hand was empty also; and when they met each would grasp the hand of the other so that neither one could change his mind and assume a fighting attitude without the other having an equal warning.
In the days of the Roman gladiators, before a duel with swords, it became the custom of each of the participants to drink a glass of wine before fighting. Just before the fighting commenced two glasses of wine were brought and the gladiators drank. These two glasses of wine were provided by the friends of either one or the other of the gladiators. To guard against treachery, through some over zealous friend of the fighters furnishing poisoned wine was necessary. So before drinking and to show there was no treachery, the gladiators came close together and poured wine from one glass into the other back and forth until the wine in the glasses was thoroughly mixed. If the wine in one glass then had been poisoned, the poisoned wine would thus be in both glasses, and if there had been any treachery, both gladiators would be poisoned if they drank. The wine was poured from one glass to the other to show that there was no treachery.
This custom continued in use for a long time until the idea of drinking before a fight was abandoned. The custom, however, of showing friendliness in this way while drinking continued for a long time. Later it became a mere custom, however, to show a friendly spirit toward the one who was drinking with you, and when the danger of poisoned wine was past, the actual act of pouring the wine from one glass to another was changed to merely touching the glasses together. Thus today we have the friendly custom of touching glasses together long after the necessity of guarding against treachery while drinking has passed.
It is a curious thing isn’t it that if a boy falls into the water, he will drown if he cannot swim or someone does not help him out, and that if a fish falls out of the water onto the land, he will drown also, even though he knows how to swim, better than anything else he does. A boy cannot secure the air which he needs to live on if he is under the water, because there is not enough air for him there and a fish cannot secure enough air for him to live on when he is on land where the air is plentiful, because, the boy takes his air from the air itself and the fish gets his air out of the water.
To live by breathing the air we find on or above the land, it is necessary to have lungs and fishes do not have lungs. In the case of the boy under the water he would have to have gills to enable him to make use of the air which is in the water to live by and he has no gills.
A fish can only live a little while out of the water, but even so he can live longer out of the water than a boy can under the water.
Lest you read sometime of the flying fish and think they must be able to live out of the water, I will tell you before you ask the question that the flying fish never stays out of the water for more than a few seconds at a time. His flying leaps amount to little more than long leaps from wave to wave. He swims along very fast in the water, coming right up to the surface and out into the air and the speed at which he has been swimming regulates the distance he will go when he shoots into the air, as he has no means of propelling himself through the air, but only into it. He has, however, wing-like fins, which he spreads out when in the air and which enables him to glide through the air and thus remain in the air longer.
[233]
This is a puzzling question, I am sure. Of course, you at once cause several other questions as soon as you ask this one such as the following: Does the water in front of him move out of the way and then close in behind him? If so, where does it go in the meantime? Does the fish move the water forward or up or down or what does he do?
The answer is, of course, in the movements of the fish’s tail. The fish in swimming is surrounded with water, top, bottom and all sides of him. The pressure of the water on the fish is the same at all points so that any motion made by him would have a tendency to make him move. As a matter of fact the tail in moving from side to side creates a current in the water from the head to the tail, or rather would produce an actual current if the fish remained perfectly still. Instead of making an actual current of water, the body of the fish is moved forward.
As to whether the water ahead of him opens up first and then the water behind him is a more difficult question to answer. To the appearance it would seem as if the water moved at both ends and sides at once, but according to scientific theory, the water at the head of the fish is displaced first.
This is a wise provision of nature to help the mother birds hide her eggs away from the eyes of her enemies. In the animal kingdom every kind of life is the natural prey of some other kind of animal. A bird will have enemies which try to catch her as food. A bird cannot fight back, so must fly away when danger threatens, in order to save her life. This means that she must leave the eggs in the nest for the time being. At certain times she must also leave her nest and search for food for herself. In order that the eggs so left alone may have a better chance of not being discovered, nature has arranged matters so that the eggs take the color very much of the surroundings in which they are laid. Eggs of some birds are spotted or look like pebbles, because the mother bird lays them in the sand. Some of them are green, almost the color of the materials from which the bird builds the nest, and so the colors have a real, and to the birds, a valuable purpose.
The hen cackles because she is glad. She is glad because she has just accomplished something, which she was put on earth to do. If you study the life on the earth carefully with this in mind, you will discover that all kinds of life give expression in some form of gladness, when they have performed the things they are on earth for. It’s the hen’s way of expressing herself and letting the chicken world know. The dog wags his tail when he is pleased; boys and girls jump up and down when they are pleased, whether they have been doing anything commendable or not. No doubt also the actual laying of the egg causes some discomfort to the hen and the corresponding feeling of gladness would come naturally after the discomfort disappeared.
The reason that water runs of a duck’s back, is that the feathers of ducks are oily and, as water and oil will not mix, the water runs off instead of soaking in. The feathers on a duck are so thick on the body of the duck, top and bottom, that even if it were not for the oil which is on the feathers the water would have some difficulty in soaking through the feathers. But the main reason why the feathers on a duck’s back cause water striking them to run off is that the duck has an oil gland which is constantly producing grease or oil and which the duck uses in giving his feathers a thin coating of oil to make them slick with oil and when any water strikes the duck it runs off. Other birds which live in the water a great deal have this oil gland for the same reason.
[234]
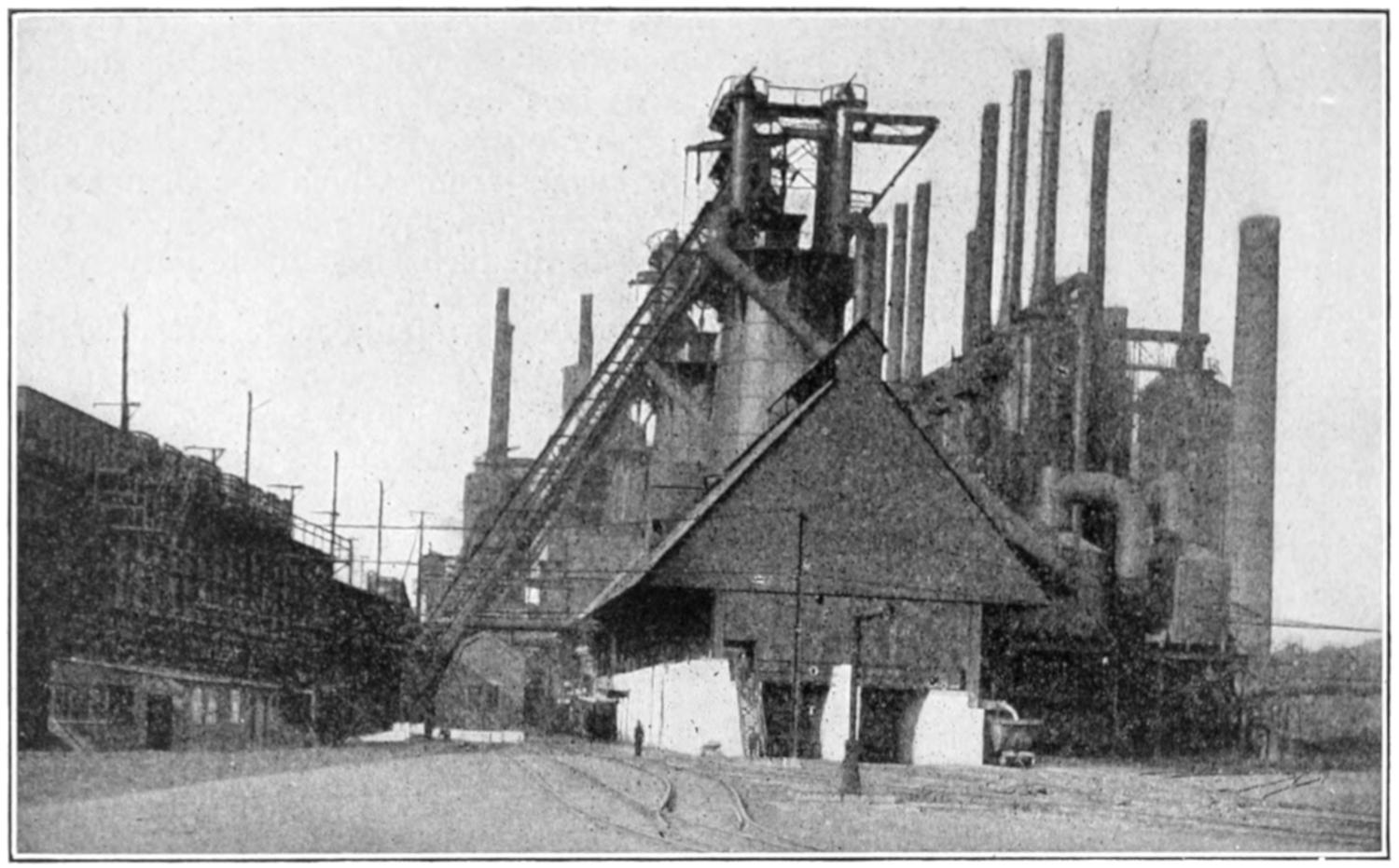
A Blast Furnace.
Molten iron is brought from the blast furnaces to the open-hearth furnaces, and dumped into a receptacle called a mixer, the capacity of which ranges from 400 tons to 1000 tons, depending upon the number of furnaces to be served.
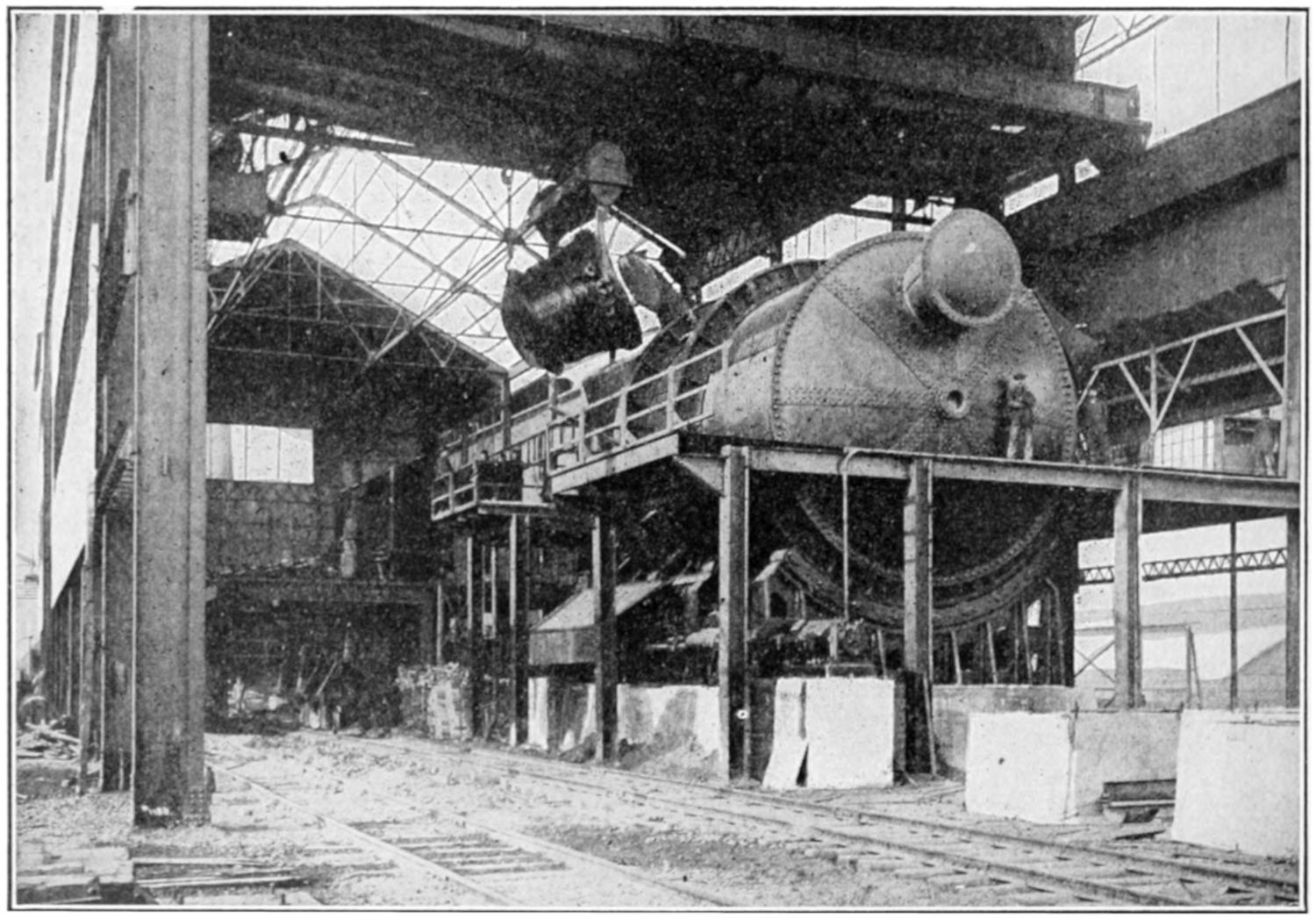
One-thousand-ton Mixer.
Pictures in this story by courtesy of Bethlehem Steel Co.
[235]
INSIDE OF OPEN HEARTH FURNACE
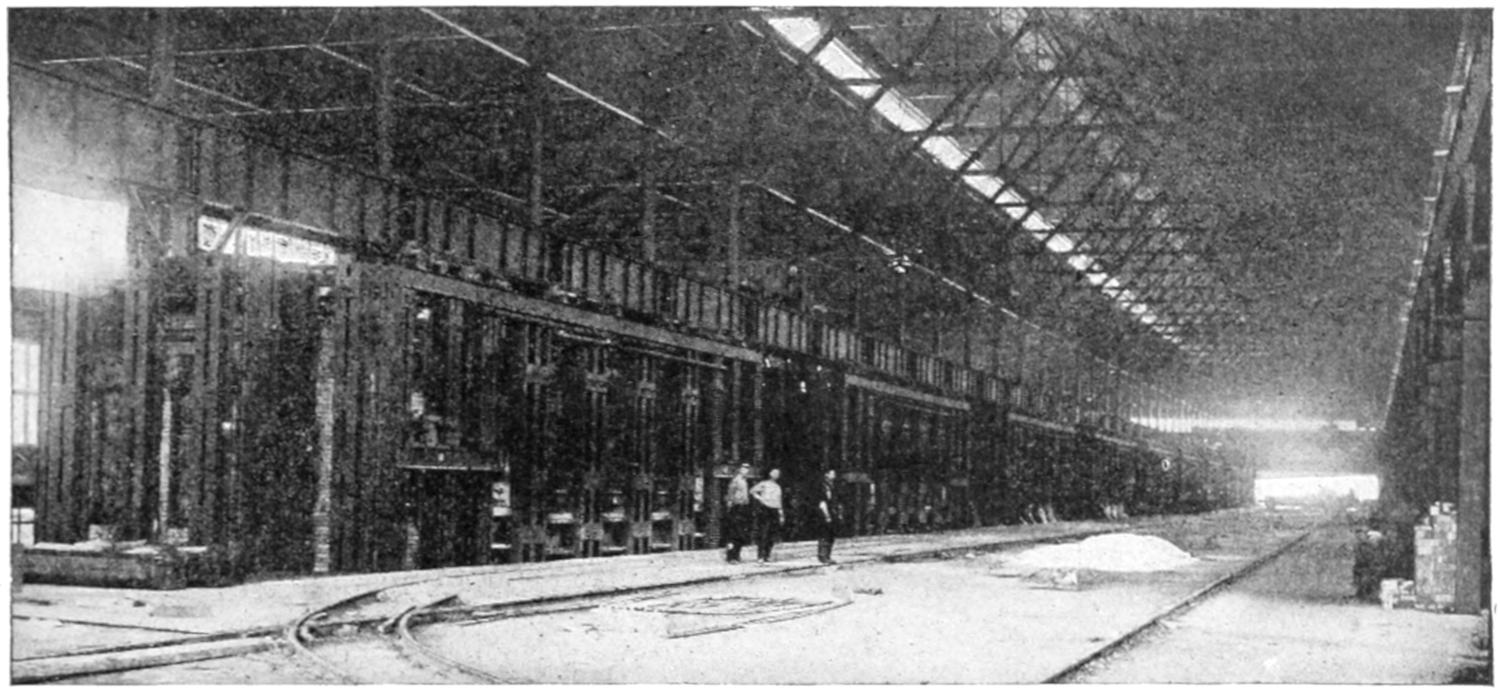
Charging Side of an Open-hearth Furnace.
An open-hearth furnace consists of a long, shallow hearth, suitably enclosed in fire-brick, and bound together with steel binding. The furnace is heated by burning gas and air, which have previously been preheated, so that a temperature is obtained in the furnace ranging from 2900 to 3050 degrees Fahrenheit.
Pouring Side of an Open-Hearth Furnace.
The open-hearth process consists of the purification of iron by oxidizing out the impurities and burning out the carbon of the iron until a tough and ductile steel is produced, which can be made of any desired composition by the addition of the necessary quantities of alloys just previous to tapping and pouring. The impurities in the iron are oxidized by the slag lying on top of the metal, and the burning out of the carbon, which is a very slow operation, is hastened by the addition of iron ore, the oxygen of which combines with the carbon of the iron and passes off is a gas going up the stack.
When an open-hearth furnace is ready for a charge, a variable amount of scrap, say 30 per cent of the total weight of material used for the heat, is charged into the furnace. With this scrap is charged sufficient lime or limestone to make the slag, as well as some iron ore to assist in reducing the carbon of the iron. In about two or three hours the required amount of molten iron is brought from the mixer in ladles, and poured into the furnace on top of the scrap, lime and ore.
[236]
MOLTEN STEEL BEING POURED LIKE WATER
Molten Steel Being Poured Into Ladle.
When the scrap has all been melted, a test is taken to determine the amount of carbon remaining in the bath. Iron ore is added from time to time until the carbon in the bath has been reduced to the desired point, and the metal is sufficiently hot to pour. At this point “recarburizers” (consisting of Ferro-Manganese, Ferro-Silicon, and pig-iron, or coal) are added to get the required composition. The tap hole at the back of the furnace is opened, and the steel is allowed to run out into a ladle, the slag coming last and forming a blanket over the steel in the ladle.
Crane Carrying Ingot and Soaking Pit Furnaces.
The ladle is picked up by an electric crane and carried over cast-iron moulds, which are set on cars, the steel being poured into the moulds, resulting in steel ingots. A[237] sufficient amount of time is allowed for the steel to become chilled or set, when the cars are pushed under an electric stripper, where the moulds are removed from the ingots. After the ingots leave the stripper they are taken to the scales and weighed, and after weighing are put into the soaking pits. The pits get their name from the part they play in the heating of the steel for rolling. When the steel ingot is stripped the outside of the ingot is cool enough to hold the inside, which is still in a liquid state, and the steel is put into the soaking pits to allow the inside to settle into a solid mass, after which the ingot is reheated for rolling. The length of time in the soaking pits depends upon the size of the ingot, as the larger the ingot, the greater length of time is required to set.
GETTING READY TO MAKE A RAIL
When the steel is ready for rolling it is taken from the pits by overhead electric cranes, and placed into a dump buggy at the end of a roller line, which leads to the blooming mill. The dump buggy derives its name from the fact that when the ingot is placed into same in an upright position, the buggy, in order to place the ingot into a horizontal position on the roller line, dumps over, in the same way as if one were to rock too far forward in a rocking-chair, the dump buggy operating on the same principle.
Blooming Mill and Engine.
The ingot travels down the movable-roller line to the blooming-mill rolls, which roll it down from a piece 19 inches by 23 inches to what is known as an 8 inch by 8 inch bloom, which is the size usually used in the manufacture of rails. The blooming mill derives its name from the fact that after an ingot is rolled in same it is no longer called an ingot, but a bloom.
After leaving the blooming mill the bloom travels along another roller line to the shears, where it is cut into two or three pieces, the number of pieces depending on the size of the rail which is to be rolled. The blooms are then lifted over the roller line at the shears by a transfer crane, and placed on a traveling roller line which connects with the rear of the reheating furnace. This furnace is about 35 feet long, and is so constructed that when the bloom is pushed in at the rear of the furnace, another bloom drops from the front or discharge end of the furnace.
[238]
THE INGOT BECOMES A RAIL
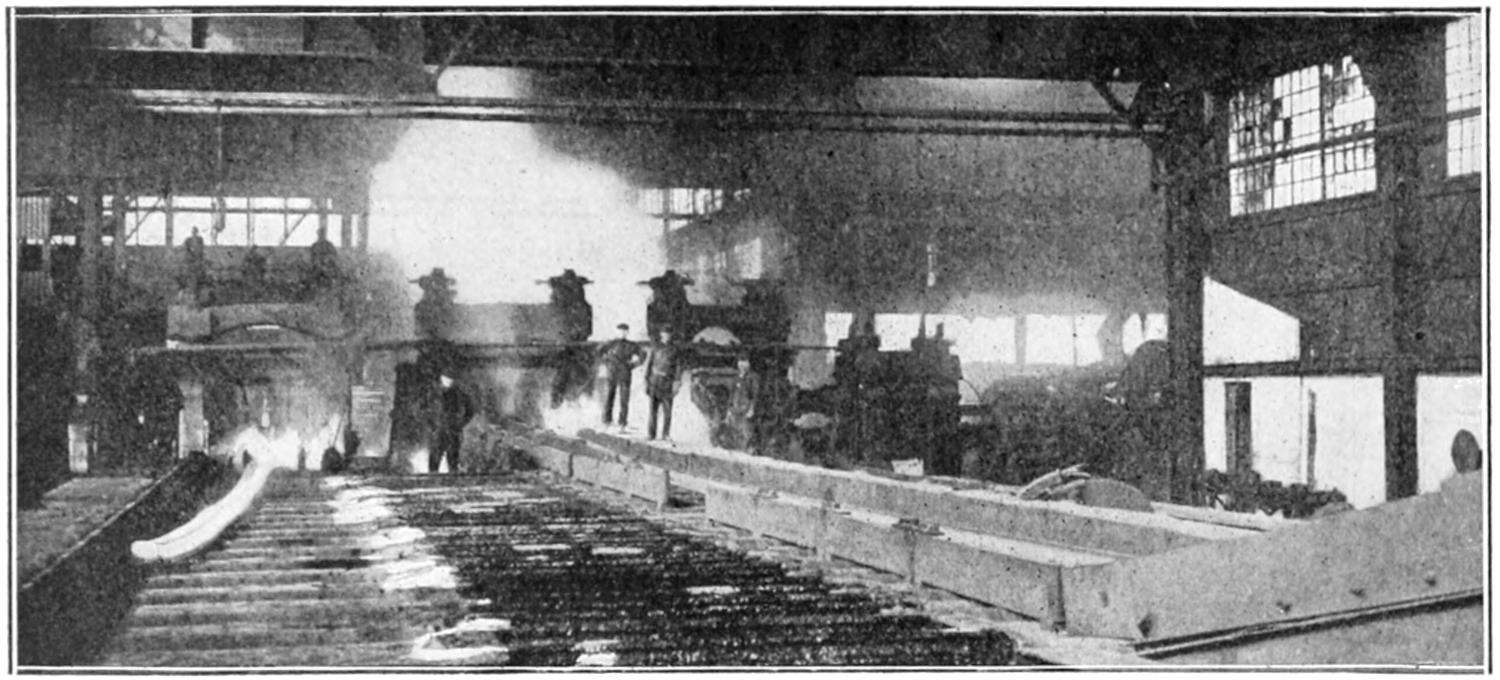
The Ingot Becomes a Rail.
The bloom dropping out, being sufficiently hot to roll into rails, travels along another roller line to the roughing or first set of rolls. Here the bloom is given five passes in the rolls, and is then transferred to the strand or second set of rolls, where it receives five additional passes; after this operation it is transferred to the finishing or third set of rolls, in which it is given one pass. The bloom has now been converted into a rail, and the rail travels on another roller line to the hot saw, where it is cut into 33-foot lengths, this being the standard length in this country for all rails. The rails when hot are cut by the hot saw to lengths of about 33 feet 6¹⁄₂ inches, the allowance of inches being made for shrinkage in cooling. It is difficult to believe that steel shrinks to this extent, but this is a fact, and while the rails are cooling on the hotbeds they have the appearance of being animated, as they move first one way and then the other. After the rails are on the hotbed a sufficient length of time to cool, they are taken from the hotbed and placed on a traveling roller line, which takes them to an endless chain conveyor. The statement that rails are put on hotbeds for cooling seems paradoxical, but the hotbeds are so called because the rails are placed on them while hot, and are left there until they have cooled.
The endless-chain conveyor places the rails on another bed, from which they are picked up by an electric crane and distributed to the straightening presses, where all burrs (which have been caused by the hot-sawing operation) are removed before the rails are straightened. After straightening they are transferred to drill presses, where they have holes drilled into them for the accommodation of the splice bar, after which they are placed on the loading docks.
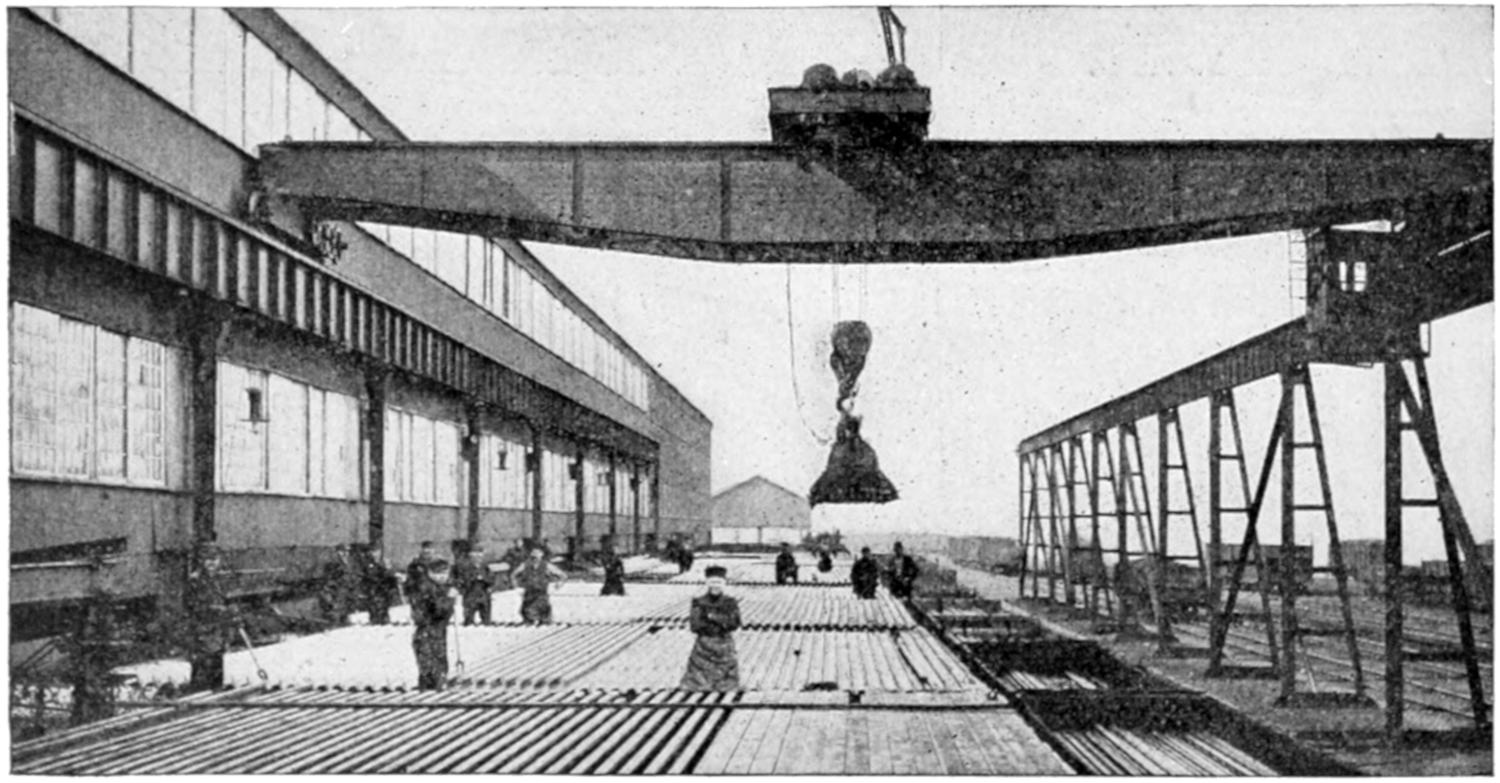
After being carefully examined by the railroad company’s inspectors they are picked up from the loading docks by electric magnets attached to a crane, and are placed in cars ready for shipment.
[239]
The felt hat is as old as Homer. The Greeks made them in skull-caps, conical, truncated, narrow- or broad-brimmed. The Phrygian bonnet was an elevated cap without a brim, the apex turned over in front. It is known as the “cap of liberty.” An ancient figure of Liberty in the times of Antonius Livius, A.D. 115, holds the cap in the right hand. The Persians wore soft caps; plumed hats were the headdress of the Syrian corps of Xerxes; the broad-brim was worn by the Macedonian kings. Castor means a beaver. The Armenian captive wore a plug hat. The merchants of the fourteenth century wore a Flanders beaver. Charles VII, in 1469, wore a felt hat lined with red, and plumed. The English men and women in 1510 wore close woolen or knitted caps; two centuries ago hats were worn in the house. Pepys, in his diary, wrote: “September, 1664, got a severe cold because I took off my hat at dinner”; and again, in January, 1665, he got another cold by sitting too long with his head bare, to allow his wife’s maid to comb his hair and wash his ears; and Lord Clarendon, in his essay, speaking of the decay of respect due the aged, says “that in his younger days he never kept his hat on before those older than himself, except at dinner.” In the thirteenth century Pope Innocent IV allowed the cardinals the use of the scarlet cloth hat. The hats now in use are the cloth hat, leather hat, paper hat, silk hat, opera hat, spring-brim hat, and straw hat.
The hottest regions on earth is said to be along the Persian Gulf, where little or no rain falls. At Bahrein the arid shore has no fresh water, yet a comparatively numerous population contrive to live there, thanks to the copious springs which break forth from the bottom of the sea. The fresh water is got by diving. The diver, sitting in his boat, winds a great goat-skin bag around his left arm, the hand grasping its mouth; then he takes in his right hand a heavy stone, to which is attached a strong line, and thus equipped he plunges in, and quickly reaches the bottom. Instantly opening the bag over the strong jet of fresh water, he springs up the ascending current, at the same time closing the bag, and is helped aboard. The stone is then hauled up, and the diver, after taking breath, plunges in again. The source of the copious submarine springs is thought to be in the green hills of Osman, some 500 or 600 miles distant.
Ivory is a hard substance, not unlike bone, of which the teeth of most mammals chiefly consist, the dentine or tooth-substance which in transverse sections shows lines of different color running in circular arcs. It is used extensively for industrial purposes and is derived from the elephant, walrus, hippopotamus, narwhal, and some other animals. The ivory of the tusks of the African elephant is held in the highest estimation by manufacturers; the tusks vary in size, ranging from a few ounces in weight to 170 pounds. Holtzapffel states that he saw fossil tusks on the banks of rivers of Northern Siberia which weighed 186 pounds each. Ivory is simply tooth-substance of exceptional hardness, toughness, and elasticity, due to the firmness and regularity of the dentinal tubules which radiate from the axial pulp-cavity to the periphery of the tooth.
WHY JURIES HAVE
TWELVE MEN
A jury consists of a certain number of men selected according to law and sworn to inquire into and determine facts concerning a cause or an accusation submitted to them, and to declare the truth according to the evidence. The custom of trying accused persons before a jury, as practised in this country and England, is the natural outgrowth of rudimentary forms of trial in vogue among our Anglo-Saxon ancestors. The present system of trial by jury is the result of a gradual growth[240] under the English Common Law. There is no special reason why twelve is the usual number chosen for a complete jury except the necessity for limiting the number. In a grand jury the number according to law must not be less than twelve nor more than twenty-three, and twelve votes are necessary to find an indictment. The ancient Romans also had a form of trial before a presiding judge and a body of judices. The right of trial by jury is guaranteed by the United States Constitution in all criminal cases, and in civil cases where the amount in dispute exceeds $20. A petit or trial jury consists of twelve men, selected by lot from among the citizens residing within the jurisdiction of the court. Their duty is to determine questions of fact in accordance with the weight of testimony presented and report their finding to the presiding judge. An impartial jury is assured by drawing by lot and then giving the accused, in a criminal case, the right to dismiss a certain number without reason and certain others for good cause. Each of the jurymen must meet certain legal requirements as to capacity in general and fitness for the particular case upon which he is to sit, and must take an oath to decide without prejudice and according to the testimony. A coroner’s jury or jury of inquest is usually composed of from six to fifteen persons, summoned to inquire into the cause of sudden or unexplained deaths.
Certain movements on the part of the animal creation before a change of weather appear to indicate a reasoning faculty. Such seems to be the case with the common garden spider, which, on the approach of rainy or windy weather, will be found to shorten and strengthen the guys of his web, lengthening the same when the storm is over. There is a popular superstition that it is unlucky for an angler to meet a single magpie, but two of the birds together are a good omen. The reason is that the birds foretell the coming of cold or stormy weather, and at such times, instead of searching for food for their young in pairs, one will always remain on the nest. Sea-gulls predict storms by assembling on the land, as they know that the rain will bring earthworms and larvæ to the surface. This, however, is merely a search for food, and is due to the same instinct which teaches the swallow to fly high in fine weather, and skim along the ground when foul is coming. They simply follow the flies and gnats, which remain in the warm strata of the air. The different tribes of wading birds always migrate before rain, likewise to hunt for food. Many birds foretell rain by warning cries and uneasy actions, and swine will carry hay and straw to hiding-places, oxen will lick themselves the wrong way of the hair, sheep will bleat and skip about, hogs turned out in the woods will come grunting and squealing, colts will rub their backs against the ground, crows will gather in crowds, crickets will sing more loudly, flies come into the house, frogs croak and change color to a dingier hue, dogs eat grass, and rooks soar like hawks. It is probable that many of these actions are due to actual uneasiness, similar to that which all who are troubled with corns or rheumatism experience before a storm, and are caused both by the variation in barometric pressure and the changes in the electrical condition of the atmosphere.
An inventor has patented a double electric battery which seems to come exceedingly near to perpetual motion. Instead of using the zinc battery, he professes to have hit upon a solution which makes a battery seven times as powerful as the zinc battery, with absolutely no waste of material. The power of the battery grows gradually less in a few hours of use, but returns to its original unit when allowed to rest a few hours. He has two batteries so arranged that the power is shifted from one to the other every three hours. A little machine has been running for[241] some years in the patent office at New York. Certain parts of the mechanism are constructed of different expansive capacities, and the machine is worked by the expansion and contraction of these under the usual variations of temperature. In the Bodleian Library at Oxford there is an apparatus which has chimed two little bells continuously for forty years, by the energy of an apparently inexhaustible “dry-pile” of very low electrical energy. A church clock in Brussels is wound up by atmospheric expansion induced by the heat of the sun. As long as the sun shines this clock will go till its works wear out. Mr. D. L. Goff, a wealthy American, has in his hall an old-fashioned clock, which, so long as the house is occupied, never runs down. Whenever the front door is opened or closed, the winding arrangements of the clock, which are connected with the door by a rod with gearing attachments, are given a turn, so that the persons leaving and entering the house keep the clock constantly wound up.
Plants, like animals, breathe the air; plants breathe through their leaves and stems just as animals do by means of their respiratory organs. When a young plant is analyzed it is found to consist chiefly of water, which is all removed from the soil; there is about 75 per cent or more of this fluid present, and the rest is solid material. Of this latter by far the most abundant constituent is carbon, almost every atom of which is removed from the atmosphere by the vital action of minute bodies contained in the green leaves. The carbon is taken into the plant as carbonic acid gas. Plants also absorb oxygen, hydrogen, and nitrogen from the atmosphere in different quantities through their leaves, and also by means of their roots. These new products stored are in turn used in building up the different organs of the plant. Plants give off used-up moisture through their leaves, just as animals perspire through the pores of their skins. Calculations have been made as to the amount of water thus perspired by plants. The sunflower, only 3¹⁄₂ ft. high, with 5,616 square inches of surface exposed to the air, gives off as much moisture as a man.
Newly fallen snow having a depth of about 11¹⁄₃ inches is equivalent to one inch of rain. A cubic foot of newly fallen snow weighs 5¹⁄₂ pounds and a cubic foot of fresh or rain water weighs 62¹⁄₂ pounds or 1,000 ounces. An inch of rain means a gallon of water spread over every two square feet, or about a hundred tons to every acre. The density of snow naturally varies a good deal according to the speed with which it falls. Temperature, also, has much to do with its bulk. In cold, crisp weather, when the thermometer registers several degrees of frost, snow comes down light and dry; but in moist, cold weather, when the temperature is only just below thirty-two degrees, the snow falls in large, partially thawed flakes, and occupies much less space where it falls than that which reaches the earth during the prevalence of a greater degree of cold.
Stars are counted by means of the telescope and photography. The Astronomer-Royal for Ireland, Sir Robert S. Ball, in one of his lectures mentioned a photograph which had been obtained by Mr. Isaac Roberts representing a small part of the constellation of the Swan. The picture is about as large as the page of a copy-book, and it is so crowded with stars that it would puzzle most people to count them; but they have been counted by a patient person, and the number is about 16,000. Many of these stars are too faint ever to be seen in the greatest of telescopes yet erected. Attempts are now being made to obtain a number of similar photographs which shall cover the whole extent of the heavens. The task is indeed an immense one. Assuming the plates used to be the same size as that above mentioned, it would require at least 10,000 of them to represent[242] the entire sky. The counting of stars by the telescope was first reduced to a system by the Herschels, who introduced “star-gauges,” which were simply a calculation by averages. A telescope of 18 in. aperture, 20 ft. focus, and a magnifying power of 180, giving a field of view 15 in. in diameter, was used for the purpose. The process consisted in directing this instrument to a part of the sky and counting the stars in the field. This, repeated hundreds of times, gave a fair idea of the average number of stars in a circle of 15 in. diameter in all parts of the sky. From this as a basis it is possible to reckon the number of stars in any known area.
Sound arises from vibrations giving a wave-like motion to the surrounding atmosphere, the wave gradually enlarging as it leaves the source of disturbance, while at the same time the motion of the air particles becomes less and less. The simplest method of determining the number of vibrations of a sound is by means of Savart’s apparatus. This consists of two wheels—a toothed or cog-wheel and a driving-wheel. They are so adjusted that the cog-wheel is made to revolve with great rapidity, its teeth hitting upon a card fixed near it. The number of revolutions is indicated by a counter attached to the axis of the cog-wheel. Suppose that sound is traveling in the air at the rate of 1,000 ft. per second, and that Savart’s wheel is giving a sound produced by 200 taps on the card per second, it follows that in 1,000 ft. there will be 200 waves or vibrations, and if there be 200 waves in 1,000 ft. each wave or vibration must be 5 ft. in length. The velocity of sound through air varies with the temperature of the latter, but is usually reckoned at 1,130 ft. per second.
Thought travels 111 feet per second, or about a mile and a quarter per minute. Elaborate experiments have been made by Professors Heimholtz, Hersch, and Donders, to ascertain the facts on this question, the result of which was that they found the process of thought varied in rapidity in different individuals, children and old persons thinking more slowly than people of middle age, and ignorant people more slowly than the educated. It takes about two-fifths of a second to call to mind the country in which a well-known town is situated, or the language in which a familiar author wrote. We can think of the name of the next month in half the time we need to think of the name of the last month. It takes on the average one-third of a second to add numbers containing one digit and half a second to multiply them. Those used to reckoning can add two to three in less time than others; those familiar with literature can remember more quickly than others that Shakespeare wrote “Hamlet.” It takes longer to mention a month when a season has been given than to say to what season a month belongs. The time taken up in choosing a motion, the “will time,” can be measured as well as the time taken up in perceiving. If it is not known which of two colored lights is to be presented, and you offer to lift your right hand if it be red and your left if it be blue, about one-thirteenth of a second is necessary to initiate the correct motion.
In San Francisco, encircled by a circus tent of ample dimensions, is a section of the largest tree in the world—exceeding the diameter of the famous tree of Calaveras by five feet. This monster of the vegetable kingdom was discovered in 1874, on Tule River, Tulare County, about seventy-five miles from Visalia. At some remote period its top had been broken off by the elements, or some unknown forces, yet when it was discovered it had an elevation of 240 feet. The trunk of the tree was 111 feet in circumference, with a diameter of 35 feet 4 inches. The section on exhibition is hollowed out, leaving about a foot of bark and several inches of the wood. The interior is 100[243] feet in circumference and 30 feet in diameter, and it has a seating capacity of about 200. It was cut off from the tree about twelve feet above the base, and required the labor of four men for nine days to chop it down. In the center of the tree, and extending through its whole length, was a rotten core about two feet in diameter, partially filled with a soggy, decayed vegetation that had fallen into it from the top. In the center of this cavity was found the trunk of a little tree of the same species, having perfect bark on it, and showing regular growth. It was of uniform diameter, an inch and a half all the way; and when the tree fell and split open, this curious stem was traced for nearly 100 feet. The rings in this monarch of the forest show its age to have been 4,840 years.
This is a word said to be a corruption of Yengees, the Indian pronunciation of English, or of the French “Anglais,” when referring to the English Colonists. It was first applied to the New Englanders by the British soldiers as a term of reproach, later by the English to Americans generally, and still later to the people of the North by the Southerners.
It is, perhaps, generally known that enveloping the earth is a layer of air fifty or more miles in thickness. Just how thick this layer is we do not know, but we do know that it extends many miles from the earth. You may assure yourselves of this in a very simple manner by watching the shooting stars that may be seen on any clear night. These are nothing but masses of rocks that give off light only when they have been made red-hot by friction with the air in their rapid flight. The fact that we often see these stars while they are still many miles from the earth proves to us that the air through which they are passing extends to that height.
Hunger is a peculiar craving which we are accustomed to say comes from the stomach. It is the business of the stomach to change such food as we take into it in such a way that the rest of the organs of the body which we have for the purpose can make blood out of it. When you feel the sensation of hunger, it means that the blood-producing system is calling on the stomach to furnish more blood-making material. The stomach prepares the food for blood production by mixing with it certain juices which the stomach is able to supply. As soon as the stomach is then called upon to supply more blood-making material, it goes to work on what is in the stomach and begins mixing things. If, however, there is nothing in the stomach, the craving which we call hunger is produced. It is, therefore, then not altogether the stomach which makes us hungry, but the parts of our body which actually turn the food into blood after the stomach has prepared it.
To prove this it is only necessary to say that the sensation of hunger will stop if food which is easily absorbed and, therefore, does not need the preparation which the stomach generally gives, is introduced into the system through other parts of the body, as, for instance, by injecting it into the large intestine, which is a part of the body, the food passes through after it leaves the stomach ordinarily.
Thirst is a sensation of dryness and heat which is generally communicated to us through the tongue and throat. The sensation of thirst can be artificially produced by passing a current of air over the membranes which cover the tongue and throat, but thirst is naturally due to a shortage of water in the body. The human body requires a great deal of water to keep it in condition, and when the supply becomes low a warning is given to us by making the membranes of the tongue and throat dry.
[244]
In connection with thirst, however, as in the case of hunger, where the warning is given by the stomach, thirst will be appeased by the introduction of water, either into the blood, the stomach or the large intestine, without having touched either the tongue or throat, which proves that it is not our tongue or throat that is thirsty, but the body itself.
Pain is the result of an injury to some part of our bodies, or a disturbed condition—a change from the normal condition. Pain is caused by nerves in the body. The network of nerves coming in big nerves from the back bone or spinal chord branches out in all directions, and near the surface of the skin they spread out like the tiny twigs of a tree, covering every point of the body. Some parts of our bodies are more sensitive than others. That is because the nerves are then nearer the surface or else there are more nerves in that part. The heel is perhaps the least sensitive part of the body, as the nerves do not lie so near the surface there.
Pain is not a thing which you can make a picture of or describe in words. Pain is a sensation of the brain caused by a disturbance of conditions in some part of the body. If you cut your finger, you cut certain veins or arteries and also the tiny nerves in the finger. The nerves immediately let the brain know that they are injured, and the brain sets to work to have the damage repaired. But there is a congestion right where the cut is. The veins being cut, the blood which would ordinarily flow through them back to the heart, pours out into the cut and the inside of your finger is thus exposed to the oxygen of the air, and the action of the air on the exposed part helps to make the pain. It is not your finger, however, that hurts. It is the shock that your brain gets when you cut your finger that hurts.
A pain in your stomach is a pain caused by something else than a cut. If the stomach could always digest everything or any amount of stuff you put in it, you would not have a stomach pain. But sometimes you put things into your stomach through your mouth, of course, that the stomach cannot handle. Or, it may be a combination of a number of things that cause this unusual condition in your stomach. The stomach makes a special effort to get rid of this troublesome substance and generally succeeds eventually, but while the fight is going on, it pains or hurts you.
Pain is the result of a disturbance of the nerves. It is just the opposite of gladness. We sometimes are so glad we feel good all over. Pain is just the opposite. You can prove that pain is not a real thing but only a sensation. Perhaps you have had toothache. You go to the dentist and he kills the nerve or takes it out. After that you cannot have the toothache in that tooth again, because there is no nerve there to telegraph to the brain, even though the cause of the hurt still exists. You cannot feel pain unless the brain knows about the injury.
Of course you know what the horizon is. It is easiest to see the horizon at sea when out of sight of land. There, when you look in any direction from the ship to the place where the sea and the sky meet you see a line which, if you follow with your eye as you turn completely around, makes a perfect circle. It looks as though it marked the boundary of the earth. On land it is not easy to see as much of the horizon at one time, because of buildings and trees and hills in the woods and elsewhere, but if the land were perfectly smooth like the sea and there were no trees or buildings or hills in the way, you could see just as perfect a circle on land as on sea. This proves that the horizon is a movable circle. On land it is where the earth and sky appear to meet, and on water it is where sky and water appear to meet.
[245]
The actual distance of the horizon away from us depends altogether upon the height above the sea level from which we are looking as far as we can. The horizon is always as far away as we can see. At the seashore, where we are practically on a level with the water, we cannot see so far as when we are up on a bluff or hill overlooking the sea. The higher we go up straight from a given point the greater the distance we can see up to a certain point and the farther away the horizon will appear. The height of the person looking, of course, figures in this, because when you are at sea level it is only your feet really that are at sea level (if you are standing up straight) and the distance of the horizon is measured from the eye of the person looking. A boy or girl of ten would be, say, a little over four feet high, and the eyes of such a person would be about four feet above the level of the sea. At that height the horizon would be about two and a half miles away. If the eyes are six feet above sea level the distance of the horizon will be about three miles, so that practically every one sees a different horizon, that is, one that appears at a different distance. A hundred feet above the level of the sea the horizon will be more than thirteen miles away, while at 1000 feet altitude it would be 42 miles away, and if you could go a mile into the air the horizon would appear 96 miles from where you are. The higher you go the farther away the circle which apparently marks the joining of the earth and sky appears.
Remember that the earth is round and you will probably be able to answer the question yourself. This one, like most questions boys and girls ask, only requires a little thought. The earth, of course, as we have learned long ago, is a globe. When you look out on the land or the sea from a high place you can see more of the earth’s round surface before the curve of the earth’s surface takes things beyond the range of vision. If you are on a bluff 100 feet high at the seashore and looking toward a point where a ship is coming toward shore, you will be able to see the ship much sooner than if you were at the sea level. In exact words, you actually see more of the earth’s surface the higher up you are, because, as you go up your position in relation to the curvature of the earth’s surface changes.
When a lobster is taken out of the lobster trap with which the fisherman traps him, he is green, but when he comes to the table as a choice morsel of food his shell is red. We know that he has been boiled and we know that he goes into the boiling water green and comes out red. This change in the color of the shell of the lobster is the result of the effect of boiling water on the coloring material in the shell. When the lobster is put in the boiling water the process of boiling produces a chemical change in the color material in the lobster’s shell. There is no particular reason why the lobster should turn red, excepting that that is the effect boiling water has on the coloring matter in the shell.
Death must come to all things that have life. All matter in the world is either living (animate) or dead (inanimate). Inanimate things do not change. They remain always the same. We can change the form and size of inanimate things, and particles of them even help to make up the bodies of the living things, but what they are made of always remains what it was.
Death is one of the things that must occur if we are to continue to have more life. The whole plan of living things includes the ability to reproduce themselves. Every kind of life has the power to produce life like itself and this process of reproduction is continuous. If there were no death, then the world would soon be crowded with living things to the point where there would be neither room nor food.
[246]
WHERE WINDOW GLASS COMES FROM
Pictures herewith by courtesy of Pittsburgh Plate Glass Co.
How is plate glass made? These questions are asked very frequently. The two products are wholly unlike each other; and we wish to show wherein lies the difference. We shall tell how plate glass is made; and we hope to make it clear that great care, time and expense are involved in its manufacture.
The raw materials may be said to be virtually the same in plate glass as in window glass; the main difference being that in plate glass greater care is exercised in selecting and purifying the ingredients. Window glass is made with a blow-pipe. The work requires skill on the part of the operator; but the process is quite simple and rapid. And the result is, naturally, a comparatively ordinary and indifferent product. On the other hand, the superb quality of plate glass is owing to the elaborate method of producing it.
Commercial plate glass was first made in France somewhat more than[247] two hundred years ago; although glass in one form or another has been in use for many centuries. Apparently glass was known in Egypt fully four thousand years ago.
MINING SILICA
The materials used are silica (white sand), carbonate of soda (soda ash), and lime. Other materials, as arsenic and charcoal, are used in small proportions, but the main ingredients are the first three named.
Probably it is little imagined that in the production of plate glass, mining is involved in two or more forms (namely silica and coal), also the quarrying of limestone, the chemical manufacture of soda ash on a large scale, the reduction and treatment of fire clay to its right consistency, an elaborate and expensive system of pot making; and the melting, casting, rolling, annealing, grinding and polishing of the glass.
In special uses, as in beveled plates and mirrors, two more elaborate processes must be added—beveling and silvering—all of which are performed under the direction of experts aided by a large amount of labor and expensive machinery.
Pots of fire clay take so important a part in the successful manufacture of plate glass that the subject deserves especial notice. The different clays after being mined are exposed to the weather for some time to bring about disintegration.
THE CLAY MUST BE TRAMPLED
WITH BARE FEET
At the proper stage finely sifted raw clay is mixed with coarse, burned clay and water. This reduces liability of shrinkage and cracking. It is then “pugged,” or kneaded in a mill; kept a long time (sometimes a year) in storage bins to ripen; and afterwards goes through the laborious process of “treading.” Nothing has thus far been found in machinery by which the right kind of plasticity can be developed as does this primitive treading by the bare feet of men. The clay must be treaded, not once or twice, but many times. The building of pots is a slow, tedious and time-killing affair; but this is most essential.
HOW MELTING
POTS ARE MADE
Without extreme care, some elements used in the making of the pots might be fused into glass while undergoing the intense heat of the furnace; or they might break in the handling. The average pot must hold about a ton of molten glass, and the average furnace[248] heat necessary is about 3,000° Fahrenheit. The work is not continuous. Each workman has several pots in hand at a time, and passes from one to another adding only a few inches a day to each pot, so that a proper interval for seasoning be given. After completion, comes the proper drying out of the pots; and this is another feature in which the greatest scientific care is required. No pot may be used until it has been left to season for at least three months, and even a year is desirable. And after all this trouble, the pot has but 25 days of usefulness. The pots form one of the heavy items of expense in plate glass manufacture; and upon their safety great things depend.
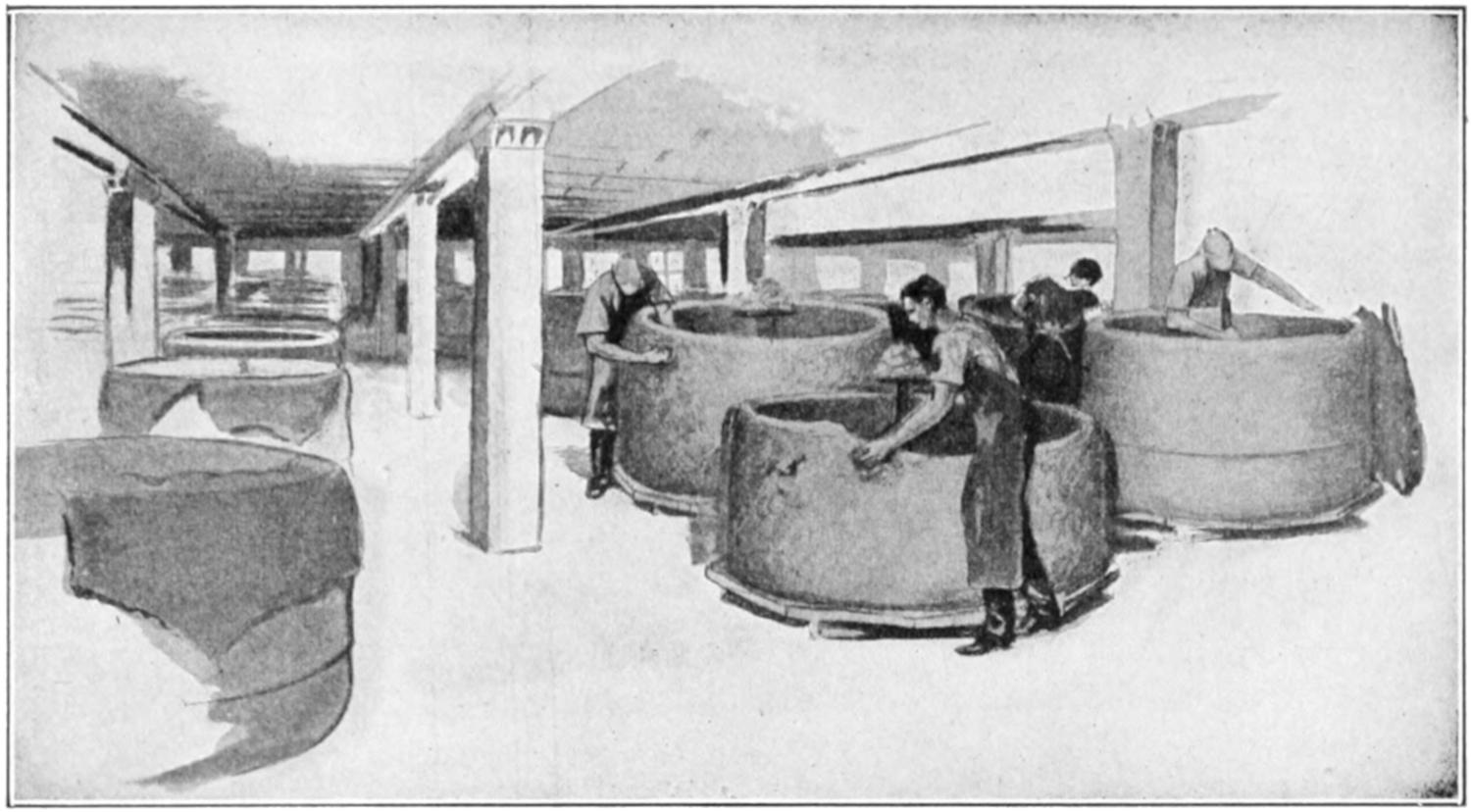
POT MAKING.
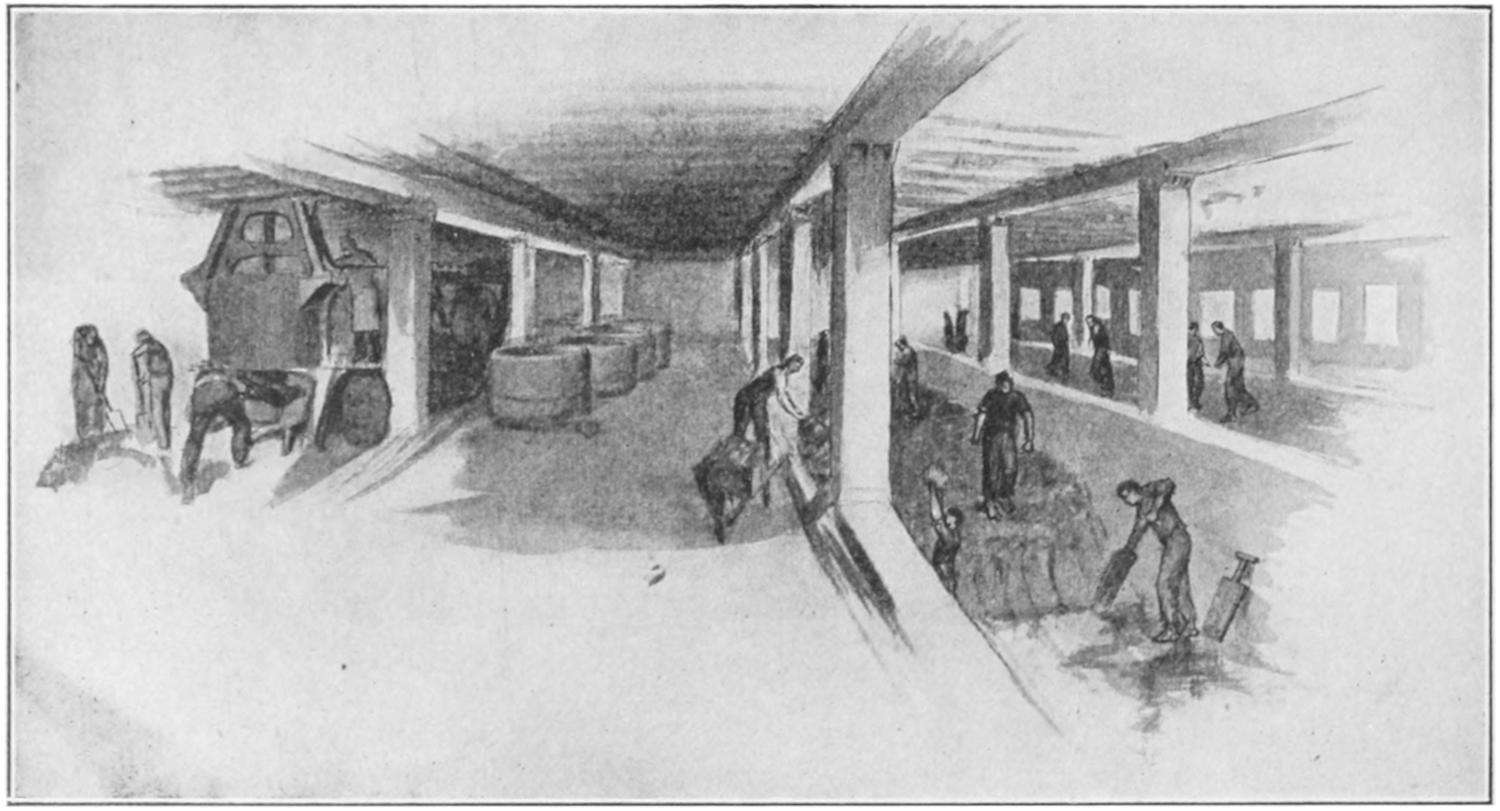
MIXING THE CLAY.
TRAMPLING THE CLAY.
[249]
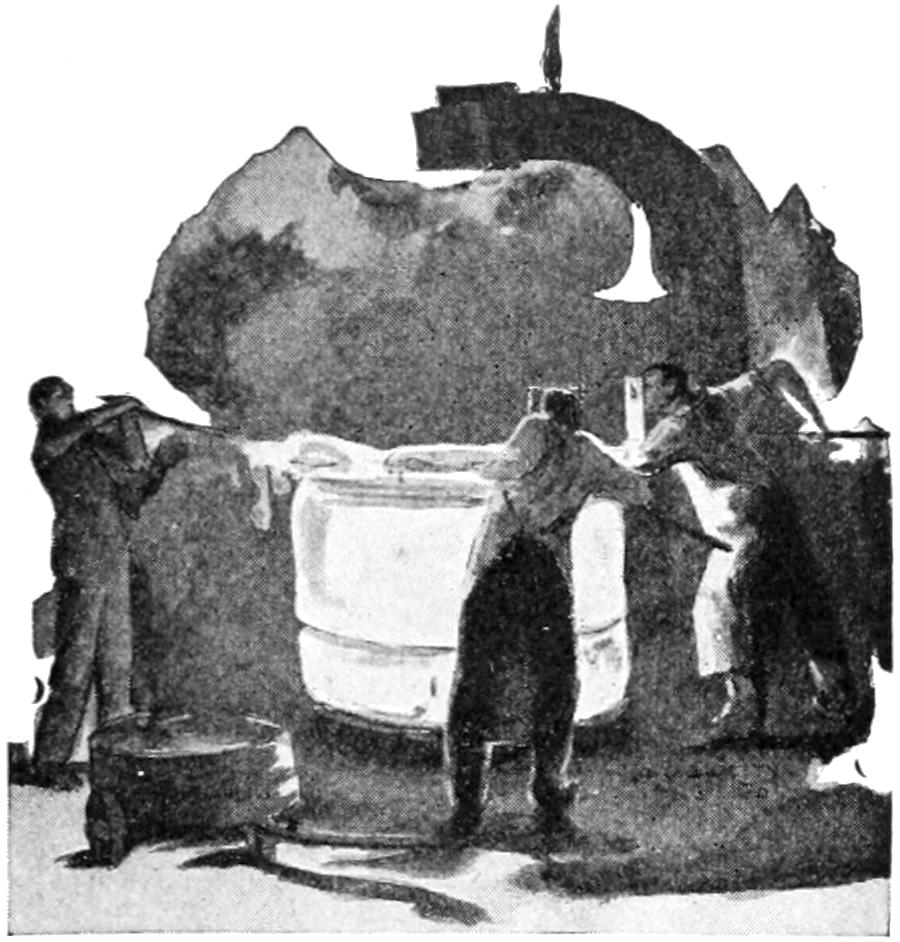
SKIMMING THE POT.
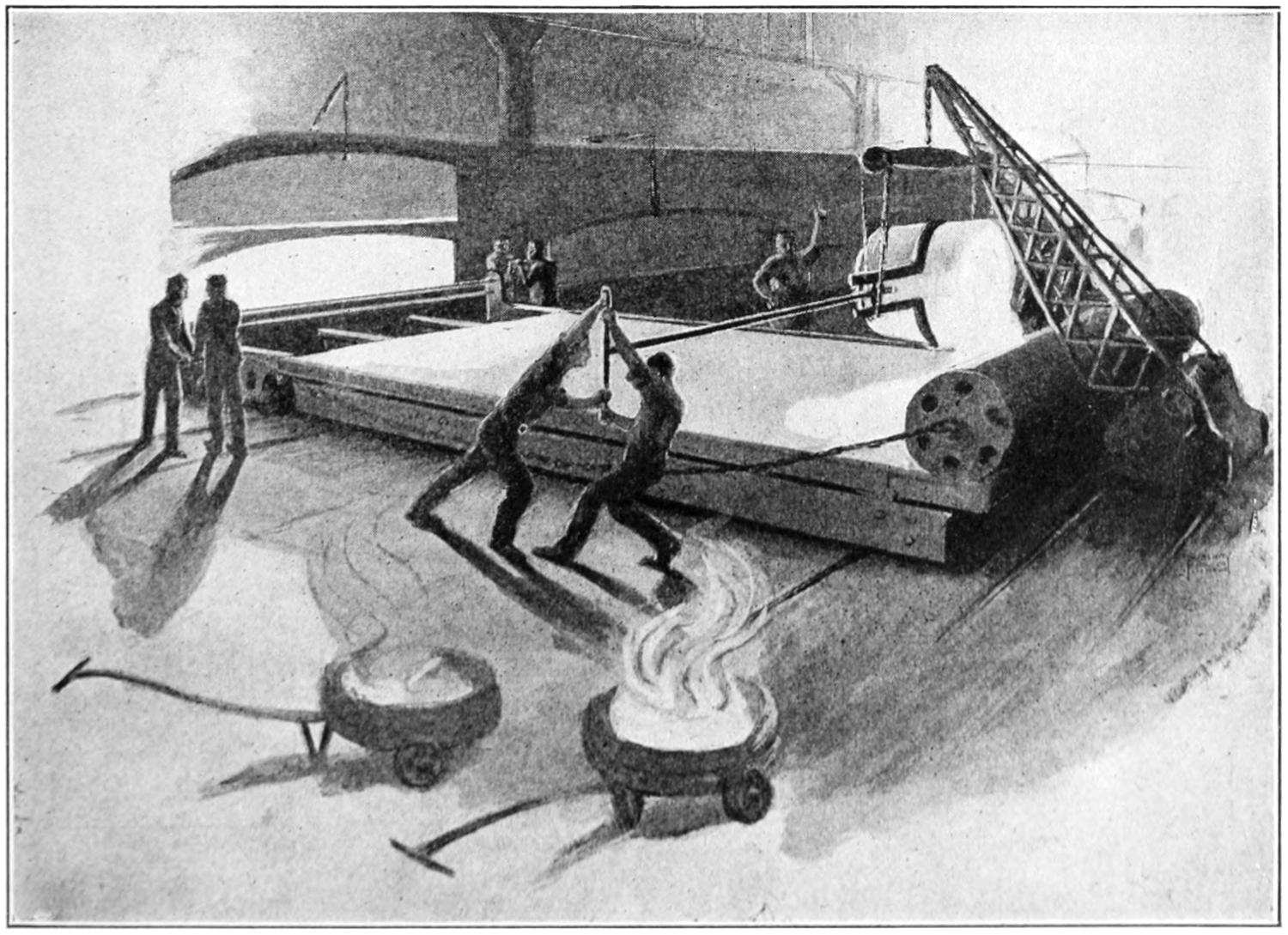
CASTING PLATE GLASS.
HOW THE HUGE PLATES
OF GLASS ARE CAST
The pot, having been first brought to the necessary high temperature, is filled heaping full with its mixed “batch” of ground silica, soda, lime, etc. Melting reduces the bulk so much that the pot is filled three times before it contains a sufficient charge of metal. When the proper molten stage is reached the pot is lifted out of the furnace by a crane; is first carefully skimmed to remove surface impurities, and then carried overhead by an electric tramway to the casting table. This is a large, massive, flat table of iron, having as an attachment a heavy iron roller which covers the full width, and arranged so as to roll the entire length of the table. The sides of the table are fitted with adjustable strips which permit the producing of plates of different thicknesses. The pasty, or half-fluid glass metal is now poured upon the table from the melting pot, and the roller quickly passes over it, leaving a layer of uniform thickness. The heavy roller is now moved out of the way, and then by means of a stowing tool the red hot plate is shoved into an annealing oven. All of these stages of the work have to be performed with remarkable speed, and by men of long training and experience. The plates remain for several days in the annealing oven, where the temperature is gradually reduced from an intense[250] heat at first, until at the end of the required period it is no hotter than an ordinary room.
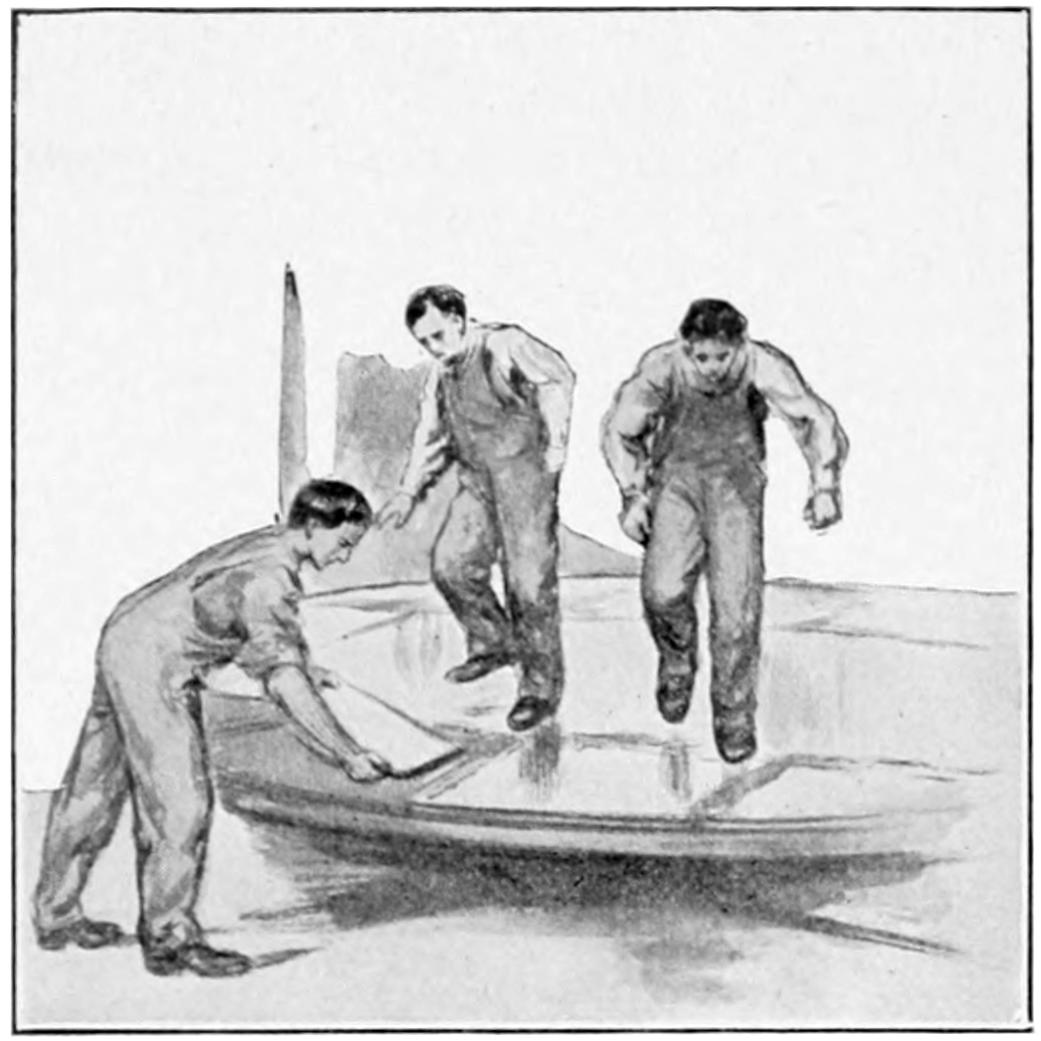
PREPARING THE GRINDING TABLE.
When the plate is taken from the annealing oven it has a rough, opaque, almost undulating appearance on the surfaces. It is only the surface, however, for within it is as clear as crystal. First, it is submitted for careful inspection, so that bubbles or other defects may be marked for cutting out. It then goes to the cutter who takes off the rough edges and squares it into the right dimensions; and thence to the grinding room.
HOW THE GLASS PLATES ARE GROUND
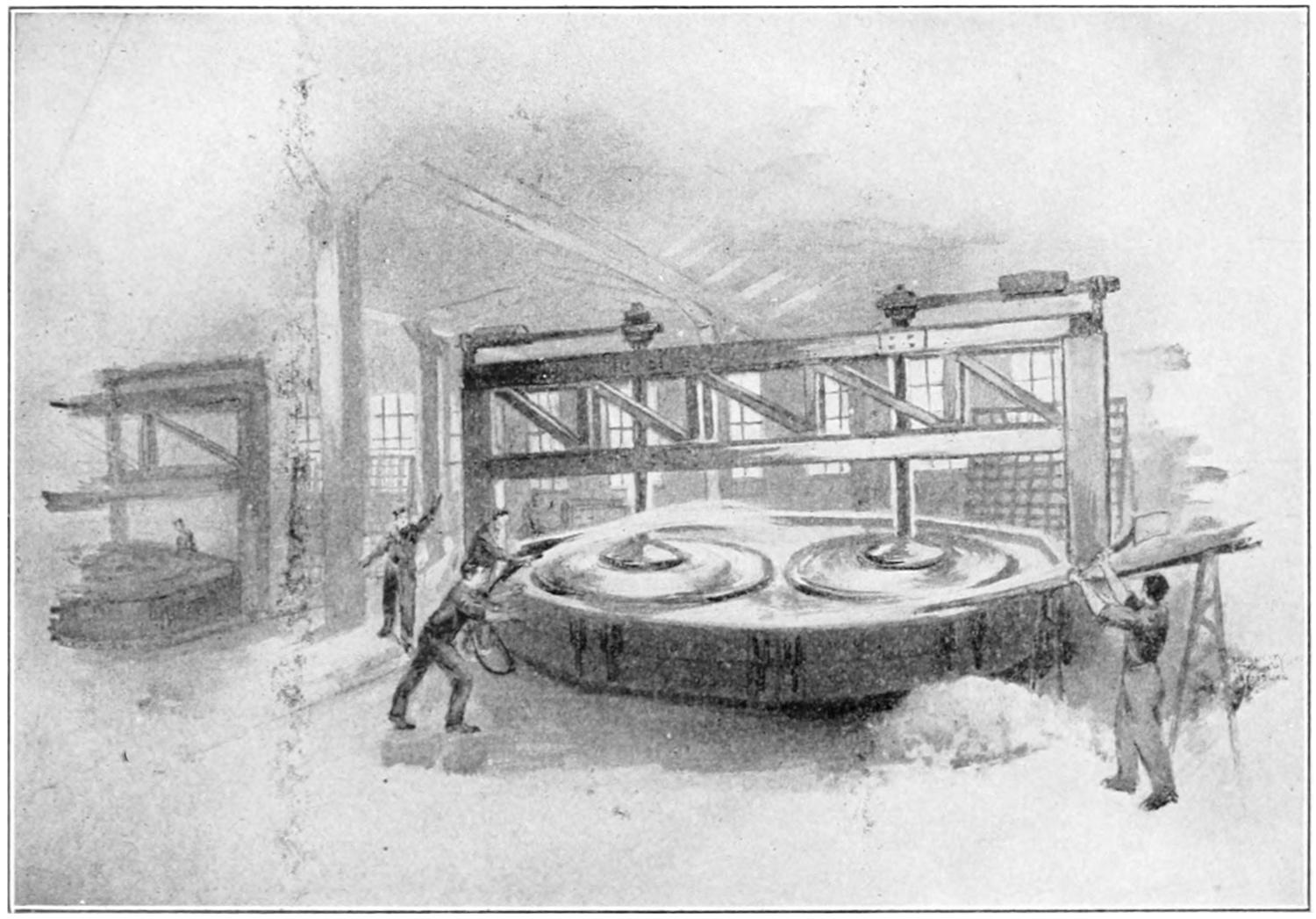
GRINDING THE PLATES
The grinding table is a large flat revolving platform made of iron, twenty-five feet or more in diameter. The plate must be carried from the annealing oven to the grinding machines, and thence to the racks, by men skilled in the art. Twenty men are required to carry the larger plates of glass, ten on each side, using leather straps and stepping together in perfect time. The lock-step is absolutely essential to prevent accident. The grinding table is prepared by being flooded with plaster of Paris and water; then the glass is carefully lowered, and a number of men mount upon the plate and tramp it into place until it is set. After this, greater security is obtained by pegging[251] with prepared wooden pins; and then the table is set in motion. The grinding is done by revolving runners. Sharp sand is fed upon the table, and a stream of water constantly flows over it. After the first cutting by the sand, emery is used in a similar manner.
The plates are inspected after leaving the grinding room, and if any scratches or defects of any kind are found they are marked. Some of these can be rubbed down by hand. There are also, not infrequently, nicks and fractures found at this stage; and in such case the plate must again be cut and squared. Afterward comes the polishing, which is done on another special table. The polishing material is rouge, or iron peroxide, applied with water, and the rubbing is done by blocks of felt. Reciprocating machinery is so arranged that every part of the plate is brought underneath the rubbing surface.
The grinding and polishing has taken away from the original plate half of its thickness, sometimes more. There is no saving of the material; it has all been washed away. When to this waste is added the fact that fully half of the original weight of lime and soda has been released by the heat of the furnace, escaping into the atmosphere in fumes and acids, one may begin to understand something of the cost of converting the rough materials of sand, limestone and soda into beautiful plate glass.
HOW MIRRORS
ARE MADE
In preparing plate glass for mirrors great care must be exercised in the selection of the plates. This selection bears reference not only to surface defects, but to the quality in general; defects which cannot ordinarily be seen are magnified many fold after the glass has received a covering of silver.
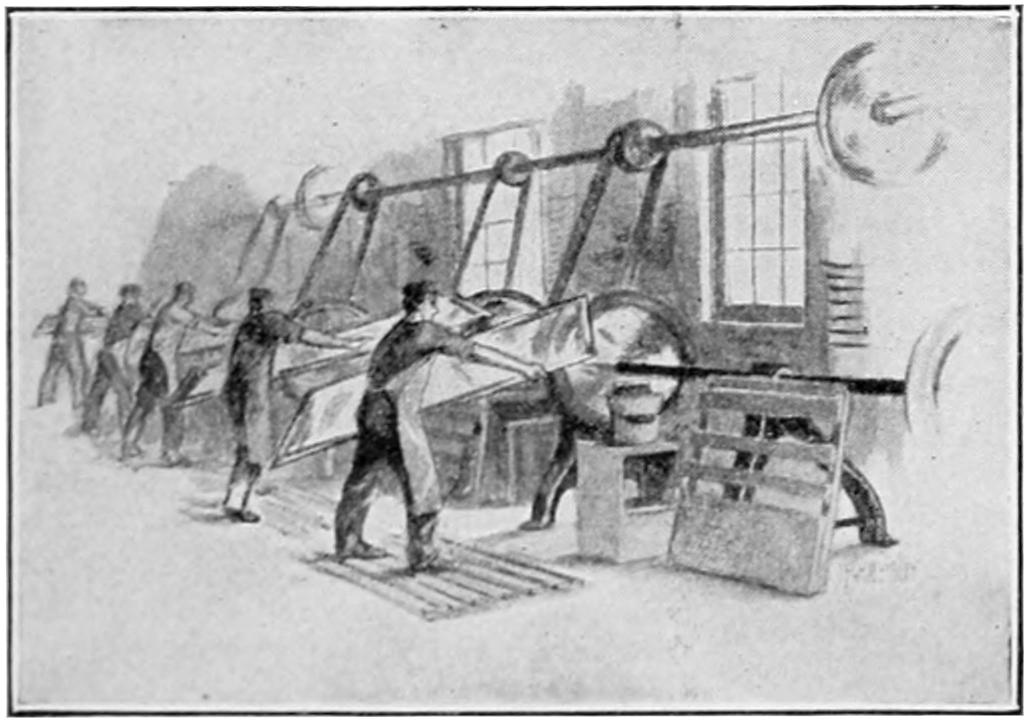
BEVELING PLATES
In the process of beveling, the plate passes through the hands of skilled workmen of five different divisions, namely: roughers, emeriers, smoothers, white-wheelers and buffers; and different abrasive materials are used in the order indicated by the titles. These materials are sand, emery, natural sandstone imported from England, pumice and rouge.
The roughing mill is a circular cast-iron disk about 28 inches in diameter, constructed so that the face or top of the mill revolves upon a horizontal plane at a speed of about 250 revolutions per minute. The sand is conveyed to the mill from above through a hopper simultaneously with a stream of water which is played upon the sand to carry it to the mill. The rougher places the edge of the plate upon the rapidly revolving mill, and the cutting of the bevel is done by the passage of the sand between the mill and the plate of glass. A bevel of any desired width may be produced. Pattern plates containing incurves, mitres, etc., require a practiced eye and great skill upon the part of the operator.
When the plate leaves the rougher’s hands the surface of the bevel has been ground so deep by the coarse sand that polishing at this stage is impossible. Consequently, in order to produce a surface fine enough to render it susceptible of a high and brilliant polish it must go through the various treatments we have mentioned. The emerier uses a fine grade of emery on a mill similar in construction to a roughing mill, which takes away considerable of the coarse surface given by the first cutting. Then it goes to the smoother, who reduces the roughness slowly by using a fine sandstone from England; then it goes to the white-wheeler who operates[252] an upright poplar-wood wheel using powdered pumice stone as an abrasive; and then, as a last stage it reaches the buffer, whose method of operation is shown in the illustration. The buffer brings a high polish to the bevel by the use of rouge applied to thick felt which covers his wheel.
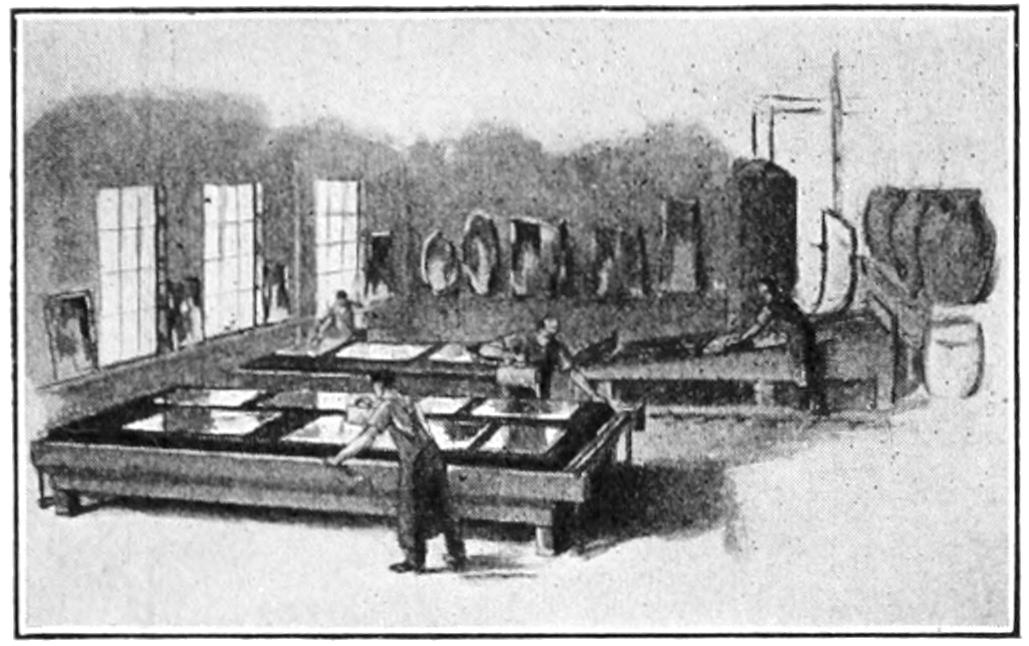
SILVERING MIRROR PLATES.
The two photographs here are of the same building taken under contrasting conditions. The first picture was taken through a window glazed with common window glass. It is an extreme example, to be sure, but of a sort not infrequently seen. The second view shows the same building taken through a window of polished, flawless plate glass. An observing person can see this startling contrast any day as he walks along a residence street. At intervals a front window will be seen which gives a twisted, distorted reflection of the houses or trees on the opposite side: this is window glass. The other kind—the window that gives a sharp brilliant reflection—is plate glass. It is practically impossible to obtain superior reflecting quality from window glass. It can only be had from surfaces which have been ground and polished.
The plate, after leaving the beveling room, is again carefully examined for surface defects. These defects may consist of scratches caused inadvertently by permitting the surface of the plate to come into contact with the abrasive material. These scratches are removed by hand polishing, which must be skillfully done; otherwise the reflection will become distorted through over-polishing in a given area or spot. The plate is then taken to a wash table where the surface to be silvered is thoroughly washed with distilled water; after which it is taken to a table that is covered with blankets, and which is heated to a temperature of from 90° to 110°. The blanketing is to protect the plate from being scratched, and also to catch all of the silver waste. The silvering solution is nitrate of silver liquefied by a certain formula, and is poured over the plate; the fluid having an appearance which to the ordinary observer looks like nothing other than pure distilled water. Within a few minutes the silver, aided by a reactory, added prior to pouring, begins to precipitate upon the glass; the liquids remaining above, and thus preventing air and impurities from coming into contact[253] with the silver. Such contact would produce oxidation. After the silver is precipitated the plate is thoroughly dried, shellacked and painted; after which it is ready for commercial use.
Until about 25 years ago, practically all mirrors were silvered with mercury. There have been two reasons for discouraging the use of mercury for silvering; one being its injuriousness to the health of the workmen. In some European countries stringent laws were enacted, stipulating that men should work only a certain number of hours.
Other hygienic stipulations, added to the fact that the use of mercury was already very expensive, have tended to replace that process by the use of nitrate of silver.
This question puzzled every one who thought of it for a long time. Even astronomers, the men who make a business of studying the skies, and other learned men, puzzled their brains about it and searched for the answer long ago, until finally, as always happens when a lot of people study a subject, Professor John Tyndall, a noted scientist of the last century, discovered the answer. The explanation follows: All the light we have is sunlight, which is pure white light. This white light is made up of rays of light of different colors. These rays are red, orange, yellow, green, blue, indigo and violet. It takes all of these different rays of light to make our white sunlight, and when you separate sunlight into its original rays you always produce the rays of light in the above colors and in the same order. This is only true, however, when the sunlight is passed through an object which does not absorb any of its rays. This is the arrangement of the different colors of light found in the rainbow. The rainbow is formed by sunlight passing into raindrops or vapor in such a way as to divide the sunlight into the different colored rays of light. When the rainbow is formed none of the rays are absorbed by raindrops or vapor through which the sunlight passes. Some of these rays of light are known as short rays and others as long rays. But when sunlight meets other things besides those which make a pure rainbow, these other objects have the ability to absorb some of the rays of colored light, and they throw off the remainder. When these rays have been thrown off those which have been absorbed make many different combinations, and thus are produced all of the different colors we know, the various tints and shades of color, according to composition and size.
Now, then, to get back to the color of the sky, which is blue as we know. The sky or air which surrounds the earth is filled with countless tiny specks of what we may call dust—particles of solid things hanging or floating in the air. These specks are of just the size and quality that they catch and absorb part of the rays of light which form our sunlight and throw off the rest of the rays, and the part which has been absorbed forms the combination of color which makes our sky so beautifully blue. Sometimes you notice, of course, that the sky is a lighter or darker blue than at other times. This difference is due to the kind and condition of tiny specks in the air at the time, and to the direction or angle at which the sunlight strikes these tiny particles. This fact brings up a question which you have not asked, but which would come naturally as the result of your first.
The direction of the sun’s rays when they meet these large and small particles in the air has a great deal to do with the combination of colors that result as these objects absorb part of the rays and throw off others. The sky is the most beautiful blue when the sun is high in the sky. But when the sun is setting the light has a greater distance to travel through the belt of air which surrounds the earth than when it is high up over our heads. You[254] know that if you stick a pin straight down into an orange it won’t go in very far before it is clear through the peel, but if you stick the pin into an orange along the edge it will go through a great deal more of the peel than the other way. That is the way it is with the sunset colors. The peel of the orange is a good representation of the belt of air which surrounds the earth. At sunset the light instead of coming straight down through the belt of air, thus meeting the eye through the shortest possible amount of air, strikes the air on a slant, and, therefore, travels through a great deal more air and closer to the earth to reach it, with the results that it meets a great many more of these little specks, besides all the smoke and other things that hang in the air near the ground, and we thus get many more colors, because some of the things in the air absorb some of the rays and others absorb very different rays when the light comes in this slanting way, and that is what makes the different colors in the sunset. For this reason sunsets are often richer and more beautiful in color when the air is not so pure, but has much dirt and other matter floating about in it.
No, there is only one side to the rainbow. The rainbow is made by reflection of the rays of sunlight through drops of water in the air, but you can never see a rainbow unless you are between it and the sun. You could never see a rainbow if you were looking at the sun, and so if you are looking at a rainbow you can be certain that anyone on the other side of it could not see it, because they would have to be looking right at the sun. The rainbow is always opposite to the sun and there can never be two sides to it.
The ends of the rainbow do not rest on anything. You see, the rainbow is only the reflection of the sun’s rays thrown back to us by the inside of the back of the raindrops, which are still in the sky after the rain. Of course, if any of the drops of water touched the ground they would cease to be raindrops and, therefore, could not reflect the rays of the sunlight. So, what we think of as the ends of the rainbow do not really exist at all. The rainbow is only a reflection of the rays of sunlight from countless drops of water in the air, which the sun’s rays must strike at a certain angle in order to reflect back the light so we can see it. Where the sun’s rays do not strike the drops of water at the right angle no light is reflected, and there is the end of the rainbow.
The colors of the rainbow, which are always the same, and are shown in this order—red, orange, yellow, green, blue and violet—are sunlight broken up into its original colors. It takes all of these colors in the proportions in which they are mixed in the rainbow to make the pure sunlight. These are known as the prismatic colors. As shown in another answer to one of your puzzling questions, the rainbow is caused by the rays of the sun passing into drops of water in the air and reflected back to us with one part of the drop of water acting on it in such a way as to break up the pure sunlight into these prismatic colors. When a rainbow appears at a time when there is a great deal of sunlight, you will generally see two rainbows. The inner rainbow is formed by the rays of the sun that enter the upper part of the falling raindrops, and the outer rainbow is formed by the rays that enter the under part of the raindrops. In the inner or primary bow, as it is called, the colors beginning at the outside ring of color are red, orange, yellow, green, blue and violet, and being exactly reversed in the outer or secondary bow. The secondary bow is also fainter. You may sometimes see smaller rainbows, even if it has not been raining, when looking at a fountain or waterfall. These are caused in exactly the same way.
[255]
This is due to the fact that when the hills look blue you are looking at them at a distance, and there is a long stretch of air between you and the hills. This air is filled with countless particles of dust and other things, and what you see is not really blue hills, but the reflection of the sun’s rays from the little particles in the air striking your eye. The color is due to the angle at which the light from the sun strikes these particles, and is reflected back to your eye and partially due to the character of the particles in the air.
The answer is “No.” We have come to use the expression “shooting stars” commonly, but we should probably be more correct if we said “shooting rocks,” for the things we refer to commonly as “shooting stars” are more like rocks than anything else. If any of the real stars were to fall into the air surrounding the earth we should all be burned up by the great heat developed long before it actually hit the earth, which it would undoubtedly destroy.
The things that fall and leave a streak of light are really only pebbles, stones, rocks or pieces of iron and other substances that fall from some place into the earth’s air belt. When they strike the air at the speed at which they are falling the friction of the air makes a heat that causes them to become luminous, and by far the greater part of them is burned up before they get very near the earth. We call them meteorites. Sometimes, though rarely, one will manage to strike the earth, coming at such great speed and being so large that the air has not been able to burn it up completely, and it will strike the earth and sink deep down into the soil. In most museums can be seen such meteorites that have been dug up after striking the earth. These are constantly falling into the air surrounding the earth, but in the day-time their light is not strong enough to be seen while the sun is shining.
No, the sky can never fall down, because it is not made of the kind of things that fall. We have become used to thinking of it as the roof of the earth, a great dome-shaped roof, because in our little way of looking at things we compared the earth and what is above it with the houses in which we live. The sky is just space in which the heavenly bodies revolve in their orbits. We cannot really ever see sky. We see only the sun’s light reflected by the air belt which surrounds the earth. In this air belt are the clouds which do come closer to the land at times than at others, and this is apt to aid in giving us an incorrect impression of this.
The “Galaxy,” or “Milky Way,” as it is popularly called, is a luminous circle extending completely around the heavens. It is produced by myriads of stars, as can be seen when you look at it through a telescope. It divides into two great branches at one point, which travel for some distance separately and then reunite. It has also several branches. At one point it spreads out very widely into a fanlike shape.
The stars in the group are so numerous that they present to the naked eye a whiteness like a stream of milk. To produce this effect there are not hundreds of stars, nor thousands of them, but actually millions of them.
When you stop to think that each one of these stars in the Milky Way is a sun like our own—some of them smaller, of course, but many of them much larger—you begin to realize how impossible it is for man to form any real idea of the magnitude and wonders of the earth. Here in the Milky Way are so many suns like our own sun[256] that they together as we look at them form the particles of a path which makes the circle of the heavens, and yet are so far away that to the naked eye each of them looks to us like only one of countless drops of milk in a very large stream of milk that goes around the whole sky.
The stars do shine in the day-time. If you will go down into a deep well or the open shaft of a deep mine and look up at the sky, of which you can see a circular patch at the top of the well, you will be able to see the stars in the day-time. The moon also shines in the day-time, on some part of the earth. At certain times during the month you can notice that the moon rises before the sun sets, and sometimes in the morning you can still see the moon in the sky after the sun is up. Usually you cannot see either the moon or the stars in the day-time, because the light from the sun is so bright and strong that the light of the stars and moon are lost in the brightness of the sun’s rays. When the moon is visible before the sun sets or after the sun has risen it is because the light of the sun is not so bright and strong at the beginning or close of daylight. If you are fortunate enough some time to witness a total eclipse of the sun you will be able to see the stars in day-time without having to go down into a deep well or mine shaft.
Space surrounds all earths, planets, suns, and extends for an infinite distance beyond each of them in all directions. It is impossible to measure in terms of human knowledge how far space extends. It is one of the things beyond the comprehension of the human mind, and for that reason man can never know in miles or the number of millions of miles how far it extends. Man has been able to measure the distance from the earth of some of the stars, and some of the nearest of them are millions of miles from the earth. Most of them are hundreds and even thousands of million miles away, and when we stop to think that space extends at least as far on the other sides of the stars as it does on this side, and even beyond that, we can readily understand that it is not only impossible to measure space, but also impossible to give in words any conception of what its limits might be.
There is one word—infinite—which we are forced to use in speaking of the extent of space. Infinite means “without end,” unbounded, and so man has come to use the word “infinite” in describing the extent of space, and that is as near as any one can describe it.
The term “horse power” is used in describing the amount of power produced by an engine or motor. When man made the first engines he needed some term to use in describing the amount of power his engine could develop. Up to that time man had used the horse for turning the wheels of his machinery and the horse to him naturally represented the most powerful animal working for man. When engines came into use they replaced the horses because they were capable of developing many times the power of the horse. In finding an expression which would accurately convey to the mind of another the power of a particular engine, it was natural to say that this engine would do the work of five, ten or more horses, and as this described it accurately and in a way that was entirely clear, it became customary to describe the power of an engine as so many times the power of one horse.
To-day we still cling to the term “horse power” in describing the strength of the engine, although the horse-power unit used to-day is greater than the power of an average horse. To speak of an engine of one horse power to-day means an engine that has the power to lift 30,000 pounds one foot in one minute.
[257]
WHERE OUR COAL COMES FROM
A COAL BREAKER.
Coal is brought in mine cars from several mine shafts and slopes, dumped onto a conveyor that runs on the inclined framework shown at the right of the picture. At the top it is broken in rolls, sorted and sized as it slides through the different screens, pickers, etc., and is finally delivered into railroad cars.
The heavy black mineral called coal, which we burn in our stoves and furnaces, and use to heat the boilers of our engines was formed from trees and plants of various sorts. Most of the coal was formed thousands of years ago at a time when the atmosphere that envelopes the earth contained a much larger proportion of carbonic acid gas than it does now, and the climate of all regions of the earth was much warmer than it now is. This period was known as the carboniferous age, that is, the coal-making age, and its atmospheric conditions, favored the growth of plants, so that the earth was covered with great forests, of trees, giant ferns, and other plants, many of which are no longer found on the earth. In the warm, moist, and carbon-laden atmosphere of that period the growth of all kinds of plants was rapid and luxuriant, and as fast as old trees fell and partially decayed, others grew up in their places. In this way, thick layers of vegetable matter were formed over the soil in which the plants grew. In many places, where these beds were formed, the surface of the earth became depressed and the water of the sea flowed over the beds of vegetable matter.
Sediment of various kinds was deposited over the vegetable matter, and in the course of centuries the sediment was transformed into rock.
After the formation of the covering of sediment, the decay of the vegetable matter was checked, but a slow change[258] of another kind was brought about by the pressure of the sedimentary deposits and the heat to which the plant remains were subjected. The hydrogen and oxygen which constituted the greater part of the plant substance was driven off and the carbon left behind. This change took place very gradually, through periods so long that we can only guess at their duration, but we know that many beds of coal were formed from layers of vegetable matter that were covered up many thousand years ago.
MINE WORKERS THAT NEVER SEE DAYLIGHT
Underground stable constructed of concrete and iron, with natural rock roof to avoid danger of fire. Mules are only taken to surface when mines are idle.
The coal first formed and submitted longest to pressure is known as hard coal, or anthracite. It is pure black, or has a bluish metallic luster. Its specific gravity is 1.46; which is about the same as that of hard wood. Anthracite contains from 90 to 94 per cent. of carbon, the remainder being composed of hydrogen, oxygen, and ash.
The Mules and their drivers.—An important part of the haulage system. Mules are kept in stables on surface at this mine and driven in every day through slope or drift.
Hard coal may be called the ideal fuel and is especially adapted to domestic heating purposes. It burns without smoke and produces great heat. There is no soot deposit upon the walls of chimneys, and in good stoves or furnaces the small amount of gas given off by it is consumed. Anthracite is the least abundant of all the varieties of coal and is much more costly than the other varieties. For this reason it[259] is not much used in manufacturing.
HOW THE SLATE PICKERS WORK
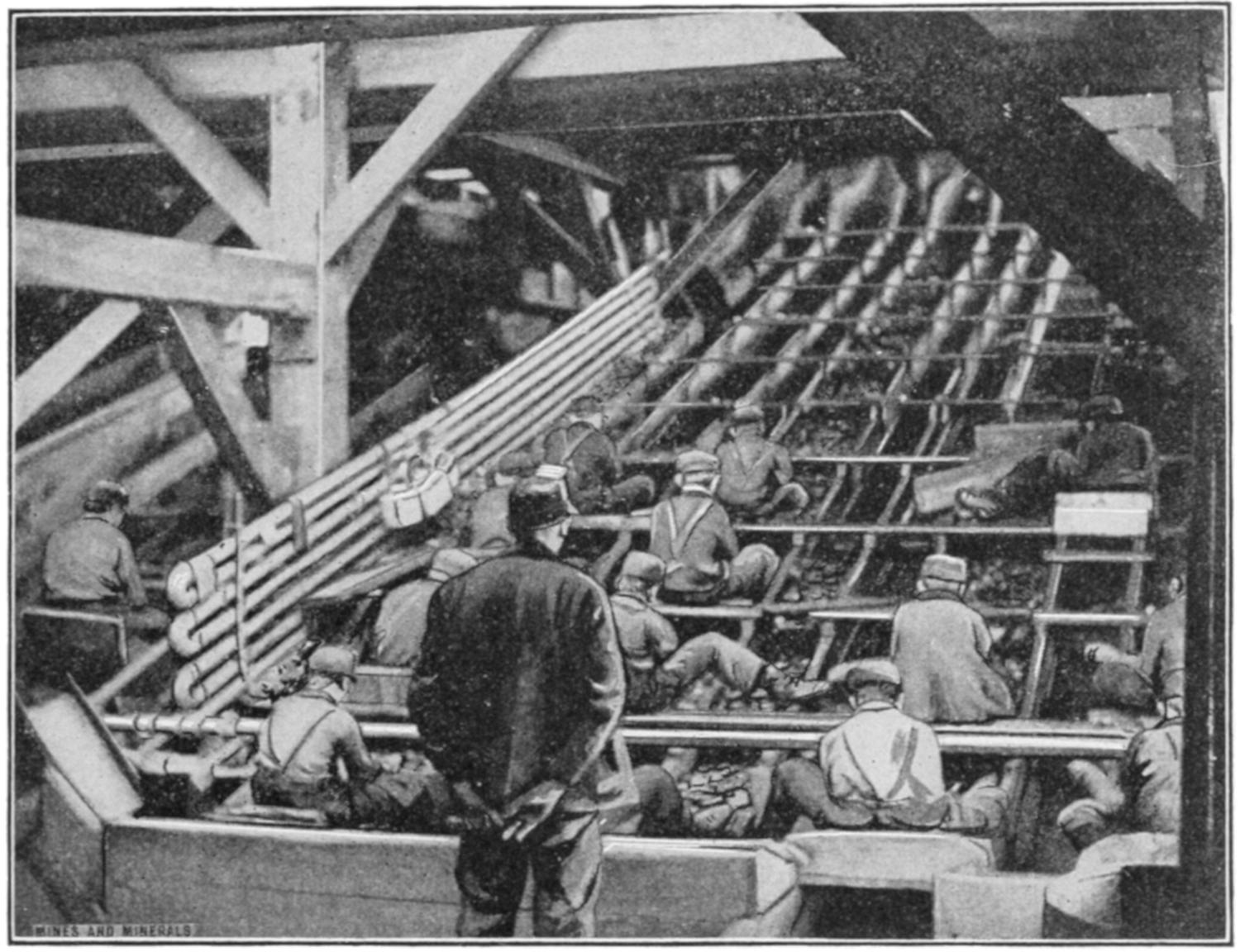
Boy slate pickers. Coal slides down the chutes. Boys pick out the slate and rock and throw into chute alongside.
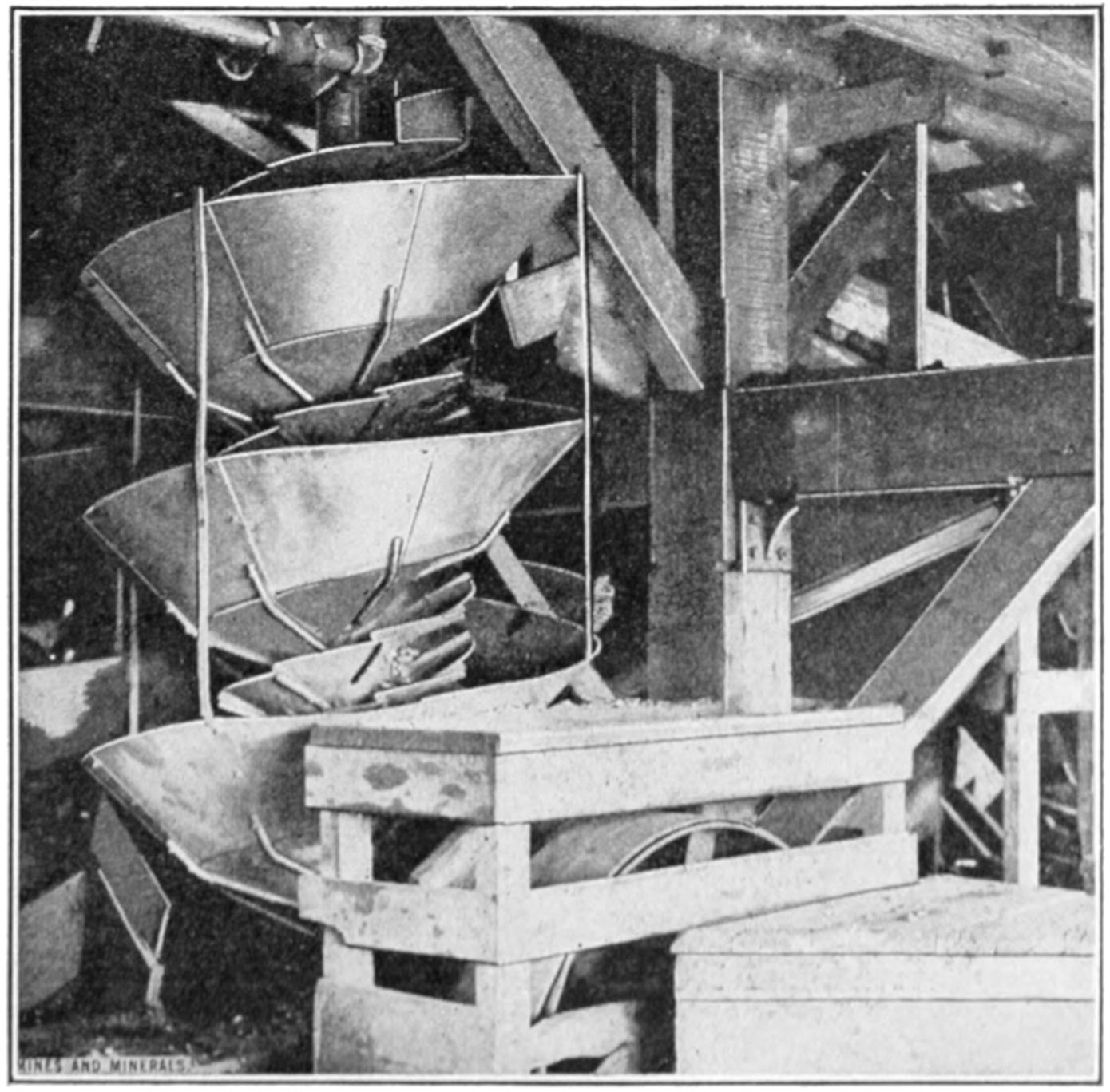
Spiral slate pickers do work of many boys. Coal and rock start together at the top in the small inner spiral. The coal being lighter slides faster, and in going around is carried over the edge into the outer spiral, while the rock continues in the bottom.
The coal formed later is very different in composition and is called bituminous or soft coal. Its name is derived from the fact that it contains a soft substance called bitumen, which oozes out of the coal when heat is applied to it. Soft coal contains from 75 to 85 per cent. of carbon, some traces of sulphur, and a larger percentage of oxygen and hydrogen than anthracite. When soft coal is heated in a closed vessel or retort, the hydrogen and oxygen, in combination with some carbon, are driven off.
[260]
HOW A COAL MINE LOOKS INSIDE
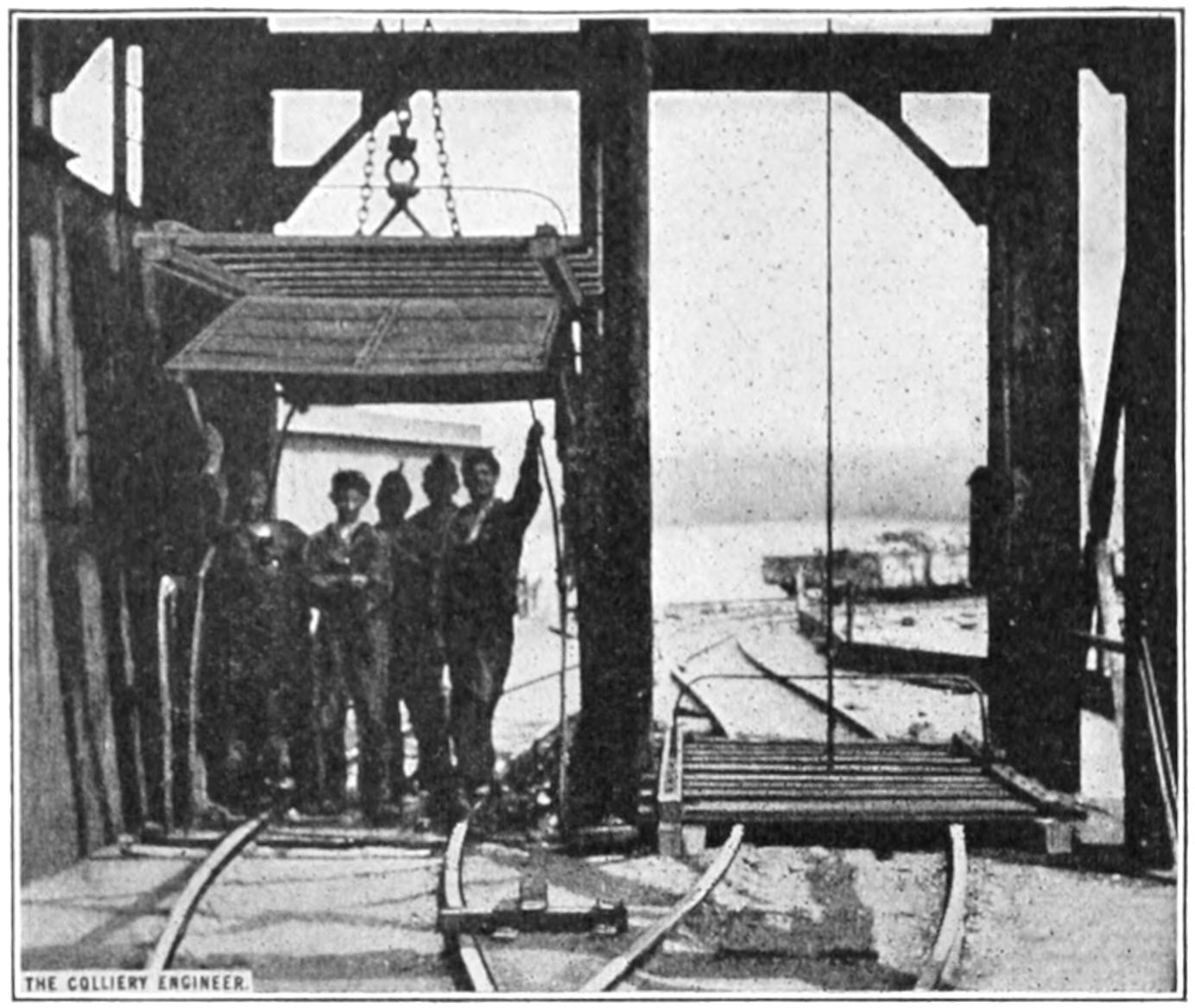
Shaft gate. One of the two cages in the shaft has just brought the men to the surface; the other is at the bottom. Safety gate resting on top of cage covers top of shaft when cage is down, as shown at right.
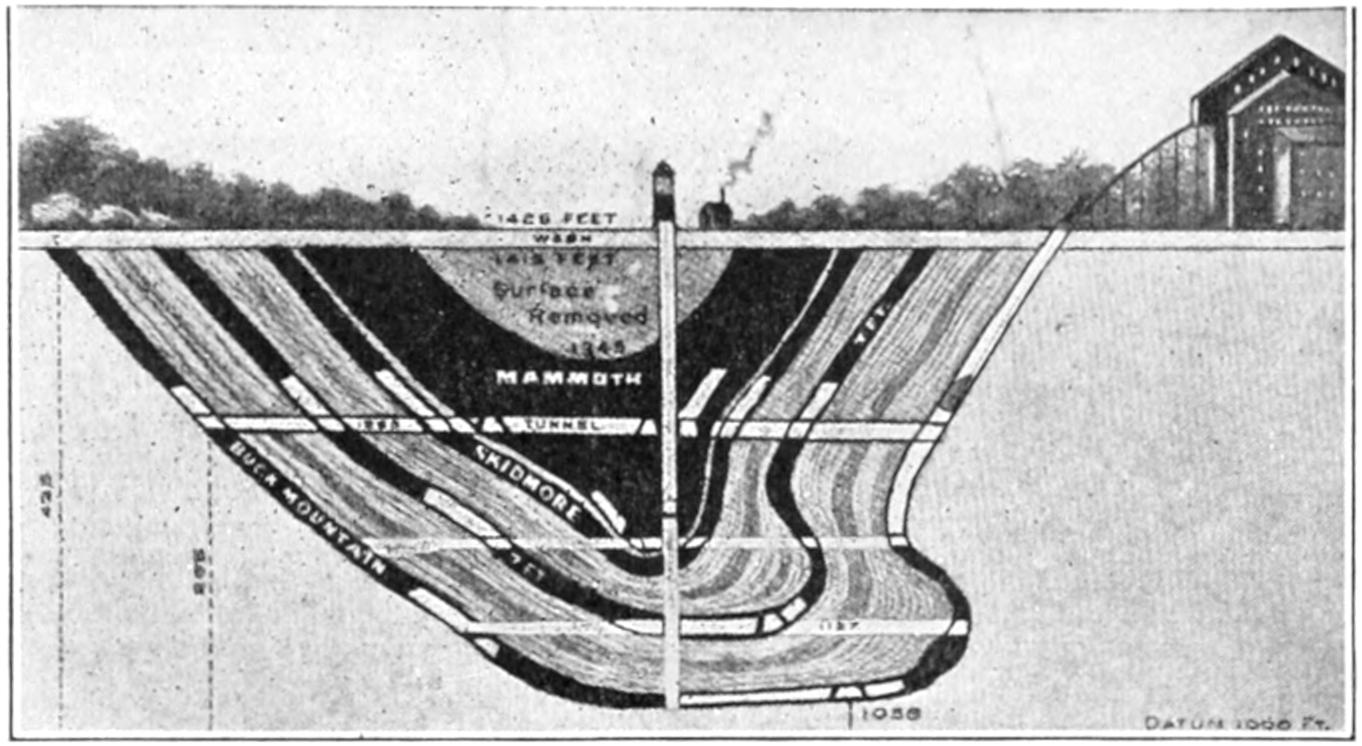
Section showing Anthracite Seams. Coal is shown black; rock and dirt lighter; shaft tunnels and workings, white. Upper part of “Mammoth” seam is stripped and quarried.
Lignite mine in Texas. Loaded mine cars ready to go to surface.
[261]
HOW THE MINERS LOOSEN THE COAL
Undercutting with pick. The man lying on his side cuts under the coal. A light charge of powder exploded in a drill hole near the roof breaks the coal down in large pieces.
Soft coal is black, and upon smooth surfaces it is glossy. It lacks the bluish luster sometimes seen in hard coal and is much softer and more easily broken. When handled it blackens the hands more than hard coal does. In this kind of coal are frequently seen the outlines of leaves and stems of plants that enter into its formation. Occasionally, trunks of trees with roots extending down into the clay below the bed of coal have been found.
Undercutting in seam. A compressed air driven machine undercuts deeper and faster than the man with a pick.
Soft coal has a specific gravity of 1.27. It burns with a yellow flame which is larger than the flame from hard coal, but it does not emit so high a degree of heat. Combustion, generally imperfect, gives rise to offensive gases and to black smoke that concentrates[262] in the air and falls to the ground as soot, which blackens buildings, and, in winter, noticeably discolors the snow.
The formation of lignite has been observed in the timbers of some old mines in Europe. In some of these mines wooden pillars have been supporting the rocks above for four hundred years or longer, and in that time the pressure of the rocks and other influences acting upon the wood of the pillars have caused it to become transformed into a brown substance resembling lignite. This fact tends to confirm the theory of coal formation stated at the beginning of this article. The proportion of carbon in lignite is never above 70 per cent., and the ash indicates the presence of considerable earthy matter. It is chiefly used in those forms of manufacture where a hot fire is not required. In Europe it is used, to some extent, in heating the houses of the poorer classes.
Peat is regarded as the latest of the coal formations. In it, the change in the vegetable matter has not extended beyond merely covering it, and subjecting it to slight pressure.
Peat is formed in marshy soils where there is a considerable growth of plants that are constantly undergoing partial decay and becoming covered by water. It consists of the roots and stems of the plants matted together and mingled with some earthy material. When freshly dug out of the bog or marsh in which it was formed there is always a quantity of water in it, the amount being greatest in the peat found nearest the surface and least in that at the bottom of the bed, where the peat is not very different in appearance from lignite.
Peat is used for fuel where wood is scarce and coal is high in price. Recent experiments in saturating peat with petroleum, have shown that in this way a form of fuel may be produced for which considerable value is claimed. Its manufacture is confined to Southern Russia, where peat is plentiful and petroleum is cheap.
The passing of the flame from the lamp to the outside air is prevented by the gauze. This splits the burning gas into little streamlets (784 to each square inch of gauze), which are cooled below the point of ignition, that is, are extinguished by coming in contact with the metal of the gauze, so that the flame does not pass outside the lamp. In some cases the explosion may be so great as to force the flame through the gauze and thus ignite the gas outside.
THE DANGERS
TO THE MINERS
The underground conditions affecting the safety of the lamp are exposure in air-currents of high velocity by reason of which the flame may be blown through or against the gauze, or exposure for too great a time to mixtures of air and gas which will burn within the lamp and thus heat the gauze. The dangerous velocity of air-currents begins at about 500 feet a minute, but varies with the type of lamp, some being much less sensitive to air-currents of high velocity than others. Other conditions under which the lamp is not safe concern the lamp itself or the one using it. The lamp is dangerous in the hands of inexperienced persons or when the gauze is dirty or broken. If the gauze is dirty, that portion absorbs the heat and may become hot enough to ignite the outside gas; naturally any holes in the gauze will pass the flame.
The safety lamp when left too long in air containing much explosive gas may cause an explosion, and it is extinguished by certain unbreathable gases. The electric lamp burns safely regardless of the atmosphere, but gives no warning of poisonous or explosive gases. It is often used by rescue men wearing oxygen helmets to enter mines[263] full of poisonous gases after explosions.
THE LAMP WHICH SAVES MANY LIVES

The safety lamp. The sheet iron bonnet or covering of the upper part protects the gauze within from strong currents of air, while the glass permits the light to be diffused. The above is a modern lamp similar to a bonnetted Clanny lamp.
The safety lamp is dangerous when there is a hole in the gauze that will permit the passage of flame to the outside, or when the gauze is dirty, so that any particular spot may be overheated, or when the velocity of the air is so great that the flame is blown through the gauze, or (generally) when in the hands of an inexperienced person. The unbonneted Davy lamp is not safe where the velocity of the air exceeds 360 feet per minute. The velocity with which the air strikes a lamp carried against it is increased by the amount equal to the rate at which the fireboss travels. If he walks at the rate of, say, 4 miles an hour or 352 feet a minute (on the gangways he will usually have to move faster than this to make his rounds on time) he will create by his own motion (and in still air) a velocity practically the same as that at which the unbonneted Davy is considered unsafe.
Open oil lamp commonly worn on hat. Wick is inverted in spout.

Acetylene or carbide lamp for cap or hand.
The safety lamp, the miner’s faithful and indispensable companion at his dangerous work, has been, heretofore, considered as the invention of the famous English scientist, Humphrey Davy, though the name of George Stephenson, of locomotive fame, has also been mentioned in this connection. Both came out with their inventions about the same time, but neither of them is the real inventor of the safety lamp; for there was, as proven by Wilhelm Nieman, a safety lamp in existence two years before Davy’s invention became known. It was not inferior to the latter, but rather surpassed it in illuminating power. Previous to this, all the precaution employed for the prevention of the threatening dangers of firedamp had been quite incomplete. One tried to thoroughly ventilate the mines by fastening a burning torch to a large pole, which was pushed ahead and exploded the gases. This was extremely dangerous work which, in the Middle Ages, was generally done by a criminal, in order that he might atone for his crimes, or by a penitent for the benefit of mankind. The attempt to substitute for the open light phosphorescent substances, encased in glass, was not much of a success. An improvement was the so-called steel mill, invented about 1750 by Carlyle Spedding,[264] manager of a mine. This steel mill consisted of a steel wheel which was put into rapid motion by means of a crank. By pressing a firestone against the fast revolving wheel, an incessant shower of sparks was produced giving a fairly good and absolutely safe illumination. However, the running expenses of his apparatus, which necessitated the continual services of one man, were very high; for instance, the expenditure for light in a coal mine near Newcastle in the year 1816 amounted to about $200 per week. Nevertheless, the steel mill was very much appreciated and in use for a long time, only to be slowly supplanted by the safety lamp.
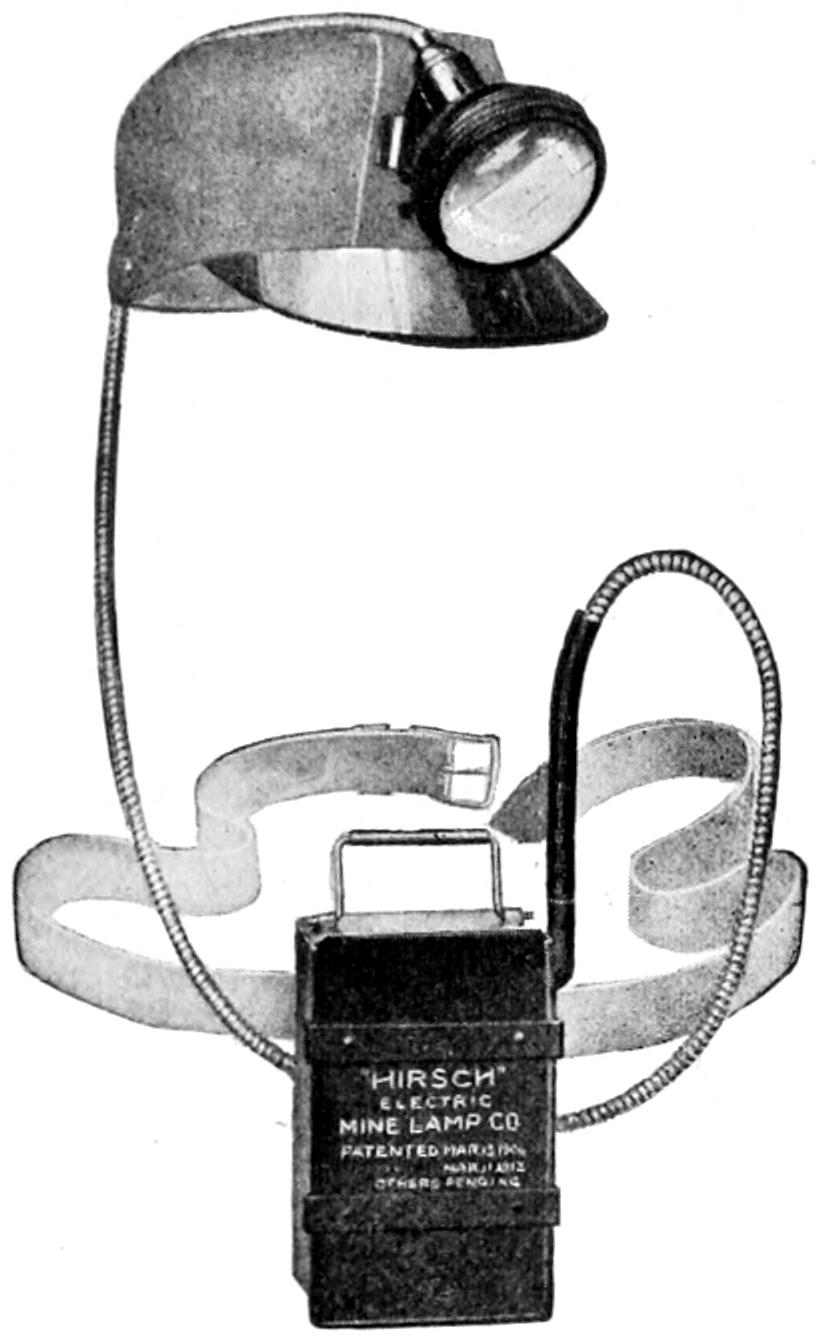
ELECTRIC CAP LAMP AND BATTERY.
The safety lamp when left too long in air containing much explosive gas may cause an explosion, and it is extinguished by certain unbreathable gases. The electric lamp burns safely regardless of the atmosphere, but gives no warning of poisonous or explosive gases. It is often used by rescue men wearing oxygen helmets to enter mines full of poisonous gases after explosions.
THE MAN WHO INVENTED
THE SAFETY LAMP
At the beginning of the nineteenth century the existing coal mines were worked to the limit and the catastrophies, caused by firedamp, increased in an alarming manner. In fact the distress was so great that in 1812 a society for the prevention of mine disasters was formed at Sutherland, and the origin of the safety lamp can be traced back to the efforts and labors of this organization. Dr. William Reid Clanny, a retired ship’s surgeon, was probably the first to undertake the task (in the year 1808), which he successfully finished with energy and skill. He concentrated his efforts at first on the separation of the flames from the surrounding atmosphere, but he did not succeed till the latter part of 1812, when he constructed a lamp that seemed to meet all requirements. The report of this invention was submitted to the Royal Society of London, May 20, 1813, and was printed in the minutes of that academy. The casing of this original safety lamp was closed at the top and bottom by two open water tanks; the air was pumped in by means of bellows and, passing in and out, had to go through both these reservoirs which acted as valves, so to speak. The lamp proved to be absolutely safe and was successfully introduced by the management of Herrington Mill pit mine. The clumsy parts of this apparatus were eliminated by its inventor by various improvements. The so-called steam safety lamp was completed in December, 1815, and installed in several mines. In the meanwhile, two competitors made their appearance. George Stephenson had finished his lamp October 21, 1815, and Davy published his first experiments November 9, 1815, in the Transactions of the Royal Society of London. Clanny’s lamp, nevertheless, stood the test in the face of this competition, through its much superior illuminating power, and more particularly as it still continued to burn when the Davy and Stephenson lamps had gone out. To Clanny, therefore, belongs the distinction, in the history of invention, of having constructed the first reliable safety lamp.
[265]
The oldest known metals in the world are gold and silver, copper, iron, tin and lead. They are to-day still the most useful and widely-used metals. Some of the properties by which we distinguish metals are the following: They are solid and not transparent; they have luster and are heavy. Mercury is an exception to the rule; it is a liquid, though yet a metal, and there is another, sodium, which is solid, though very light.
If you were guessing you would naturally say that gold is, of course, the most valuable of the metals. But you would be wrong. The proper answer to this is iron. We do not mean the pound for pound value, for you could get much more for a pound of gold than for a pound of iron. We mean in useful value—iron is in that sense the most valuable metal known to man. This is true because iron is of such great service to man in so many ways, and it is very fortunate that there is such a great amount of it available for man’s purposes. Iron is not generally found in a pure state in the mines. It is generally found compounded with carbon and other substances, and we obtain pure iron by burning these other substances out of the compound.
Iron is put upon the market in three forms, which differ very much in their properties. First, there is cast-iron. Iron in this form is hard, easily fusible and quite brittle, as you will know if you ever broke a lid on the kitchen range. In the form of cast-iron it cannot be forged or welded.
Next comes wrought-iron, which is quite soft, can be hammered out flat or drawn out in the form of a wire and can be welded, but fusible only at a high temperature. Third comes steel, the most wonderful thing we produce with iron. It is also malleable, which means that it is capable of being hammered out flat and can easily be welded, and this is the great property of steel—it acquires when tempered a very high degree of hardness, so that a sharp edge can be put on it, and when in that shape it will easily cut wrought-iron. Ordinarily we make wrought-iron and steel from iron that has been changed from its original state to cast-iron.
The term cast-iron is generally given to iron which has been melted and cast in any form desired for use. Stoves are made in this way. The iron is melted and then poured into a mold; while the product out of which wrought-iron and steel are made is technically cast-iron, the term pig-iron is used in speaking of iron which is cast for this purpose.
The process by which pig-iron is changed into wrought-iron is called puddling. The object of puddling, which is done in what is called a reverberatory furnace (which is a furnace that reflects or drives back the flame or heat) is to remove the carbon which is in the pig-iron. This is done partly by the action of the oxygen of the air at high temperature and partly by the action of the cinder formed by the burning furnace. When this has been done the iron is made into balls of a size convenient for handling. These are “shingled” by squeezing or hammering and passed between rolls by which the iron is made to assume any desired form.
Now we come to steel, the most wonderful product or form in which we take advantage of the value of iron. Steel was formerly made from wrought-iron, so that you first had to get cast-iron, from which you made wrought-iron, and eventually got steel by changing the wrought-iron. Now we make steel direct from pig-iron. This is known as the Bessemer process.
The most noticeable feature in the chemical composition of the different grades of iron and steel is found in the percentages of carbon they contain. Pig-iron contains the most carbon; steel the next lowest, and wrought-iron the least.
Iron has been known to men from early historical times. The smelting of[266] iron ores is not any indication of advanced civilization either. Savage tribes in many parts of the world practiced the art of smelting, even before they could have learned it from people who had become civilized.
Gold is called one of the precious metals because of its beautiful color, its luster, and the fact that it does not rust or tarnish when exposed to the air. It is the most ductile (can be stretched out into the thinnest wire), and is also the most malleable (can be hammered out into the thinnest sheet). It can be hammered into leaves so thin that light will pass through them. Pure gold is so soft that it cannot be used in that form in making gold coins or in making jewelry. Other substances, generally copper, are added to it to make the gold coins and jewelry hard. Sometimes silver is also added to the gold with copper. The gold coins of the United States are made of nine parts of gold to one of copper. The coins of France are the same, while the coins of England are made of eleven parts of gold to one of copper. The gold used for jewels and watch-cases varies from eight or nine to eighteen carats fine.
Another reason why gold is called a precious metal is that it is very difficult to dissolve it. None of the acids alone will dissolve gold, and only two of them when mixed together will do so. These are nitric acid and hydrochloric acid. When these two acids are mixed and gold put into the mixture the gold will disappear.
We often hear people in speaking of their watches say, “It is an 18-carat case.” Others speak of 14-carat watches or 22-carat or solid-gold rings.
When you see the marks on a watch-case or the inside of a gold ring they read 18 K or 14 K, or whatever number of carats the maker wishes to indicate. A piece of gold jewelry marked 18 K or 18 carats means that it is three-fourths pure gold. In arranging this basis of marking things made of gold, absolutely pure gold is called 24 carats. Then if two, six or ten twenty-fourths of alloy has been added, the amount of the alloy is deducted from twenty-four, and the result is either 22, 18 or 14 carats fine, and so on. On ordinary articles made by jewelers the amount of pure gold used is seldom over 18 carats, or three-fourths. Weddings rings (and these are considered solid gold) are generally made 22 carats fine, that is, there are only two twenty-fourth parts of alloy in them.
Silver is a remarkably white metal, which is associated with gold as one of the precious metals. It is harder than gold and will not rust, although it will tarnish, which gold will not, when exposed to certain kinds of air.
The silver tarnishes when it is exposed to any kind of air that has sulphur mixed in it. It ranks below gold as a precious metal for use in making ornaments and is not so costly, because there is a great deal more of it to be found in the world.
While silver is somewhat harder than gold, it is still not sufficiently hard to use pure for making coins, so, as in the case of the gold coins, it is mixed with something else—copper—to harden it. Otherwise our dimes and quarters would wear out too rapidly. Our silver coins are made of nine parts of silver to one of copper. The coins of France are in the same proportion, while the silver coins of England are made of 92¹⁄₂ parts of silver to 7¹⁄₂ parts of copper. German silver coins are made of three parts of silver and one of copper.
One of the characteristics which distinguishes copper is its color—a peculiar red. It stands next to gold and silver in ductility and malleability, and[267] comes next to iron and steel in tenacity—which means the ability of its tiny particles to hang on to each other. That is why copper wire bends instead of breaking when you twist it. But that is not the only reason, although an important part of the reason, why we use copper for telegraph wires. Copper is an extremely good conductor of electricity when it is pure. So are gold and silver, but we cannot afford to buy gold and silver wires for the telegraph, telephone and other wires, and if we used such wires the cost of the equipment would be so great that we could not afford to have telephones in our homes. But there is a great deal of copper in the world and it is very cheap, and so it makes an ideal element for use in things through which electricity is to pass. When you compound it with other substances it loses some of its conductivity. Copper is used extensively in many ways in the world. This book is printed, for instance, from copper electrotype plates. The whole business of electrotyping is based on the use of copper.
Lead is a white metal and is noted for its softness and durability. It has a luster when freshly cut, but becomes dull quite soon after the freshly-cut surface is exposed to the air. Lead is the softest metal in general use. It can be cut with an ordinary knife. It can be rolled out into thin sheets, but cannot be drawn out into wire.
Lead is a very dense metal, that is, its particles are very compact and there is no room for air to circulate in between these particles. A piece of wood is lighter than a piece of lead of exactly equal bulk, because the little particles which make up the piece of wood are not very close together, and there is a lot of air in the ordinary piece of wood, while this is not true of the lead.
A great deal of lead is used in making pipes for plumbing. This is because lead pipe is comparatively cheap, although you might not think so when you think of the general conclusions we have been brought to form about plumbers and everything connected with them. Lead pipe is easily bent in any direction also, and is particularly good for use in plumbing for that reason.
Another wide use of lead is in making paints—white lead being the base used in making oil paints. The process of making white lead for paint is quite interesting and pictures of it are shown in “The Story In a Can of Paint” in another part of “The Book of Wonders.”
Tin is the least important of the six useful metals. It is also inferior in many ways to the others in this group of elements, but is tougher than lead and will make a better wire, though not a really good one. It has a whiteness and a luster that are not tarnished by ordinary temperature and is cheap. That is why it is used in making cooking utensils, pans, etc., and for roofs. But the pans, roofs, etc., are not pure tin. They are thin sheets of iron coated with tin. Pure tin would not be strong enough for these purposes, so a sheet of iron is first taken to supply the strength and then covered with tin to improve the appearance of the tin pans and keep them from rusting rapidly.
Gravitation is the result of the attraction which every body, no matter what its size, has for every other body. It is a strange force and difficult to explain in plain words. It is what keeps the heavenly bodies in their paths. Every one of the planets is held in its path by gravitation and every object on each of the planets is kept on the planet by gravitation. We can come nearer understanding gravitation by studying the effect of the attraction of gravitation on our own earth and the objects on it. When you[268] throw a ball or a stone into the air it is the attraction of gravitation that causes it to come back. If this were not so the stone would go on up and up and would keep on going forever. If it were not for this wonderful force you could jump into the air and just keep on going up with nothing to bring you back. The reason you do not pull the earth toward you is because the body or mass with the greater bulk has always the greater pulling power.
This is a wonderful force. It cannot be produced nor can it be destroyed or lessened. It just is. It acts between all pairs of bodies. If other bodies come between any pair of bodies the attraction of gravity between the two outside bodies is neither lessened or increased, and yet each of the outside bodies will have an independent attraction or pull on the body which is in between.
No particle of time is spent by the transmission of the force of gravity from one body to another, no matter how far apart they may be. The only effect that distance has on the attraction of gravitation is to lessen its force. Any body which is being pulled through gravity toward another body would fall toward the center of the attracting body if all the force of attraction from all other bodies were removed.
Specific gravity is the ratio of weight of a given bulk of any substance to that of a standard substance. The substances taken as the standard for solids and liquids is water, and air or hydrogen for gases. Since the weights of different bodies are in proportion to their masses, it follows that the specific gravity of any body is the same as its density, and we now generally use the term “density” instead of specific gravity.
To find, for instance, the specific gravity of a given bulk of silver, we must take an equal bulk of water and weigh it. Then we also weigh the silver. We find that the silver weighs ten and a half times as much as the water, and so the specific gravity of silver is 10.5. If you will bear in mind that water is the standard used for measuring the specific gravity of solids and liquids, and that air or hydrogen are used as standards for the gases, you will always know what the figures after the words specific gravity mean.
We do not really see stars, of course, when we are hit on the eye or when we fall in such a way as to bump the front of our heads. What we do see, or think we see, is light.
To understand this we must go back to the explanation of the five senses—sight, hearing, feeling, tasting and touching. Now, each of these senses has a special set of nerves through which the sensations received by each of the senses is communicated to the brain and, as a rule, these special nerves receive no sensations excepting those which occur in their own particular field of usefulness. The eye then has nerves of vision; the nose, nerves of smell; the ear, nerves of hearing; the mouth, nerves of taste, and the entire body nerves of touch. As we have seen then, these special nerves are susceptible of receiving impressions or sensations only in their particular field. But, if you should be able to rouse the nerves of smell in an entirely artificial way and give them a sensation, they might easily act very much as though they smelled something. We find this often in the nerves of touch when we think we feel something when we do not.
Now, when some one hits you in the eye, the nerves of vision are disturbed in such a way as to produce upon the brain the sensation of seeing light. In other words, you cannot affect the eye nerves without causing the sensation of light, and that is just what happens when some one hits you in the eye.
[269]
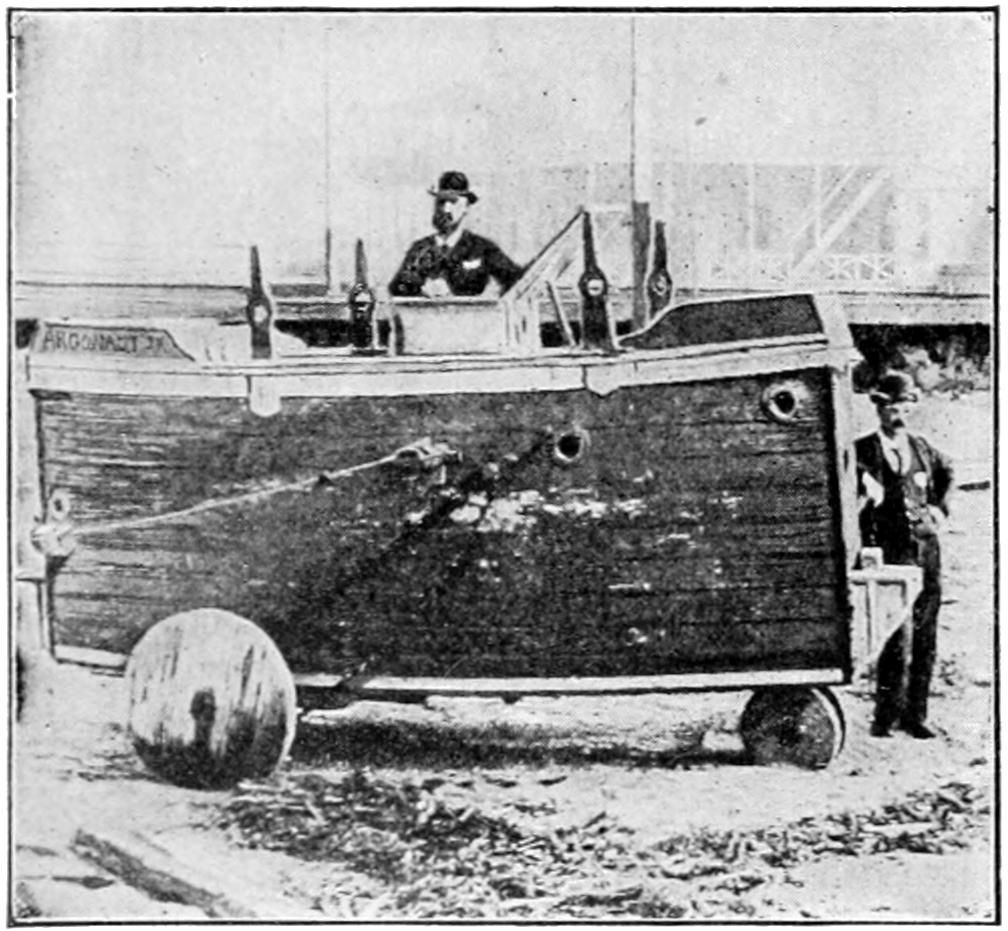
“ARGONAUT, JUNIOR.”
Experimental Boat, 1894.
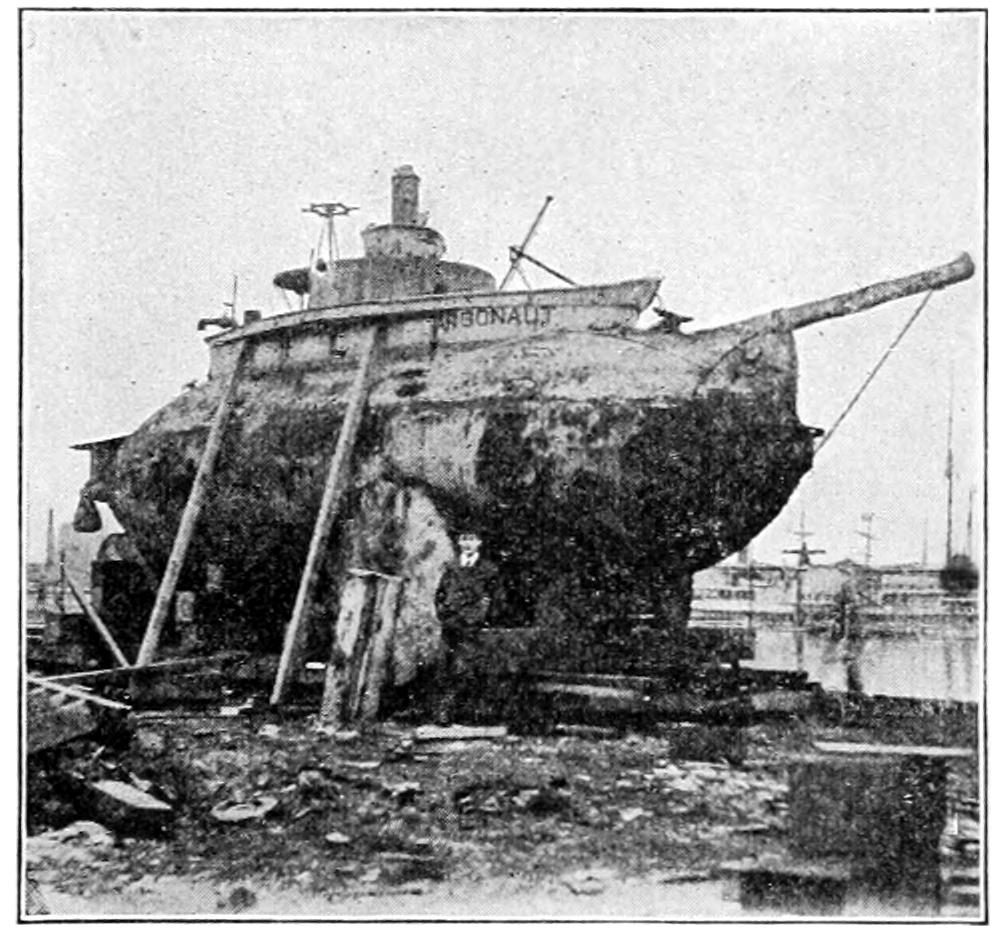
“ARGONAUT THE FIRST.”
Built 1896-1897.
Up to a few years ago the stories we could tell about the ships that sail beneath the water were the creations of the minds of writers of fiction, like the author of “Twenty Thousand Leagues Under the Sea,” but to-day we can read of many actual trips beneath the water by the brave men who man our submarines. We never dreamed that the great story of Jules Verne would be realized in the little but very destructive ships of war which can be seen to-day in the naval ports of the nations of the world.
We might have had these submarines long ago but for the fact that the men who were trying to invent them would not give up the secrets which they had discovered. Many men in different parts of the world worked on this problem and each discovered one or more things which were valuable in working out a solution, and if they had all gotten together and compared notes between them they could have produced a submarine boat almost as good as those we have to-day.
[270]
The first essential in a vessel to enable it to navigate below the surface of the water is that it be made sufficiently strong to withstand the surrounding pressure of water, which increases at the rate of .43 of a pound for each foot of submergence.
A boat navigating at a depth of 100 feet would therefore have 43 pounds pressure per square inch of surface, or 6192 pounds for every square foot of surface. It will readily be seen, therefore, that the first essential is great strength. Therefore, the submarine boats are usually built circular in cross section with steel plating riveted to heavy framing, as that is the best form to resist external pressure. These boats are built for surface navigation as well, therefore they have a certain amount of buoyancy when navigating on the surface, the same as an ordinary surface vessel. When it is desired to submerge the vessel this buoyancy must be destroyed, so that the vessel will sink under the surface.
Now, the submerged displacement of a submarine vessel is its total volume, and, theoretically, a vessel may be put in equilibrium with the water which it displaces by admitting water ballast into compartments contained within the hull of the vessel, therefore, if a vessel whose total displacement submerged was 100 tons, the vessel and contents must weigh also 100 tons. If it weighed one ounce more than 100 tons it would sink to the bottom. If it weighed one ounce less than 100 tons it would float on the surface with a buoyancy of one ounce. If it weighed exactly 100 tons it would be in what submarine designers specify as being “in perfect equilibrium.”
It is possible to give a vessel a slight negative buoyancy to cause her to sink to, say, a depth of 50 feet and then pump out sufficient water to give her a perfect equilibrium, and thus cause her to remain at a fixed depth while at rest. In practice, however, this is seldom done. Most submarine boats navigate under the water with a positive buoyancy of from 200 to 1000 pounds and are either steered at the depth desired by a horizontal rudder placed in the stern of the vessel, or are held to the depth by hydroplanes, which hydroplanes correspond to the fins of a fish. They are flat, plane surfaces, extending out from either side of the vessel, and when the vessel has headway, if the forward ends of these planes are inclined downward, the resistance of the water acting upon the planes is sufficient to overcome the reserve of buoyancy and holds the vessel to the desired depth. If the vessel’s propeller is stopped, the boat, having positive buoyancy, will come to the surface.
By manipulating either the stern rudders or the hydroplanes, the vessel may be readily caused to either come nearer to the surface or go to a greater depth, as the change of angle will give a greater or less downpull to overcome the reserve of buoyancy.
The above description applies to navigating a vessel when between the surface of the water and the bottom.
Another type of vessel which is used for searching the bottom in locating wrecks, obtaining pearls, sponges, or shellfish, is provided with wheels. In this type of vessel the boat is given a slight negative buoyancy, sufficient to keep it on the bottom, and it is then propelled over the water bed on wheels, the same as an automobile is propelled about the streets. This type of vessel is also provided with a diver’s compartment, which is a compartment with a door opening outward from the bottom. If the operators in the boat wish to inspect the bottom, they go into this compartment and turn compressed air into the compartment until the air pressure equals the water pressure outside of the boat; i. e., if they were submerged at a depth of 100 feet they would introduce an air pressure of 43 pounds per square inch into the diving compartment. The door could then be opened and no water could come into the compartment, as the diving compartment would be virtually a diving bell. Divers can then readily leave the boat by putting on a diving suit and stepping out upon the bottom.
[271]
ONE OF THE FIRST PRACTICAL SUBMARINES
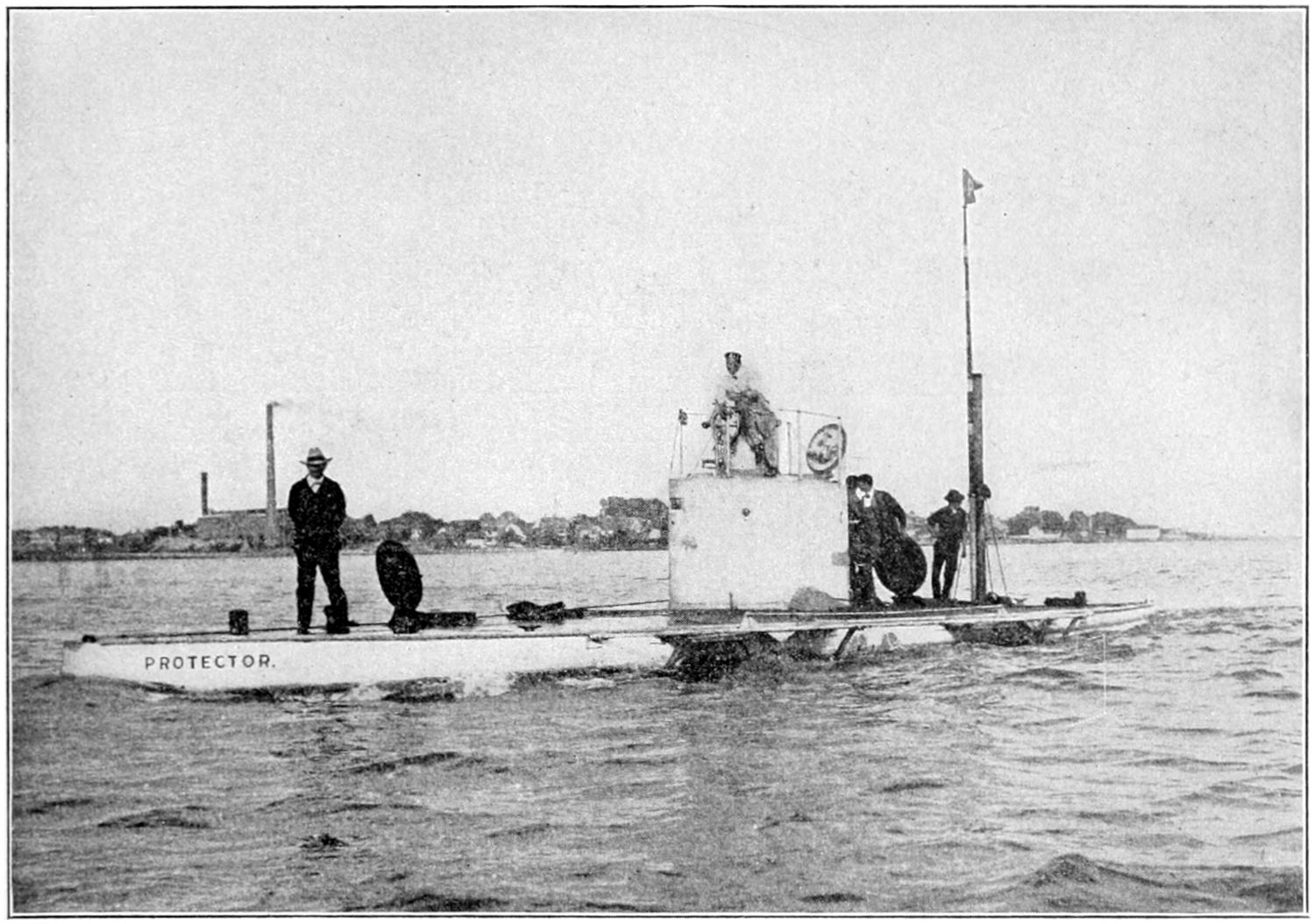
“PROTECTOR.” BUILT 1901-1902, BRIDGEPORT, CONN.
This was the pioneer Submarine Torpedo Boat of the level-keel type, and was built in Bridgeport in 1901-1902. It was shipped to St. Petersburg, Russia, during the Russian-Japanese war. From St. Petersburg it was shipped to Vladivostok, 6000 miles across Siberia, special cars being built for its transport.
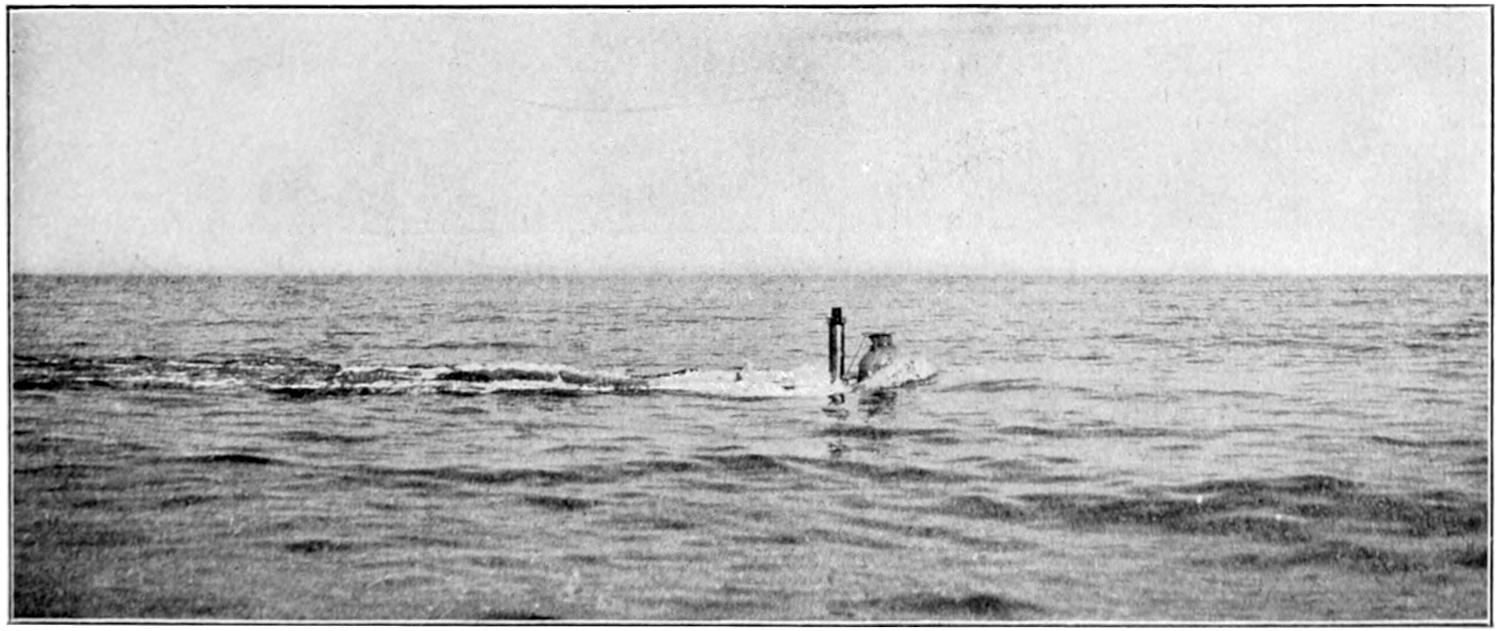
This picture illustrates the same vessel, also at full speed under engines, with the conning-tower entirely awash and with the sighting-hood and the Omniscope alone above water. Notwithstanding the limited areas exposed above the surface, still observation could be had well-nigh continuously either through the dead-lights in the sighting-hood or by means of the Omniscope.
In neither condition is it necessary to have recourse to electrical propulsion—the boats can still be safely and speedily driven as here shown under their engines.
[272]
THE INSIDE OF A SUBMARINE
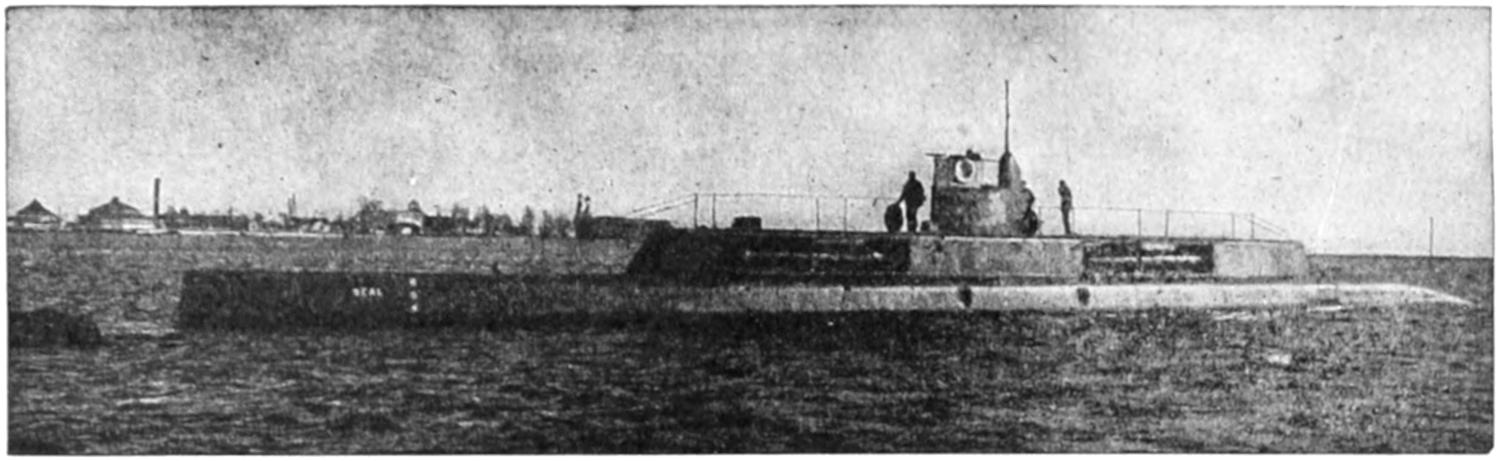
THE “G-1” RECENTLY DELIVERED TO THE UNITED STATES GOVERNMENT.
The largest, fastest submarine in the United States and the most powerfully armed submarine torpedo boat in the world.
In addition to the usual fixed torpedo tubes arranged in the bow of the vessel, which requires the vessel herself to be trained, the (seal) “G-1” carries four torpedo tubes on her deck which may be trained while the vessel is submerged, in the same manner as a deck gun on a surface vessel is trained, and thus fired to either broadside, which gives many technical advantages.
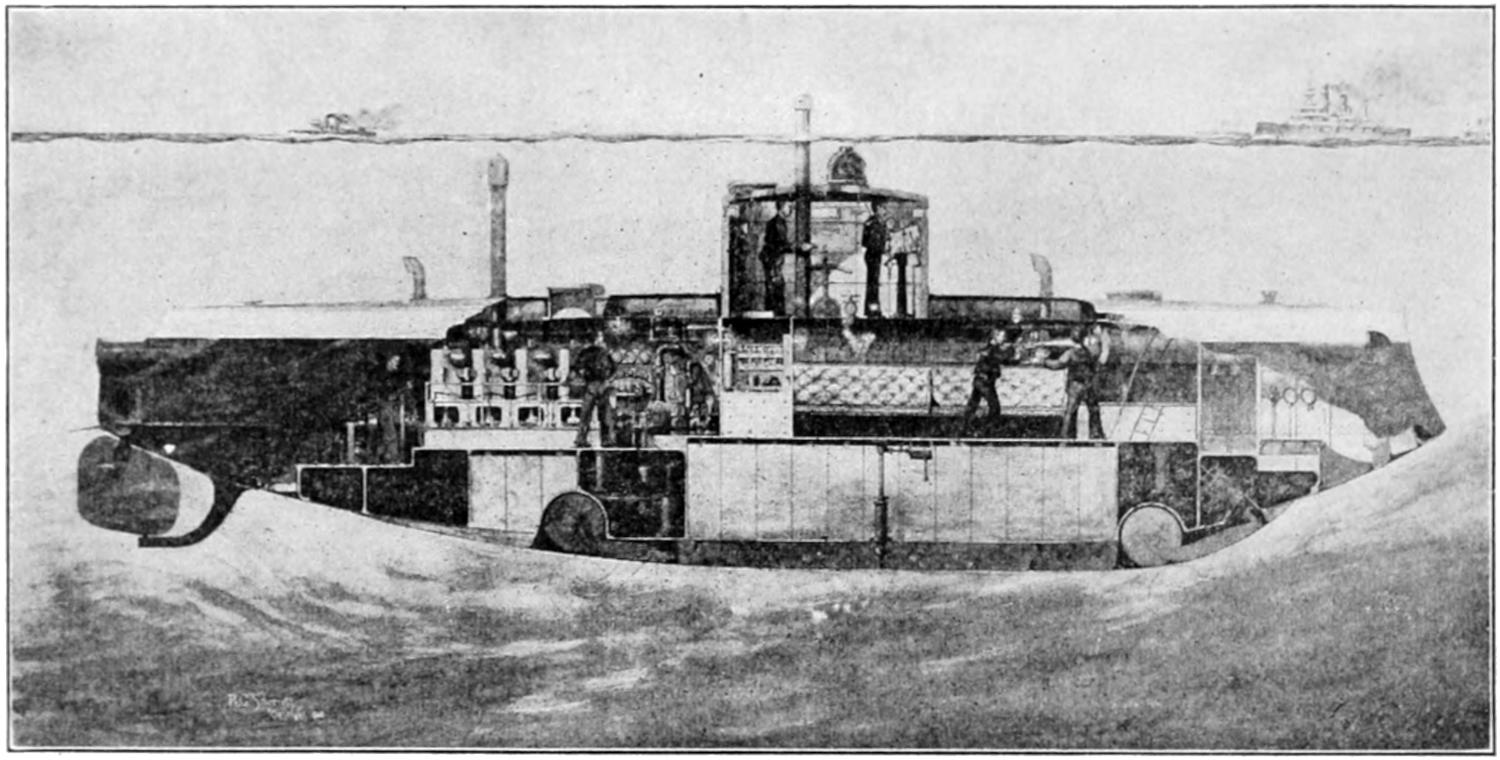
The above view gives a general idea of the interior of a submarine torpedo boat and the method of operation when running entirely submerged with periscope only above the surface.
The commanding officer is at the periscope in the conning tower directing the course of the submarine through the periscope, which is a tube arranged with lenses and prisms which gives a view of the horizon and everything above the surface of the water, the same as if the observer in the submarine was himself above water. The steersman is shown just forward of the commanding officer and steers the vessel by compass under the direction of the commanding officer, the same as when navigating above the surface. In the larger type boats the steersman also has a periscope which enables him to see what is going on above the surface. Below decks two of the crew are shown loading a torpedo into the torpedo tube; each torpedo is charged with gun-cotton and will run under its own power over a mile and will explode on striking the enemy. The crew live in the compartment aft of the torpedo room. Aft of this is the engine room, in which are located powerful internal combustion engines for running on the surface and electric motors for running submerged. The electric motors are driven by storage batteries located under the living quarters. Wheels are shown housed in the keel, which may be lowered for navigating on the bottom in shallow water. A diving compartment in the bow permits divers to leave the vessel when on the bottom, to search for and cut or repair cables or to plant mines.
[273]
A SUBMARINE SAILING CLOSE TO THE SURFACE
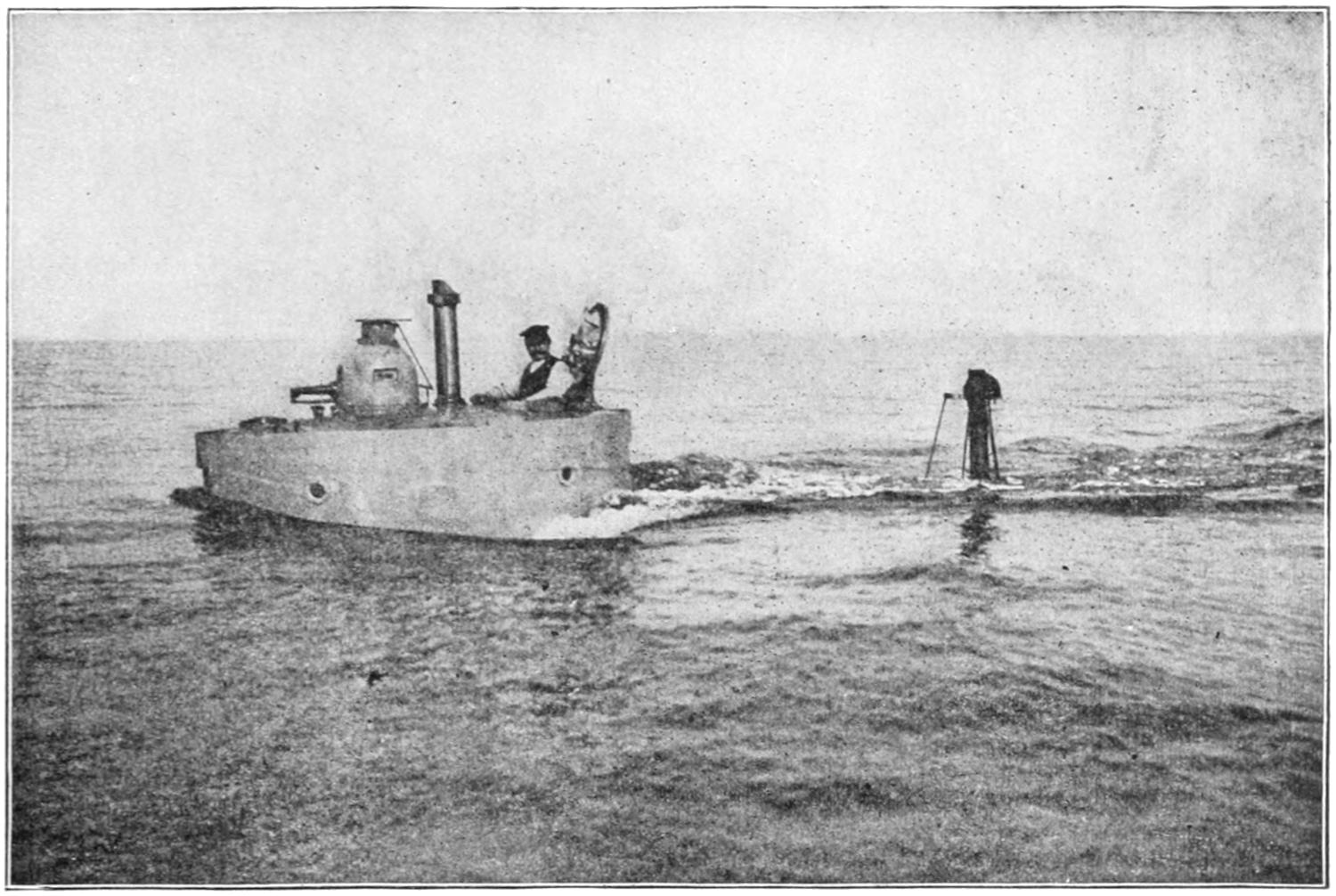
A submarine running partly submerged with the conning tower hatch open, showing the remarkable steadiness of this type of boat in a semi-submerged condition, a thing no other craft could safely accomplish.
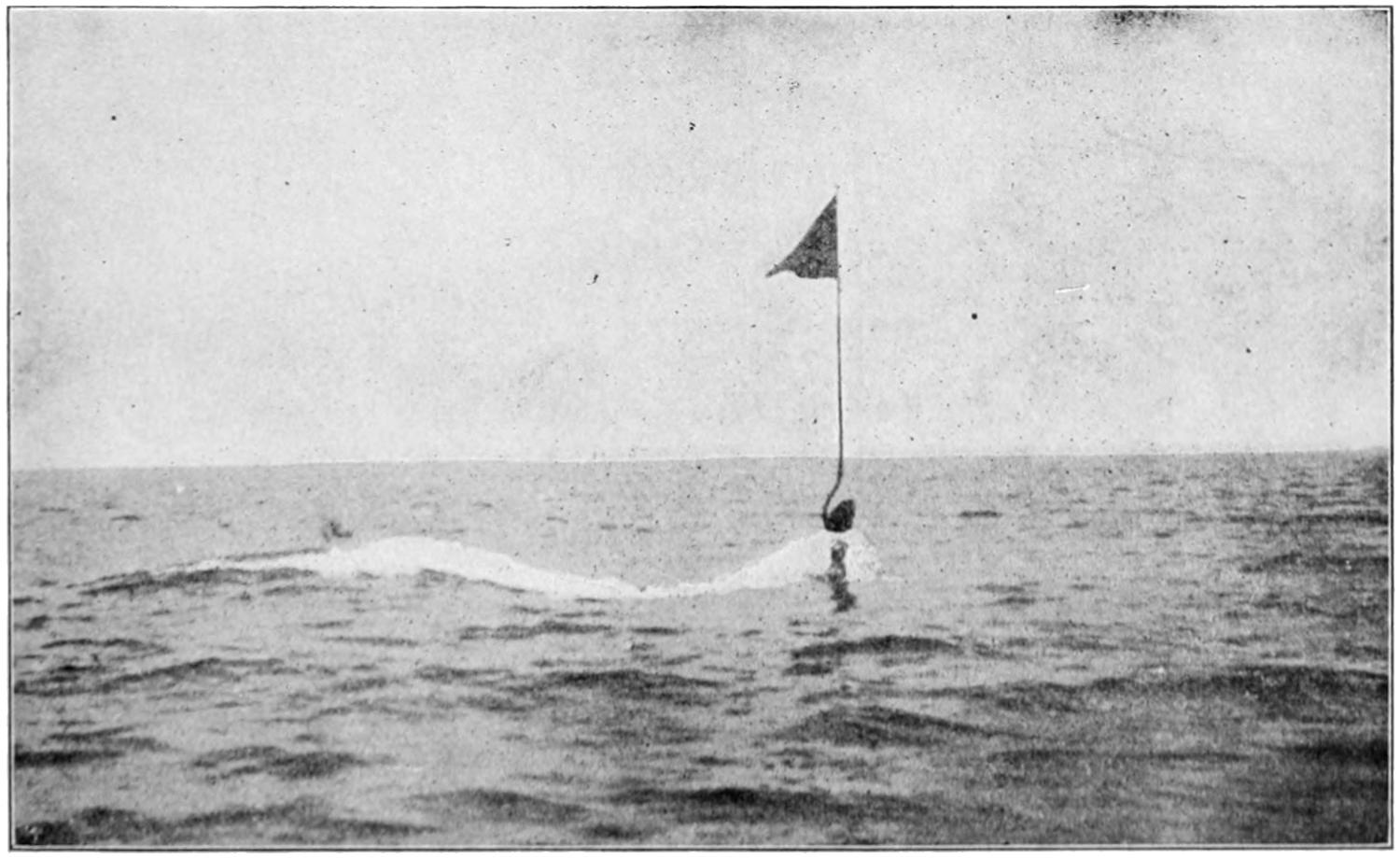
Another submarine running entirely submerged, periscope only showing. The flag is attached to top of periscope to show her position in maneuvers when periscope goes entirely under water.
[274]
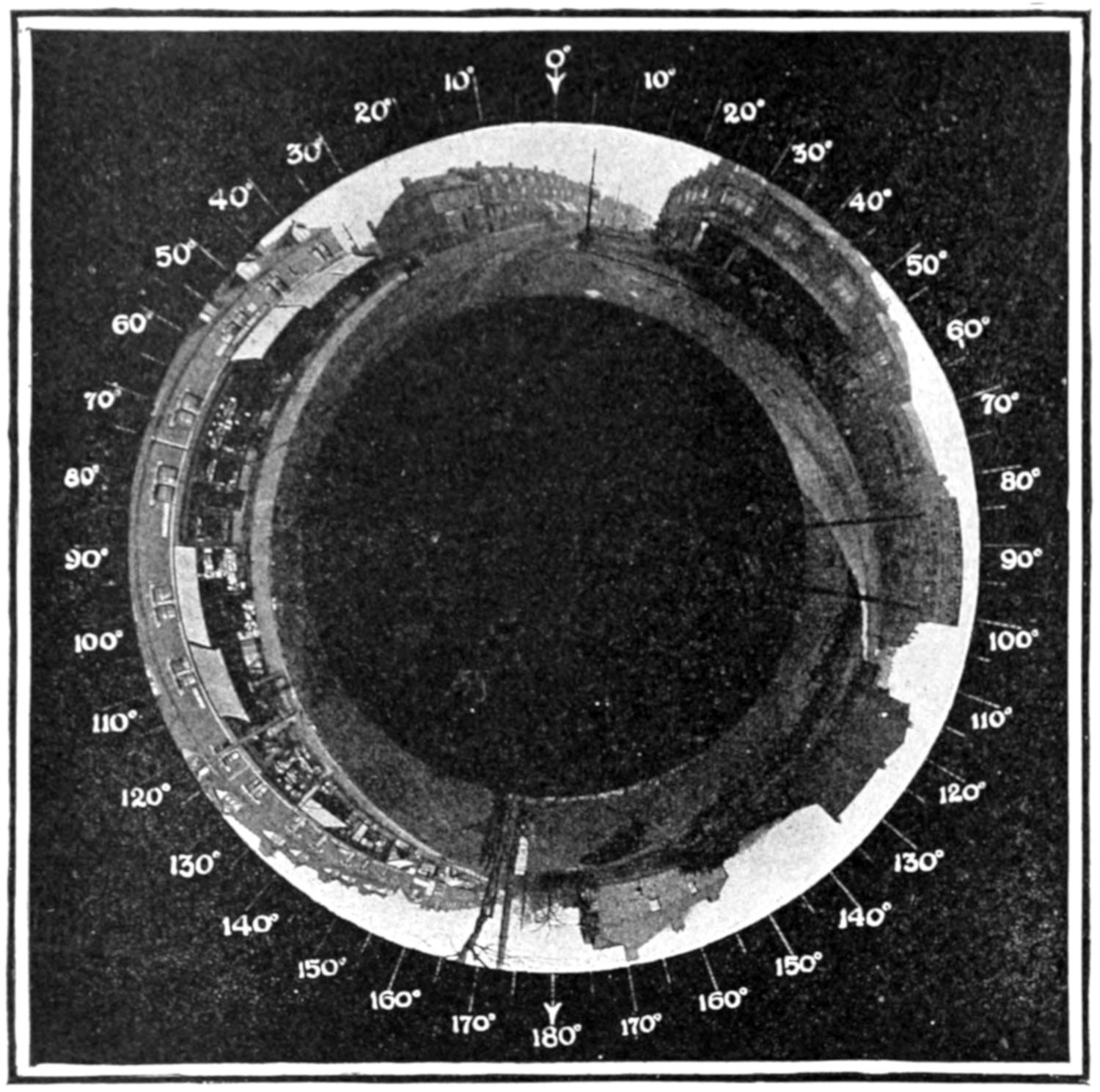
A PHOTOGRAPH TAKEN WITH THE PERISCOPE UNIVERSAL LENS.
Vision under water is limited to but a few yards at best, and hence a submarine boat, when submerged, would be as blind as a ship in a dense fog and would have to grope its way along guided only by chart and compass, were it not for a device known as a periscope, that reaches upward and projects out of the water, enabling the steersman to view his surroundings from the surface. Of course the height of the periscope limits the depth at which the craft may be safely sailed. Nor can the periscope tube be extended indefinitely, because the submarine must be capable of diving under a vessel when occasion demands. But when operating just under the surface, where it can see without being seen, the craft is in far greater danger of collision than vessels on the surface, because it must depend upon its own alertness and agility to keep out of the way of other boats. The latter can hardly be expected to notice the inconspicuous periscope tube projecting from the water in time to turn their great bulks out of the danger course.
The foregoing article describes the type of periscope now in common use on submarines and one of the engravings on this page clearly illustrates the principles of the instrument. A serious defect of this type of instrument is that the field of vision is too limited. The man at the wheel is able to see under normal conditions only that which lies immediately before the boat.[275] It is true that he can turn the periscope about so as to look in other directions, but this, of course, involves considerable inconvenience. On at least two occasions has a submarine boat been run down by a vessel coming up behind it.
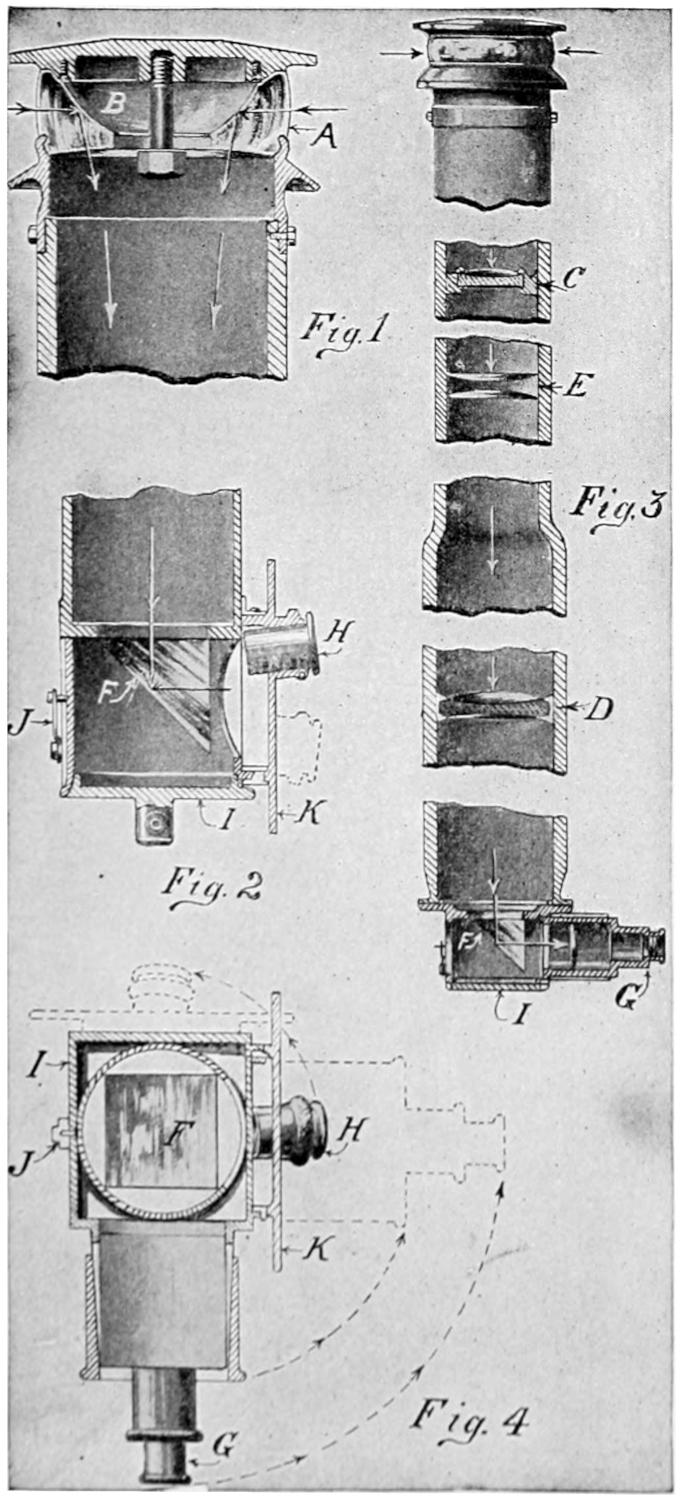
SEEING IN ALL
DIRECTIONS AT ONCE
As long as the submarine has but a single eye it would seem quite essential to make this eye all-seeing; and since the two lamentable accidents just referred to, an inventor in England has devised a periscope which provides a view in all directions at the same time. This has been attempted before, but it has been found very difficult to obtain an annular lens mirror which would project the image down the periscope tube without distortion. The accompanying illustrations show how this difficulty has now been overcome. While we will not attempt to enter into a mathematical explanation of the precise form of the mirror lens, it will suffice to state that it is an annular prism. The prism is a zonal section of a sphere with a conoidal central opening and a slightly concave base. All the surfaces, however, are generated by arcs of circles owing to the mechanical inconvenience of producing truly hyperboloidal surfaces. The lens mirror is shown in section at A in Fig. 1. The arrows indicate roughly the course of the rays into the lens and their reflection from the surface B, which is preferably silvered. The tube is provided with two objectives C and D (Fig. 3) between which a condenser E is interposed at the image plane of the lens C. At the bottom of the periscope tube the rays are reflected by means of a prism F into the eyepiece. Two eyepieces are employed. One of lower power, G, is a Kelner eyepiece, the purpose of which is to permit inspection of the whole image, while a high-powered eccentrically placed Huyghenian eyepiece, H, enables one to inspect portions of the image. The two eyepieces are mounted in a rectilinear chamber, I, which may be rotated about the prism at the end of the periscope, thus bringing one or other of the eyepieces into active position. The plan view, Fig. 4, shows in full lines the high-powered eyepiece in operative position, while the dotted lines indicate the parts moved about to bring the low-powered eyepiece into use. A small catch, J, shown in Fig. 2, serves to hold the chamber in either of these two positions. The high-powered eyepiece is mounted on a plate, K, which may be rotated to bring the eyepiece into position for inspecting any desired portions of the annular image. The parts are so arranged that when the eyepiece is in its uppermost position,[276] as indicated by full lines in Fig. 2, the observer can see that which is directly in front of the submarine, and when the eyepiece is in its low position, as indicated by dotted lines, he sees objects to the rear of the submarine. With the eyepiece at the right or at the left he sees objects at the right or left, respectively, of the submarine. The high-powered eyepiece is slightly inclined, so that the image may be viewed normally and to equal advantage in all parts. Mounted above a plain unsilvered portion of the mirror is a scale of degrees which appears just outside of the annular image. A scale is also engraved on the plate K with a fixed pointer on the chamber, making it possible to locate the position of any object and rotate the plate K so as to bring the eyepiece H on it. The scale also makes it possible to locate the object with respect to the boat.
HOW WE LOOK THROUGH A PERISCOPE

THE PERISCOPE TOP.
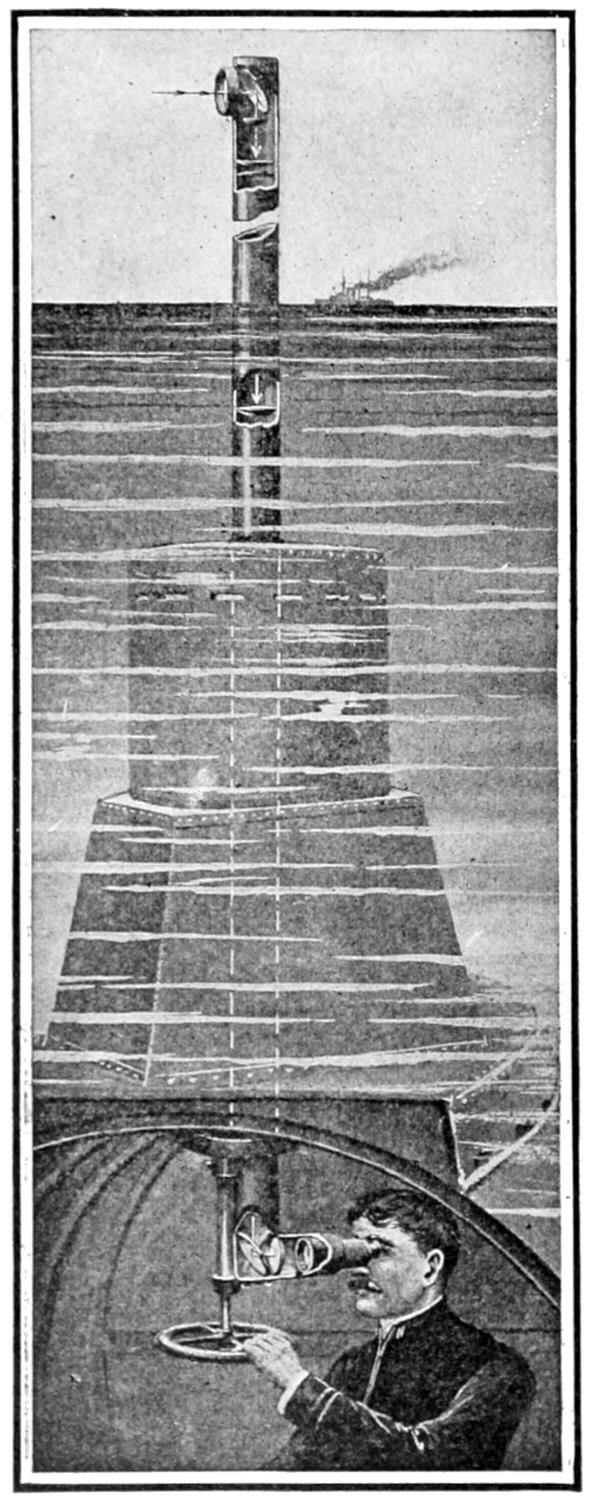
PERISCOPE IN GENERAL USE.
THE UNIVERSAL OBSERVATION LENS.
This improved periscope is applicable not only to submarine boats but for other purposes as well, such as photographic land surface work, in which the entire surroundings may be recorded in a single photograph. The accompanying photograph, taken through a periscope of this type, shows the advantages of this arrangement and gives an idea of its value to the submarine observer when using the low-powered eyepiece. Of course, by using the other eyepiece any particular part of the view may be enlarged and examined in detail.
[277]
INSIDE OF A MINE-PLANTING SUBMARINE
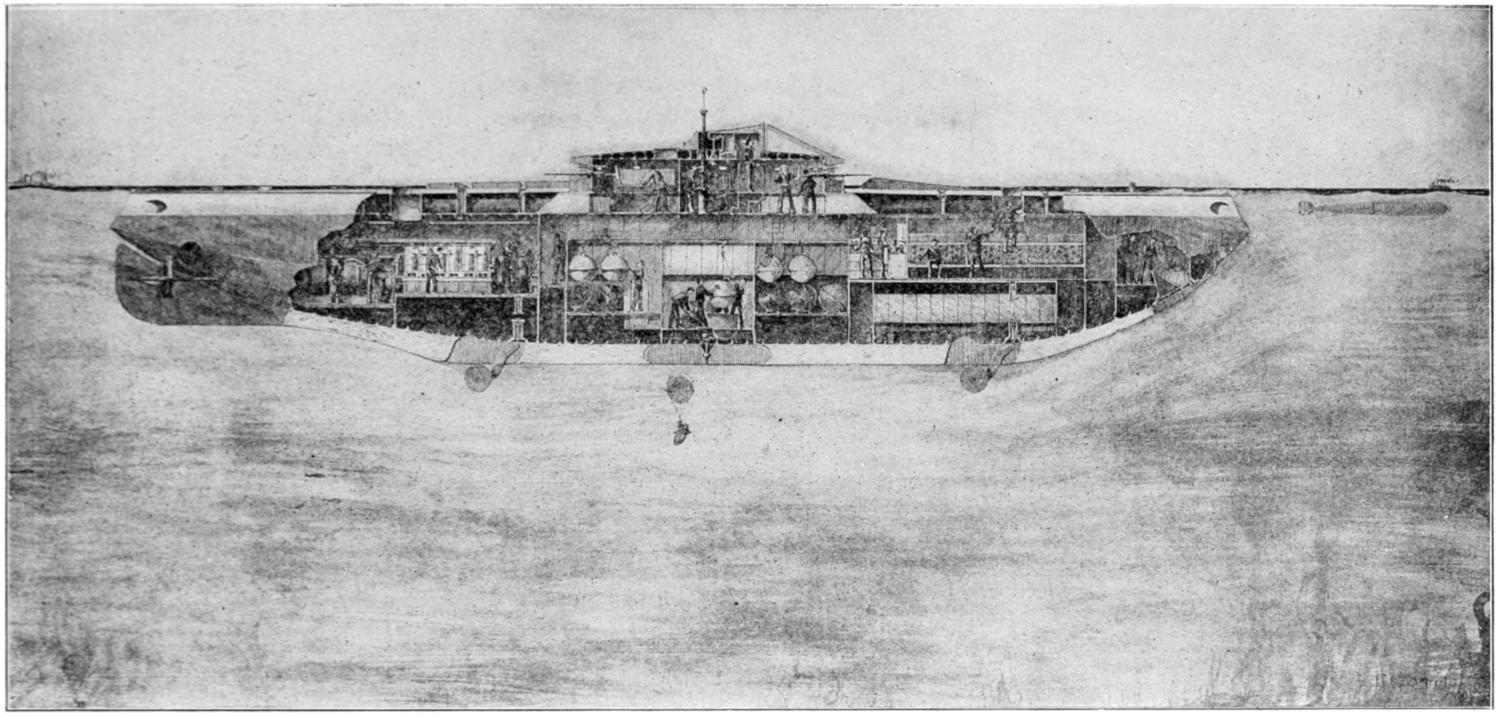
MINE-PLANTING SUBMERSIBLE.
A Lake type vessel designed for planting contact mines. In naval warfare it is sometimes of advantage to plant mines, either to defend harbors, or in some cases the mines are planted in the course of the approaching enemy. This is a vessel designed for that purpose. The enemy is seen approaching, and the mine-planting submarine runs in ahead of them in a submerged condition and drops a number of contact mines on their course; the enemy strikes the mine and is blown up. A number of vessels were blown up by contact mines of this type in the Russian-Japanese war.
[278]
The accidents which submarine vessels must guard against are as follows: collision, foundering, explosions and asphyxiation. The first danger is, however, no greater than those to which vessels that run entirely on the surface of the water are exposed. The eye of the submarine places the commander on a practical level with the commander of other vessels, so that if a collision occurs it is due to the same lack of watchfulness which causes collisions on the surface of the water.
The submarine boat is less liable to founder than an ordinary vessel, because she is built to withstand a greater pressure of water than other kinds of vessels. Of course, if a submarine springs a leak, she is in grave danger of sinking to the bottom, and there is less chance of the crew being rescued from a submarine, because no one but those on board know of the danger if the boat is under the water.
In submarine vessels explosions may occur either through a collection of gases from the batteries or by reason of leaks in the pipes or tanks of the fuel supply system, or through the bursting of the air flasks belonging to the boat, or the air reservoirs in the automobile torpedoes. The greatest danger is from explosive gases and have been the cause of all explosions in modern submarine craft, and the greatest danger in this connection is the liability of a leak in the gasolene pipes or tanks. This gas is a heavy gas and so goes to the bottom of the vessel, where it is not so easily detected as a gas which rises. There is no certain way of guarding against leaks of gasolene. A leak may occur at any time in a pipe or tank of gasolene through some cause or other no matter how carefully inspected, and the gas from this is so active that it will go through the tiniest hole imaginable—even through a hole which water will not penetrate. The crew of a submarine is always subject to this danger unless the tanks are built outside the hull of the ship.
There is a constant danger of asphyxiation to the men in the submarine. A very small leakage of gas or the exhaust from an internal combustion engine may make the air so impure that those aboard will be overcome. A great deal of care must be taken to keep the air pure and to warn the crew at the first sign of danger from this.
When submarines first came into practical use, it was found a good idea to take a number of little white mice down with the vessel to warn all if the air began to become impure. As soon as this occurred, the mice became distressed and squealed as loudly as they could, thus warning those aboard the ship of danger. The mice felt the impurity of the air quicker than the men, not because they had any special gift to discover when the air was bad, but because they breathe much more quickly than man—take shorter and many more breaths.
Now, however, a chemical device has been invented which is affected in such a way as to ring a loud bell, if the air in the vessel becomes impure to such an extent that there is any danger.
Breathing the same air over and over may fill the vessel with carbonic acid gas. There should be no great danger from this, however, as submarines are now built sufficiently large to provide enough actually pure air for each man aboard for forty-eight hours, and it is hardly conceivable that a submarine need be submerged more than half that length of time under any conditions.
Of course, then, too, there is the danger of accident due to carelessness or ignorance. In other words, it is just as difficult to make a fool-proof submarine as a fool-proof anything else. Wherever anything is constantly dependent upon the continuous careful attention of human beings, there is constant danger of accident, whether it be on board a submarine, a railroad train, steamship or in connection with anything else.
[279]
A SUBMARINE UNDER THE ICE
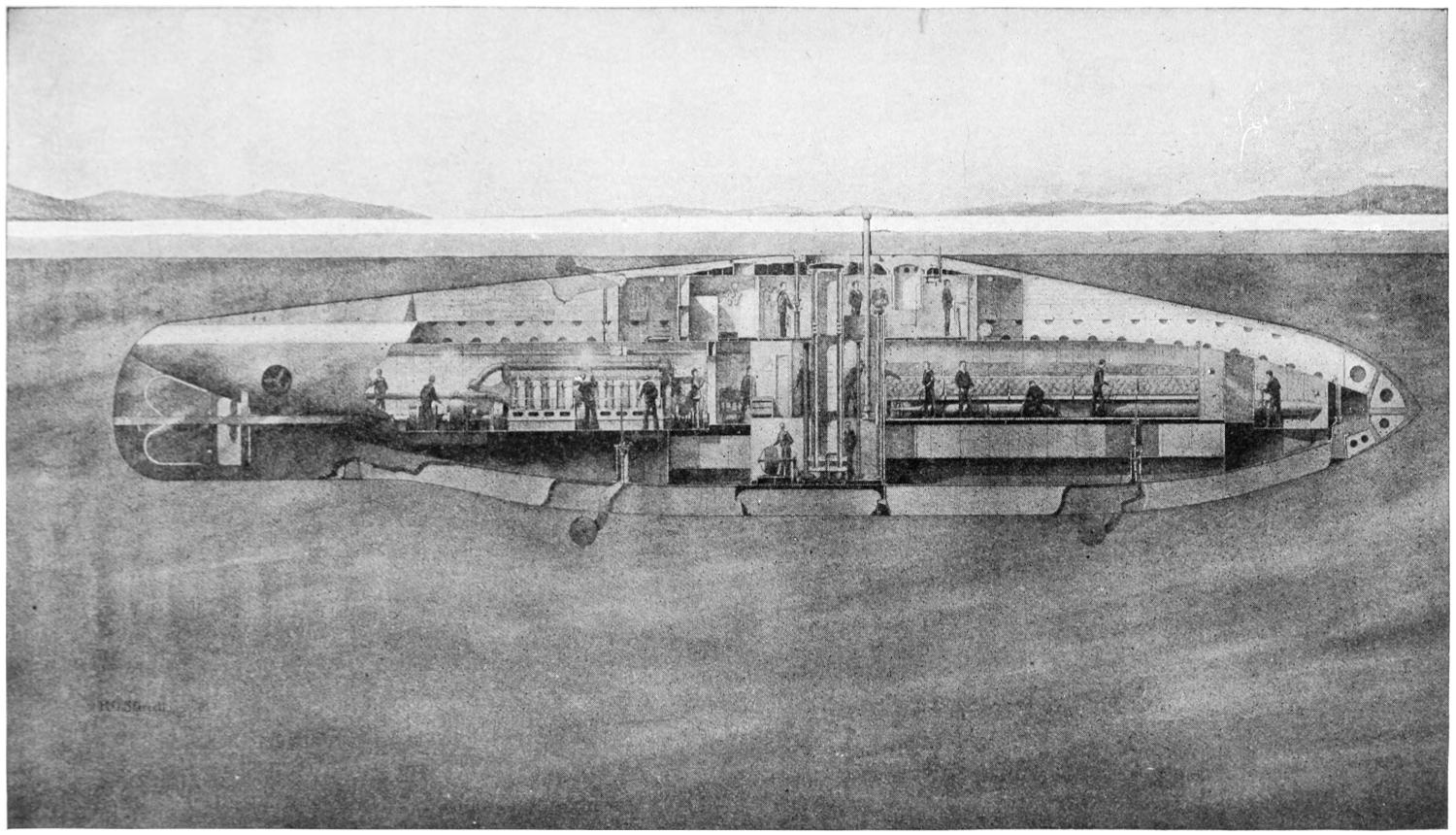
UNDER-ICE SUBMARINE TORPEDO BOAT.
Submarine designed to navigate submerged under the ice, in ice-bound countries. Vessels of this type could enter harbors and destroy the enemy’s shipping at will. A vessel of this type would also be of value in transporting mails, passengers and cargoes between ice-bound ports where navigation by surface vessels is closed for several months in the year.
[280]
It is only within the past twenty years that man has been able to successfully navigate under the surface of the water.
WHO MADE THE FIRST
SUBMARINE BOAT?
It has been a dream of inventors and engineers for the past three hundred years.
During the reign of King James I. a crude submarine vessel was built of wood, and was designed to be propelled by oars extending out through holes in the side of the vessel, the water being prevented from coming in through the openings by goat skins tied about the oars and nailed to the sides of the boat, which made a water-tight joint, but at the same time gave flexibility to the oars, so that by feathering them on the return stroke they could be manipulated to give head motion. Very little, if any, success could have attended this effort.
Nearly a hundred years later a man by the name of Day built a submarine and made a wager that he could descend to 100 yards and remain there 24 hours. He built a boat and submerged it in a place where there was a depth of 100 yards. He succeeded in remaining the 24 hours, and according to latest advices is still there, as he never returned to the surface.
There is very little information as to the construction of these early craft. The first really serious attempt at submarine navigation was made by a Connecticut man, a Dr. David Bushnell, who lived at Saybrook during the Revolutionary War. He built a small submarine vessel which he called the “American Turtle,” and with it he expected to destroy the British fleet, anchored off New York during its occupation by General Washington and the Continental Army.
Thatcher’s Military Journal gives a description of this vessel and describes an attempt to sink the British frigate “Eagle” of 64 guns by attaching a torpedo to the bottom of the ship by means of a screw manipulated from the interior of this submarine vessel.
A sergeant who operated the “Turtle” succeeded in getting under the British vessel, but the screw which was to hold the torpedo in place came in contact with an iron scrap, refused to enter, and the implement of destruction floated down stream, where its clockwork mechanism finally caused it to explode, throwing a column of water high in the air and creating consternation among the shipping in the harbor. Skippers were so badly frightened that they slipped their cables and went down to Sandy Hook. General Washington complimented Dr. Bushnell on having so nearly accomplished the destruction of the frigate.
If the performance of Bushnell’s “Turtle” was such as described, it seems strange that our new government did not immediately take up his ideas and make an appropriation for further experiments in the same line. When the attack was made on the “Eagle,” Dr. Bushnell’s brother, who was to have manned the craft, was sick, and a sergeant who undertook the task was not sufficiently acquainted with the operation to succeed in attaching the torpedo to the bottom of the frigate. Had he succeeded the “Eagle” would undoubtedly have been destroyed and the event would have added the name of another “hero” to history and might then have changed the entire art of naval warfare. Instead of Bushnell being encouraged in his plans, however, they were bitterly opposed by the naval authorities. His treatment was such as finally to compel him to leave the country, but he returned after some years of wandering, and under an assumed name, settled in Georgia, where he spent his remaining days practicing his profession.
Robert Fulton, the man whose genius made steam navigation a success, was the next to turn his attention to submarine boats, and submarine warfare by submerged mines. A large part of his life was devoted to the solution of this problem. He went to France with his project and interested Napoleon Bonaparte, who became his patron and who was the means of securing sufficient funds to build a boat which was[281] called the “Nautilus.” With this vessel Fulton made numerous descents, and it is reported that he covered 500 yards in a submerged run of seven minutes.
HOW SUBMARINES
WERE DEVELOPED
In the spring of 1801 he took the “Nautilus” to Brest, and experimented with her for some time. He and three companions descended in the harbor to a depth of 25 feet and remained one hour, but he found the hull would not stand the pressure of a greater depth. They were in total darkness during the whole time, but afterward he fitted his craft with a glass window 1¹⁄₂ inches in diameter, through which he could see to count the minutes on his watch. He also discovered during his trials that the mariner’s compass pointed equally as true under water as above it. His experiments led him to believe that he could build a submarine vessel with which he could swim under the surface and destroy any man-of-war afloat. When he came before the French Admiralty, however, he was met with blunt refusal, one bluff old French admiral saying: “Thank God, France still fights her battles on the surface, not beneath it,” a sentiment which apparently has changed since those days, as France now has a large fleet of submarines. After several years of unsuccessful efforts in France to get his plans adopted, Fulton finally went over to England and interested William Pitt, then chancellor, in his schemes. He built a boat there, and succeeded in attaching a torpedo beneath a condemned brig provided for the purpose, blowing her up in the presence of an immense throng. Pitt induced Fulton to sell his boat to the English government and not bring it to the attention of any other nation, thus recognizing the fact that if this type of vessel should be made entirely successful, England would lose her supremacy as the “Mistress of the Seas.”
Fulton consented to do so, but would not pledge himself regarding his own country, stating that if his country should become engaged in war, no pledge could be given that would prevent him from offering his services in any way which would be for its benefit.
The English Government paid him $75,000 for this concession. Fulton then returned to New York and built the “Clermont” and other steamboats, but did not entirely give up his ideas of submarine navigation, and at the time of his death was at work on plans for a much larger boat.
Fulton had a true conception of the result of submarine warfare, and in a letter he says: “Gunpowder has within the last three hundred years totally changed the art of war, and all my reflections have led me to believe that this application of it will, in a few years, put a stop to maritime wars, give that liberty on the seas which has been long and anxiously desired by every good man, and secure to Americans that liberty of commerce, tranquillity, and independence which will enable citizens to apply their mental and corporeal facilities to useful and humane pursuits, to the improvement of our country and the happiness of the whole people.”
After Fulton’s death spasmodic attempts were made by various inventors looking to the solving of the difficult problem, but no very serious efforts were put forth until the period of the Civil War, and then a number of submarine boats were built by the Confederates. These boats were commonly called “Davids,” and it was one of them that sank the United States steamship “Housatonic” in Charleston Harbor on the night of the 17th of February, 1864. This submarine vessel drowned four different crews, a total of thirty men, during her brief career. At the time she sank the “Housatonic” her attack was anticipated, and sharp lookout was kept at all times; but, notwithstanding their vigilance, she succeeded in getting sufficiently close to plant a torpedo on the end of a spar, and sink this fine, new ship of 1400 tons displacement.
It will be seen from the above description that these vessels, while able to go under water, were not controllable.
After the Civil War several other[282] inventors took up the problem of trying to design a submarine vessel that could be controlled as to maintenance of depth and direction under water.
In Europe, Gustave Zede, Goubet and Drzwiezki, and in this country Mr. Baker and Mr. John P. Holland, built experimental vessels.
In 1877 Mr. Holland built a small boat which was called the “Fenian Ram.” It is stated that this vessel was built with capital furnished by the “Clan-na-Gael,” with the idea of using it against the British fleet in an attempt to free Ireland.
While some slight success was met with by these inventors, it was not until about 1897 that any real progress was made.
THE FIRST SUCCESSFUL SUBMARINE
WITH HYDROPLANES
In 1893, Simon Lake, an American inventor, submitted plans to the United States Naval authorities at Washington for a submarine boat that would navigate between the surface and the bottom by the use of what he called “hydroplanes,” which were designed to cause the vessel to submerge on an even keel. Mr. Lake’s design of vessel was also provided with wheels to enable it to navigate on the water bed. It was also provided with a diving compartment to enable the crew to don diving suits and leave the vessel, in working on wrecks, cutting cables, planting mines, etc.
In 1904 and 1905 he built a small vessel to demonstrate his principles and succeeded in successfully navigating the vessel on the bottom of New York Bay. He then built a larger vessel of about 50 tons displacement for further experimental purposes. This vessel was called the “Argonaut,” and was built in Baltimore in 1906 and 1907. This boat was successful from the start and covered thousands of miles in the Chesapeake Bay and along the Atlantic Coast, New York Bay and Long Island Sound, and was the first successful submarine boat to navigate in the open sea and on the water bed of the ocean.
Mr. Holland had, in 1894, received a contract for a submarine vessel for the United States Navy, and her construction was started in 1895. This vessel was called the “Plunger.” This was the first official recognition given to a submarine boat in the United States.
The Government of France had also given an order for a submarine boat which was under construction at this period.
The “Plunger” was never submerged, her construction covering a period of several years, and she was finally abandoned. Mr. Holland had, however, in the meantime prepared the designs of another vessel which he called “The Holland.” This vessel was accepted by the United States Government in 1900, and a number of other vessels of this type were built. These vessels were known as submarines of the diving type. They were controlled by means of a horizontal and vertical rudder placed at the stern of the vessel and the boat was, by means of these rudders, inclined down by the bow, and driven under the water by the force of their screw propeller.
England also built a number of submarines of the diving type.
In 1901 Mr. Lake brought out a larger vessel of his type, which was controlled by hydroplanes, which vessel was sold to the Russian Government, was shipped across the Atlantic to Kronstadt, and from there by rail to Vladivostok, and was in commission off Vladivostok just before the close of the Russian-Japanese War.
Mr. Lake then received orders from the Russian and other Governments for a number of additional boats of the even keel type, to be controlled by hydroplanes.
Mr. Lake’s principles of control have been now generally adopted by all Governments, as providing the safest and most reliable means of control of the vessel when navigating under the surface.
The United States Government has recently adopted this type to be built in their Navy Yards, and most other builders have adopted the hydroplanes as the means of maintaining depth when running beneath the surface.
[283]
CLEARING A CHANNEL OF BUOYANT MINES
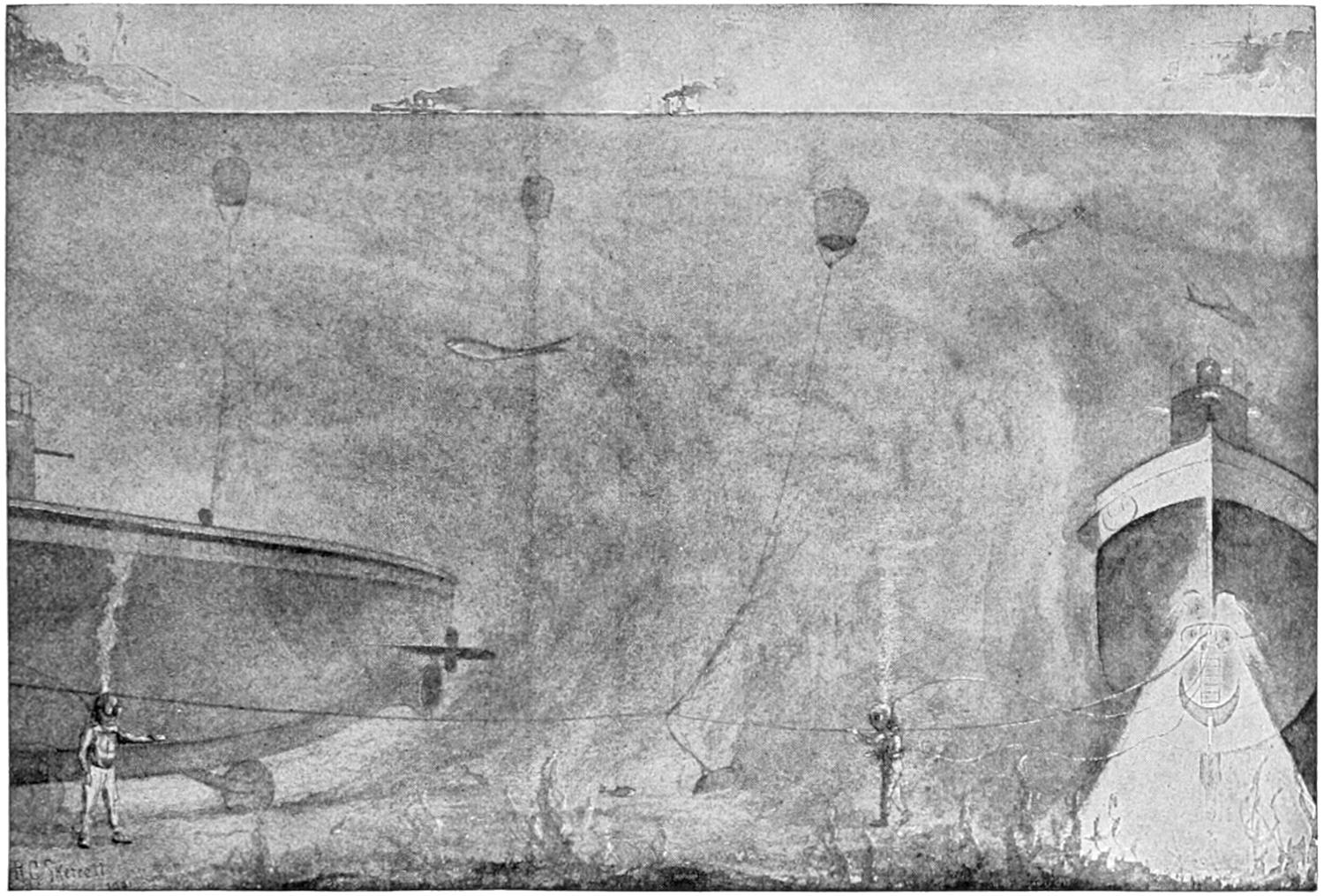
This is one of the services to which submarine boats of this type lend themselves with peculiar fitness. It is possible for them to carry on this work with deliberation and to success, under the very guns and searchlights of a vigilant foe, without the slightest danger of being detected.
This would be accomplished preferably by the co-operation of two boats. They would take opposite sides in the channel, with a connecting rope extending out through the diving compartment. It is obvious that as they move along the rope will sweep the whole mine-field and gather in the connecting cables. This would be indicated at once to the operators in the diving compartment by the load upon the sweeping line. A grapple may then be attached to the rope and sent out of one boat and hauled into the other, and thus drag the mine so near that a diver could go out and destroy its electrical connections or cut it adrift. Should the latter operation be the aim, the grapple may be so fashioned as to accomplish this without the diver leaving the compartment. This latter method is one strongly recommended by some of the most prominent military authorities on submarine defense.
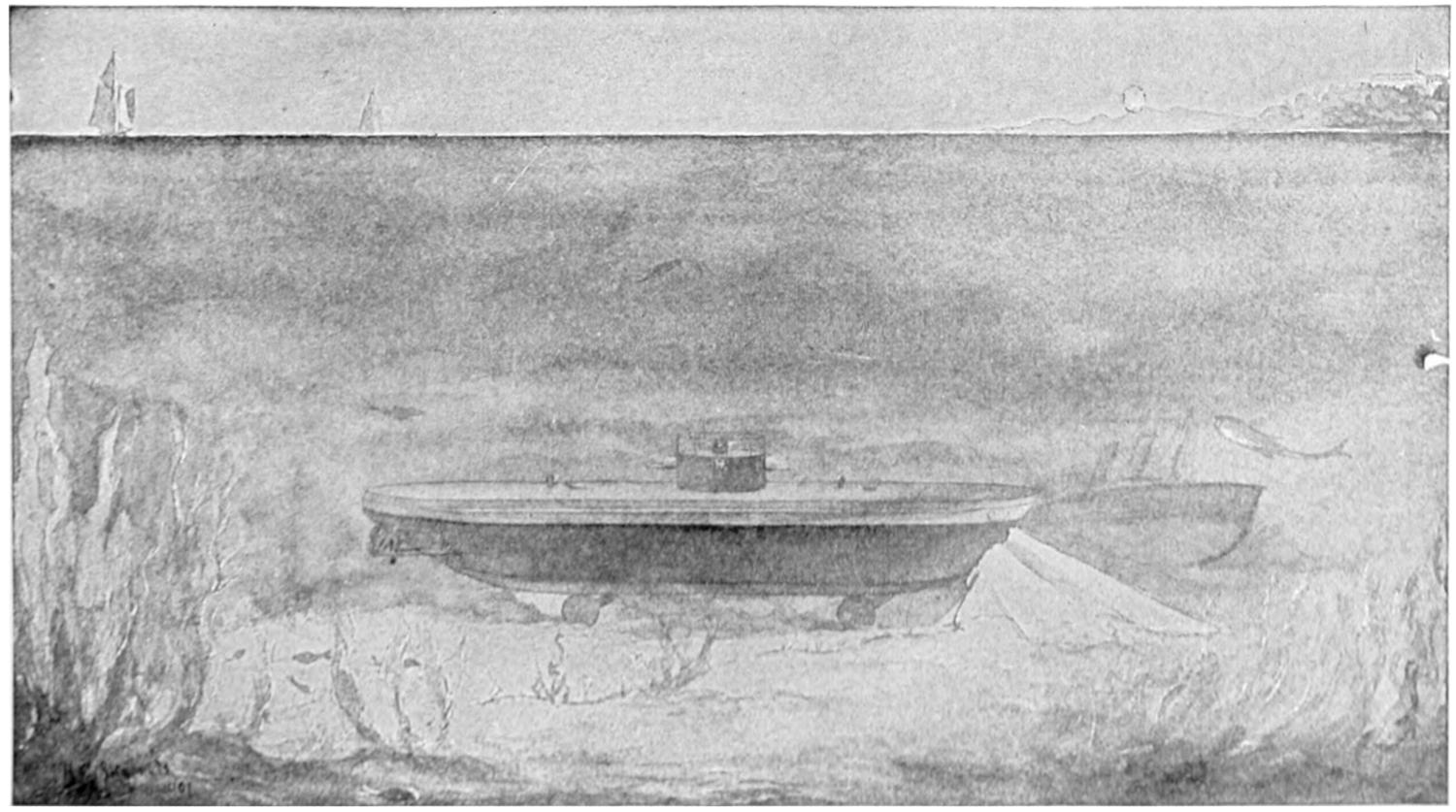
This picture indicates the manner in which the boats have traveled many miles over all kinds of bottom. In the present instance the boat is shown systematically searching the bottom with her diving door open and strong lights being used to facilitate a more perfect examination.
There is no trim or equilibrium to maintain. When the propelling machinery stops the boat comes to rest. A cyclometer attached to these wheels gives a fairly reliable reading of the distance traveled under normal circumstances. As the currents do not carry her out of her course, and as her gauges give an absolute record of changing depths, it is possible to so navigate upon the bottom with remarkable precision. In shallow waters this method has many advantages.
[284]
A MACHINE WHICH MAKES THE DIVER’S TASK EASY
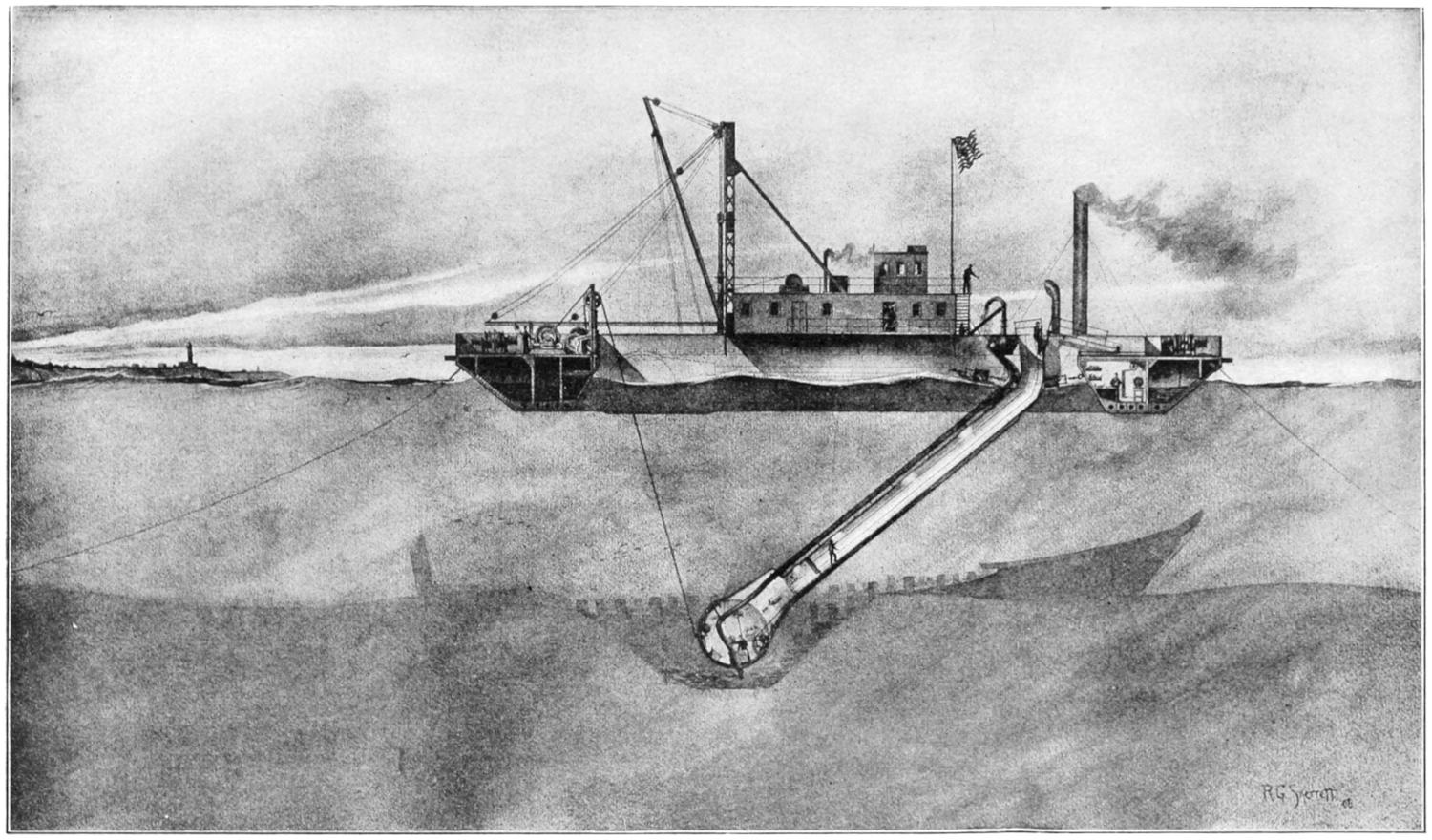
SHOWING TUBE HANDLING CARGO IN SUNKEN SHIP.
[285]
The operating tube is here shown within the body of a hulk and co-operating with the lifting derrick on the surface craft in the removal of the submerged cargo. A grab-dredge bucket of well-known construction is used, the jaws of which, when being lowered by one rope, open, and when strain is brought on the lifting rope, the jaws close. The working end of the tube is placed in the immediate neighborhood of the cargo to be lifted and, as the grab is being lowered from the boat above, the operator in the compartment controls the grab by means of the guide line shown attached to the small derrick boom, and leads it directly over the cargo to be lifted. The grab is then dropped and the signal sent to the vessel above to hoist. The moment the lifting line tautens the bucket grasps a load and fills itself with material in the manner common to this type of dredge. This method of directing intelligently and deliberately the dredge bucket may be applied as well to the removal of rock or any other obstruction or to any of those various services of kindred character familiar to submarine engineers. The great and prime advantage of the system is the fact that no divers are required, and the work is under the perfect control of an operator subject only to atmospheric pressure. In consequence, therefore, the only limit to the effective operating of this apparatus is the length of the tube, and, as has been said, this can be made long enough to reach depths denied to the diver simply by interposing additional sections.
LIFE ABOARD A SUBMARINE
LIVING QUARTERS ABOARD A SUBMARINE.
[286]
Until within comparatively recent years, the sponge was regarded as a plant; it is now known to belong to the animal kingdom, and to the order spongida of the class of rhizopoda. Sponge is an elastic, porous substance, formed of interlaced horny fibers, which produce by their numerous inosculations, a rude sort of network, with meshes or pores of unequal sizes, and usually of a square or angulated shape. Besides these pores there are some circular holes of large size scattered over the surface of most sponges, which lead into sinuous canals that permeate their interior in every direction. The oscula, canals, and pores, communicate freely together. The characteristic property of the sponge is the facility with which it absorbs a large quantity of any fluid, more especially of water, which is retained amid the meshes until forced out again by a sufficient degree of compression, when the sponge returns to its former bulk. From this peculiarity, combined with its pleasant softness, arises the value of the sponge for the purposes to which it is applied. In domestic economy and in surgical practice, there is no other product that can be satisfactorily substituted for it.
Sponge is an aquatic production, indigenous to almost every sea and shore. It is abundant and varied between the tropics, but becomes less so in temperate latitudes and continues to diminish in quantity, variety, and size, as it is traced into European and colder seas, until it almost disappears in the vicinity of the polar circles. Some sponges are known to be hermaphrodite, but that the individual at one period produces chiefly male elements, and later, chiefly female elements. Fertilization takes place in the body of the mother, and the egg here undergoes its early development. The embryo eventually bursts the maternal tissue and, passing into one of the canals, is caught by the current sweeping through the canal system and is discharged into the surrounding water through one of the large apertures on the surface of the sponge. In the Bahama Islands and along the coast of Florida, the breeding time of many sponges covers the period from mid-summer on through early Autumn.
There is propagation sometimes by ciliated gemmules, yellowish and oval, arising from the sarcode mass, and carried out by the currents. These are mostly formed in the spring, and after swimming freely about for a time, become fixed and grow. In its natural state, the sponge is a very different looking object from the article of commerce. The entire surface is covered with a thin, slimy skin, usually of a dark color, and perforated to correspond with the apertures of the canals. The sponge of commerce is in reality only the home or the skeleton of the sponge.
There are a few sponges that inhabit ponds and sluggish rivers; the others are marine. Of these, many of the calcareous and siliceous kinds inhabit the shores between tide-marks, preferring a site near the low ebb, where, nevertheless, they are daily alternately submerged, and left exposed to the atmosphere. The figured sponges with a fibrous texture, to whatever genus they belong, are denizens of deeper water, and are never left uncovered. They grow usually in groups, on rock shells, shellfish, corallines, and seaweeds, and either have no power of selection, or the quality of the site is indifferent to them.
In their growth, some sponges assume a determinate figure or at least one whose variations are confined within certain limits. The greater number are irregular and variable, their shape depending in a great measure upon the peculiarities of their state, to which they easily accommodate themselves. They will incrust a shell, or a crab, a rock, or seaweed, following every projection and sinuosity. The offshoots will spring up with a more luxuriant growth in the deeper sheltered places until the original shape of the foundation they grow upon is lost to sight.
[287]
Sponges are unmoving and inirritable. They never remain rooted to the places of the germination, and are incapable either of contracting or dilating themselves or even of moving any fiber or portion of their mass. The functions which distinguish them as living beings are few, and faintly imaged.
Although sponges lack the power of motion possessed by most animals, being nearly always attached, in one position or another, to some object, the study of their habits in captivity brings out many of their animal characteristics in a striking manner. Small specimens taken from the sea and placed in dishes of salt water may be kept alive for several hours if well cared for; and by using finely powdered coloring matter, such as carmine or indigo, the manner of their feeding may be readily observed. Sponges are more active in fresh sea water than in stale; they cannot be kept alive out of water and soon die if exposed to the air. Being unable to go in search of food, as a natural result, they can grow only in places where there is always an abundance of food suited to their wants. The great sponging grounds of the world are wholly confined within waters having a relatively high temperature during the entire year. The Old World sponges grow principally in the Mediterranean and the Red seas; the New World sponges are found about the Bahamas, southern and western Florida, and parts of the West Indies. The finest sponges come from the East, but one of the American species, the so-called “sheep’s wool,” stands high in favor.
The commercial sponges are separated into six species, three of which are European and three American. They are all referred to a single genus called spongia, and though having much in common as regards structure, their texture varies to such an extent as to make them of very unequal value for domestic purposes.
The Old World species may be arranged as follows, in order of their grade of excellence, beginning with the best quality: The Turkey cup sponge, Levant toilet sponge, the horse, honey comb, or bath sponge, and the Zimoca sponge. The American species include the sheep’s wool sponge, the yellow glove, violet, and grass, sponges. A very close relationship exists between the species of the two continents.
All known regions in which useful specimens abound contribute to the world’s supply. The trade is extensive. The demands upon the fisheries are great. In the Mediterranean, the fishing is carried on in some places at a depth of forty fathoms. Divers, naked, or in armor, go down to the bottom and tear off the sponges from their places of growth. In some places drag dredges are employed.
In the past quarter-century the sponge-fishery of the Florida coast has grown remarkably. Its headquarters is at Key West and several hundred sailing vessels are engaged in the industry. The fishing appliances consist of a small boat, a long hook, and a waterglass. The hook is in reality a three-pronged spear attached to a pole thirty-five feet long. In searching for sponge the fishers row about in the small boat. By holding the glass on the surface of the water the bottom is plainly seen and small objects are readily discerned. When a sponge is sighted the pole with the hook attached is shot down and the product deftly gathered. The boat-load is brought to the deck of the schooner, allowed to remain there a few hours, and then is carried down into the hold. On Friday nights, the fishing generally ends for the week, and the vessel sails for some spot on the neighboring coast where there are established crawls, or places for curing the catch. These crawls are about 8 x 10 feet square, their purpose being to hold the sponges while maceration and decomposition take place. The resulting refuse is carried off by the tide.
[288]
The fishermen go away for another catch and the sponges are left in the crawls until the end of the following week when a new cargo is brought in. The returning fishermen beat the decomposed sponges with clubs, removing the impurities. The water is squeezed out, then the sponges are allowed to dry on the ground.
After drying, the hold of the large vessel is loaded to the utmost with the product and the voyage to Key West is made. Buyers from New York look over the sponges, and make offers for entire cargoes. The fishermen dispose of their goods rapidly and sail away for more. The buyers store the sponges in some dry building, and cause them to be bleached by lime. A popular manner of bleaching is to wash the sponges thoroughly in water, and then to immerse them in diluted hydrochloric acid to dissolve any of the calcareous substance. Having again been washed they are placed in another bath of dilute hydrochloric acid to which six per cent. of hyposulphite of soda, dissolved in a little warm water, has been added. In this bath the sponges remain for twenty-four hours, or until the bleaching process is completed. After bleaching, the sponges are pressed until their bulk is greatly reduced; they are then baled, and shipped to New York, which is the distributing point for the entire Florida product.
Sponges are by far the most important fishery products of Florida, representing about one-third of the annual value of the fishing industry. In 1899, the yield was over 350,000 pounds of sponges of which the first value was nearly $400,000.
There is a lot of sugar in the dough from which bread is made. Sugar contains three things—carbon, hydrogen and oxygen. When sugar is fermented it amounts practically to burning it. To make good bread from the dough it is necessary to ferment the sugar which is in the ingredients from which it is made. Yeast, which is a simple living plant, has the power to ferment sugar. When sugar ferments, two things are produced. One thing is the formation of carbonic acid gas. A great deal of this carbonic acid gas is caught in the dough in the form of large or small bubbles and some of it escapes into the air. The other part tries to escape into the air also but cannot, and causes the dough to rise, which makes the bread light, as we say. The holes you see in the bread after it is baked are the little pockets where the carbonic acid gas was retained in the dough. These bubbles of gas all through the dough act like a lot of little balloons and lift the dough up with themselves as they try to get to the top and escape into the air.
Yeast is a living plant that is used for the purpose of causing fermentation. The yeast we use in baking bread is an artificial yeast—really a dough made of flour and a little common yeast and made into small cakes and dried. If kept free from moisture it retains the power of causing fermentation for some time. The flour and other matter in a cake of yeast are only used to keep the yeast in a form where it can be preserved. It is necessary to add water to start fermentation and that is why we add hot water when we stir in the yeast for a baking.
It seems to be a strange contradiction of the nature of living things that a moth should fly deliberately into a light or dash itself to death against the glass surrounding a strong light. This is contrary to the usual law of nature which gives the living thing an instinct to protect itself against enemies.
For a long time we thought that moths did not deliberately burn themselves up by flying right into a light, but our naturalists have proven that not only moths but certain birds, bees, flies and butterflies, burn themselves up by flying into the flame of a light or fire.
[289]
HOW MAN LEARNED TO MAKE A FIRE
SAWING
This was probably man’s first method of producing fire. By rubbing two sticks together in this way sufficient heat was produced to set fire to easily burnable material such as dried grass, etc.
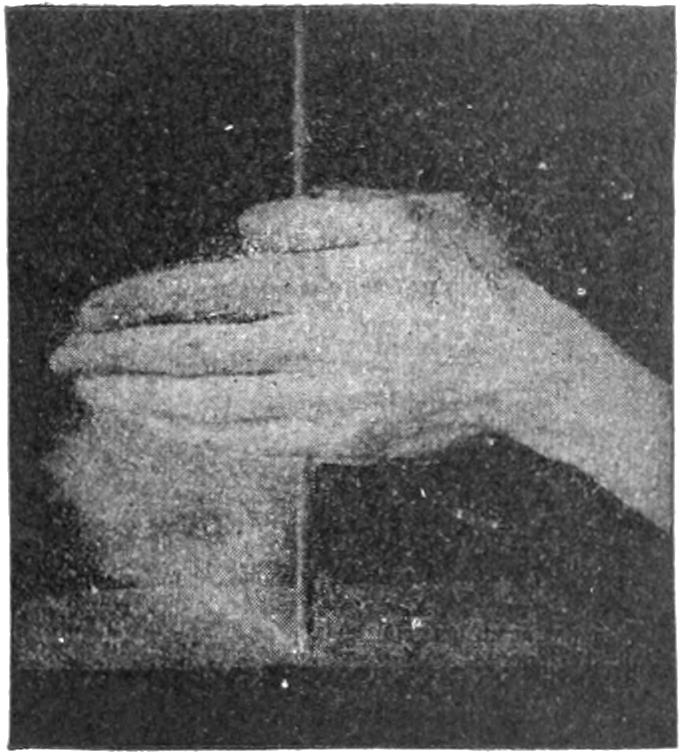
DRILLING
An improvement came when man learned that by twirling a dry stick in a hole in another piece of dry wood the fire could be started more quickly.
Fire was probably one of man’s first, if not the first, great discoveries, and has been one of his greatest servants as well as one of his greatest dangers. We do not know who discovered fire, or what nation first used it. It is, however, one of the signs that distinguishes man from the other animals. Not any of the lower animals was acquainted with the use of fire, while probably the earliest races of mankind seem to have been acquainted with it.
Mythology tells us wonderful stories of the origin of fire: according to these tales it was stolen from the sun, or the gods, and given to man; and Pandora, the first woman, was sent down to earth to punish man for his theft.
The most popular of these stories is the legend of Prometheus. According to this legend, fire, in the early days, was under the exclusive control of the gods. Prometheus, brother of Atlas, the god who supported the world on his shoulders, determined that the use of fire should be given to the people. He decided by some means to send a spark of fire to the earth, believing that one spark caught by man would start a burning flame that would never go out.
With this idea in mind, Prometheus visited Zeus, the great ruler, to carry out his purpose, for Zeus controlled fire. While Zeus was not looking, Prometheus “stole some brands of fire from the hearth, which he hid in the stalk of a fennel and sent it down to the earth.” Through this Prometheus gave to man his first knowledge of fire.
But while this story of fire may or may not be true, the use of fire rests entirely with man and his ingenuity. Through his ingenuity man was able to subject fire to his will; making it perform certain of his labors; and to a certain extent making it his servant; although it always did and always will get beyond his control at times.
Our ancestors were not satisfied with preserving the fire which the gods gave them; they tried and succeeded in producing it. One day one of them discovered that by rubbing two sticks together rapidly, the friction would create a fire. It was a most useful discovery. Before long the whole of mankind had learned this trick; others improved on this crude method until step by step men learned that by striking two pieces[290] of flint or other hard mineral together, quicker action was obtained.
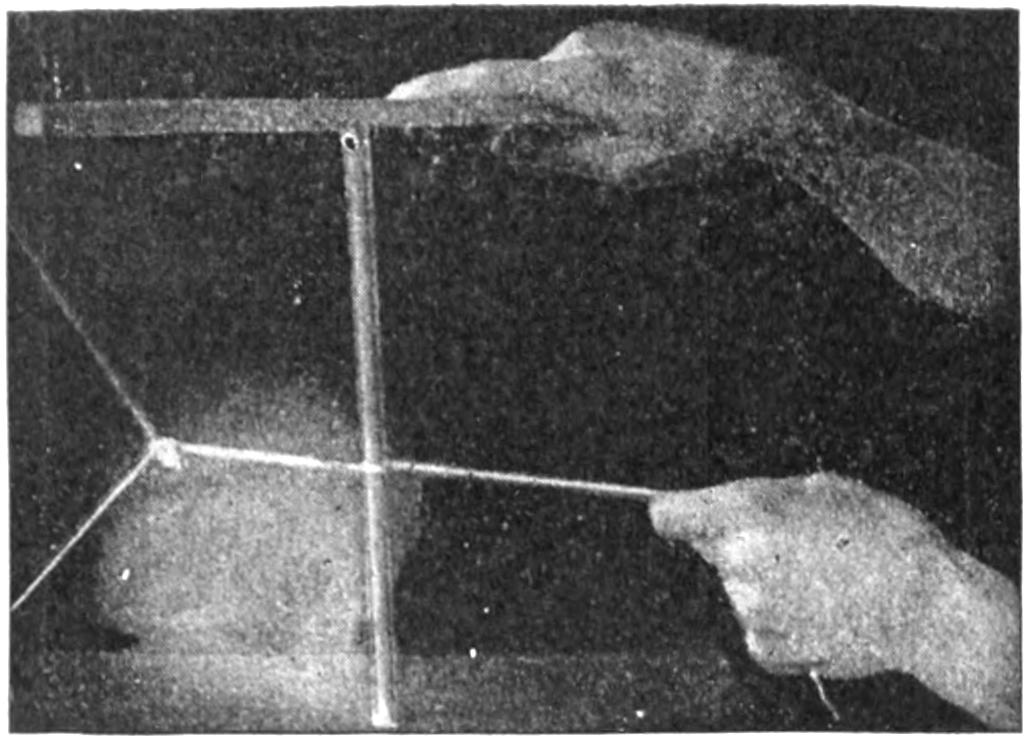
DRILLING WITH BOW STRING
Man’s ingenuity soon taught him that if he tied one end of a string to something and wrapped it around his drilling stick, one end of which was in a hole as in the first drilling picture, he could increase the rapidity of making fire.
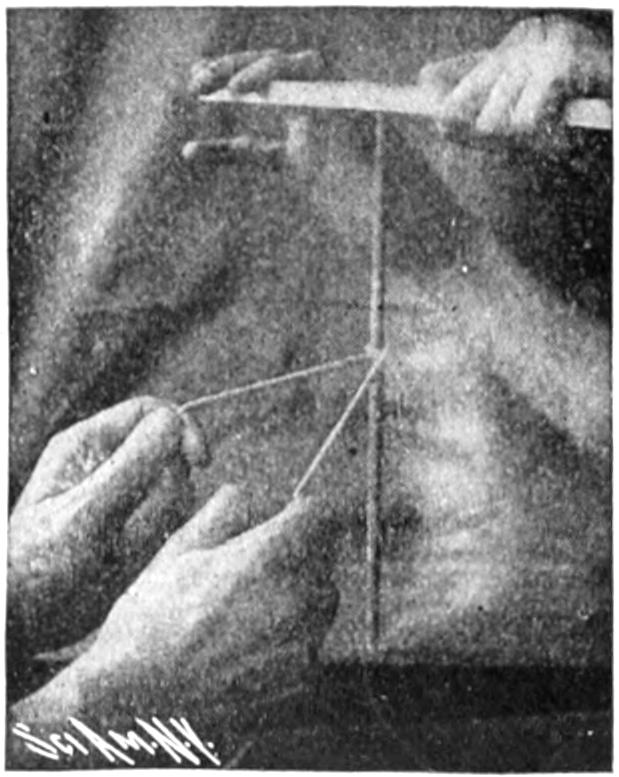
DRILLING WITH HELP
With some other to hold the drilling stick while he operated the string he was able to produce fire more quickly than he had ever done before.
All kinds of methods were devised to increase knowledge of producing fire. The early Greeks found out how to catch the rays of the sun on a burning-glass and produce fire; the Romans achieved the same results through the use of mirrors.

PLOWING
This is another method man used for rubbing two pieces of wood together. In following this plan he usually used one stick of bamboo and rubbed it back and forth in a slot he had made in another piece of bamboo.
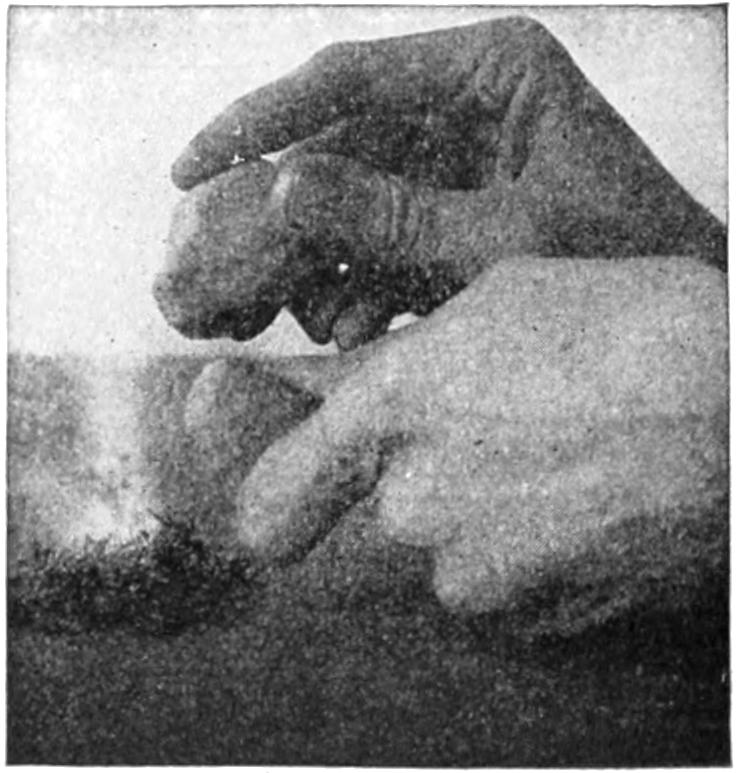
FLINT AND PYRITES
In some places it was discovered that if you struck a piece of hard stone, like flint, against another, a spark was produced which could be caught on a bunch of dry grass or moss and so start a fire.
In about A.D. 900, an Arab, named Bechel, discovered phosphorus, but it took almost 800 years more for Haukwitz to learn that when phosphorus was brought into friction with sulphur, fire would result. In another hundred years the world was benefited by the invention of the friction match—and since that time about one-half the people have been carrying matches about with them, able thus to start a fire easily any time.
FIRE A MARK OF
CIVILIZATION
Fire and man’s knowledge of it have had much to do with man’s progress in civilization. Before man had fire, his life and movements were much like those of other animals. When man had learned to make a fire he was free to move and live anywhere and, therefore, people began to cover more territory.
[291]
THE FLINT AND STEEL METHOD OF MAKING FIRE
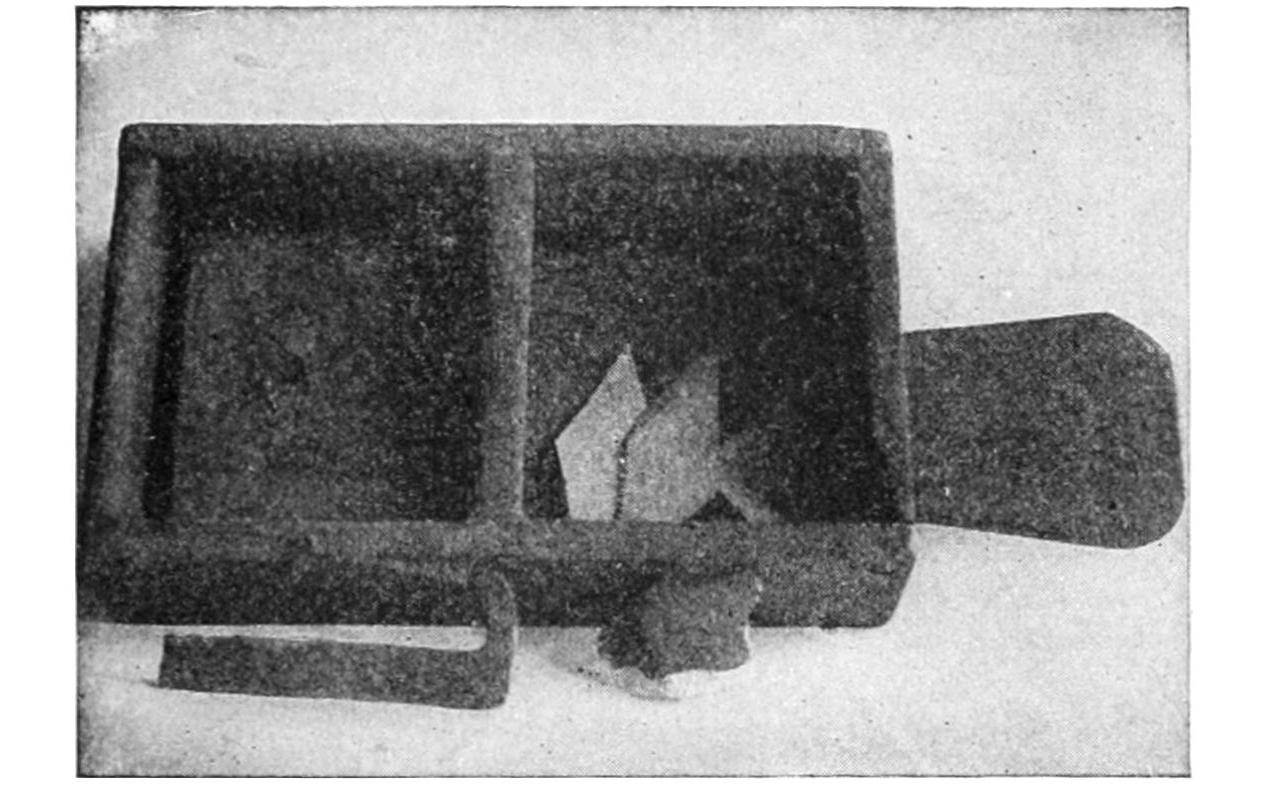
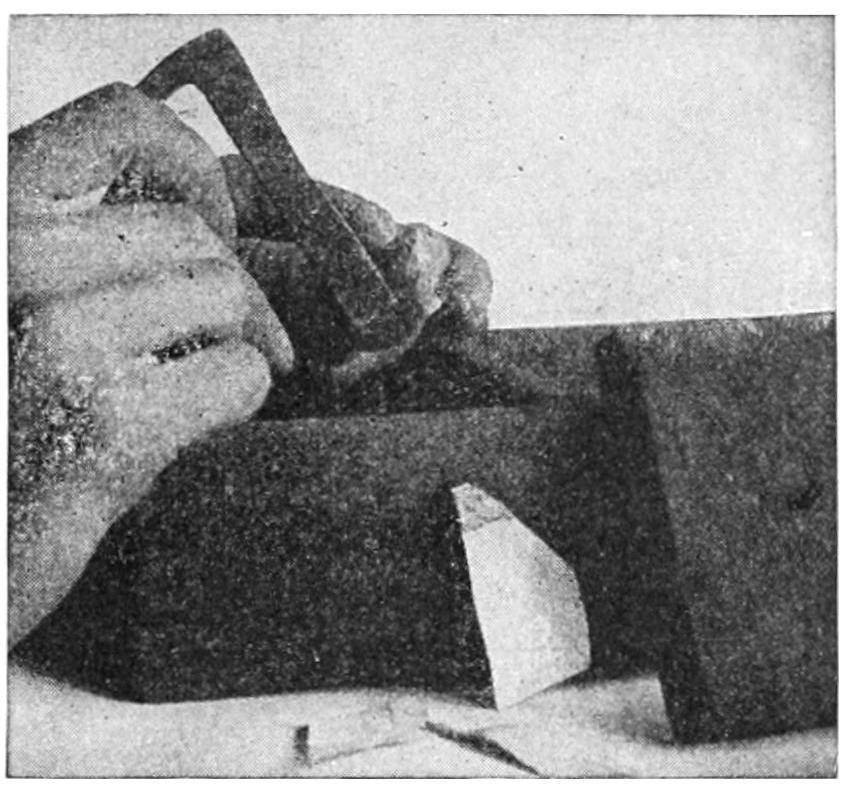
THE INTRODUCTION OF THE FLINT AND STEEL METHOD
Because fire was so important to him, man kept on trying to make this task easier. He finally contrived a tinder box when iron and steel became known. The tinder box is where he kept his flint and the piece of steel which he struck upon the flint. He also kept in the box pieces of cloth or paper on which he caught the sparks so produced.
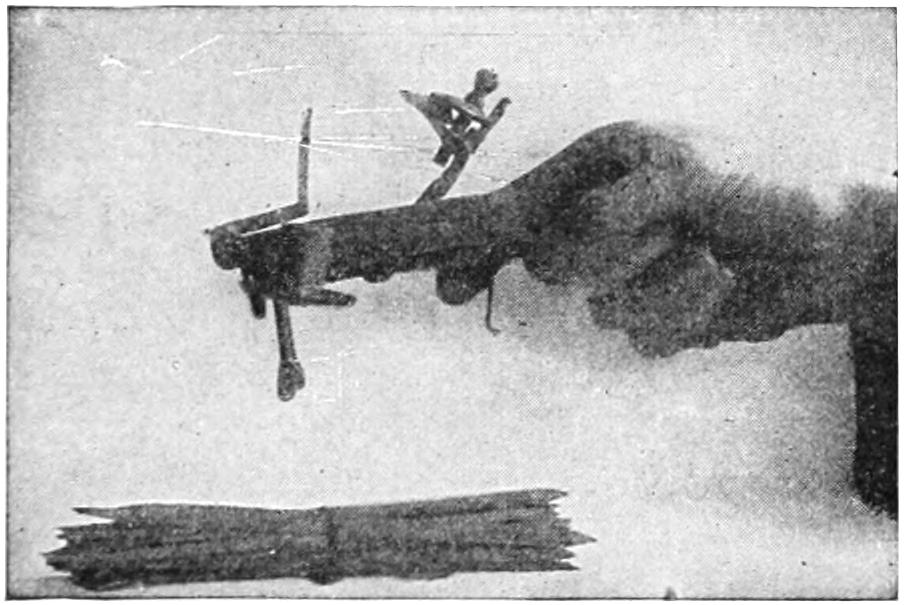
PISTOL TINDER BOX
This is a picture of a tinder box in the form of a pistol. It enabled man to produce sparks in greater numbers and more rapidly.
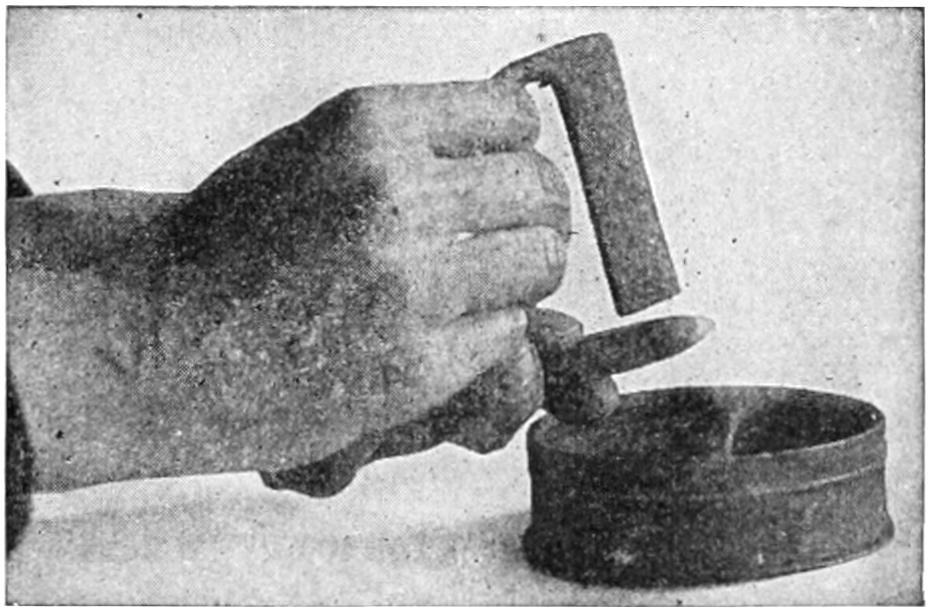
PRODUCING SPARK WITH FLINT AND STEEL
This shows the method for striking the piece of steel against the flint to make the sparks fall on the cloth or paper in the box.
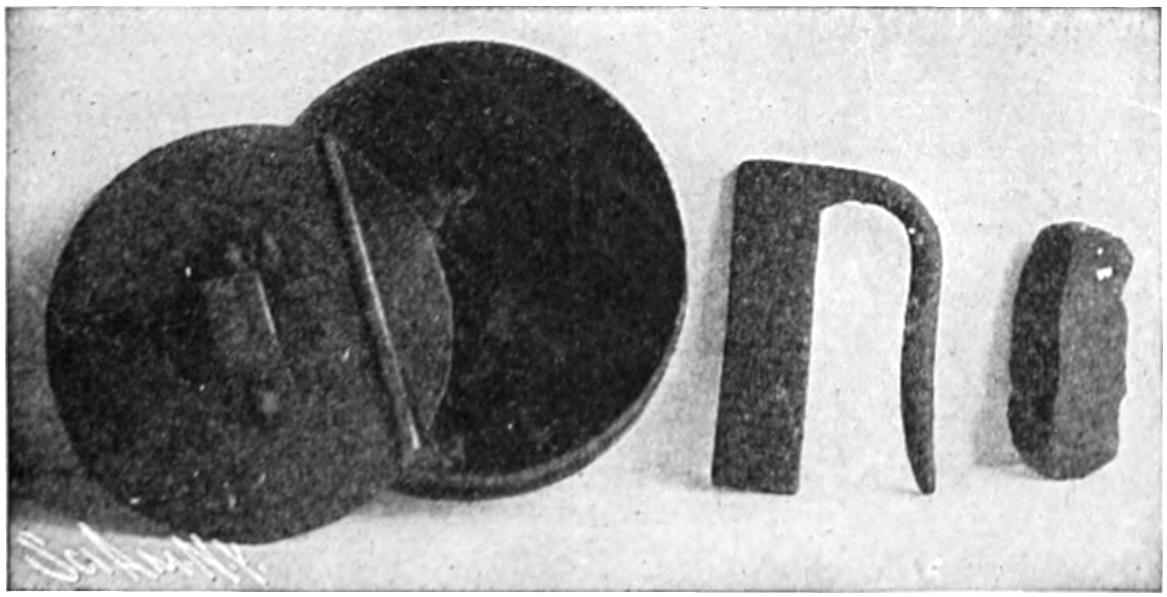
A COMPLETE TINDER BOX SET
This picture shows a very complete tinder box set used by the wealthy people in the old days. A man carried this outfit with him just as today he carries matches.
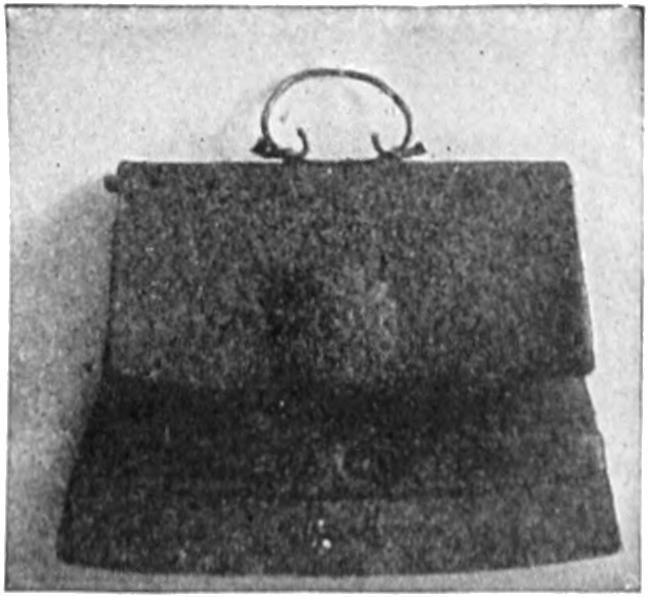
This tinder box set is very neat and compact. It is said still to be used among the Himalayan tribes where it was discovered.
[292]
THE FIRST MATCHES
THE OXYMURIATE MATCH
This match, the first, was introduced in 1505. It was a slip of wood tipped with a chemical mixture. To light it it was necessary to stick its head into a bottle containing acid.
PROMETHEAN MATCH
This was a paper cigarette dipped in a mixture of sugar and potash. Rolled within the paper was a tiny glass bulb filled with sulphuric acid. To light the match you pressed the bulb with pincers hard enough to break the bulb. This released the acid which set fire to the paper.
If one were to ask the man in the street what invention of the nineteenth century is his most constant and invaluable ally he might be mystified for the moment, but the undoubted answer would surely come in the single word “Matches.” These familiar objects, apart from their luxurious use by smokers, are the indispensable servants of mankind from the moment of rising in the morning till the household is wrapped in sleep, and it is to them we turn when disturbed in the hours of darkness.
FIRST LUCIFER MATCH
Invented by John Walker in 1827. It consisted of a stick of wood tipped with sulphur and then with a chlorate mixture. To ignite it the match was drawn rapidly through a folded piece of sandpaper.

MODERN SAFETY MATCH
The first practical match was made less than a century ago.
No doubt “familiarity breeds contempt,” and it is difficult to imagine how man would fare, bereft of his box of matches. It might help the world to realize how much it owes to the inventors of the Lucifer Match, were it possible to cut off the supply of these magic fire producers for only one brief day. It requires no very vivid imagination to picture the consternation and confusion that such a step would produce,[293] and there is a grim humor in wondering how the primitive methods of obtaining a light would serve the public convenience in these days of strenuous hustle.
Seeing that fire has been employed by man since prehistoric days, one would expect that easy means of obtaining it would have been devised in the early ages. We find, however, that until the beginning of the nineteenth century nothing in the nature of a match was available, and the crudest methods were still in use. We know from Virgil that in the reign of the Emperor Titus fire was obtained by rubbing decayed wood with a roll of sulphur between two stones, but it is not till Saxon times that we have evidence of the use of the tinder box with its flint and steel. That this latter was still regarded as something remarkable, as late as the fifteenth century, is proved by its representation in the collar of the Order of the Golden Fleece, which was founded in 1429. Burning glasses had, of course, been employed from the most primitive times, but one can imagine the despair of an early Briton who had to wait for a sunny day before he could boil his kettle.
Incredible as it may seem, it was not a time well within the memory of many people living to-day that matches in anything approaching the form now familiar were offered to the public. The way for their manufacture had been prepared by two discoveries; one by a German who isolated phosphorus in 1669; the other by a Frenchman who produced chlorate of potash in 1786. From this latter date the production of fire was much facilitated, and a few years before Queen Victoria came to the throne, John Walker—a chemist of Stockton-on-Tees—produced the first friction matches of which there is any certain record. These, called “Congreves,” were sold in boxes of fifty for 2/6, and their success soon led others to experiment in match manufacture, so that improvements were rapidly invented and factories sprang up in all parts of the country.
It would be a difficult task to compute accurately the value to the human race of the introduction to general use of this little article. At the present writing, in America the consumption of matches amounts to over a billion of matches a day.
To-day matches are in such demand that the ingenuity of man has devised a machine which makes complete matches without the help of the human hand.
At the very start of operations a man feeds blocks of wood into the jaws of the machine, and thenceforth the mechanical monster does its own work. Seizing the block from the man’s hand, the machine grips it between rollers and forces it against rows of keen-edged cutters, which are so arranged that there is little or no waste. Each of these cutters (and there are usually forty-eight in a machine) severs a piece of wood of exact size and shape. At the same moment a plate rises from beneath, which thrusts these little pieces of wood into a moving flexible cast-iron band, or rather into small holes in this band, from which the embryo matches project like bristles. This traveling band is about 700 feet in length, and follows a serpentine course in its journey, which occupies about an hour from start to finish, the speed being regulated according to temperature so that the matches may be quite dry when they reach the boxes.
When the band arrives at the finishing point, a steel bar punches out the matches stuck in its surface and they fall into the inside boxes placed ready to catch them. These boxes are kept continually shaking, to that no spaces are left and the matches fill them completely. As the inside boxes fill, a steel arm presses them forward into their covers, and they are passed along a trough in dozens, quickly wrapped in paper and sealed by a machine. Quick-fingered girls then wrap twelve of these dozen packages and we have the gross packages of boxes so familiar in the[294] stores. It will be seen, that in spite of the marvellous machines which do so much, there is still plenty of work for human hands.
The machines for making the wooden box which contain the matches are in themselves wonderful. First, a section of the trunk of an aspen tree, about 30 inches in length, is made to revolve in what is known as a peeling machine. After a few revolutions the rough outer surface is removed, and thin rolls of smooth-surfaced wood are peeled off or veneered. The machine at the same time scores the wood ready for folding by the boxmaking machine. Cut into skillets, i. e., into pieces of the size required for box covers or insides, the ends are next dipped in pink dye to cover the edge of the wood which is not covered by the label. The skillets then go to the box machines, which fold and label them, and after half an hour in a cleverly devised drying chamber they are ready for use. In one room alone sixty machines are labelling and folding the skillets to the number of several thousand gross a day. To see these machines take a strip of wood, push it forward to receive the pasted label, fold it, fasten the joint, wipe off the superfluous paste, and, finally, toss the finished “outside” into a receiving basket, is as fascinating an example of mechanical ingenuity as the industrial world can afford.
A non-poisonous “strike anywhere” safety match, made from selected, clear, strong cork pine is now made in this country, and is the first satisfactory non-poisonous match. It is also the first match to be endorsed by the country’s recognized leaders and authorities in fire prevention and the conservation of human life and property.
The Hughes-Esch Anti-White Phosphorus Match Bill, which became a law during the administration of President Taft, was drafted by the attorneys of the American Association of Labor Legislation, and is the most drastic that our National Constitution will permit. It would be unconstitutional to absolutely prohibit the manufacture of white phosphorus matches, but the Hughes-Esch bill obtains the same result, viz.: absolute prohibition by means of excessive taxation. No match manufacturer in these days of keen competition can afford to pay a tax of ten cents on each box of white phosphorus matches made, and place his factory under government surveillance, for this tax of ten cents is over three times as much as his present selling price to the wholesale trade.
As soon as man learned to make fire and light, he began to appreciate how much more comfortable he could be if he could keep his lights burning and to have his light independent of his fire, because it was at times very uncomfortable to sit by a fire on a hot night simply because he wished to use the light which it made. The first schemes devised for lighting purposes merely were the camp-fire torch and the rushlight. With these as a basis, man was enabled to fashion more convenient forms of lighting. He invented the candle and the lamp, and grown “enlightened,” boxed his light in iron and in other metals.
The candle is in appearance a primitive affair, yet there is little doubt that its predecessor was the lamp. Those old Egyptian tombs, which have unlocked many mysteries, held lamps, and through them evidence of ancient burial customs. Lamps played a part in the solemn feasts of the Egyptians, who on such occasions placed them before their houses, burning them throughout the night. Herodotus, in one of his numerous references to Xerxes, alludes to the hour of lamp-lighting, and evidences abound regarding the use of lamps among the ancient Greeks. Lamps, indeed, are pictured upon some of their oldest vases, indicating the symbolic significance which attached to them.
[295]
A French watch tower of the fifteenth century in time of siege. The tower is lighted by means of beacons and is protected by dogs. Ruins of such a tower can still be seen at Godesberger on the Rhine.
It is probable that the earliest lamps were nothing more than convenient vessels, filled with oil and fired by means of rushes. Among the Romans pine splinters, the torch and the flambeau, supplied light until the fifth century before Christ, and even when the Roman began to use the lamp, it was by no means common, finding a place only in the homes of the rich, or on special festival days.
The custom of burning funeral lights beside the dead before interment is a very old one. Gregory, interpreting its significance for the Christian, says that departed souls, having walked here as the children of light, now walk with God in the light of the living. The Roman, Pliny, refers to the use of the pith of brittle rushes in making funeral lights and watch-candles, which were probably the ancient prototype of the old rushlight of England. Again, in speaking of flax, Pliny states that the part of the reed that is nearest to the outer skin is called tow, and is good for nothing but to make lamp-matches or candlewicks.
When lamps had come into general favor, better attention was given to their form and construction. The first seem to have been made of baked clay, moulded by hand into elongated vessels to contain the oil, and provided at one end with a lip to admit the wick. These are the lamps which artists have pictured in the hands of the wise and foolish virgins, though in the opinion of some scholars they were merely rods of porcelain and iron, covered with cloth and steeped in oil. Another early type, which was less common, presents a simple disc with an aperture in the centre for the oil, and a hole for the wick, at one or both of the sides.
Under the Empire, when the light of the lamp had become general, the better ones were made of bronze, ornamented with heads, animals, and other decorations, attached to the handles, while as life in Rome partook more of luxury and extravagance, gold, silver, or Corinthian brass were the materials, the designs being more elaborate and complicated. Many and beautiful examples of these ancient lamps have been unearthed from the ruins of Herculaneum and Pompeii.
Dark must have been the lives of those people who, until comparatively recent times, lived, in the absence of sunlight, by the feeble, uncertain light of the primitive illuminants borne by these lamps. And as for street lighting—that was a luxury but seldom indulged in, and then, not for public benefit, but to enhance the glory of a potentate, or grace the obsequies of some great man. Even Rome, at the height of her luxury and beauty, rarely exhibited more than one or two lanterns in her streets. These were suspended[296] over the baths and places of public resort. Occasionally, however, the streets were illuminated during festivals and other public occasions, while the Forum was sometimes lighted for a midnight exhibition. With these glittering exceptions, and that memorable one when, to satisfy the homicidal impulses of a bad emperor, the bodies of Christians were made living torches, Rome was a city of darkness.
THE FIRST STREET LIGHT IN AMERICA
The first street light in America. Early in 1795 several large cressets were placed on the corners of Boston’s most frequented street. Pine-knots were placed in these fire baskets by the night watchman.
Historical records indicate the prevalent use of candles in the earliest days of Rome, but these candles were of the simplest sort—mere string or rope which had been smeared with pitch or wax. In the early Christian centuries it was the custom to dip rushes in pitch and coat them with wax, a method of candle-making that was long continued, for it was not until the fourteenth century that dipped tallow candles were introduced. In the Middle Ages wax candles provided the usual means of illumination, and these were made, not by common craftsmen, but by monks, or by the servants of the rich. Until the fifteenth century their use was confined to churches, monasteries and the houses of nobles, but the demand for them had become so great that the chandlers of London obtained an act of incorporation. As late as the eighteenth century the candles were made by dipping the wicks into melted wax or tallow, but about this time an ingenious Frenchman conceived the idea of casting them in metal moulds.

A part of the “Amende Honorable” of Jacques Coeur before Charles VII of France.

A pagan votive lamp of bronze, now in the museum at Naples.
It is only within a modern period that the state or city has assumed responsibility in the matter of public lighting, which for the most part had been left to the good will and public spirit of citizens. But in England a[297] proclamation was issued to the effect that every individual should place a candle in each of the lower windows of his house, and keep it burning from nightfall until midnight.
THE FIRST OIL LANTERN
The first “Réverbère”—oil lantern—with a metal reflector, used to light the streets of Paris. It was invented by Bourgeois de Châteaublanc in 1765, and used until the introduction of gas.
Paris was the first city to improve upon this method of street lighting, and in 1658 huge, vase-like contrivances, filled with resin and pitch, were set up in the principal thoroughfares. The improvement proving, as may readily be seen, both dangerous and expensive, the falct, so-called, were replaced by the lantern. This was at first simply a rude frame, covered with horn or leather, within which a candle burned. For more than one hundred years this was the extent of the illumination which the authorities could provide. But of course it was understood that no honest man would venture abroad without his torch or flambeau, and as London, Berlin, Vienna, and all leading cities of Europe, were in like case, the darkness of Paris could be borne.
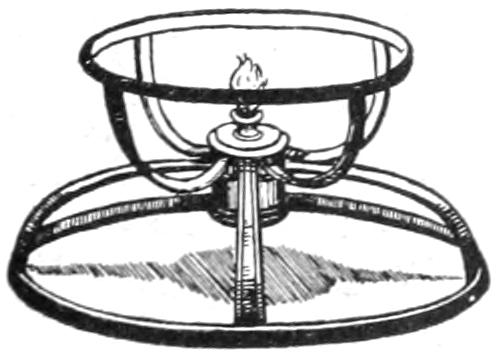
Argand got his first suggestion for his burner—invented in 1780—from this style of alcohol lamp, then in general use throughout France.
But progress had been made, and early in the eighteenth century the Corporation of London entered into contract with a certain individual to set up public lights, giving him permission to exact a sum of six shillings from every householder whose actual rent exceeded ten pounds. In the middle of the same century the Lord Mayor and Common Council applied to Parliament for power to light the streets of London better. From the granting of this permission dates improvement in public lighting.
A Belgium chemist, Van Helmont, coined the word “gas” in the first half of the seventeenth century. The Dutch word “geest,” signifying “ghost,” suggested the term to him, and his superstitious neighbors hounded him into obscurity for talking of ghosts.
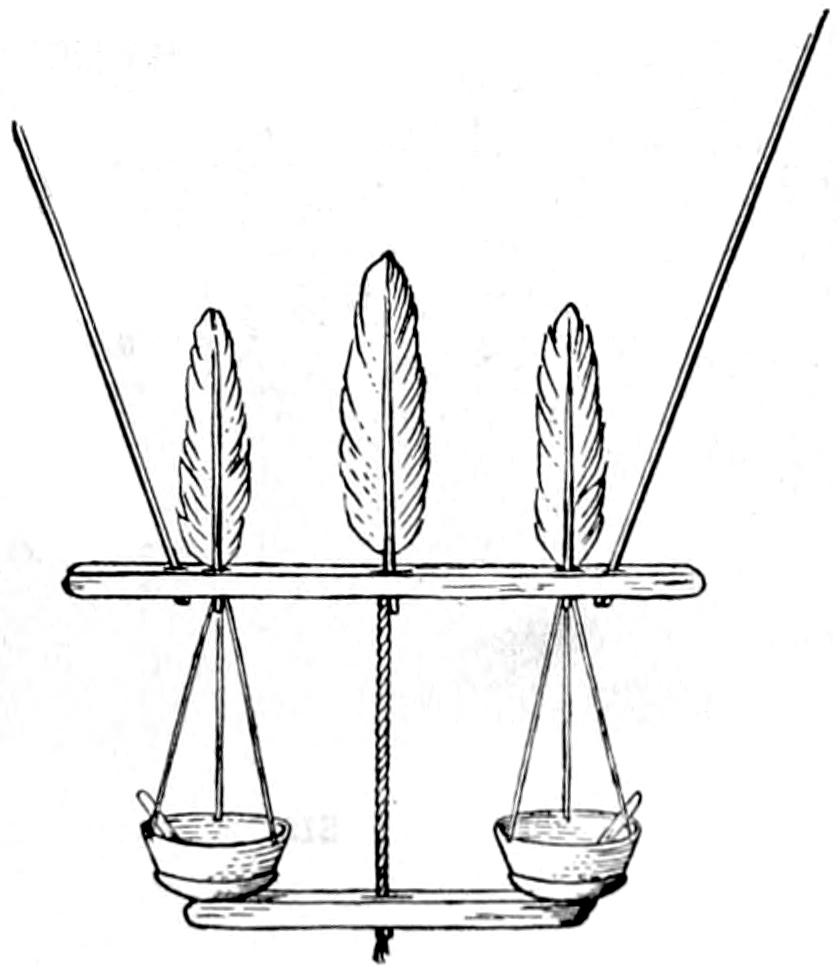
Hanging lamp from Nushagak in Southern Alaska. It is suspended from the framework of the tent by cords. Oils and fats from northern animals give a clear and steady light, and Eskimo lamps are frequently praised by travelers.
[298]
WHAT THE BIG TANK NEAR THE GASWORKS IS FOR
SIX MILLION CUBIC FOOT GAS HOLDER.
Almost every boy and girl has seen the big tank near the gas works, and most of them have wondered what was in it and what it is for. This big tank is a “holder” in which the gas is stored after it is manufactured.
The giant holders are reservoirs from which gas is constantly being taken and the quantity on storage constantly replenished, as the ordinary gas plant never ceases manufacturing its product.
There is little or no danger of an interruption of the supply by reason of accident, as gas plants are always equipped with duplicate apparatus for emergencies.
[299]
The first practical demonstration of the value of gas made from coal for lighting was made by a Scotchman—Robert Murdock—who in 1797, after some years of experimenting, fitted up an apparatus in the workshop of Boulton and Watt, in Birmingham, England, which successfully lighted a portion of that establishment. The advantages of this kind of lighting were so apparent that its use was rapidly extended, although in many instances the people were afraid of it. For a time this kind of lighting was confined to street lights. One of the first great structures to be lighted by gas was Westminster Bridge in London, and great crowds gathered to watch the burning jets nightly. It was difficult to remove from the minds of the people the belief that the gas-pipes were filled with fire and the jets were only openings through which the flame in the pipes escaped. People sometimes touched the pipes expecting to find them hot, and when the pipes were put in buildings they made sure that they were placed several feet from the walls lest the fire in them set fire to the buildings.
The use of illuminating gas for lighting private houses developed quite slowly because of this fear of the fire in the gas-pipes. This was not entirely unwarranted, however, because at first the plumbers did not know, as they do now, how to prevent leakage of gas from the pipes. The methods of joining the pipes were oftentimes imperfect and, not realizing the dangers which would follow leaks, causing explosions, the workmen were often careless in installing the pipes.
The first American house in which gas was used for lighting was the home of David Mellville at Newport, R. I. Baltimore, Maryland, was the first American city to use gas for lighting. It was introduced there in 1817.
If you hold a cool drinking glass over a burning gas jet for a moment, a film of moisture will form on the inside of the glass and remain until the tumbler becomes warm, and then disappear. Now, then, you will remember that water is a mixture of oxygen and hydrogen, and that when hydrogen is burned in the air, water is formed. It is also true that whenever water is formed by burning anything, hydrogen is present in it. You see, therefore, that the gas used for lighting purposes must contain hydrogen.
Let us now learn something more about what gas is made of. Wet a piece of glass with a little fresh lime water and hold this over the lighted gas jet. In a few moments a change takes place in the water. The water turns somewhat milky. This indicates the presence of carbonic acid gas, and the formation of carbonic acid gas, when burning is going on, means the presence of carbon.
From these two experiments we gather that the gas in the jet contains hydrogen and carbon. All kinds of illuminating gas contain these two substances. Sometimes there are small quantities of other substances present, but the value of gas for lighting depends on hydrogen and carbon.
We have already learned about hydrogen, but it would be well to re-learn about carbon.
Carbon is an element, and an extremely important one, for a large part of the composition of every living thing is carbon. It is found in more compounds than any other element. Almost pure carbon can easily be obtained by heating a piece of wood, in a covered utensil, until it is turned into charcoal. Charcoal, which is black, is composed almost entirely of carbon. It is a very interesting product in all ways; in connection with gas we are particularly interested in the fact that carbon will burn when heated in the air or in oxygen.
Charcoal is very much like hard coal, both being formed in practically the same way. Ages of years ago many large forests of trees were buried under a layer of soil and rocks, during changes that occurred in the earth’s surface, and the hot inside earth slowly heated the wood, until almost nothing was left but the carbon.
[300]
WHERE THE GAS IS TAKEN FROM THE COAL
GENERATOR HOUSE AND 175-FT. STACK.
In the process of gas making, coal is placed in the generator and heated to an incandescent state, then from the top or bottom steam is admitted and forced through the heated coal, producing a crude water gas which is passed on to the carbureter. In this shell enriching oil is produced, but as the oil and the water gas do not effectually unite, they are passed on to the superheater, where, as its name implies, they are subjected to a high temperature which thoroughly gasifies them into a permanent gas.
AN INTERIOR VIEW OF GENERATOR HOUSE.
* Pictures on Gas Manufacture by courtesy of the Consolidated Gas, Electric Light and Power Co. of Baltimore.
[301]
ILLUMINATING GAS MUST BE SCRUBBED
SHAVING SCRUBBERS.
After passing into the scrubbers the gas is cooled, passed into the scrubbers, and by contact with wooden slat trays, made up like screens; a large portion of the tar is removed from the gas, the tar passing off to large receptacles.
[302]
Soft coal was formed in much the same manner, but the process was not so completely finished. Mixed with the carbon in soft coal we find quite a good deal of other substances, of which hydrogen forms the principal part. This is what makes soft coal valuable in the making of illuminating gas.
When soft coal is heated in a closed receptacle a gas is formed which will burn. To show this we have only to take an ordinary clay pipe, put a little piece of coal in the bowl, close the top with wet clay, and put the bowl part of the pipe in the fire. When it is quite hot, a gas will be found coming out of the stem of the pipe, which will, when lighted, burn.
HOW ILLUMINATING
GAS IS MADE
Soft coal is heated in large tubes of fire clay called retorts, and the gas that is formed is then collected in a large tank and sent through pipes to our homes after being purified. The part of the coal that is left consists largely of carbon and is what we call coke.
While the gas that comes directly from coal will burn if lighted, it is not a desirable gas to burn in our homes, because it contains a number of substances that should be eliminated before it is used for lighting.
From the clay retorts the gas passes through horizontal pipes containing water. This cools it and takes out of it most of the tar and water vapor that are driven off with the gas when formed. These substances settle in the water. The gas then goes through a series of curved pipes, which are air cooled. These pipes constitute what is known as an atmospheric condenser. From these the gas goes into a series of receptacles containing wooden slat trays, made up like screens. These receptacles are called the scrubbers, and they take out of the gas the last traces of tar and some of the other compounds found present. The removal of the sulphur is very important, for burning sulphur gives off a gas which is not only extremely impure to breathe, but also injurious to the health.
From the scrubbers the gas goes on through pipes to the purifiers—boxes which contain wood shavings coated with iron rust upon which the sulphur is deposited by chemical action. At the same time the lime absorbs a small quantity of carbonic acid gas, which is formed with the other gases. From the purifiers the gas passes into the great iron tanks, in which it is stored until needed.
The gas in the tanks consists chiefly of hydrogen, a number of compounds of hydrogen and carbon, and a small amount of a compound of carbon and oxygen containing less oxygen than carbonic acid gas, known as carbon monoxide. The hydrogen and carbon monoxide burn with a very pale flame, which gives but little light and much heat. The light-giving quality of the gas is found in the compounds of carbon and hydrogen. When these burn, the particles of carbon are heated white hot and glow very brightly, making a luminous flame.
There are, of course, some impurities in the purified gas. These are compounds containing sulphur and ammonia. The quantities of these substances, however, are so small that they are harmless; but the compounds taken out in the process of purifying the gas are saved, as considerable use is made of them. The water used for washing the gas is heavily charged with ammonia and is, in fact, the chief source of the ammonia sold by druggists.
[303]
HOW THE IMPURITIES ARE TAKEN FROM THE GAS
PURIFYING BOXES.
The principal impurity to be removed is sulphur, and this is accomplished by passing the gas through large iron rectangular boxes filled with wood shavings coated with iron rust upon which the sulphur is deposited by chemical action.
STATION METER HOUSE, SHOWING CONSTRUCTION OF TWO NEW 13-FT. METERS.
[304]
HOW THE METER MEASURES THE GAS
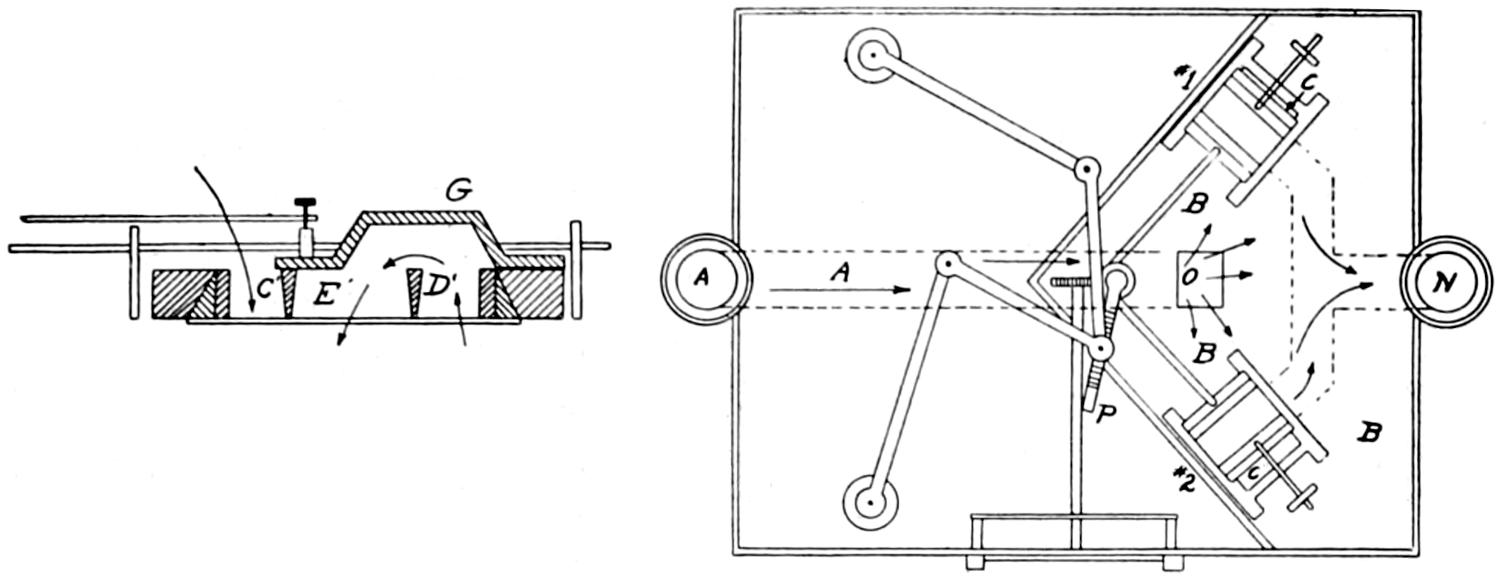
Fig 1
Fig 3
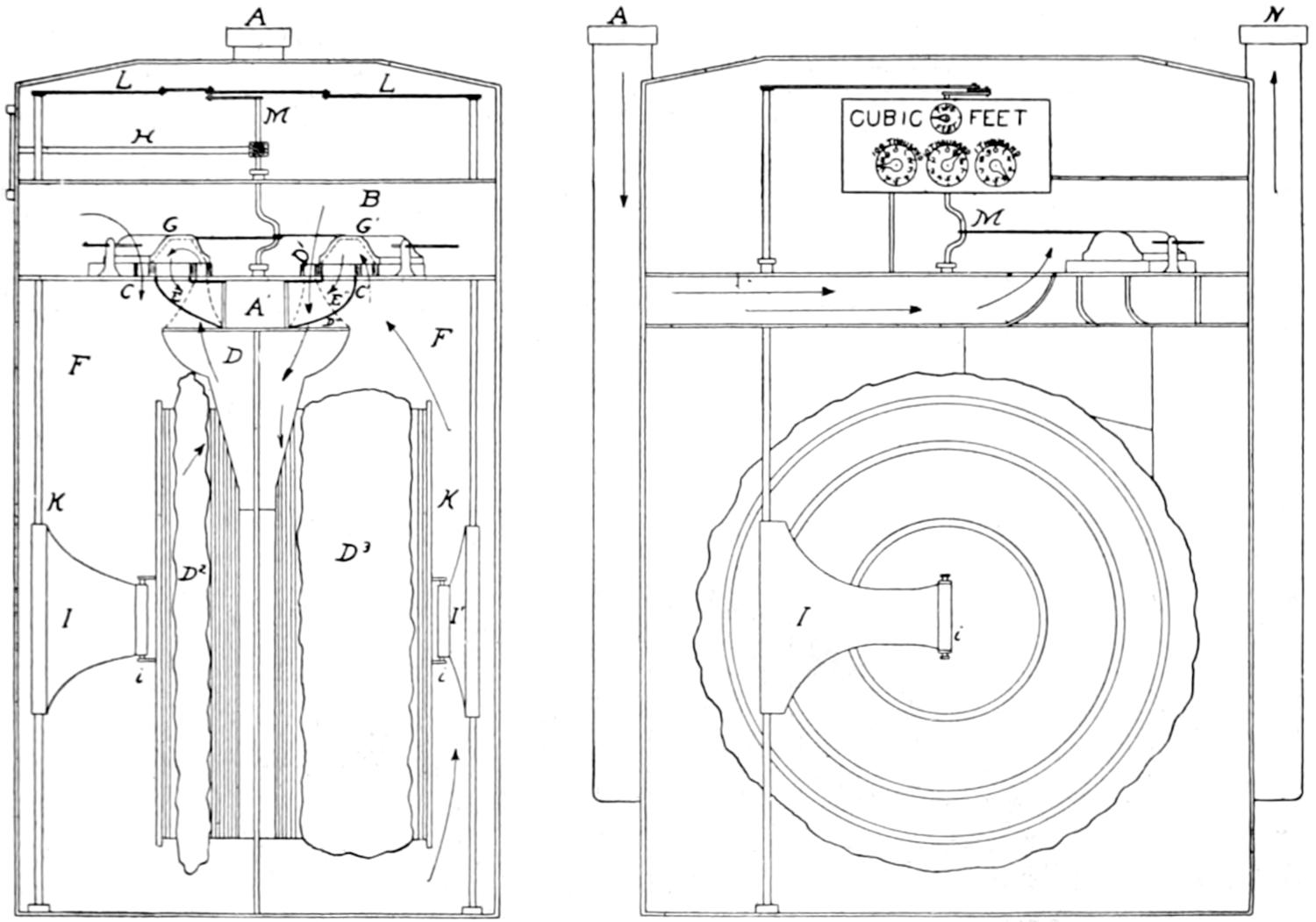
Fig. 2.
Fig 4
Gas first enters inlet pipe A (Fig. 3) passing along A1 into covered valve chamber B up through orifice O. It then passes down through two of the valve ports at the same time, ports C and D1 (Fig. 2). Before C1 (Fig. 3) has gotten to its extreme opening, the valve on the opposite side has moved to allow gas to pass down port D. On every quarter turn of tangent P, one port is opening to receive gas which passes down through the valve ports into the chambers below (see arrows on Fig. 2), which shows the gas passing into chamber F. The pressure being greater on the outside of the diaphragm, forces the diaphragm inward and expels the gas from the inside of D2 through D and passes over the cross-bar into the fork channel (see Fig. 1). On the other side gas is passing down through port D1 (Fig. 2) entering diaphragm D3, the pressure being greater on the inside of D3 therefore forces the diaphragm outward and expels the gas from the outside of diaphragm D3; out through port C1 into fork channel same as shown in (Fig. 1). All exhaust gas from the chambers below is checked from entering the chamber B by the slide valve G and G1 (Fig. 2). Instead of passing into chamber B it passes over the cross-bars between D1E1 and C1E1 into the fork channels, then to outlet pipe N (Fig. 3) to house pipe.
Note: All gas registered must pass through outlet N.
[305]
In addition to coal gas made in the way just described, there is another form of illuminating gas, in the manufacture of which coal is indirectly employed. This gas, known as water gas, because it is formed by the decomposition of water, is produced by passing steam over red hot carbon, in the form of hard coal or coke. When this is done, the hydrogen in the steam is set free and the oxygen combines chemically with the carbon, to form the carbon monoxide, that was mentioned as being present, in small proportions, in ordinary coal gas. This carbon monoxide is poisonous, if much of it is breathed, and as it has no odor it is difficult to detect when escaping. A number of deaths have resulted from water gas for this reason, and in some states the laws forbid its use for lighting purposes.
When water gas is used it must be enriched with some other substances before it will yield much light. You have already learned that neither hydrogen nor carbon monoxide burns with a bright flame, and you will see that water gas must have something added to it to fit it for lighting purposes. The substance usually added is the vapor of some light, volatile oil, like gasoline. This vapor is composed of compounds of carbon and hydrogen, and when it is mixed with the water gas it forms a gas that yields a very satisfactory light; and that may be produced more cheaply than common coal gas.
There remains one more form of illuminating gas which has been the subject of much discussion in recent years, namely, acetylene. This is a compound of carbon and hydrogen, in which there is twelve times as much carbon as hydrogen. It has not been discovered recently, for it was known early in the nineteenth century, but its possible use for lighting purposes was not considered then.
Attention was directed to it a few years ago by the discovery of a substance called calcium carbide. This is a compound of carbon and the metal calcium, formed by heating to a very high temperature a mixture of coal and lime. It has the peculiar property of decomposing, when treated with water. The calcium present combines with the oxygen and half the hydrogen of the water, to form common slacked lime or calcium hydrate, while the carbon and the remainder of the hydrogen combine to form acetylene gas.
The gas formed in this way needs no purifications before burning; it can be produced in small generators, and the production can be checked at any time. When burned in the proper form of burner it yields the brightest of all gas flames. For these reasons it is adapted for use in small villages and for lighting single houses. It is also frequently used in magic lanterns, where a strong and steady light is necessary. But the cost of producing acetylene in large quantities is greater than that of coal gas, and it seems extremely unlikely that it will ever be much used for lighting large cities and towns.
The incandescent lamp was invented in 1879 and the patents were granted to Thomas A. Edison. There were, however, a number of electrical men who were working on the idea at this time who deserve a great deal of credit for developing the lamp.
The incandescent lamp, which is used chiefly for house lighting, consists of a glass bulb from which the air has been exhausted by pumps and chemical processes—in which there is a thin filament of tungsten metal wound on what is called an arbor (as shown in Fig. 4). This filament opposes high resistance to the passage of the current of electricity, and, consequently, is heated to incandescence when a current passes through it. The removal of the air from the bulb prevents the tungsten metal from burning up, as it would do if oxygen were present.
The filaments of the first lamps were made of vegetable fibre. The next development was the cellulose process, which is still used in carbon and metallized lamps, although a number of processes are used now which improve the filament considerably.
The discovery that tungsten metal could be used in incandescent lamps was made in 1906. The first tungsten lamp manufactured in America was made in 1907.
[306]
THE DEVELOPMENT OF INCANDESCENT LAMPS
Edison’s first lamp with a filament of bamboo fibre.
The carbon lamp—the oldest form of incandescent lamp.
Standard Mazda lamp—the highest development of the incandescent lamp.
The Tantalum lamp developed just before the Mazda lamp.
Improved Mazda lamp for lighting large areas—the most efficient lamp ever made.
[307]
The filaments of the first tungsten lamps were composed of two or three short pieces of wire. In 1910, however, a lamp with a continuous tungsten filament was invented which increased the strength of the lamp wonderfully.
Mazda is a trade name given to all metal filament lamps made by the prominent American lamp manufacturers.
The reason that the Mazda lamp is so much more efficient than the carbon filament lamp is because the tungsten filament can be burned at a much higher temperature than the present carbon filament, without seriously blackening the bulb.
In the arc light a current of electricity is made to leap across from the tip of one rod of carbon to the tip of another that is held a short distance from the first. In passing across the current does not follow a straight path, but makes a curve, or arc, whence comes the name “arc light.”
In this form of light the carbons are not enclosed in a space from which air is excluded, consequently there is some destruction of the carbon. The light is due to the fact that the air between the tips of the carbon rods opposes a high degree of resistance to the current, so that the rods become intensely hot at their tips. The high degree of heat causes a slow burning of the carbon at the tips, and the small particles that burn are heated white hot before they are consumed, thus producing light.
In order to keep the light from an arc light uniform in strength, it is necessary to keep the tips of the carbon rods always the same distance apart. This is practically impossible, and, as a result, the arc light does not produce light that is well adapted for reading or for other purposes that require constant use of the eyes. The light produced by the arc light is very powerful, however, and for that reason it is much used for street lighting.
It was discovered by Professor Conrad Roentgen in 1895, that if a current of electricity be passed through a certain form of glass bulb, from which most of the air has been exhausted, a disturbance is produced in the ether that bears some resemblance to light waves. For want of a better name to give to a disturbance which was not well understood, Roentgen called his discovery the X-Ray, but it is now frequently called in his honor the Roentgen ray. The nature of this disturbance is not yet known, but as it does not affect the eye it is not light. These rays are produced with a glass vacuum tube and a battery from which a current of electricity is sent through the tube. The wires of the battery are connected with two electrodes, one of which consists of a concave disk of aluminum, and the latter of a flat disk of platinum. The X-rays are discharged in straight lines as shown in the figure. The most striking properties of the X-ray is its power to penetrate many substances that are impermeable to light. All vegetable substances, and the flesh of animals, are penetrated by it very readily. Glass, metals, bones, and mineral substances generally are opaque to it. Consequently, when a limb, or even the body of an animal, is exposed to X-rays they pass through the fleshy parts, but are stopped by the bones. Certain substances have the property of glowing, or becoming fluorescent, when exposed to the X-ray, and when screens of paper are coated with these substances they form a convenient means of detecting the presence of X-rays. By holding the hand between a tube that is giving off X-rays and a screen of this kind, the bones of the hand will be outlined in shadow on the screen, and the rest of the surface will glow with a greenish light. If a bullet or other piece of metal has become imbedded in the body, it may easily be located, if it is not in a bone, and the extent of an injury to a bone or a joint may be plainly shown. For this reason the X-ray is now widely used by surgeons.
[308]
When you see the modern fire engine racing through the streets, gongs ringing, with the firemen hanging on and the police clearing the track, you should remember that it has taken man a long time to learn as much as he has about fighting fire.
No sooner did man learn to make fire than he found it necessary to learn how to put it out.
The first fire apparatus of record is found in Rome. The Gauls burned the city in 390 B. C., each citizen was ordered to keep in his house a “machine for extinguishing fire.” This consisted of a syringe.
The first record of an actual machine for putting out fire is by Hero of Alexandria. This contrivance, a “siphon used in conflagrations,” was used in Egypt about a hundred and fifty years before Christ.
The first record of what we would call a fire department is also found in Rome. A disastrous fire, occurring in the reign of Augustus called his attention to the benefit of a regular fire brigade would bring. So he organized a fire department. It consisted of seven companies of a thousand men each.
The first real fire engines were used in 1633 at a big fire on London Bridge. The first fire hose was invented by the two Van der Heydes in 1672. One of the earliest engines used consisted of a tank drawn by two horses, which threw a stream an inch in diameter to a height of eighty feet. An improved engine was invented in 1721 by Newsham, of London, and the first engine used in the United States was made by Newsham. The first steam fire engine was invented by John Braithwaite, of London, in 1829.
Fire alarms came into use in medieval times. It was the custom, in many of the towns to have a watchman stationed on a high building whose duty it was to look for fires. As soon as he saw one, he gave warning by blowing a horn, firing a gun, or ringing a bell.
The first London fire department consisted of ten men of each ward.
The first municipal American fire department was created in Boston in 1678. The fire engine was a hand pump bought in England.
The first leather fire hose was made in America in 1808 in Philadelphia. Rubber hose was first made in England at about 1820.
The primitive man lived on raw food—raw flesh, roots, fruits and nuts. There must have been a time when he lived thus because there was a time when he had no fires and no knowledge of how to make a fire. There are no records, however, to show when man learned that cooked food was best.
It must have come about almost simultaneously with his knowledge of fire, for the art of cooking goes back to the first knowledge of fire. We do not know either how man learned to make a fire. The earliest nations of which we have any record seem to have been acquainted with fire and certain methods for producing it. Not only one but all early nations seem to have been possessed of this knowledge. Occasionally travellers have reported that people have been found who were unacquainted with either fire or cooking, but investigation has always proven these reports unauthentic. Cookery has always been found in practice where people knew about fire.
It is strange how man has lost track of the beginning of his knowledge of fire and cookery, because fire represents the beginning of man’s culture and cookery goes hand in hand with it.
There are many legendary accounts of how man learned the value of cooked food, all of which are based upon the accidental burning or roasting of animals or birds. Perhaps, therefore, Charles Lamb’s “Roast Pig” story, which we read with much laughter in our school readers, was quite accurate from a historical standpoint. According[309] to the story a man’s house burned and he cried more over the fate of his pet pig than about the loss of his house. He kept his pig in the house you will remember and as soon as the fire died away he rushed into the debris to look for his pet pig, hoping still to rescue him. He found him in a corner and made haste to pick him up and carry him into the open air. But the poor pig had been roasted to a turn and was still hot. The man’s fingers went right into the well done roast pig and were burned. With a cry he withdrew his fingers and put them into his mouth to blow on them and thus he secured his first taste of roast pig, which he found so much to his taste that he repeated the operation of licking his fingers.
While this is but a story, it is quite likely historically correct as to this discovery of the value of cooked food to some of the early nations. No doubt Fire and Cookery were developed together.
When man had learned to make fire, he found that it often got beyond his control. Here and there he would set the woods on fire quite without intention perhaps, but with damaging results. He would watch the conflagration and, when it was passed, he would find the baked bodies of deer or other animals which had been overcome by the fire and learned that baked meats were good to the taste and more easily digestible than raw meats.
A sponge will hold water because it has, on account of the plan on which it is grown the power of capillary attraction. The sponge is made up of little hair like tubes. If you take a glass tube, open at both ends and immerse one end in a vessel of water, you will find that the water will rise in the tube to a level higher than the surface of the water in the vessel. The smaller the hole through the glass tube, the higher the water will rise. This is caused by the cohesion of the water against the inside surface of the hole in the tube and causes a pull upward. The water is pulled up into the tube because the surface of the tube has a greater cohesive attraction for the water than for the air which was in it and the air is forced out partly. Some liquids, such as mercury will not rise in the same way, but is depressed in a glass tube, since it cannot adhere to glass. Mercury however will run or rise in a tin tube, just as water in a glass tube, because it adheres to the tin.
Now a sponge is merely a lot of capillary tubes which have the same power of pulling up the water as the glass tube. The tubes in a sponge are so fine that the water will rise to the entire length of the tubes. In addition, this adhesive quality of water to the inside of the tubes in the sponge is so strong, that the sponge can be taken entirely out of the water and the water will remain in it.
The right hand is stronger than the left only in case you are right-handed. If you have the habit of being left-handed, your left hand becomes stronger. If you are truly ambidextrous, your strength will be the same in both hands.
We get our strength by moving the various parts of the body, i. e., by using them. When a little baby stretches his arms and legs and kicks, he is only exercising naturally, making the blood circulate.
You can prove that the fact that your right hand is stronger than your left because of the greater use or exercise you give it, by tying your right arm close to your side and keeping it in that condition without using it for several weeks. When you remove the bands which held it tight, you will find your arm has lost its strength and that now your left hand is stronger. If, however, you are left-handed and tie that hand down for the same length of time, your right hand would be the stronger. This shows that the strength we have in our arms and legs, and other parts of the body, is developed by using them and giving them rational[310] exercise. Of course, it is possible to over-use a part of the body, but you will notice that nature always gives us a warning by making us tired before we come to the point where further use of that particular part of the body would cause injury.
They do this because you have probably not been exercising the particular muscles which you employ in throwing a ball enough in the winter to keep you in good condition. Muscles which have been developed through use or work need more work to keep them in condition. In a sense certain of the muscles which you employ in playing ball have been treated during the winter very much as if you had tied them down, as we suggested you might do with your arm. You have not been using them—they have not been doing enough work, and they begin to lose their strength when for any period they have not been used enough. The soreness that you feel is the natural condition that arises when you begin to use a muscle that has been idle for some time.
In early years the barber not only cut hair and shaved people, but he was also a surgeon. He was a surgeon to the extent that he bled people. In early times our knowledge of surgery was practically limited to blood letting. A great many of the ailments were attributed to too much blood in the body, and when anything got wrong with a man or woman, the first thing they thought of was to reduce the amount of blood in the body by taking some of it out.
The town barber was the man who did this for people and his pole represented the sign of his business.
The round ball at the top which was generally gilded represents the barbering end of the business. It stood for the brass basin which the barber used to prepare lather for shaving customers.
The pole itself represents the staff which people who were having blood taken out of their bodies held during the operation. The two spiral ribbons, one red and one white, which are painted spirally on the pole, represented the bandages. The white one stood for the bandage which was put on before the blood was taken out and the red one the bandage which was used for binding up the wound when the operation was completed.
The design of our flag was outlined in a congressional resolution passed on June 14, 1777, which stated “that the flag of the thirteen United States be thirteen alternate stripes red and white; that the union be thirteen stars, white in a blue field, representing the new constellation.” After Vermont and Kentucky had been admitted to the Union, Congress made a decree in 1794 that after May 1, 1795, “the flag of the United States be fifteen stripes alternate red and white and that the Union be fifteen stars white on a blue field.” This made the stars and stripes again equal and it was the plan to add a new stripe and a new star for each new state admitted to the Union. Very soon, however, it was realized that the flag would be too large if we kept on adding one stripe for each new state admitted to the Union, so on April 4, 1818, Congress passed a resolution reducing the number of stripes to thirteen once more to represent the original colonies, and to add only a new star to the field when a new state was admitted to the Union. At this time there were twenty states in the Union. Since that time none of the flags of the United States have more than thirteen stripes while a new star has been added for each state until now we have forty-eight stars, representing the forty-eight states.
A gatling gun is a kind of gun invented by Richard Jordan Gatling in[311] 1861 and 1862 and so it receives its name from its inventor. The original gatling gun had ten parallel barrels and was capable of firing 1,000 shots per minute when operated by hand power. It was discharged by turning a crank and would shoot in proportion to the rapidity with which the crank was turned. It was at first not a huge success but has from time to time been improved so that the crank is now turned by electric power and about fifteen hundred shots per minute can be fired with it.
As used today, this expression means a choice with only one thing to choose. Tobias Hobson was a livery stable keeper at Cambridge, England, during the reign of King Charles I. He kept a stable of forty horses which he hired out by the hour or day, and was famous in his day so far as a livery stable keeper could be.
When you went to Hobson to hire a horse, you had the privilege of looking over all the horses in the stable to decide which one you would like to drive, but he always made you take the one in the stall nearest the door. In this way all the horses in the stable were worked in turn and while you might pretend to choose your own horse, you really had no choice—you had to take the one nearest the door or none. As soon as a horse was hired, the other horses in the stable were moved up, each one to the stall next towards the door so there was always a horse in the stall nearest the door.
The word Honeymoon which is commonly used to describe the first few weeks after marriage, has always meant the first month or moon after marriage, but does not have any reference to the month or moon excepting as that describes a certain period of time.
The word originated in an old custom quite common among newly married couples among the ancient Teutons of drinking a kind of wine made from honey during the first thirty days after being married.
In these days newly married couples generally take a trip away from home for a short or longer period after their wedding day and this is called the honeymoon whether it is but a few days or three months or more. The custom of drinking wine made from honey has been abandoned so that the word is now used in an entirely different sense than formerly.
The luck of the horseshoe comes from three lucky things always connected with horseshoes. These consist of the following facts: It is the shape of a crescent; it is a portion of a horse; it is made of iron.
Each of these has from time immemorial been considered lucky. Anything in the shape of a crescent was always considered a thing to bring luck. From the earliest times, too, at least since the world knew something of the qualities of iron, iron has been regarded as a thing to give protection and incidentally that would involve good luck. And lastly the horse, since the days of English mythology, has been regarded as a luck animal. When, then, we had a combination of the three—the crescent, the iron and the horse in one object, it became a true lucky sign in the eyes of the people.
There are said to be more than two million little openings in the skins of our bodies to serve as outlets for an equal number of sweat glands. The body contains more than two hundred bones. It is said that as much blood as is in the entire body passes through the heart every minute, i.e., all the blood in the body goes in and out of the heart once every minute. The lung capacity of the average person is about 325 cubic inches.
With every breath you inhale about[312] two-thirds of a pint of fresh air and exhale an equal amount if you breathe normally.
The stomach of the average adult person has a capacity of about five pints and manufactures about nine pounds of gastric juice daily.
There are over five hundred muscles in the body all of which should be exercised daily to keep you in the best condition. The average adult human heart weighs from eight to twelve ounces and it beats about 100,000 times every twenty-four hours. The perspiration system in the body has only very small ducts or pipes, but there are about nine miles of them. The average person takes about one ton of food and drink each year. We breathe about eighteen times a minute, which amounts to about 3,000 cubic feet an hour.
The expression originally came from the method used in stringing a hog after killing it. The pig after being slaughtered was hung by the hind legs. A piece of bent wood was passed in behind the tendons of each of the hind legs and the pig hung up by this stick of wood much like we hang up clothes with a clothes hanger today. The piece of wood was called a bucket. The “bucket” part of the expression does not, therefore, refer to a bucket at all but to this bent piece of wood. All are not agreed on this explanation, however, as it does not explain where the “kick” comes in. Many investigators hold to the belief that a man named Bolsover was the first to “kick the bucket” literally and that the expression came from the manner of his death. He stood on a pail or bucket while arranging to hang himself by tying a rope around his neck and to a beam which he could not reach without standing on the bucket. When ready he kicked the bucket out from under his feet and so succeeded in carrying out his own wishes and in so doing coined a famous expression which still means “to die.”
The word “News” which was created to describe what newspapers are supposed to print, came from the four letters which have for ages been used as abbreviations of the directions of the compass. In this N stands for North, E for East, S for South and W for West, and in illustrating the points of the compass the following diagram has long been used:

The earliest newspapers always printed this sign on the front pages of their papers in every issue. This was done to indicate that the paper printed all the happenings from four quarters of the globe.
Later on some enterprising newspaper man who may have forgotten the original significance of the letter in the diagram, arranged the letters N. E. W. S. in a straight line at the head of the paper and that is how what we read in the papers came to be known as news.
Almost one-half the whole number of newspapers published in the world are published in the United States and Canada.
No one knows who made the first umbrella but we know that Jonas Hanway of London was the first man to carry one over his head to keep off the rain.
Umbrellas seem to have been known as far back as the days of Ninevah and Persepolis, for representations of them appear frequently in the sculptures of those early days. The women of ancient Rome and Greece carried them but the men never did.
Mr. Hanway is said to be the first man who walked in the streets of London with an open umbrella over his head to keep off the rain. He is said to have used it for thirty years before they came into general use for this purpose.
[313]
HOW MAN LEARNED TO TELL TIME
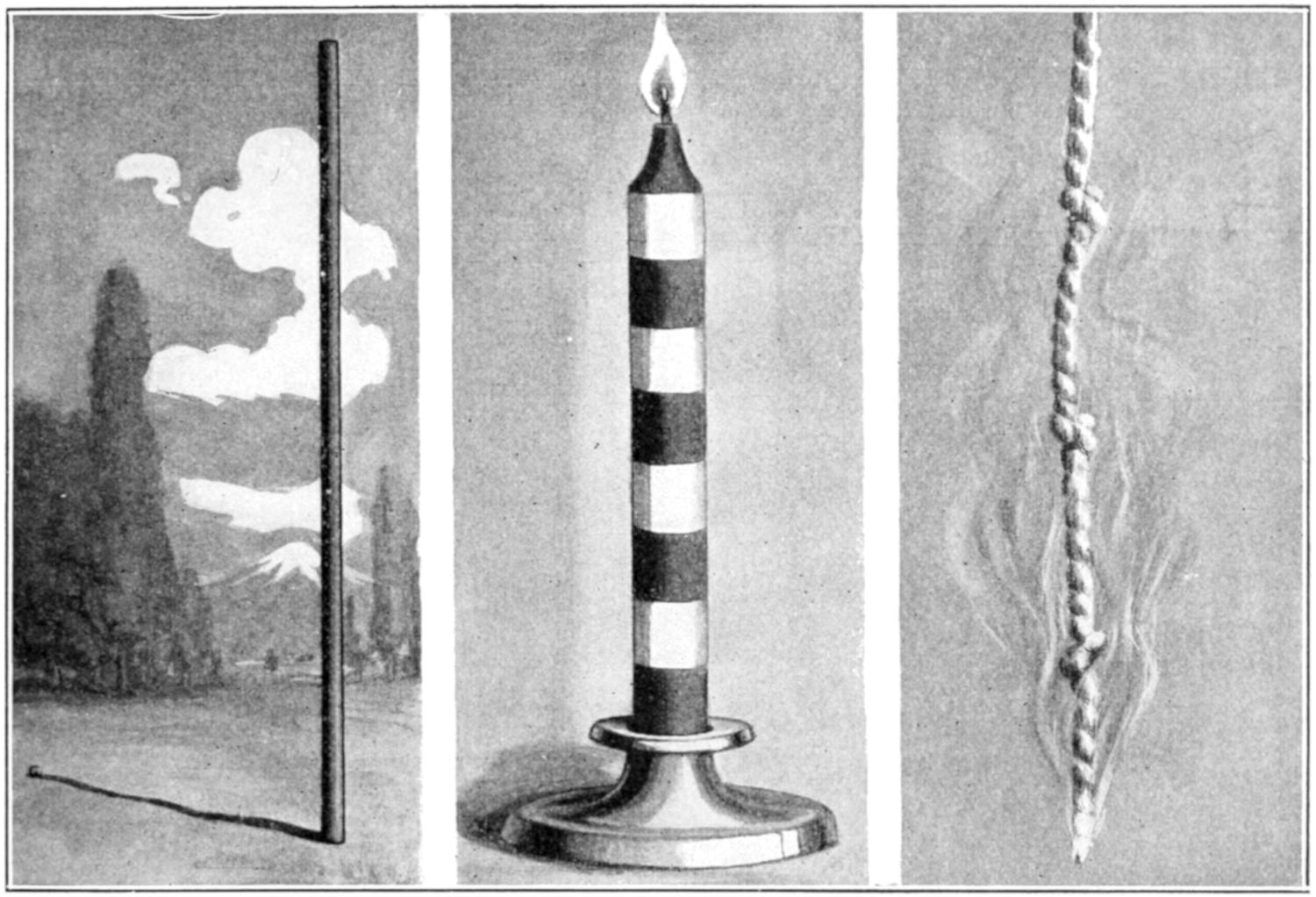
The first picture shows what was probably man’s first method of telling time. The principle was the same as that of the sun-dial. It provides to-day an accurate method of telling time.
Of course, man in the early days needed to find some other means of noting the passing of time at night, for then the sun cast no shadow for him. His ingenuity taught him to make a candle which was light and dark in alternate rings, and as each section burned he made a mark to record the passing of a certain length of time. Before candles were invented he used a rope in which he tied knots at equal spaces apart and which he burned as shown in the third picture.
Time, as a separate entity, has not yet been defined in language. Definitions will be found to be merely explanations of the sense in which we use the word in matters of practical life. No human being can tell how long a minute is; only that it is longer than a second and shorter than an hour. In some sense we can think of a longer or shorter period of time, but this is merely comparative. The difference between 50 and 75 steps a minute in marching is clear to us, but note that we introduce motion and space before we can get a conception of time as a succession of events, but time, in itself, remains elusive.
In time measures we strive for a uniform motion of something and this implies equal spaces in equal times; so we here assume just what we cannot explain, for space is as difficult to define as time. Time cannot be “squared” or used as a multiplier or divisor. Only numbers can be so used; so when we speak of “the square of the time” we mean some number which we have arbitrarily assumed to represent it. This becomes plain when we state that in calculations relating to pendulums, for example, we may use seconds and inches—minutes and feet—or seconds[314] and meters—and the answer will come out right in the units which we have assumed. Still more, numbers themselves have no meaning till they are applied to something, and here we are applying them to time, space and motion; so we are trying to explain three abstractions by a fourth! But, happily, the results of these assumptions and calculations are borne out in practical human life, and we are not compelled to settle the deep question as to whether fundamental knowledge is possible to the human mind.
Evidently, man began by considering the day as a unit and did not include the night in his time-keeping for a long period. “And the evening and the morning were the first day,” Gen. i, 5; “Evening and morning and at noonday,” Ps. lv, 17, divides the day (“sun up”) in two parts. “Fourth part of a day,” Neh. ix, 3, shows another advance. Then comes, “are there not twelve hours in a day,” John xi, 9. The “eleventh hour,” Matt. xx, 1 to 12, shows clearly that sunset was 12 o’clock. A most remarkable feature of this 12-hour day, in the New Testament, is that the writers generally speak of the third, sixth and ninth hours, Acts ii, 15; iii, 1; x, 9. This is extremely interesting, as it shows that the writers still thought in quarter days (Neh. ix, 3) and had not yet acquired the 12-hour conception given to them by the Romans. They thought in quarter days even when using the 12-hour numerals! Note, further, that references are to “hours”; so it is evident that in New Testament times they did not need smaller subdivisions. “About the third hour” shows the mental attitude. That they had no conception of our minutes, seconds and fifth-seconds becomes quite plain when we notice that they jumped down from the hour to nowhere, in such expressions as “in an instant—in the twinkling of an eye.”
Before this the night had been divided into three watches (Judges vii, 19). Poetry to this day uses the “hours” and the “watches” as symbols.
This twelve hours of daylight gave very variable hours in latitudes some distance from the equator, being long in summer and short in winter. The amount of human ingenuity expended on time measures so as to divide the time from sunrise to sunset into twelve equal parts is almost beyond belief. In Constantinople, to-day, this is used, but in a rather imperfect manner, for the clocks are modern and run twenty-four hours uniformly; so the best they can do is to set them to mark twelve at sunset. This necessitates setting to the varying length of the days, so that the clocks appear to be sometimes more and sometimes less than six hours ahead of ours. A clock on the tower at the Sultan’s private mosque gives the impression of being out of order and about six hours ahead, but it is running correctly to their system. Hotels in Constantinople often show two clocks, one of them to our twelve o’clock noon system. Evidently the Jewish method of ending a day at sunset is the same and explains the command, “let not the sun go down upon thy wrath,” which we might read, “do not carry your anger over to another day.”
This simple line of steps in dividing the day and night is taken principally from the Bible because every one can easily look up the passages quoted and many more, while quotations from books not in general use would not be so clear.
Now, as to the methods of measuring time, we must use circumstantial evidence for the prehistoric period. The rising and the going down of the sun—the lengthening shadows, etc., must come first, and we are on safe ground here, for savages still use primitive methods like setting up a stick and marking its shadow so that a party trailing behind can estimate the distance the leaders are ahead by the changed position of the shadow. Men notice their shortening and lengthening shadows to this day. When the shadow[315] of a man shortens more and more slowly till it appears to be fixed, the observer knows it is noon, and when it shows the least observable lengthening then it is just past noon. Now, it is a remarkable fact that this crude method of determining noon is just the same as “taking the sun” to determine noon at sea. Noon is the time at which the sun reaches his highest point on any given day.
The Sun-dial is only an improvement on the stick which cast a shadow which enabled man to tell the time of day at any hour. The shadow moves around the dial, falling on the numbers on the circle.
At sea this is determined generally by a sextant, which simply measures the angle between the horizon and the sun. The instrument is applied a little before noon and the observer sees the sun creeping upward slower and slower till a little tremor or hesitation appears, indicating that the sun has reached his height—noon. Oh! you wish to know if the observer is likely to make a mistake? Yes, and when accurate local time is important, several officers on a large ship will take the meridian passage at the same time and average their readings, so as to reduce the “personal error.” All of which is merely a greater degree of accuracy than that of the man who observes his shadow.
The gradual development of the primitive shadow methods culminated in the modern sun-dial. The “dial of Ahas” (Isa. xxxviii, 8), on which the sun went back ten “degrees,” is often referred to, but in one of the revised editions of the Bible the sun went back ten “steps.” This becomes extremely interesting when we find that in India there still remains an immense dial built with steps instead of hour lines.
In a restored flower garden, within one of the large houses in the ruins of Pompeii, may be seen a sun-dial of the Armillary type, presumably in its original position. It looks as if the plane of the equator and the position of the[316] earth’s axis must have been known to the maker.
Both these dials were in use before the beginning of our era and were covered by the great eruption of Vesuvius in 79 A.D., which destroyed Pompeii and Herculaneum.
THREE GREAT STEPS
IN MEASURING TIME
Modern sun-dials differ only in being more accurately made and a few “curiosity” dials added. The necessity for time during the night, as man’s life became a little more complicated, necessitated the invention of time machines. The “clepsydra,” or water-clock, was probably the first. A French writer has dug up some old records putting it back to Hoang-ti 2679 B.C., but it appears to have been certainly in use in China in 1100 B.C., so we will be satisfied with that date. In presenting a subject to the young student it is sometimes advisable to use round numbers to give a simple comprehension and then leave him to find the overlapping of dates and methods as he advances. Keeping this in mind, the following table may be used to give an elementary hint of the three great steps in time measuring.
Shadow time, 2000 to 1000 B.C.
Dials and water-clocks, 1000 B.C. to 1000 A.D.
Clocks and watches, 1000 to 2000 A.D.
Gear-wheel clocks and watches have here been pushed forward to 2000 A.D., as they may last to that time, but no doubt we will supersede them. At the present time science is just about ready to say that a time measurer consisting of wheels and pinions—a driving power and a regulator in the form of a pendulum or balance, is a clumsy contrivance and that we ought to do better very soon.
It is remarkable how few are aware that the simplest form of sun-dial is the best, and that, as a regulator of our present clocks, it is good within one or two minutes. No one need be without a “noon-mark” sun-dial; that is, every one may have the best of all dials. Take a post or any straight object standing “plumb,” or best of all the corner of a building. In the case of the post, or tree trunk, a stone (shown in solid black) may be set in the ground; but for the building a line may often be cut across a flagstone of the footpath. Many methods may be employed to get this noon mark, which is simply a north and south line: Viewing the pole star, using a compass (if the local variation is known) or the old method of finding the time at which the shadow of a pole is shortest. But the best practical way in this day is to use a watch set to local time and make the mark at 12 o’clock.
Drawing by James Arthur.
A form of Sun-dial that is as good to-day as any dial for determining noon.
On four days of the year the sun is right and your mark may be set at 12 on these days, but you may use an almanac and look in the column marked “mean time at noon” or “sun on meridian.” For example, suppose on the bright day when you are ready to place your noon mark you read in this column 11.50, then when your watch shows 11.50 make your noon mark to[317] the shadow and it will be right for all time to come. Owing to the fact that there are not an even number of days in a year, it follows that on any given yearly date at noon the earth is not at the same place in its elliptical orbit, and the correction of this by the leap years causes the equation table to vary in periods of four years. The centennial leap years cause another variation of 400 years, etc., but these variations are less than the error in reading a dial.
WATER CLOCKS FOR TELLING TIME
Photo by James Arthur.
This picture shows the hour-glass or sand-glass. It is really a type of water-clock, being based on the same principle. The upper glass bulb was filled with sand and this sand fell through a little hole between the two bulbs. When the sand had all gone through, the glass was turned upside down and the operation repeated.
TIME-BOY OF INDIA.—WATER-CLOCK.
The Water-clock consisted of a large vessel filled with water, on the surface of which was placed a smaller vessel, really a gong, with a hole in the bottom. The water gradually filled the smaller vessel, and it sank. The Time-boy sat beside the Water-clock and as soon as the vessel sank he fished it out, emptied it, struck the gong one or more times and set it on the water again.
During the night and also in cloudy weather the sun-dial was useless, and we read that the priests of the temples and monks of more modern times “went out to observe the stars” to make a guess at the time of night. The most prominent type after the shadow devices was the “water-clock” or “clepsydra,” but many other methods were used, such as candles, oil lamps, and in comparatively late times, the sand-glass. The fundamental principle of all water-clocks is the escape of water from a vessel through a small hole. It is evident that such a vessel would empty itself each time it is filled in very nearly the same time. The reverse of this has been used, as shown in the picture of the Time-boy of India. He sat in front of a large vessel of water and floated a bronze cup having a small hole in its[318] bottom in this large vessel, and as the water ran in through the hole the cup sank. The boy then fished it up and struck one or more blows on it as a gong. This he continued and a rude division of time was obtained—while the boy kept awake!
Drawing from description by James Arthur.
The “Hon-woo-et-low,” Canton, China. Copper jars dropping water.
The most interesting of all water-clocks was undoubtedly the “copper jars dropping water,” in Canton, China, where it can still be seen. Referring to the picture herewith and reading the four Chinese characters downwards the translation is “Canton City.” To the left and still downwards, “Hon-woo-et-low,” which is, “Copper jars dropping water.” Educated Chinamen inform me that it is over 3000 years old. The little open building or tower in which it stands is higher than surrounding buildings. It is, therefore, reasonably safe to state that the Chinese had a weather and time station over 1000 years before our era.
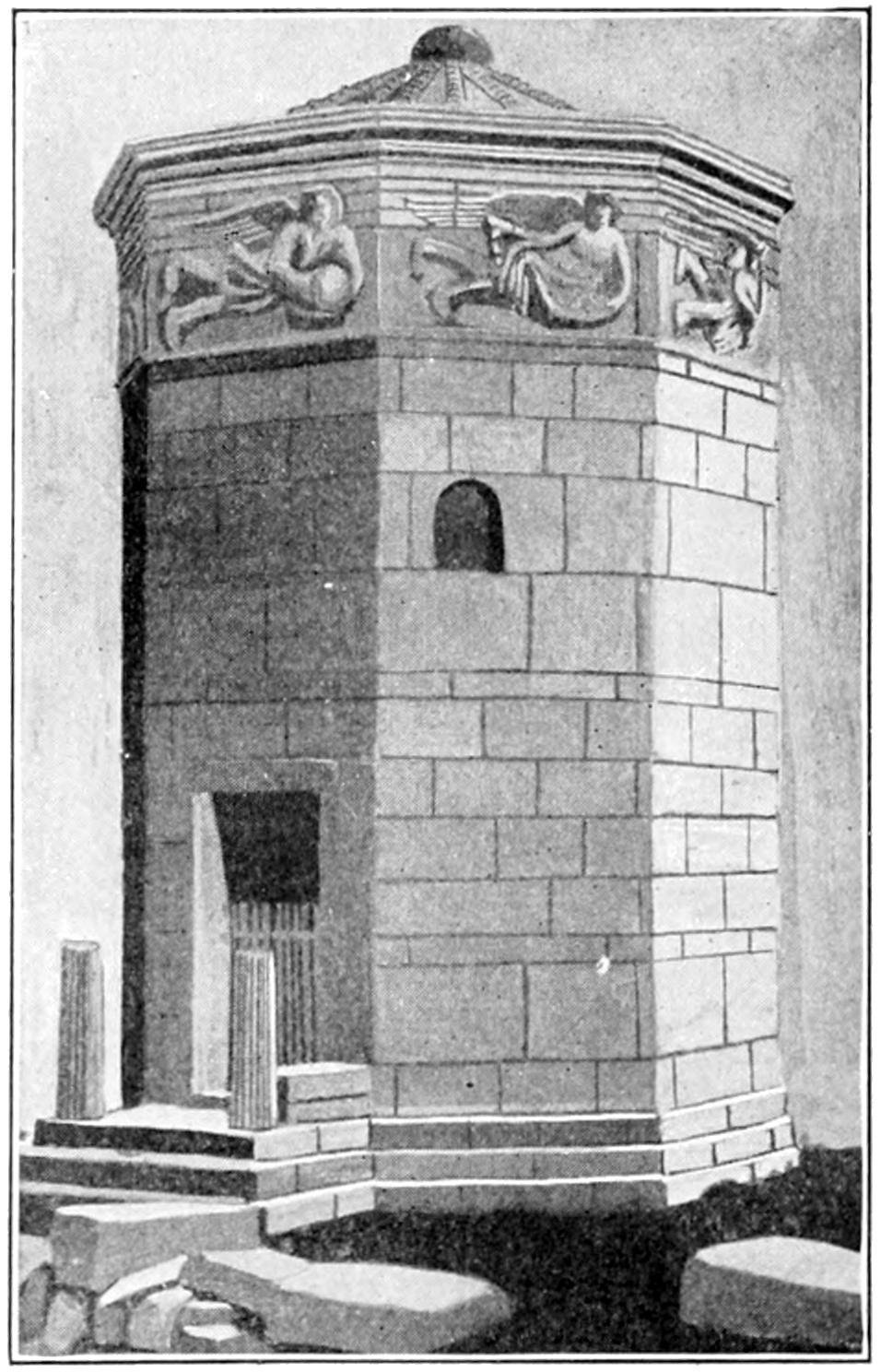
Photo by James Arthur.
TOWER OF THE WINDS.
This tower is located at Athens, Greece. It was built about 50 B.C. It is octagonal in shape and had at one time sun-dials on each of its eight sides. On top was a bronze weather vane from which it derived its name.
A PRIMITIVE TWELVE-
HOUR CLOCK
It is a 12-hour clock, consisting of four copper jars partially built in masonry forming a stair-like structure. Commencing at the top jar each one drops into the next downward until the water reaches the solid bottom jar. In this lowest one a float, “the bamboo stick,” is placed and indicates the height of the water, and thus in a rude way gives the time. It is said to be set morning and evening by dipping the water from jar 4 to jar 1, so it runs 12 hours of our time. What are the uses of jars 2 and 3, since the water simply enters them and drips out again? No information could be obtained, but I venture an explanation and hope the[319] reader can do better, as we are all of a family and there is no jealousy. When the top jar is filled for a 12-hour run it would drip out too fast during the first six hours and too slow during the second six hours, on account of the varying “head” of water. Now, the spigot of jar 2 could be set so that it would gain water during the first six hours, and lose during the second six hours, and thus equalize a little by splitting the error of jar 1 in two parts. Similarly, these two errors of jar 2 could be again split by jar 3 making four small variations in lowest jar, instead of one large error in the flow of jar 1. This could be extended to a greater number of jars, another jar making eight smaller errors.
The best thing the young student could do at this point would be to grasp the remarkable fact that the clock is not an old machine, since is covers only the comparatively short period from 1364 to the present day. Compared with the period of man’s history and inventions it is of yesterday. Strictly speaking, as we use the word clock, its age from De Vick to the modern astronomical is only about 540 years. If we take the year 1660, we find that it represents the center of modern improvements in clocks, a few years before and after that date includes the pendulum, the anchor and dead beat escapements, the minute and second hands, the circular balance and the hair spring, along with minor improvements. Since the end of that period, which we may make 1700, no fundamental invention has been added to clocks and watches. This becomes impressive when we remember that the last 200 years have produced more inventions than all previous known history—but only minor improvements in clocks! The application of electricity for winding, driving, or regulating clocks is not fundamental, for the time-keeping is done by the master clock with its pendulum and wheels, just as by any grandfather’s clock 200 years old. This broad survey of time measuring does not permit us to go into minute mechanical details.
THE FIRST MODERN CLOCK
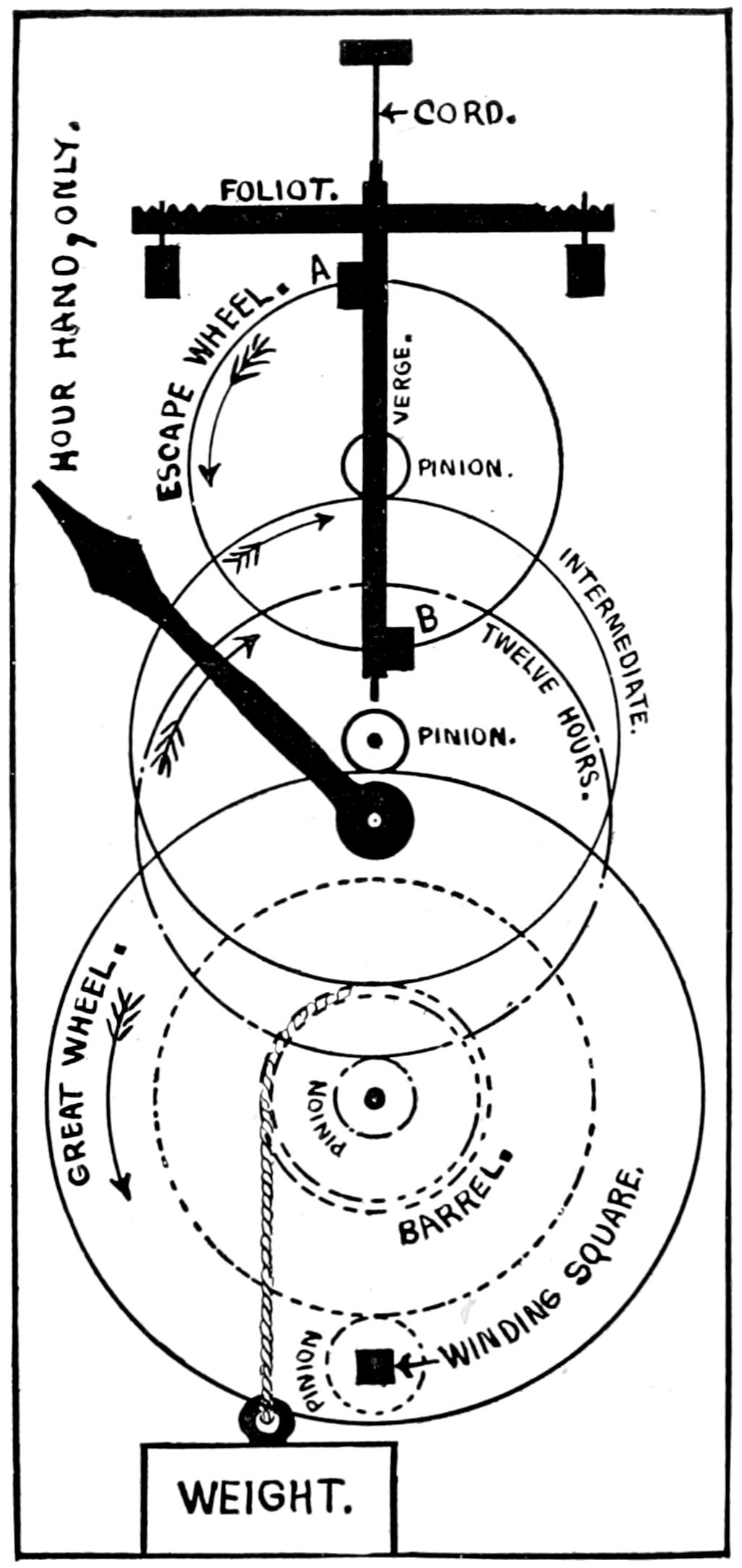
Drawing by James Arthur.
Modern clocks commence with De Vick’s of 1364, which is the first unquestioned clock consisting of toothed wheels and containing the fundamental features of our present clocks. References are often quoted back to about 1000 A.D., but the words translated “clocks” were used for bells and dials at that date; so we are forced to consider the De Vick clock as the first till more evidence is obtained. It has been pointed out, however, that this clock could hardly have been invented all at once; and therefore it is probable that many inventions leading up to it have been lost to history. That part of a clock which does the ticking is called the “escapement,” and the oldest form known is the “Verge.”
[320]
EARLIEST CLOCKS HAD
NO DIALS OR HANDS
Scattered references in old writings make it reasonably certain that from about 1000 A.D. to 1300 A.D. bells were struck by machines regulated with this verge escapement, thus showing that the striking part of a clock is older than the clock itself. It seems strange to us to say that many of the earlier clocks were strikers only, and had no dials or hands, just as if you turned the face of your clock to the wall and depended on the striking for the time.
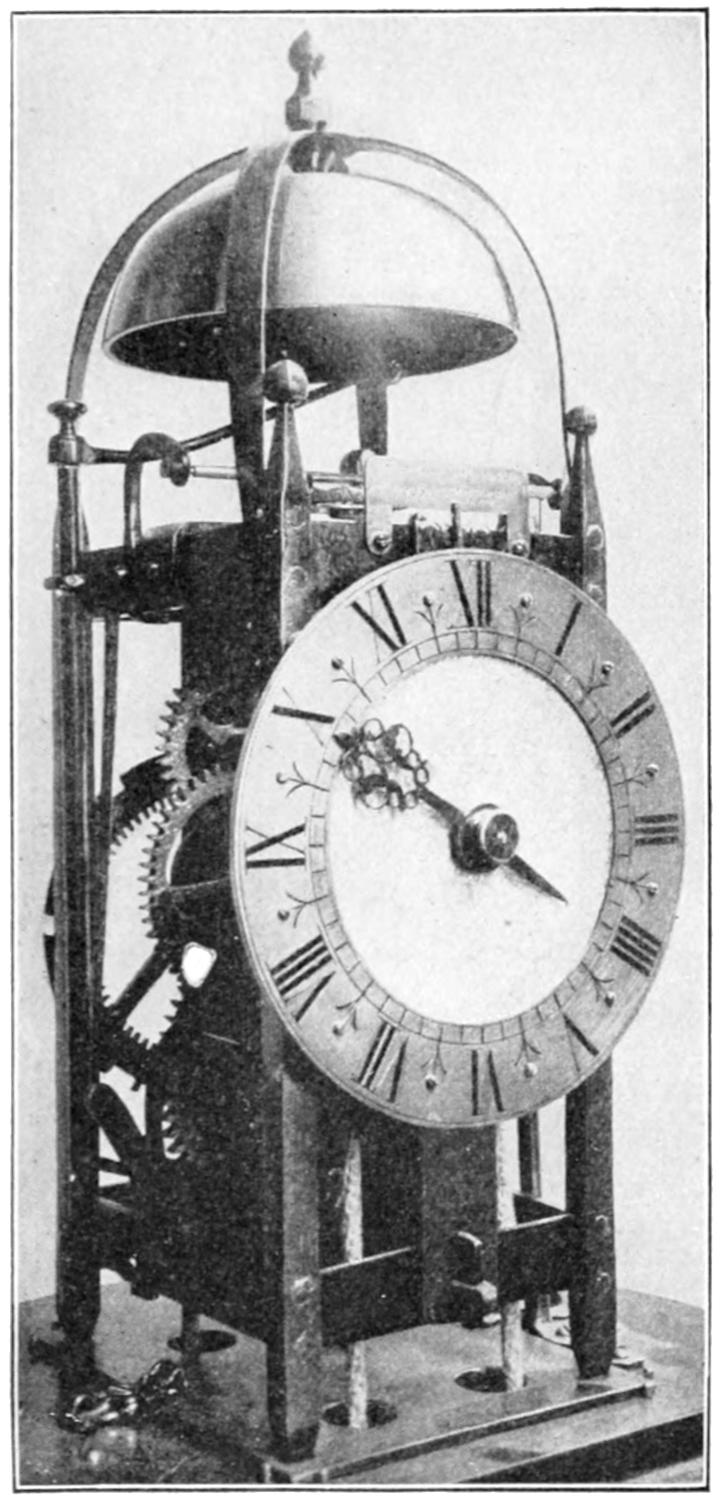
Photo by James Arthur.
ENGLISH BLACKSMITH’S CLOCK.
A good idea of the old church clocks may be obtained from the picture herewith. Tradition has followed it down as the “English Blacksmith’s Clock.” It has the very earliest application of the pendulum. The pendulum is less than 3 inches long and is hung on the verge, or pallet axle, and beats 222 per minute. This clock may be safely put at 250 years old, and contains nothing invented since that date. Wheels are cast brass and all teeth laboriously filed out by hand. Pinions are solid with the axles, or “staffs,” and also filed out by hand. It is put together, generally by mortise, tenon and cotter, but it has four original screws all made by hand with the file. How did he thread the holes for these screws? Probably made a tap by hand as he made the screws. But the most remarkable feature is the fact that no lathe was used in forming any part—all staffs, pinions and pivots being filed by hand. This is simply extraordinary when it is pointed out that a little dead center lathe is the simplest machine in the world, and he could have made one in less than a day and saved himself weeks of hard labor. It is probable that he had great skill in hand work and that learning to use a lathe would have been a great and tedious effort for him. So we have a complete striking clock made by a man so poor that he had only his anvil, hammer and file. The weights are hung on cords as thick as an ordinary lead-pencil and pass over pulleys having spikes set around them to prevent the cords from slipping. The weights descend 7 feet in 12 hours, so they must be pulled up—not wound up—twice a day. The single hour hand is a work of art and is cut through like lace. Public clocks may still be seen in Europe with only one hand. Many have been puzzled by finding that old, rudely made clocks often have fine dials, but this is not remarkable when we state that art and engraving had reached a high level before the days of clocks.
[321]
THE LARGEST CLOCK IN THE WORLD
Courtesy of Colgate and Company.
THE HANDS OF THE LARGEST CLOCK IN THE WORLD—ON THE ROOF OF THE COLGATE FACTORY.
This big clock faces the giant office buildings of down-town New York. Its dial is 38 feet in diameter and can be read easily at a distance of three miles, so that passengers on the incoming liners pick out the clock as one of their first sights of New York.
The next largest clock (on the Metropolitan Tower) is 26¹⁄₂ feet in diameter; the Westminster clock of London, 22¹⁄₂ feet.
The great clock weighs approximately 6 tons. The minute hand, 20 feet long, travels at its point 23 inches every minute; more than one-half mile each day.
The bed of this clock is 4 feet in length, the wheels and gears being made of bronze and pinions of hardened steel. The time train occupies about one-third of the bedplate, and has a main time wheel measuring 18¹⁄₃ inches in diameter. This train is equipped with Dennison’s double three-legged gravity escapement, which was invented by Sir Edmund Becket, chiefly for use on the famous Westminster clock, installed in the Parliament Buildings, in London, England. The use of this escapement is most advantageous for a gigantic clock of this kind as it allows the impulse given the pendulum rod to be always constant, and therefore does not permit any change of power or driving force of the clock to affect its time-keeping qualities.
It requires about 600 pounds of cast-iron to propel this time train, and the clock is arranged to run eight days without winding. The gravity arms of the escapement are fastened at a point very near the suspension spring, and the arms are fitted with bronze roller beat pins.
The dial contains 1134 square feet, or about one thirty-fifth of an acre. The numerals consist of heavy black strokes, 5 feet 6 inches long and 30 inches wide at the outer end, tapering to a point at the inner end. The circumference of the dial is approximately 120 feet. The distance from center to center of numerals is 10 feet, and the minute spaces are 2 feet.
The background on dial is painted white, and in the daytime the black numerals show up distinctly. At night the numerals, or hour marks, are designated by a row of incandescent bulbs placed in a trough 5 inches wide and 5 inches deep. The hands at night are outlined with incandescent electric lights, there being 27 lamps on the hour hand and 42 lamps on the minute hand.
[322]
THE MACHINERY WHICH RUNS A BIG CLOCK
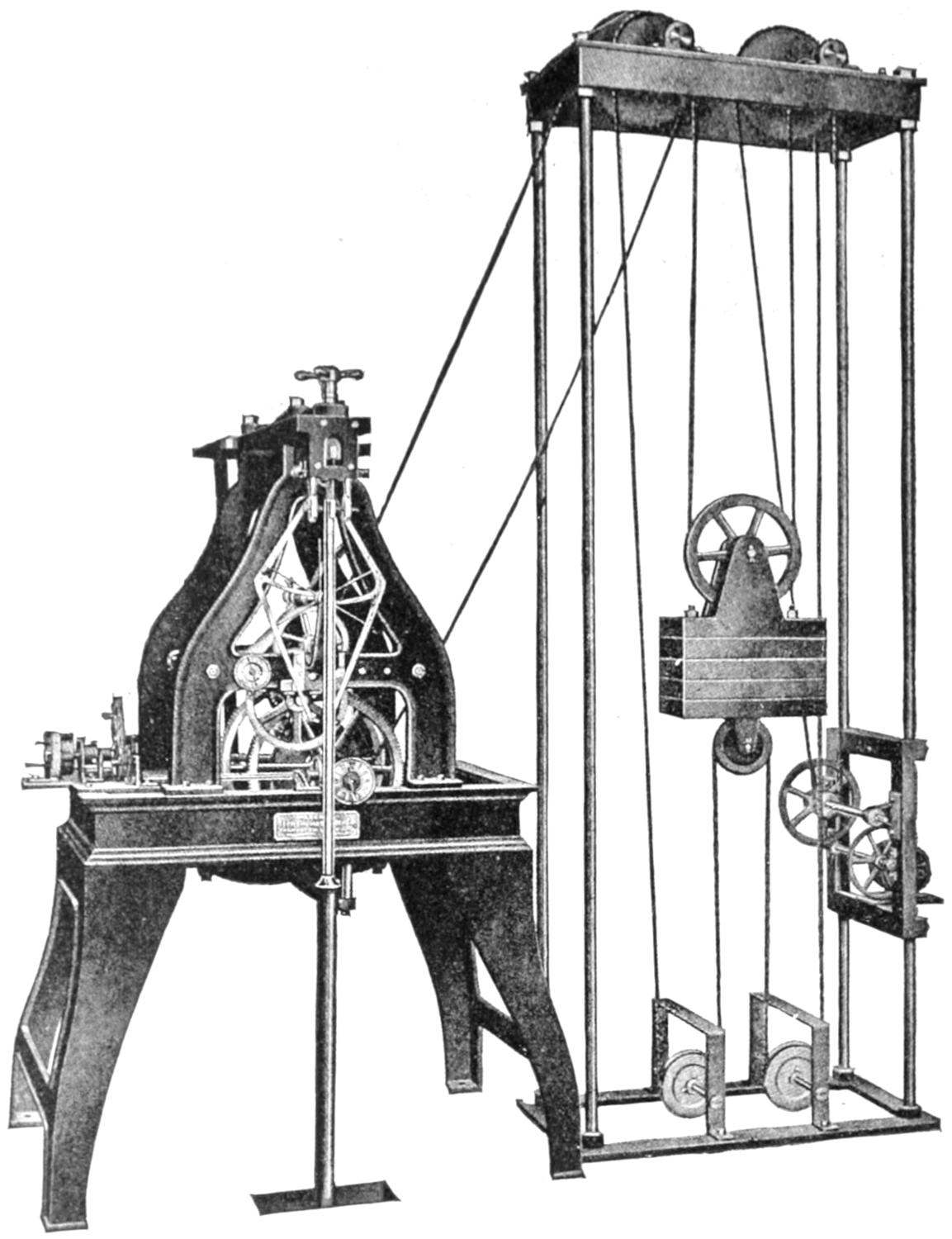
This picture shows the machinery necessary to operate a large modern tower clock.
The mechanism is held in place and confined entirely within a cast-iron structure which is firmly bolted to the floor. The wheels are composed of bronze, the pinions of steel (hardened) and the gears are machine cut. At the front of the clock is a small dial which enables one to tell exactly the position of the hands on the outside dials, and there is also a second hand to permit of very close regulation and adjustment.
Three ways are provided for the regulation. First by a knurled screw at the top of bed frame. Second by a revolving disc at the bottom of the pendulum ball. Very often by either of these two methods it is impossible to bring the clock to fractional seconds, and in order to permit of a nicety of adjustment there is a cup fitted at the top of the ball so that by inserting or taking out lead pellets, the rating can be brought to absolute time.
[323]
THE CLOCK IN INDEPENDENCE HALL
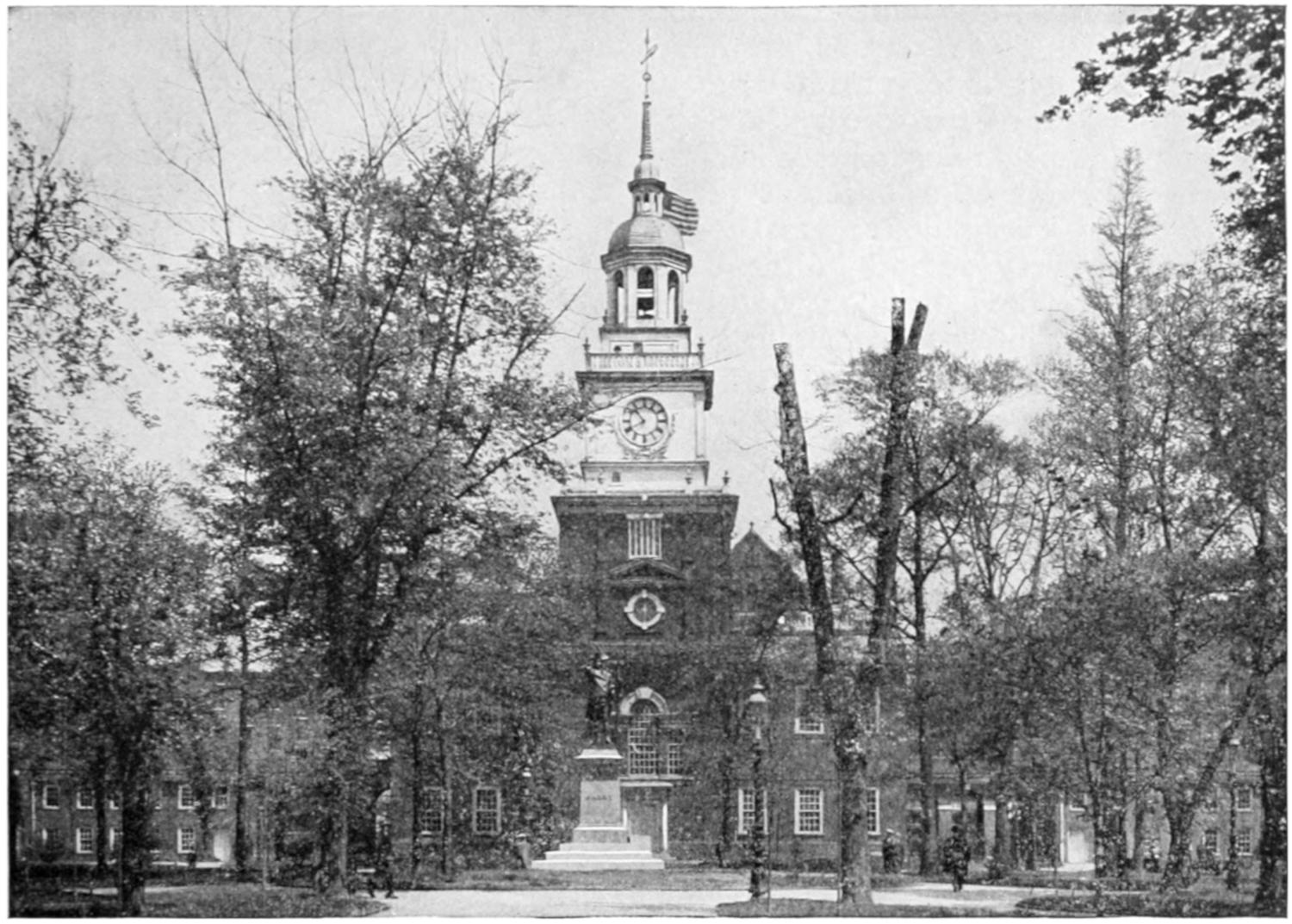
INDEPENDENCE HALL, PHILADELPHIA
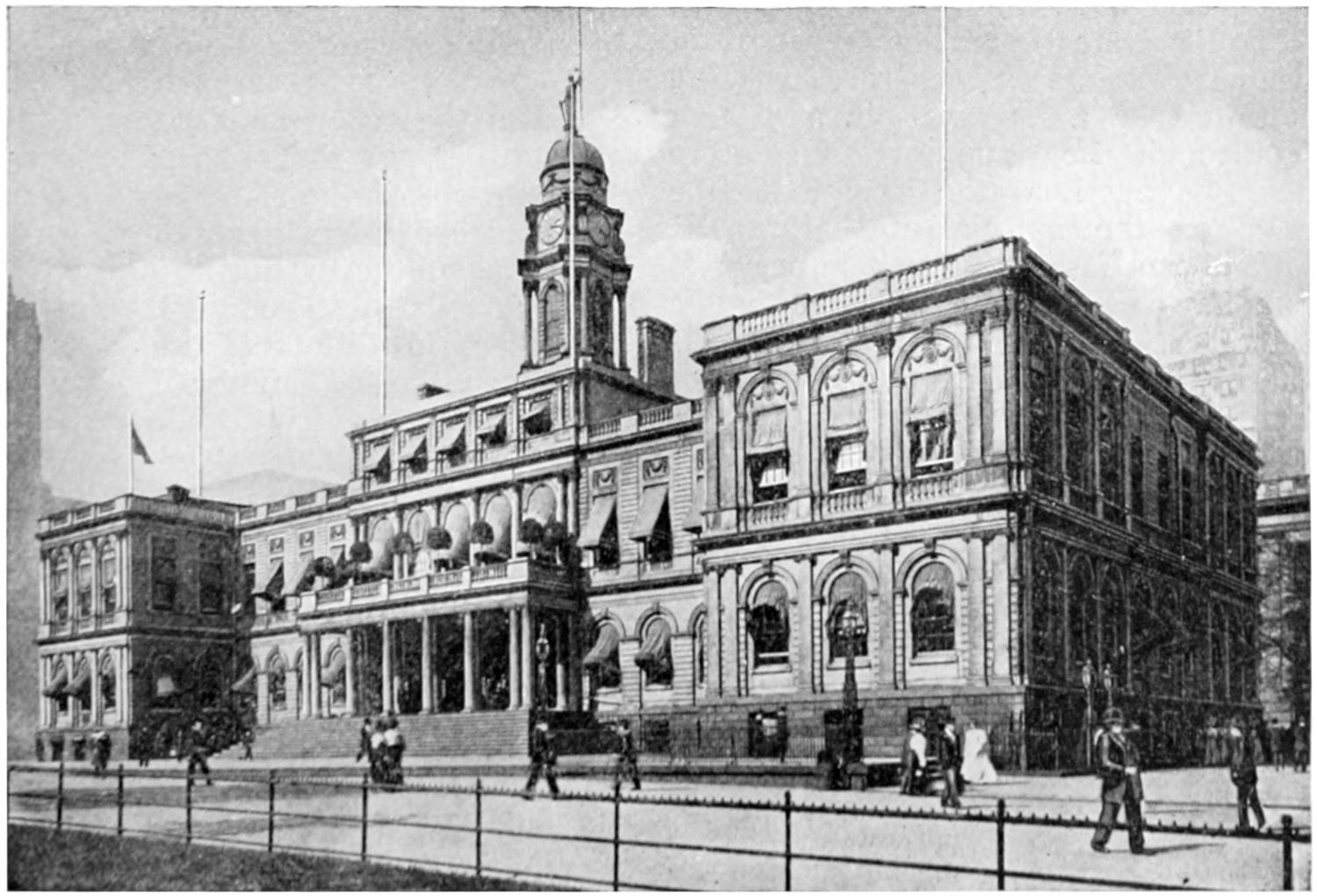
NEW YORK CITY HALL
[324]
To understand this subject we must first appreciate that a day as we think of it is a division of time made by man for the purpose of his own reckoning. So far as the beginning of day is concerned, it begins at a different place in the world every hour; yes, every minute and every second in the day. As, however, the distance in feet where the day begins from one minute to another is so short that we can hardly notice it in such short measurements of time, we will look at the answer to the question from hour to hour. When you understand the subject from that point you can yourself see that the day actually begins at a different point of the earth every minute and every second of time.
The sun is shining on some part of the earth all the time and the shining of the sun makes the difference between day and night. Wherever the sun is shining it is day-time, and where the sun is not shining it is night-time.
To illustrate we will make use of an ordinary orange and a lighted gas jet. Let us take a long hat-pin and stick it through the orange from stem to stem. Now hold the orange by the ends of the hat-pin up before the lighted gas jet. You will notice that one-half of the orange is lighted, while the other half is dark. Of course, it is the half of the orange away from the light that is dark. Now, revolve the orange slowly on the hat-pin axis toward the light. When you have turned the orange half way round the part that was formerly dark is now lighted up and the other part is now dark.
Now examine closely and you will see that just one-half of the orange is lighted at one time and the other half is dark. You revolve the orange in front of the light slowly and a portion of the surface of the orange is always coming into the light, while a corresponding portion of it on the opposite side is constantly going into the dark. In other words, whatever the speed at which you revolve the orange toward the light, one-half of it is always light and the other half is always dark.
This is exactly what happens in the relation of the earth to the sun every day. One-half of the earth, which is continually revolving on its axis, is facing the sun, and is, therefore, in the daylight, while the other half of the earth’s surface is in darkness, because the light from the sun does not strike any portion of it. If the earth did not revolve one-half of it would always be in day-time, while the other half would be continually having night-time. As the earth is always moving or revolving the half where it is day-time is constantly changing, so that the day is beginning on one-half of the earth’s surface every second of the day. Actually, of course, then, if you live on the east side of town day begins with you a little sooner than with your chum who lives on the west side of town. We have come to measure the beginning of day as sunrise and the beginning of night as sunset, wherever we happen to be.
For convenience in setting clocks and in measuring time we do not take into consideration these very slight differences in the rising and setting of the sun, but set our clocks all alike in different parts of the same town or city to avoid confusion. In fact, in order to overcome the difficulties and confusions arising in reckoning the time of the clock in different localities, and still keep the beginning of what we call day-time constant with the hands of the clock, we have agreed upon what we call standard time. We agreed upon this system of fixing standard time because the actual sun time by which people set their clocks up to a few years ago led to so many mistakes in catching trains, keeping engagements and other misunderstandings where the question of time was involved. Then when this system of standard time was adopted the confusion became even worse, and the mistakes and misses more numerous, because some people insisted on setting their clocks to standard time and others insisted on sticking[325] to the old sun time schedule. So you could never tell by looking at the clock what time it really was unless they put a sign on the clock saying what kind of time they were going by. Finally, however, most of the people came to appreciate that it would be a good idea to use one uniform system of setting the clocks and of having them in harmony in a sense with the other clocks in the world, and the adoption of the standard time plan became universal. To make this system practical and effective, certain points about equally distant from each other were selected, at which point
the hour would change for all points within that zone. Under this system all timepieces in any one zone point to the same hour. So the clock time changes only as you go east or west. All points on a north and south line have the same time as the zone in which it is located.
For convenience in adjusting the time in America the country was divided into four east and west zones. The first zone takes in everything on a straight north and south line east of Pittsburg, and is called Eastern time. The second zone extends from Pittsburg to Chicago, and is called Central time; the third zone extends from Chicago to Denver, and is called Mountain time; while the fourth zone extends from Denver to the Pacific Ocean. These selections were made because the sun actually rises about one hour later in Pittsburg than in New York; one hour later in Chicago than in Pittsburg; one hour later in Denver than in Chicago, and one hour later on the Pacific Coast than in Denver. Under this plan when it is nine o’clock in New York it is only eight o’clock at Pittsburg and all points in the Central zone; seven o’clock in all points in the Mountain zone; six o’clock in Denver and five o’clock in San Francisco. As you keep travelling westward you drop one hour of the clock time in every zone, and as under this system the earth’s east to west distance is divided into twenty-four such zones, if you went west entirely around the world you would lose a whole day of clock time.
If, however, you went around the world from west to east in the same manner you would gain a whole day.
This system of agreeing on fixed places where the hour changes made it necessary to also fix a point where for the purposes of the calendar the day also changes. This imaginary north and south line is fixed upon at 180 degrees west longitude, which would cut the Pacific Ocean in two. This line makes it possible for a person to travel all day before approaching this line and then find himself after crossing it travelling all the next day with the same name for the day of the week. Thus he could spend all of Sunday travelling toward the International Day Line, as this is called, and after crossing it spend another Sunday, which would be the next day, going away from it. This would give him the novel experience of having two Sundays on successive days. The same thing would happen if he were travelling to the Day Line on Monday, Tuesday, Wednesday, Thursday, Friday or Saturday. He would live through two succeeding days of the same name in the same week, one right after the other. This would be in going westward.
If you were traveling eastward and crossed the International Day Line on Sunday at midnight you would lose a day completely out of the week, for when you woke up the next morning it would be Tuesday.
We have several reasons for doing this. The first and most important reason to us is that the application of heat to food makes it more easy to digest. Other reasons are that when cooked our food is more palatable; the process of cooking kills all microbes, which, if taken into our bodies alive, would give us diseases, and also it is easier for us to chew food that has been cooked.
[326]
WONDERS PERFORMED BY ELECTRIC LIFT MAGNET
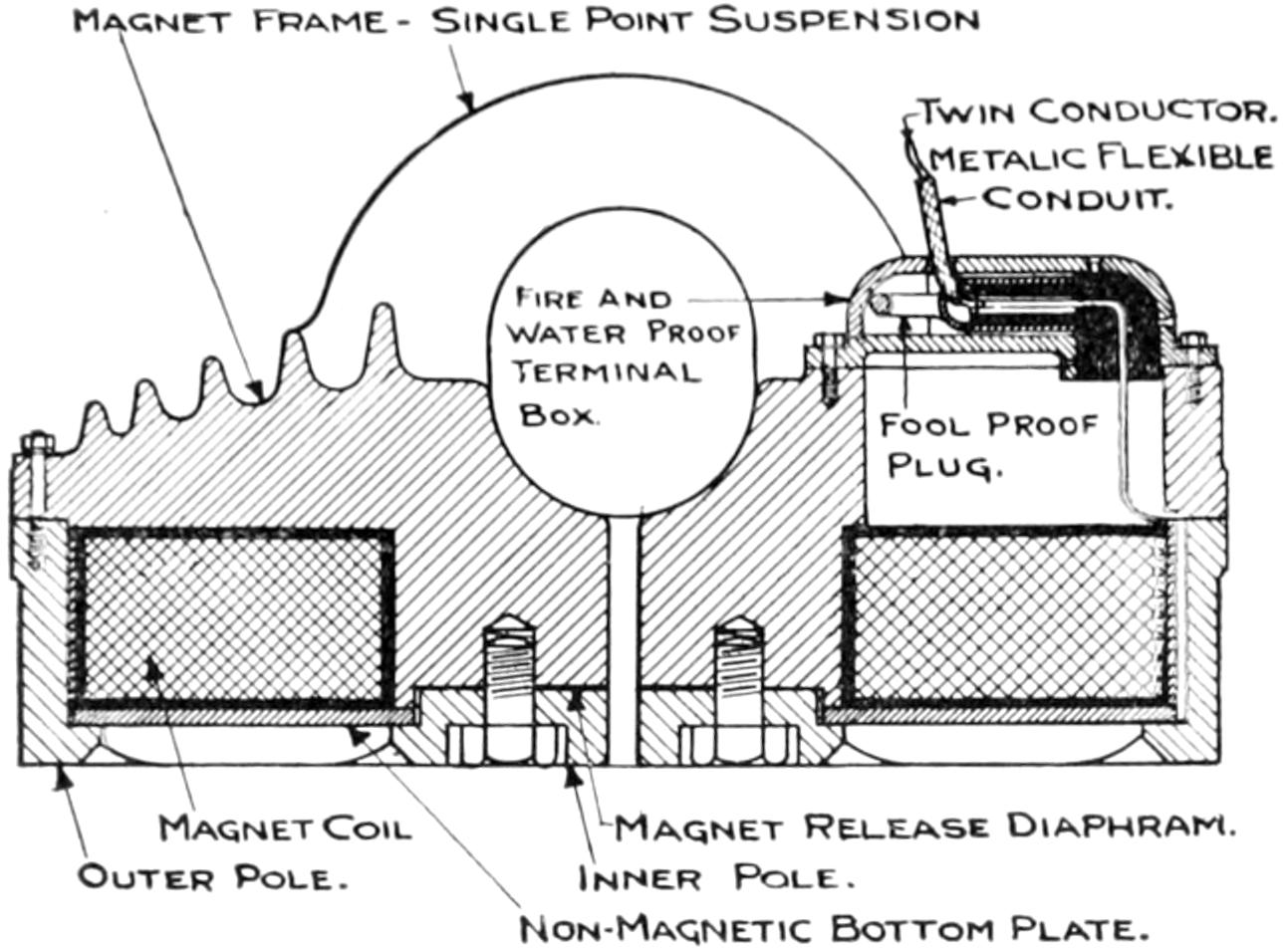
This picture shows the construction of a successful electric lift magnet. This device, by means of magnetic attraction, fastens itself to practically all kinds of iron and steel without the aid of slings, cables or chains.
The working parts of an electric lift magnet are as follows:
A Shell.—This is a steel casting heavily ribbed on the top for strength, and also to assist in radiating the heating effect from the coil.
It is usually made circular in shape, the outside rim forming one pole, while the lug in the center forms the other. The coil fits in between these poles, thus making a magnet similar to the ordinary horseshoe type.
A Bottom Plate.—The under side of the magnet is closed by a very tough and hard non-magnetic steel plate, in order to protect the coil.
As well as being non-magnetic, this plate also has sufficient strength to resist the severe wear to which a magnet is necessarily subjected.
A Terminal Box.—A one-piece heavily-constructed steel casting bolted to the top of the shell, containing and protecting the brass sockets into which the wires from the coil terminate, forms the Terminal Box.
The sockets are made to receive plugs placed on the end of the conductor wire, by which the magnet is connected with the generator.
A Coil.—This consists of a round insulated wire which is passed, while being wound, through a cement-like substance, heavily coating each individual strand.
A low voltage of current is then passed through the coil, a sufficient length of time, to thoroughly dry out and bake the coating. This renders the magnet absolutely fireproof, eliminating all danger of short circuiting of the coil.
When finished it is well taped to protect the outside wire from becoming chafed.
The coil is made slightly smaller than the inside dimensions of the shell and the remaining space is filled with an impregnating compound, which hardens to the consistency of pitch.
[327]
This renders the coil thoroughly waterproof; also forms a cushion to prevent injury from the severe jars and shocks, received when dropping a magnet on its load.
A Controller.—The rapidity with which it is necessary to turn current on and off while operating a magnet, creates what is called a “back kick.” Unless this is dissipated quickly it is very destructive to the coil.
A special controller dissipates this back kick through a set of resistance coils placed in the controller. By means of an automatic arrangement, connection with these coils is made instantly upon breaking the current between the magnet and generator.
A system of control used prevents undue heating of the coil. This enables the magnet to lift as large a load after a long steady run as at the start.
A lodestone is a variety of the mineral named magnetite which is a natural magnet. The name magnet comes from the name of the mineral magnetite and this in turn derived its name from the fact that it was first discovered in Magnesia. The word magnet really means the “Stone of Magnesia.”
A lodestone is one of the mysteries of nature. Its properties can more nearly be understood if we examine an artificial magnet, which is generally made in the form of either a straight bar or a shoe. An artificial magnet is made of iron. If you drop a bar magnet into a box of iron filings, the filings attach themselves to the bar. If you examine it closely you observe that most of the filings attach themselves to the ends of the bar. Therefore we call the ends of the bar the poles of the magnet.
If you suspend a magnetic needle at its center of gravity so that it is absolutely free to turn, you will soon find one end of the needle pointing north and the other south of course. The end which is pointed toward the north is called the north pole and the other the south pole. If you have a horse-shoe magnet, you can demonstrate this for yourself. Rub the end of your magnet over a sewing needle and oil the needle so that when you lay it on the surface of a glass of water it will float. Then look at it closely. You will see the needle slowly turn until finally it becomes quite still. If you have a compass at hand so that you know surely which is north and which is south, you will find one end of the needle pointing north and the other south. You can then place the end of your magnet against the outside of the glass and draw the needle toward your magnet. Your horse-shoe magnet has its north and south poles close together.
If you have a bar magnet and the end of the needle with the eye in it is pointing north, you can drive the needle on the surface of the water away from you by touching the outside of the glass opposite that end of the needle with the north pole of your magnet. On the other hand, if you reverse the experiment and place the south pole of your magnet to the side of the glass, the needle will come toward the magnet. In other words then the like poles of a magnet repel each other and the unlike poles attract each other.
Another interesting way to show this is to take two lodestones or two magnets and let a lot of iron filings attach themselves to the ends of them. Then when you have done this, point the two north poles of the magnets or lodestones at each other close together. You will be intensely interested in seeing how quickly the mysterious something that is in the magnets makes the filings on the two ends of the magnet try to get away from each other. On the other hand when you put a north and south pole together, they form a union of the iron filings.
Another strange thing about a magnet is that if you break it in two, each half will be a complete magnet in itself with a north and south pole also, and this is true no matter how many times you break it into pieces. From this we learn that each tiny particle or molecule throughout the bar is a magnet by itself.
[328]
WHAT A LODESTONE IS

This is a picture of a complete electro magnet. The magnet is attached to the arm of a crane by the loop in the center and when the magnet then comes in contact with any kind of iron or steel it lifts it as soon as the current is turned on. By making the electric current stronger, greater weight can be lifted. Many tons of material can be lifted at one time. An electro magnet will do the work of many men at much less cost.
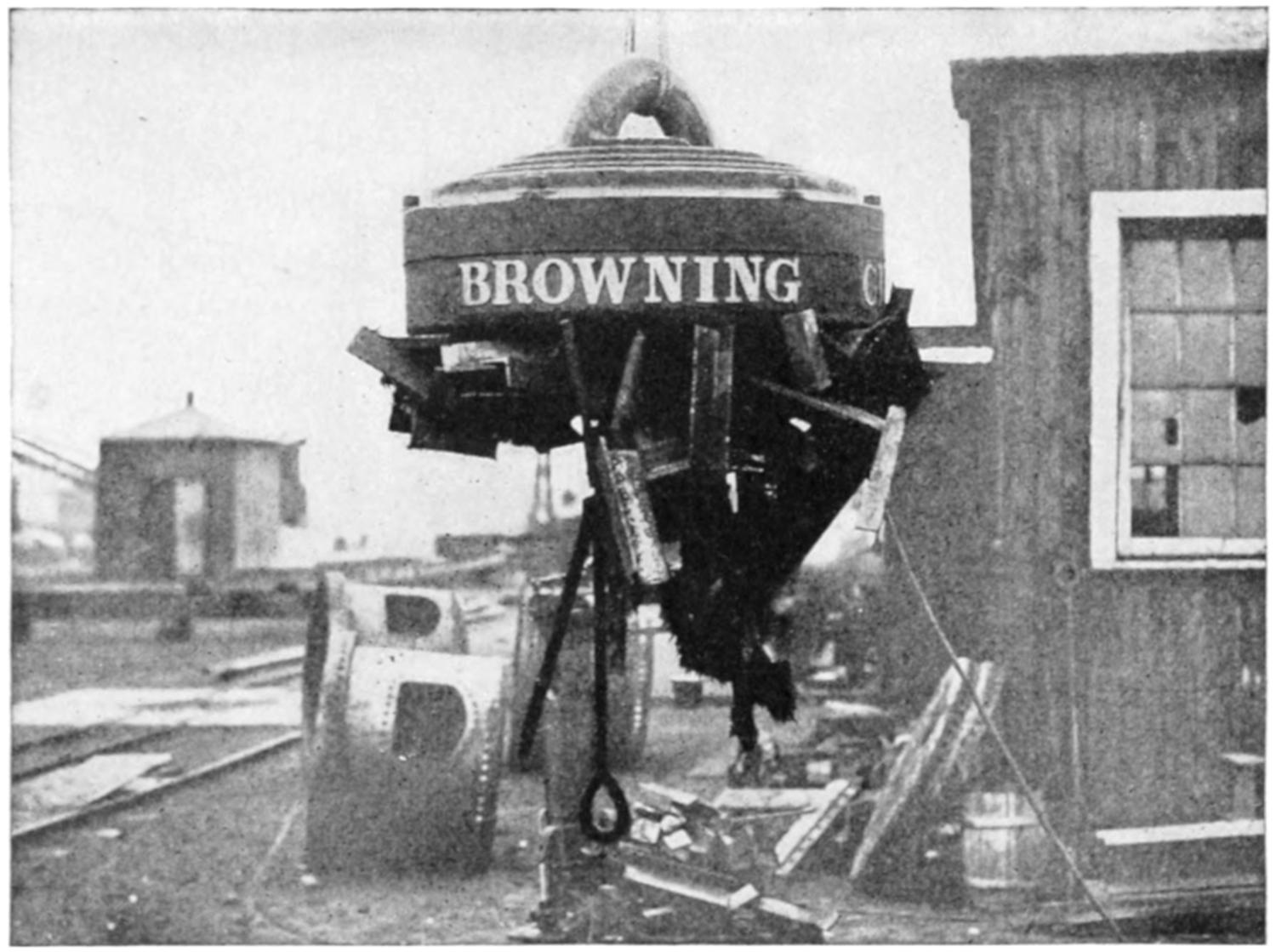
In this picture we see the magnet lifting a great weight of miscellaneous pieces of scrap iron. As many as twenty tons can be lifted and transferred from one place to another at one time.
[329]
Some things can be magnetized while others cannot. Many substances have not the property of magnetizing other substances when they have once been attracted by a magnet. These are called magnetic substances. They remain magnetized only as long as they are in touch with the magnet; other substances when once magnetized become permanent magnets. Steel and lodestone have this faculty. A compass needle is an artificial magnet which becomes a permanent magnet when rubbed with a magnet.
If you pass a hard rubber comb through your hair, in frosty weather, a crackling sound is produced, and the individual hairs show a tendency to stick to the comb. After being drawn through your hair a few times, you may notice that the comb has become charged with electricity. This electricity is produced by friction. Not only rubber but many other substances become electrified by friction, such as a bar of sealing wax rubbed with flannel, or a glass rod rubbed with silk, will show the same qualities, and these simple experiments teach us many of the fundamental facts about electricity.
Some simple experiments will be found instructive and interesting. Rub with flannel a stick of sealing wax until it is electrified and then bring it close to a pith ball which should be hung by a silk thread. The pith ball will at once be attracted to the sealing wax, and, if brought quite close, the ball will adhere to the wax for a few moments, and then fly away from it. The ball will now be repelled by the sealing wax instead of being drawn toward it. Now take a glass rod, rub it with a silk cloth after drying it thoroughly. When the pith ball is brought close to the glass rod it also will at first be attracted toward the glass and, if brought in contact with the glass, the pith ball will adhere as before. It will also then fly away in the same way it did from the sealing wax. Repeat these experiments with the sealing wax now and you will find the ball will be attached, as it was at first, but if it touches the wax it will again adhere for a moment and then fly away. By using the sealing wax and glass rod alternately and bringing them into contact with the pith ball, you discover that when it is attracted by one, it is repelled by the other, and that, after it has been in contact with either for a few moments it is no longer attracted by it.
We learn thus that the electricity in the glass and the sealing wax are not the same. To distinguish the two kinds of attraction, we say the glass is charged with positive, or vitreous electricity, while the charge on the sealing wax is called negative, or resinous electricity.
When the pith ball was touched with the sealing wax, it became filled with negative electricity, and was then no longer attracted by the wax, but was repelled by it and attracted by the glass rod; but when the ball had been filled with positive electricity, it was repelled by the glass and attracted by the wax. We conclude from these facts that bodies filled with the same kind of electricity repel each other, while bodies filled with opposite kinds of electricity attract each other.
When two substances are charged, as we say, with electricity of opposite kinds and are brought into contact, and left so for some time, the two charges disappear, one appearing to neutralize the other. From this, we conclude, and rightly, that any substance not electrified, contains equal amounts both positive and negative electricity. When, therefore, we rub a piece of glass with silk, we are not creating electricity, but only separating the different kinds. The positive electricity adheres to the glass, and the negative remains behind, on the silk. In the same manner, when we electrify sealing wax with flannel the negative kind remains in the sealing wax and the flannel becomes charged with the positive. Whenever a body is electrified by friction, both kinds of electricity are produced; it is impossible to produce one kind without the other.
[330]
WHAT ELECTRICITY IS
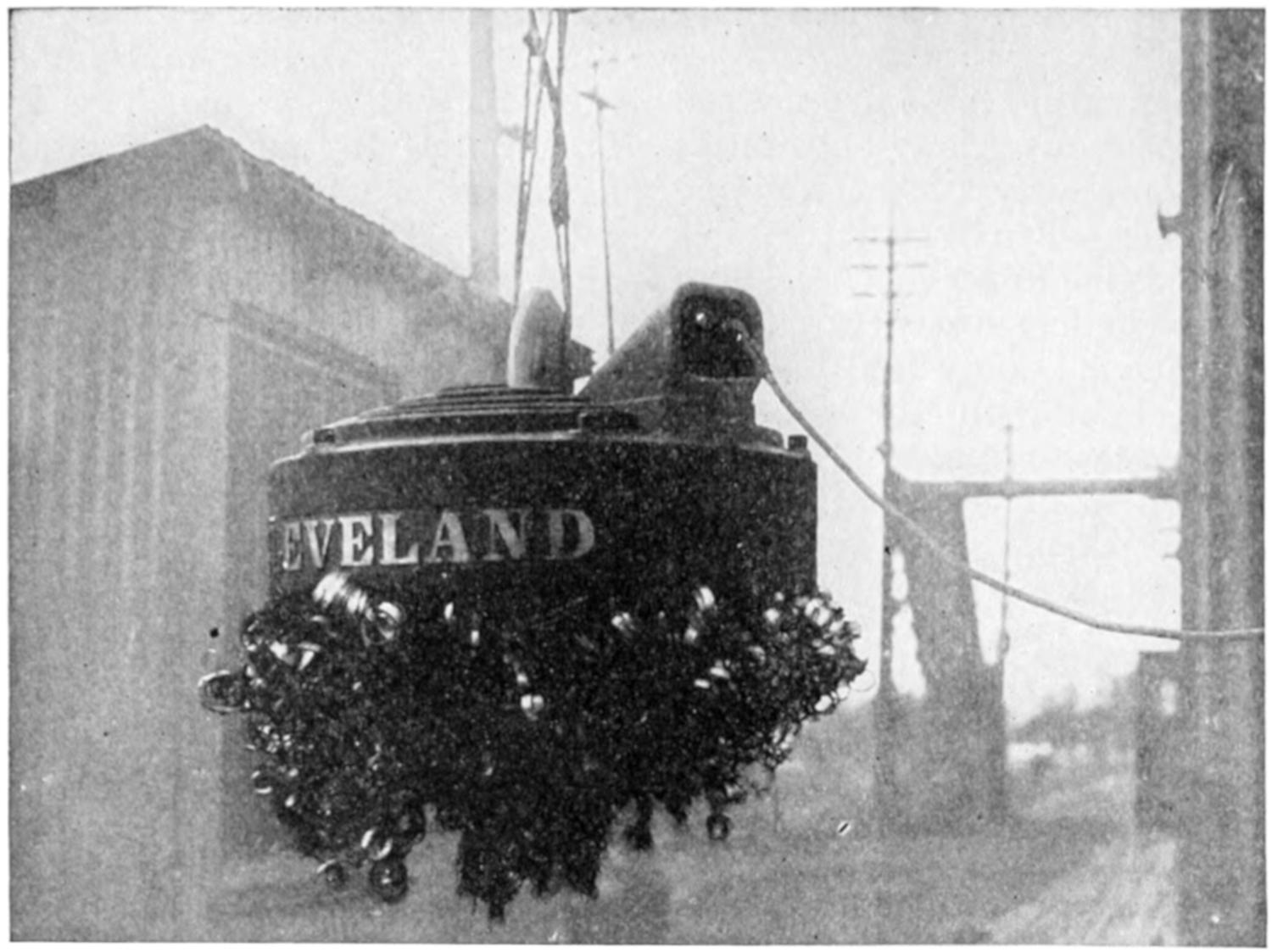
Magnets are particularly valuable in lifting raw material in a steel mill. The red-hot pig-iron, from which steel is made, can be handled easily in this way, whereas it would be impossible to handle same by hand. Sometimes great quantities of iron are broken up by the magnet. A weight of many tons is lifted by the magnet and allowed to fall on the material to be broken up. The weight falls as soon as the current is turned off.
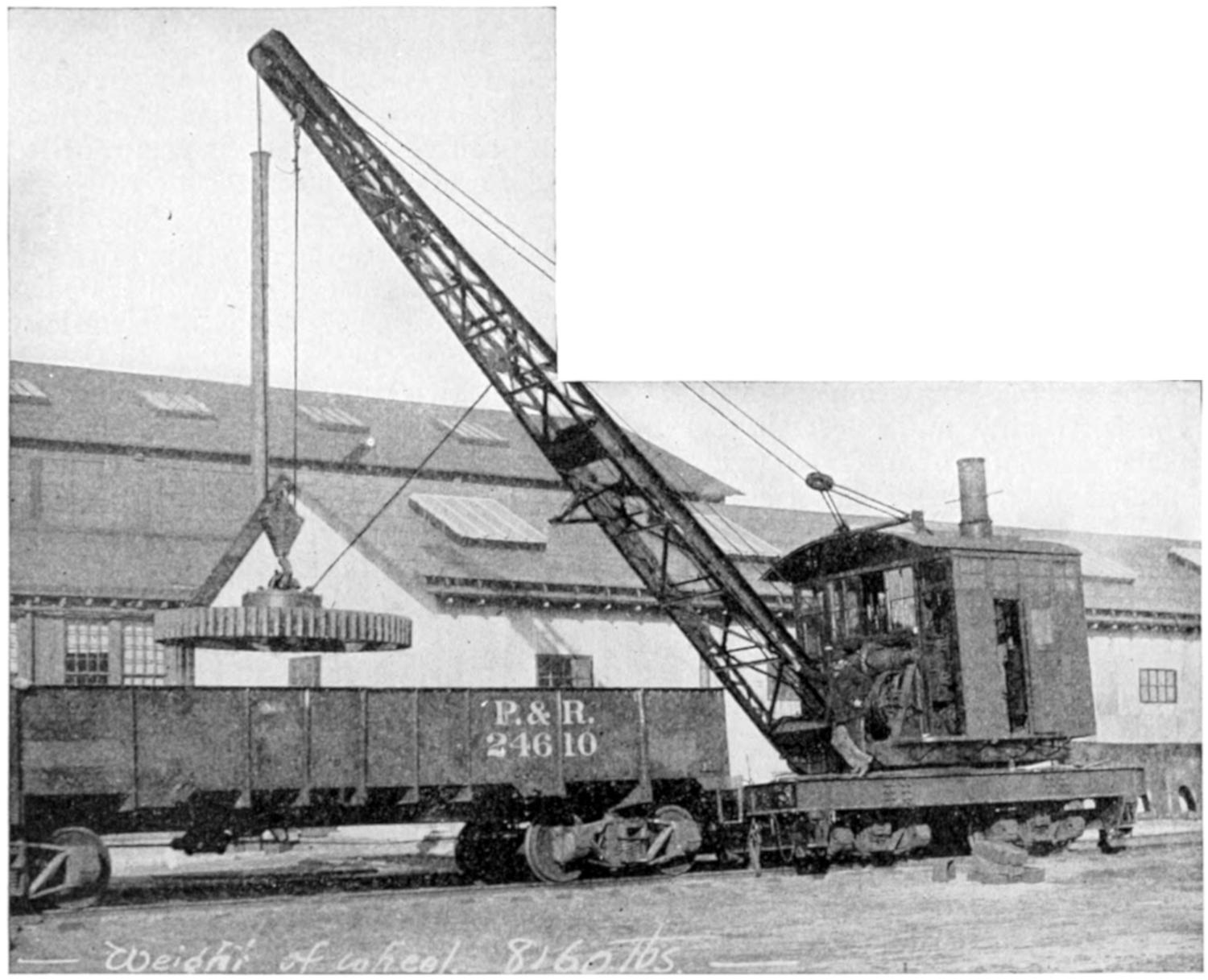
Weight of wheel, 8160 lbs.
Pieces of machinery which cannot be lifted by men on account of their great weight and shape are handled easily.
[331]
You must rub the entire glass rod or bar of sealing wax to electrify the whole of it. If only a part of the glass rod or sealing wax is rubbed, only that part becomes electrified, as may be shown by trying to attract a pith ball with the part that has not been rubbed.
WHAT GOOD AND BAD
CONDUCTORS OF ELECTRICITY ARE
If, however, the charged part of the sealing wax is brought into contact with a metal rod resting on, say, a drinking glass, the rod becomes charged, not only where it is brought into contact, but all over its surface. Substances over which electricity flows readily are called conductors of electricity. All metals are of this kind. Things like glass and sealing wax over which electricity does not flow readily, are called non-conductors, or insulators. Water, the human body, and the earth are good conductors and rubber, porcelain, most resins, and dry air are non-conductors.
You have already learned that substances charged with opposite kinds of electricity attract each other, and substances charged with the same kind repel each other. We will try to discover why substances charged with either kind of electricity attract small light objects, such as pith balls, when these latter are not charged with electricity. As we have discovered, all substances which have remained undisturbed have both kinds of electricity present in them, in equal amounts. Now, when an uncharged body is brought near a charged body, the two kinds of electricity in the uncharged body have a tendency to separate. The kind opposite in character, to that on the charged body, is attracted toward the charged body, and the other kind is repelled. Thus, if our bar of sealing wax, charged with, let us say, negative electricity, is brought near a pith ball, the positive electricity in the ball is attracted to the side nearest the scaling wax, and the negative electricity is repelled to the farther side. As the positive electricity on the pith is nearer to the scaling wax than the negative, its attraction for the negative charge, on the sealing wax, is stronger than the repulsion between the negative electricities of the two objects, and consequently, the ball is attracted to the sealing wax. If the charged sealing wax is brought near a good conductor, which is supported on some non-conducting substance, such as glass, silk, or rubber, over which electricity will not flow, a much more complete separation of the two kinds of electricity occurs on the conductor than on the pith ball. If the charged sealing wax is brought near one end of a metal rod so placed, the charge of negative electricity upon the sealing wax will attract the positive electricity on the metal, to that end, and will repel the negative electricity to the other end. When a pith ball, hung by the silk thread, is brought close to either end of the metal rod, when the charged sealing wax is near the other end, the pith ball will be attracted toward the rod; but will not be attracted if placed close to the middle of the rod. This proves that the metal rod is electrified only in the parts nearest to and farthest away from the charged body. The two kinds of electricity neutralize each other at the parts in between.
If now we take two conductors and place them end to end, we have for all practical purposes, a single conductor. It has the decided advantage, however, of being easily separated into two parts. When an electrified substance is brought close to one end of such a conductor, a charge of one kind is attracted to the near portion of the conductor, and a charge of the opposite kind is repelled to the farther part. By separating the two parts of the conductor, we learn that one of the ends, which have been in contact, is charged with positive and the other with negative electricity.
This act of separating the two kinds of electricity upon a conductor by means of a charge upon another body which is not permitted to come into contact with the conductor, is called induction, and two charges of electricity[332] produced in this way are known as induced charges.
There are other ways in which a charge of electricity may be induced upon a conductor. One end of the conductor may be connected with the earth by means of some good conducting material, and the charged substance brought close to the other end. A charge, opposite in character to the initial charge, is attracted to the end of the conductor that is near the charged body, and the electricity of the opposite kind is repelled, through the conductor to the earth. By securing the connection with the earth, while the charged body is near the conductor, a charge is obtained upon the conductor, that is opposite in character to the initial charge. This method of charging conductors, by induction, is practically the same as the one first described, for the earth is a conductor of electricity, and corresponds to the more distant part of the two-piece conductor.
An instrument, known as the electrophorus, is especially designed for the production of electric charges by induction in the manner just described. This instrument consists of a brass plate, on an insulating handle of glass, and a disk of sealing wax, fitted into a brass dish, whose edges rise somewhat higher than the surface of the wax. In using the electrophorus the brass dish, or sole, is placed upon some support that will conduct electricity, and the sealing wax disk is then rubbed vigorously with a piece of flannel, or catskin, which electrifies the sealing wax, with negative electricity. The brass plate is then taken by the glass handle and brought close to the charged sealing wax. The charge of negative electricity on the wax attracts a charge of positive electricity to the under surface of the plate and repels a negative charge to its upper surface. If the charged plate is now brought into contact with the edge of the brass dish the negative charge, on the back of the plate, flows away, through the legs of the dish, to the earth, but the positive charge remains on the under surface, where it is bound, by the attraction of the negative charge on the disk of sealing wax. If the brass plate is now removed, it will be found to be charged with positive electricity.
The negative charge upon the sealing wax is not reduced or diminished by its action in charging the brass plate, and it is possible to charge the plate an indefinite number of times by means of one charge on the sealing wax.
The charges of electricity, produced in any of the ways that have been described, are necessarily small, and the disturbance produced, when they are destroyed by bringing oppositely charged conductors together, is very slight, merely a little snapping noise and, perhaps, a small spark, that seems to leap from the positively charged conductor to the negatively charged one, when they come very close together. By the use of electrical machines of various kinds, in some of which the electricity is produced by friction, and in others by induction, conductors may be charged with much larger quantities of electricity, and the disturbance produced by their discharge is greatly increased. The noise produced is louder and the spark much brighter, and leaps from one conductor to the other, while they are much farther apart. It is possible to produce still larger charges of electricity upon conductors if they are arranged so as to form what are called condensers.
One of the commonest forms of condenser is the Leyden jar, which is so named because it was invented at Leyden, in Holland. This is a glass jar, upon the outside of which is fastened a coating of tinfoil, that covers the bottom of the jar and extends two-thirds of the way up the sides. Inside the jar there is a similar coating of tinfoil, and through the top of the jar, which is usually made of wood, extends a metal rod. On the upper end of the rod, there is a metal ball, and, at the lower end, is attached a chain which runs down to the bottom of the jar and rests upon the inner tinfoil coating.
[333]
In using the Leyden jar, the ball on the metal rod that runs through the top of the jar is connected with an electrical machine, and the jar is supported upon some conducting material, through which electricity may be conveyed from the outer coating of tinfoil to the earth. If the inner coating of tinfoil is now charged with positive electricity, by means of the electrical machine, it induces, upon the outer coating of foil, a charge of negative electricity, which is bound by the attraction of the positive charge on the inside of the jar. At the same time, the positive electricity, on the outer coating of foil, is repelled, through the conducting support, to the earth.
The charge that can be communicated to the coating of the foil, inside the Leyden jar, is greatly increased by the presence of a charge of the opposite kind of electricity, on the coating on the outside of the jar. Each of these charges attracts the other, through the glass of the jar, and serves to bind or hold it. If either coating of foil is removed, the charge on the other coating tends to fly off the tinfoil, and will immediately do so, if a conductor is brought near. It is because the negative effects of the initial charge, inside the jar, and of the induced charge outside the jar, make it possible to communicate, to each coating of foil, a larger charge than it could otherwise be made to receive, that a Leyden jar is called a condenser.
When a Leyden jar is disconnected from the electrical machine, two opposite charges of electricity are present on it, one inside and the other on the outside. If the two coats of tinfoil are now connected, by means of a condenser, they will at once neutralize each other, and the jar will be discharged. A jar may be discharged, by simply taking hold of the tinfoil on the outside of the jar, with one hand, and touching the metal rod, running through the top of the jar, with the other. If you do this, there will be a sudden flow of electricity through your body, your muscles will give a sudden jerk, and you will feel a peculiar tingling sensation. In other words, you will have received a shock.
It is not necessary, for the hand that does not grasp the jar, actually to touch the rod that runs through the top. If the hand is brought toward the rod, rather slowly, you will see a spark leap across the space between the rod and your hand, while your hand is still some distance from the rod. The greater the distance, across which the spark leaps, the brighter will be the spark, and the stronger the shock produced. This distance is sometimes spoken of as the length of the spark, and it indicates the size of the charges on the tinfoil coatings of the jar.
It may seem difficult to believe, that the tiny spark and weak snapping noise that are produced when a Leyden jar is discharged, are, in many respects, the same as lightning and thunder, but it is nevertheless true. This was proved by Benjamin Franklin, about the middle of the 18th century, in the following way. One afternoon, when a thunder shower was approaching, he sent up a kite, to the string of which he fastened a large metal key; and to the key, a ribbon of non-conducting silk, which he held in his hand. When the rain had been falling long enough to wet the string thoroughly, it become a good conductor of electricity, and Franklin found that the key had become charged with electricity transmitted from the clouds, along the wet kite string. The non-conducting silk ribbon, that formed the continuation of the kite string, from the key to his hand, was employed to prevent him from receiving shocks from the passage of the electricity, through his body, to the earth.
Up to this point, your attention has been directed in charges of electricity. You have been told how they may be produced, what some of their leading properties are, and what effects they produce, when they are discharged. The subject that will now be explained to you is that of electric currents.
[334]
By an electric current, is meant a flow of electricity along a conductor. The flow of electricity, through your body, when you receive an electric shock, is a current, but it lasts only for an instant, and it is difficult to learn much about its nature. By the use of various devices, it is possible to produce currents, that will continue as long as we want them, so that we are enabled to study their properties quite thoroughly.
One of the oldest and simplest forms of apparatus, for producing electric currents, is that which is known as the voltaic cell. This form of apparatus may very easily be constructed. Pour some water into a glass jar, and add a little sulphuric acid. Now place in the water a strip of clean zinc and one of clean copper. Do not let the strips of metal touch in the water, but connect them outside the water by means of a piece of wire. When this has been done, a current of electricity will be sent up along the wire and through the water between the two strips of zinc and copper. This current is said to flow along the wire from the copper, which is called the positive pole of the cell, to the zinc, which is called the negative pole. In the liquid in the cell (i.e., the jar), the current travels from the zinc to the copper, thus completing what is called the electric circuit. Whenever the circuit it broken, that is, whenever there is a gap made in the wire connecting the poles, or anything else is done to destroy the completeness of the path, along which the current travels, the current ceases; consequently, when it is desirable to stop the current, all that is necessary is to cut the wire connecting the two strips of copper and zinc.
The production of a current of electricity, by means of an apparatus of this sort, depends upon the chemical action of the acid in the water upon the strip of zinc. As long as the acid continues to act upon the zinc, the current is produced, and when the acid ceases to act upon the zinc, the current ceases to flow. If the zinc is clean, the chemical action of the acid ceases, whenever the circuit is broken, and consequently, when the cell is not being used to produce a current, the zinc is not destroyed by the acid. But if the zinc is not clean, small electric currents are set up, within the liquid, between the zinc and the impurities on its surface, and around the points where these impurities lie the acid acts upon the zinc and dissolves it. This action of the acid upon the zinc, when the circuit is broken, is known as local action, and it is very desirable to prevent it, as far as possible. For this purpose the zinc is often rubbed with mercury, which soaks into the zinc and forms a film on its surface, upon which the impurities float. This treatment of the zinc is known as amalgamation, and it serves to prevent almost all the local action, due to impurities of the zinc.
Many other substances, besides zinc and copper, have been found capable of yielding an electric current, when placed in a suitable liquid, and many other fluids, besides water that contains a little sulphuric acid, have been employed to act upon the zinc and copper, or the substances used in their stead. Numerous cells of different kinds have, therefore, been devised, but, in all of them, the current is produced by chemical action. Most of them contain a liquid of some sort, which is called the exciting fluid, and two solid substances, which are called the elements of the cell. One of these elements is always much more susceptible to the chemical action of the exciting fluid, than the other, and this one is known as the positive element. The other element, upon which the exciting fluid may have no action, is called the negative element. In cells in which the elements are zinc and copper, the zinc is always the positive element. This may seem strange to you, for you have already learned that the zinc is the negative pole of the cell, but, to avoid confusion, you must fix well in your mind the fact that the zinc is not the positive element[335] of a voltaic cell, but its negative pole, and that the copper, which forms the negative element is the positive pole of the cell. The currents produced by the various forms of voltaic cells, vary considerably in strength, but none of them are very strong. In order to obtain a stronger current, a number of cells must be used together. Such a collection of cells forms a voltaic battery, and in some instances, as many as fifty thousand cells have been used in a single battery.
We have already learned in our study of water that it may be separated into its elementary gases by sending an electric current through it. The effect is a chemical one. Water, however, is not the only substance that is decomposed by electricity; almost all chemical compounds may be decomposed by the passage of a current through them, provided a current of sufficient strength is used.
Another effect of the current is its heating effect. It has been found that the passage of an electric current, through any body, is always productive of a certain amount of heat. The amount of heat produced depends upon the strength of the current of electricity, and the resistance to its passage that is offered by the body through which it travels. This amount is increased by increasing either the strength of the current or the resistance of the conductor along which it travels. We have already learned, that some substances allow electricity to pass over them very readily, and are therefore called conductors, while substances through which electricity does not flow readily are known as non-conductors. No substance is a perfect non-conductor, for electricity can be made to pass through any substance, if the current is sufficiently powerful. Neither is any substance a perfect conductor, for all substances offer some resistance to the passage of an electric current. Those substances that are ordinarily considered good conductors offer varying degrees of resistance to electric currents. For example, a copper wire offers less resistance than an iron wire of the same length and diameter.
The resistance of a body depends not only upon its material, but also upon its length and size. In conductors of the same material, the resistance is directly proportional to the length of the conductor, and inversely proportional to the square of its diameter. This is not surprising, for an electric current bears a strong resemblance to a current of water, in many of its properties, and you know that it is harder to force water through long, narrow pipes, than through short, wide ones.
From what has been stated about resistance, you may see, that a current will produce more heat, in passing through a long fine wire, than through a shorter and thicker one, and that, of two conductors of the same length and size, but of different material, one may be heated much more by a current than will another.
HOW MAGNETS
ARE MADE
A third effect of the electric current, which has not previously been mentioned is its magnetizing effect. It is upon this, that some of the most important effects of electricity depend.
By coiling a wire around a bar of iron or steel, and then sending an electric current through it, the piece of iron, or steel, is made to show magnetic properties. By this is meant, as you doubtless know, that the iron will now attract other pieces of iron, or steel, to it. The strength of this attraction depends upon the strength of the current, and upon the number of turns of wire around the bar. By increasing either the strength of the current, or the number of turns in the coil of wire, around the bar of iron, the strength of its magnetic attraction is increased. When the current is stopped, the magnetic properties of the iron disappear almost completely. A magnet, that depends upon a current of electricity for its magnetic power, is called an electro-magnet.
Besides electro-magnets there are others, which are called permanent magnets. Electro-magnets are composed of soft iron, the softer the better,[336] and, as soon as the current of electricity ceases to flow around them, their magnetic properties disappear. Permanent magnets, on the contrary, are made of steel, and their magnetism is independent of the action of a current of electricity. No coil of wire is wound around them, and no current is employed to maintain their magnetic properties. A piece of steel may be made to become a permanent magnet, by passing a current of electricity, for a considerable time, through a coil of wire wound around it, or by allowing a piece of steel to remain for some time in contact with a strong magnet. When a current of electricity passes through a coil of wire, wound around a bar of steel, it takes longer to magnetize the steel than it would to magnetize iron, but, when the current ceases, the magnetism does not all disappear from the steel. A portion of it remains, and the steel becomes permanently magnetic.
If a thin bar of steel is magnetized, and is then suspended by its middle, so that it can spring freely, it will be found that one end tends to point toward the north, and the other toward the south. Whenever the bar is swung out of this position, it swings back to it, and if the north end is turned entirely around to the south, it does not remain, but swings back to its former position. This shows that there is a difference in the magnetism at the two ends of the magnet. To indicate this difference, the north-seeking end of a magnet is called the positive pole of the magnet, and the south-seeking end is known as the negative pole.
By suspending two bar magnets, in the manner described, it can be shown that the positive and negative poles of the magnets act like positive and negative charges of electricity. Poles of the same kind repel, and poles of opposite kinds attract, each other.
Permanent magnets are usually made in two forms, either straight or horseshoe shaped. A compass needle, as has been shown, is an example of a straight magnet. The horseshoe variety, which has a little bar of iron, called the keeper, laid across the poles is a common toy. Electro-magnets are seldom seen, except in electrical instruments or machinery. The pictures shown on the following pages give us a bird’s-eye view of some of the wonders performed by these electro-magnets. Tons and tons of material are picked up and held securely by one of these magnets as easily as you can hold on to an apple.
The bee’s sting is given him as a weapon of defence. Primarily it is for the sole purpose of enabling him to help defend the hive from his enemies. Sometimes when he is attacked away from the hive he uses his sting to defend himself. When he does so, he injects a little quantity of poison through the sting and that is what causes the inflammation.
The bee lives in swarms of from 10,000 to 50,000 in one house. In the wild state the house or hive is located in a hollow tree generally. These swarms contain three classes of bees, the perfect females or queen bees, the males or drones, and the imperfectly developed females, or working bees. In each hive or swarm there is only one perfect female or queen whose sole mission is to propagate the species. The queen is much larger than the other bees. When she dies a young working bee three days old is selected as the new queen. Her cell is enlarged by breaking down the partitions, her food is changed to “royal jelly or paste” and she grows into a queen bee. The queen lays 2,000 eggs per day. The drones do not work and after performing their duty as males are killed by the working bees. The female bees do the work of gathering the honey. They collect the honey from the flowers, they build the wax cells, and feed the young bees. When a colony becomes overstocked, a new colony is sent out to establish a new hive under the direction of a queen bee.
[337]
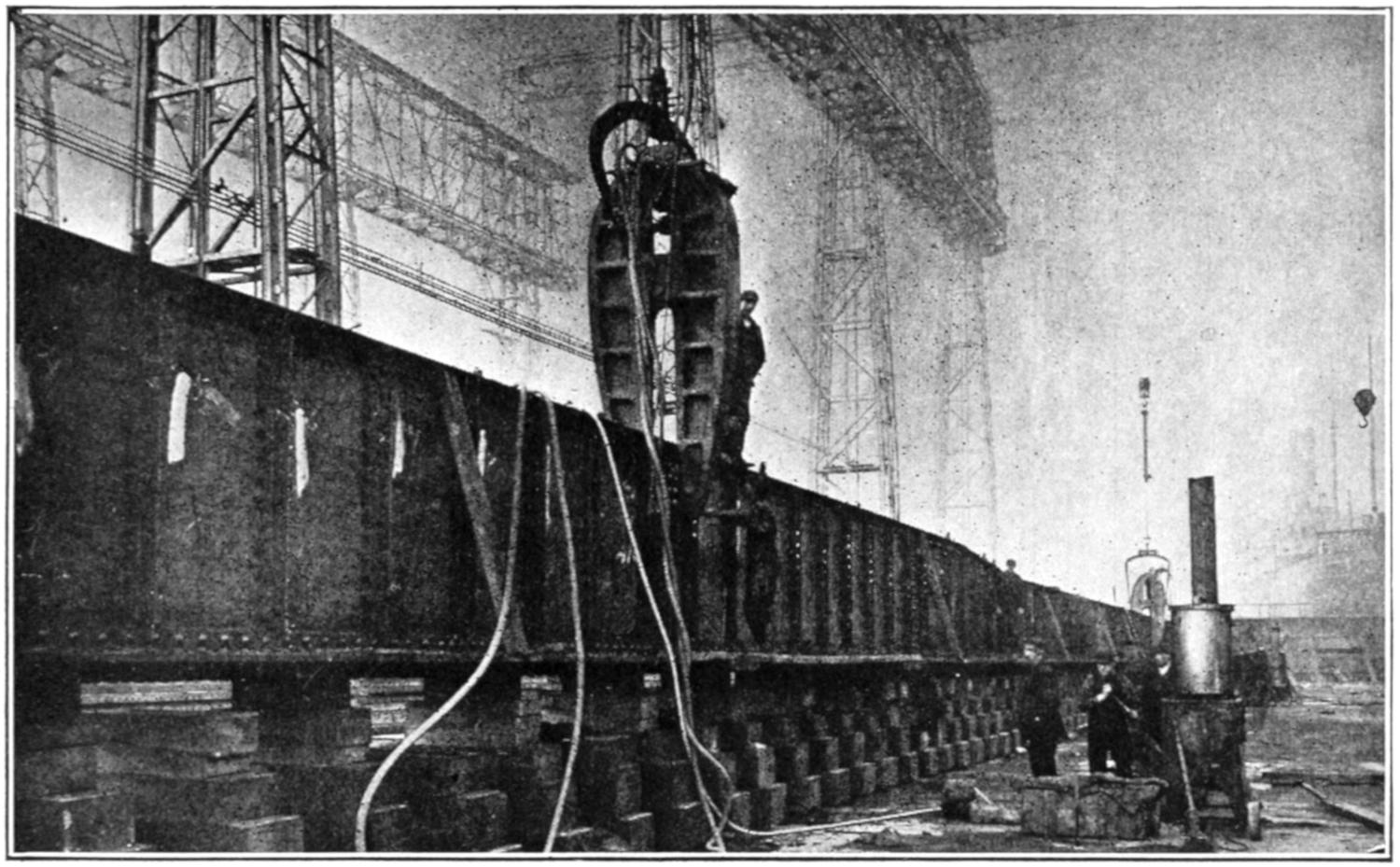
Probably no form of construction is so interesting to everyone as the construction of a huge steamer, a wonderful “city” afloat, with its thousands of passengers, its thousand officers and crew, the tremendous stores of provisions and water, and the precision with which the great ship plows its way from one shore to the other.
This picture shows the first work in building a modern steamer, laying the keel and center plate, upon which the massive hull is constructed. The rivets are driven by hydraulic power, noiselessly but firmly. In the new “Britannic”—largest of all British steamers and the newest (1915) modern leviathan—over 270 tons of rivets—nearly three million in all—were required to give staunchness to the steel-plated hull. The cellular double bottom is constructed between the bottom and top of the center plate.
A LONGER VIEW OF THE ABOVE OPERATION.
[338]
THE CRADLE OF A STEAMSHIP CALLED A “GANTRY”
VIEW NEAR THE BOW.
The “ribs” of the “Britannic,” showing the deck divisions, in outline. The huge “gantry” or cradle of steel, in which “Britannic” was built, cost $1,000,000.
[339]
THE DOUBLE BOTTOM OF MODERN STEAMSHIPS
THE “BRITANNIC” OF THE WHITE STAR LINE. VIEW OF THE DOUBLE BOTTOM PLATED.
THE HUGE STEEL SKELETON OF THE “BRITANNIC” BEFORE THE PLATES WERE PLACED ON IT.
The plates are seen piled in the foreground. The largest of them are 36 feet long and weigh 4¹⁄₄ tons each.
[340]
THE SHIP READY TO LAUNCH
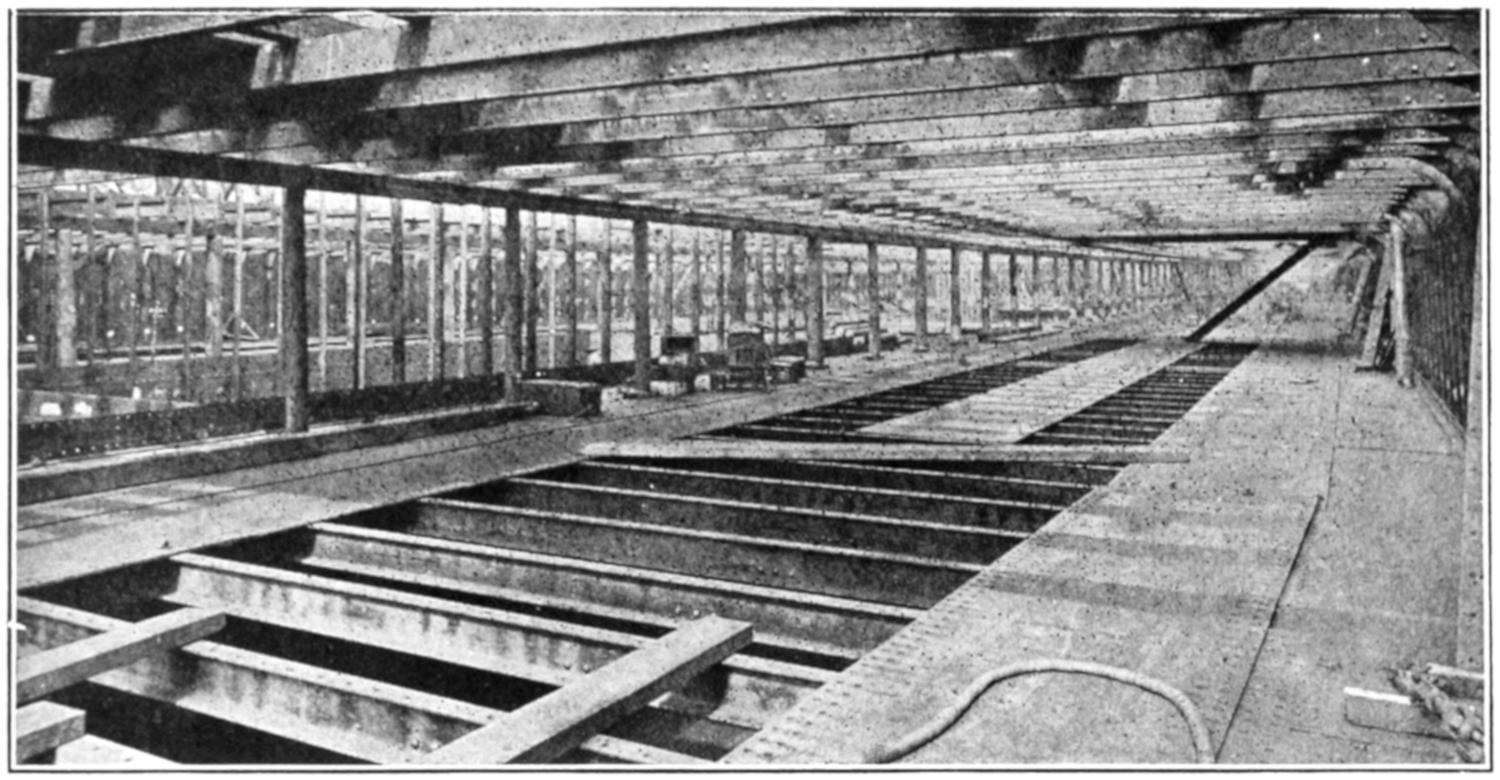
NOT A “SKYSCRAPER,” BUT A FLOATING HOTEL IN PROCESS OF CONSTRUCTION.
THE HULL ITSELF IS 64′ 3″ DEEP, AND FROM THE KEEL TO THE TOP OF THE FUNNELS IS 175 FEET. THE NAVIGATING BRIDGE IS 104′ 6″ ABOVE THE KEEL.
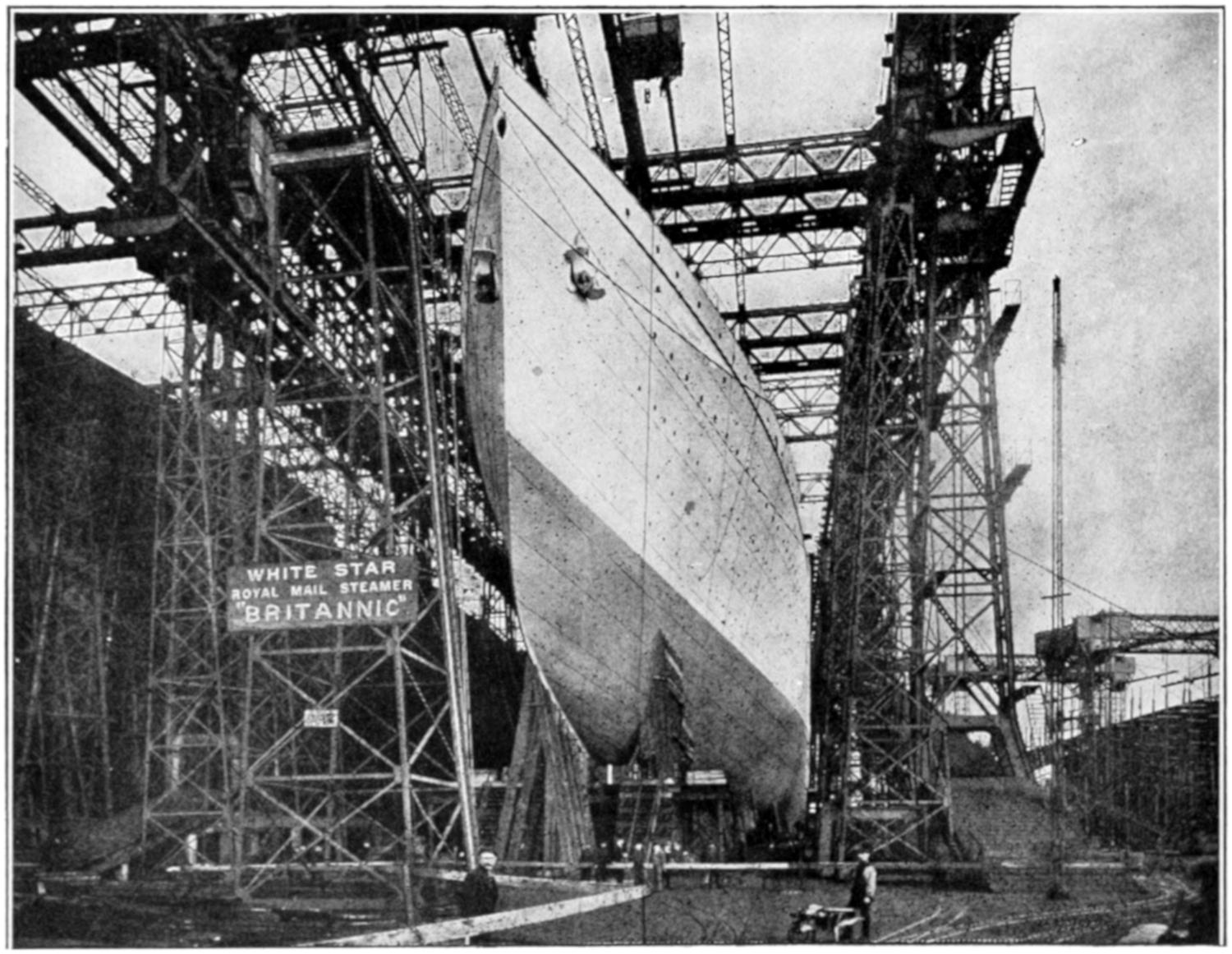
WHITE STAR
ROYAL MAIL STEAMER
“BRITANNIC”
READY TO LAUNCH.
The “Britannic” on the ways at Belfast (Harland & Wolff’s). The largest gantries ever constructed to hold a ship.
[341]
THE MACHINERY USED IN LAUNCHING A SHIP
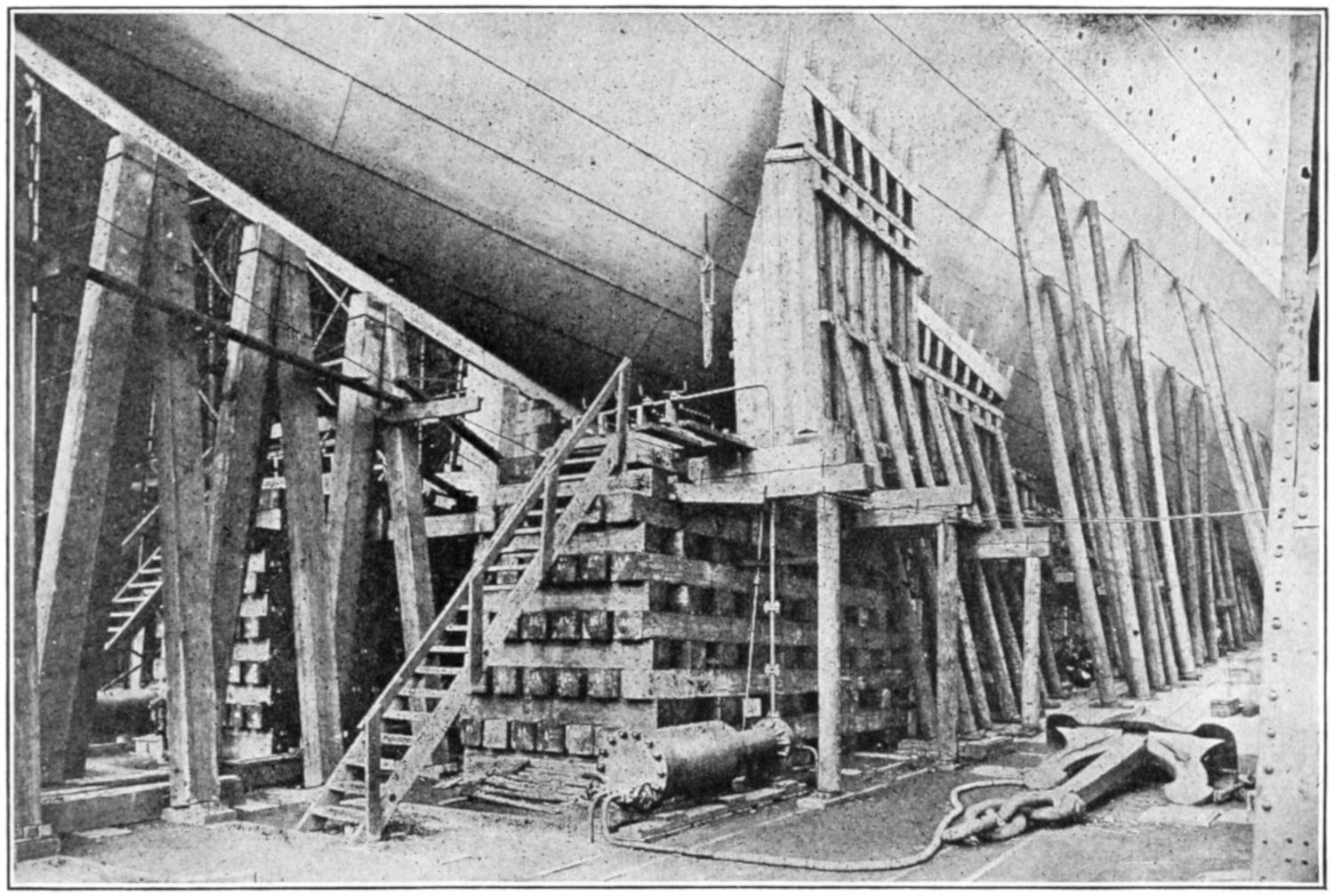
FORWARD LAUNCHING GEAR (HYDRAULIC).
The ship went from the ways into the water in 62 seconds and was stopped in twice her own length.
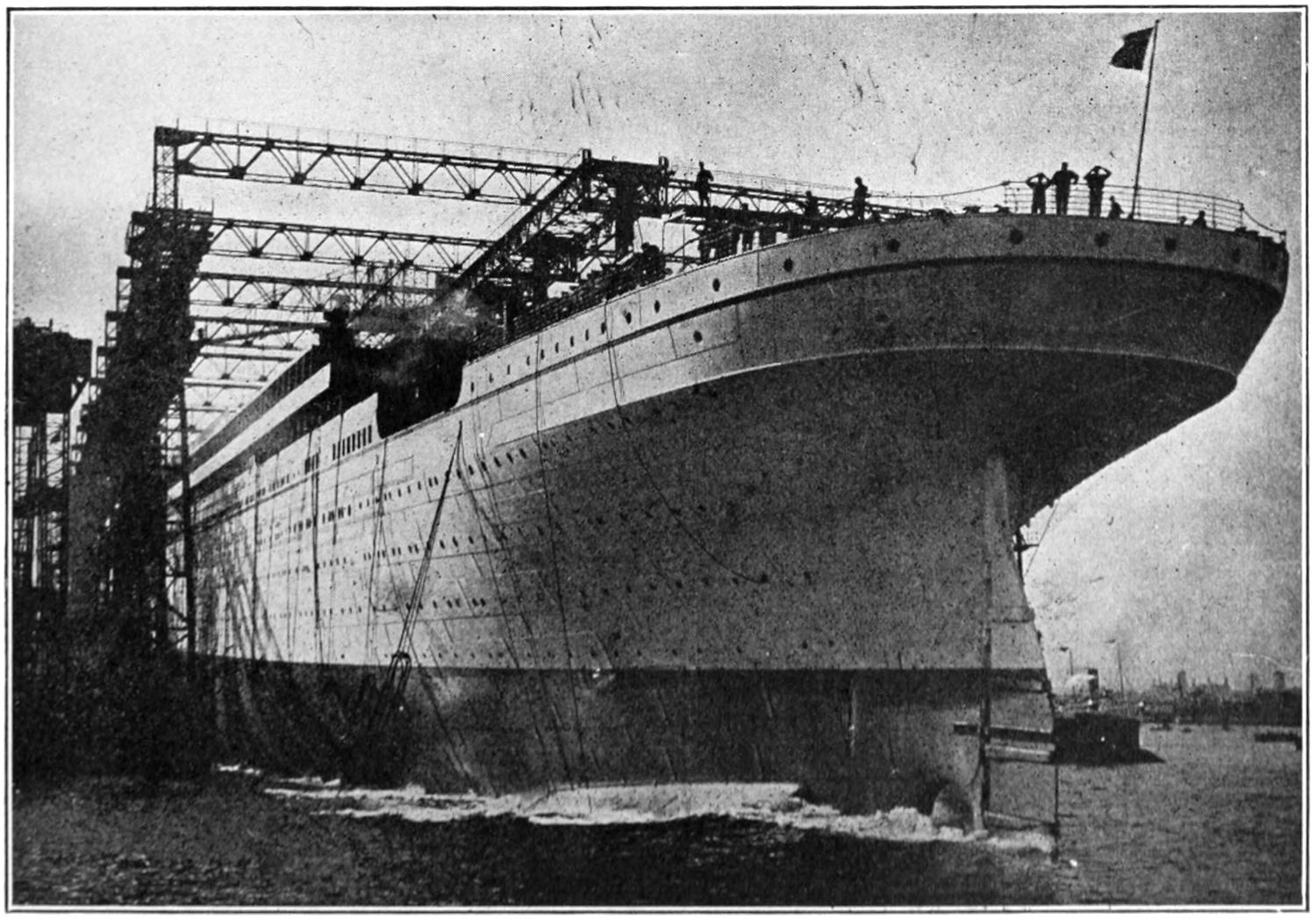
THE HUGE HULL LEFT THE WAYS EASILY AND CREATED ONLY A SMALL SPLASH.
[342]
A CLOSE VIEW OF A SHIP’S RUDDER
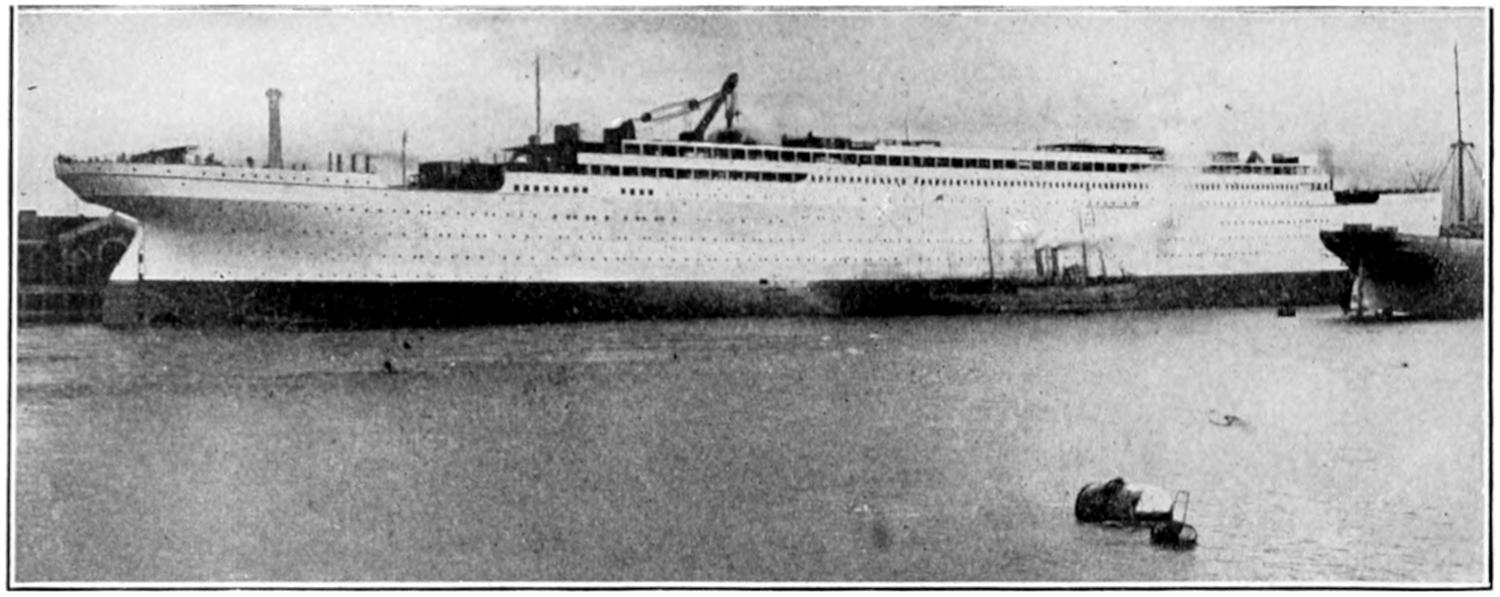
“BRITANNIC” HELD UP JUST AFTER THE LAUNCH.
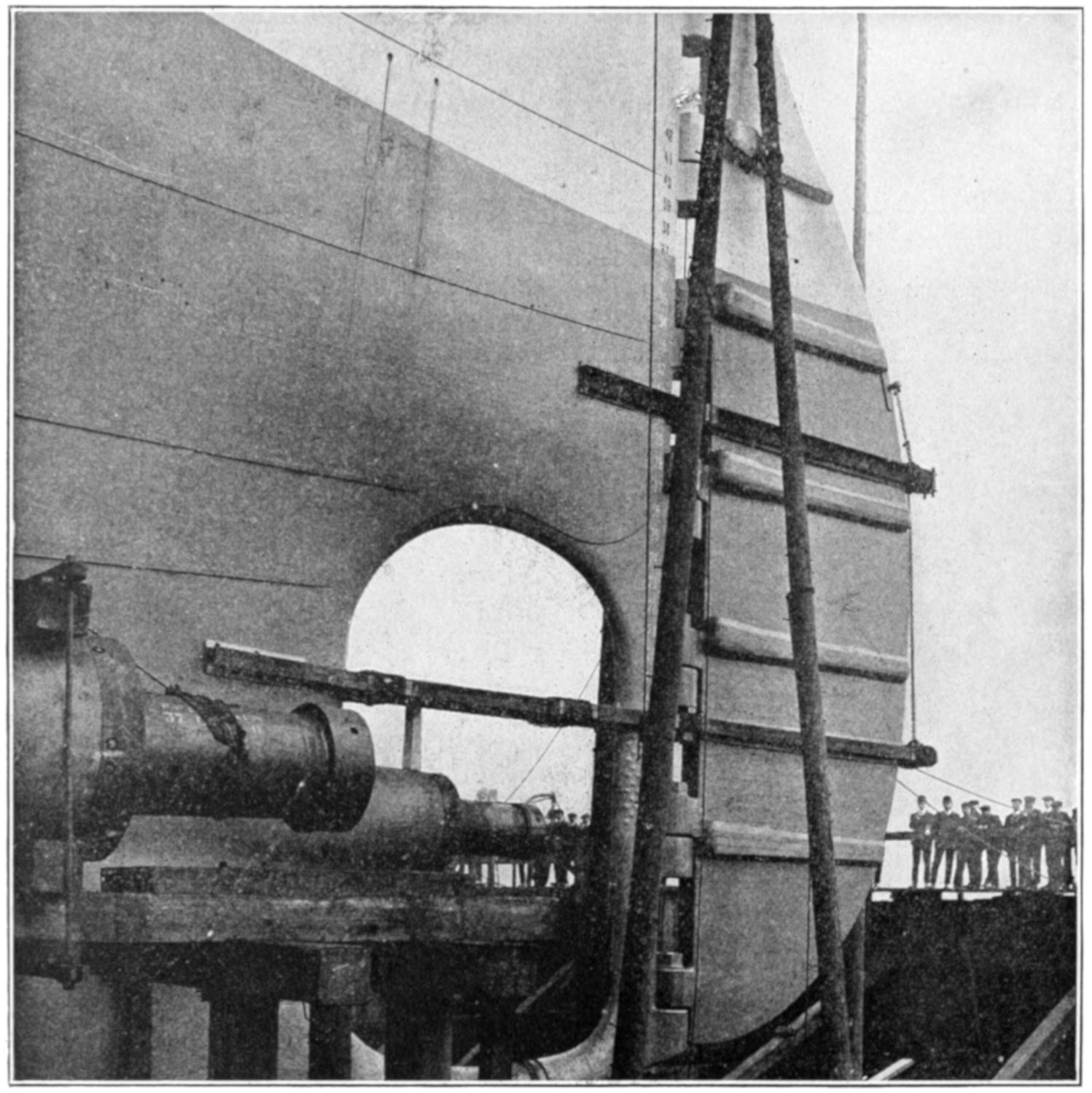
“BRITANNIC.” THE 100-TON RUDDER. THE (CENTER) TURBINE PROPELLER SHAFT AND ONE OF THE “WING” PROPELLER SHAFTS.
[343]
WHAT A SHIP’S PROPELLER LOOKS LIKE
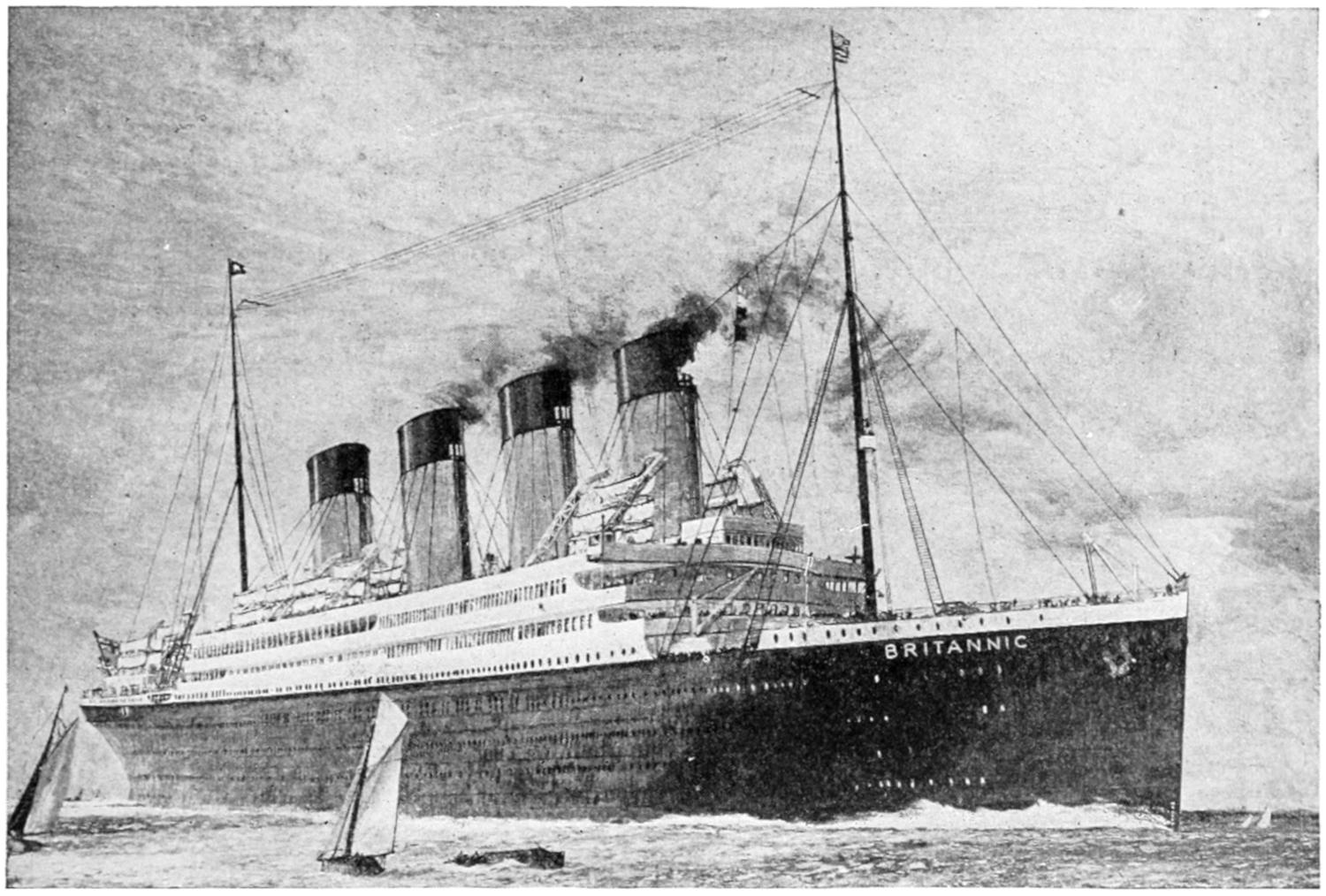
THE COMPLETED SHIP
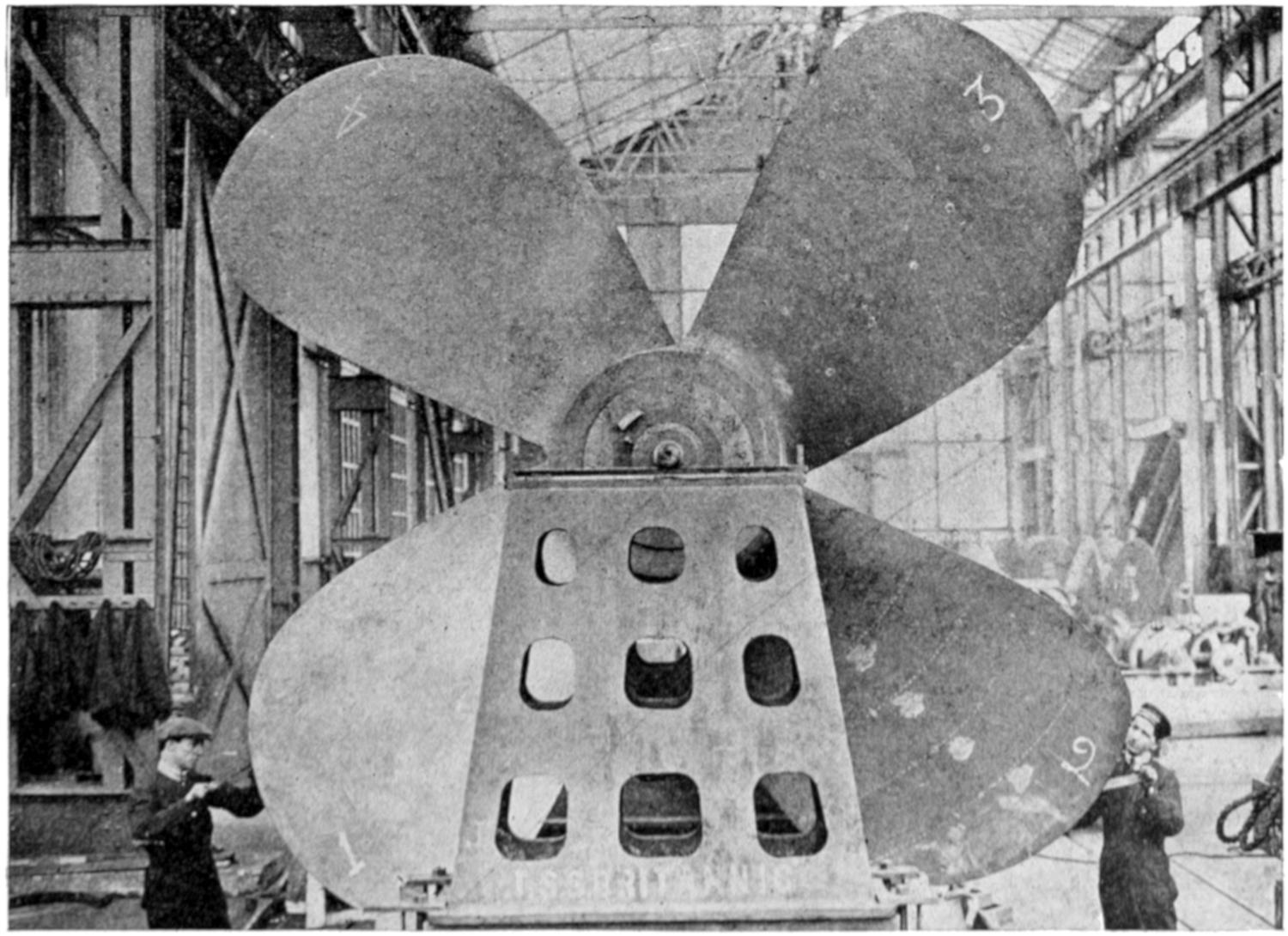
The center (the turbine) propeller, 16′ 6″ in diameter, cast of one solid piece of manganese bronze, 22 tons in weight. The “Britannic” like “Olympic,” is propelled by two sets of reciprocating engines, the exhaust steam from these being reused in the low-pressure turbine, effecting great economy in coal. The two “wing” propellers are 23′ 6″ in diameter and weigh 38 tons each.
[344]
WHAT A SHIP’S TURBINE LOOKS LIKE
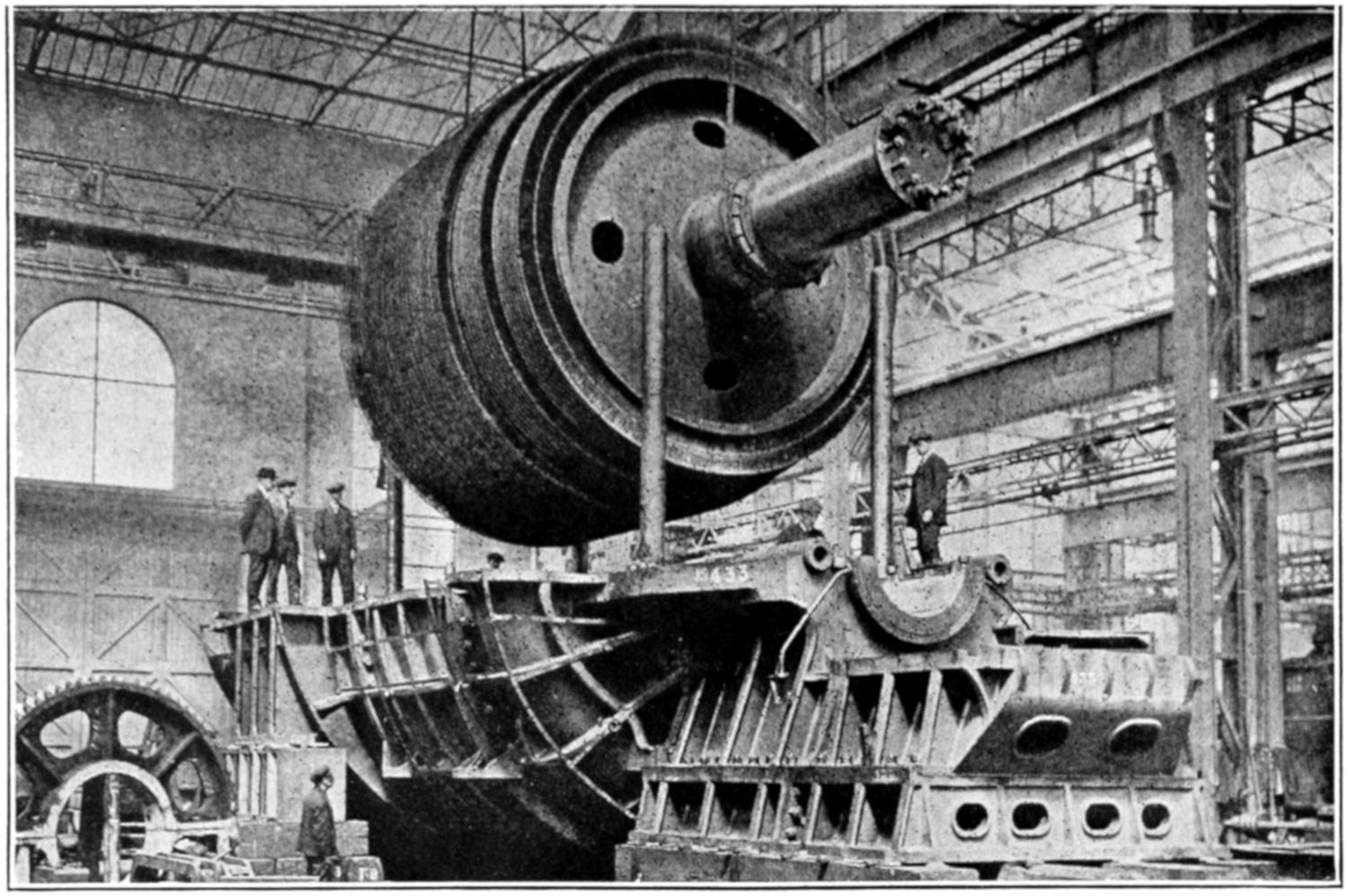
The turbine motor, 130 tons in weight (Parsons type). The steam plays upon the blades with such power that they develop 16,000 horse-power and revolve the propeller (turbine) 165 times a minute. The motor is 12 feet in diameter, 13′ 8″ long, the blades (numbering thousands) ranging from 18 to 25¹⁄₂ inches in length.
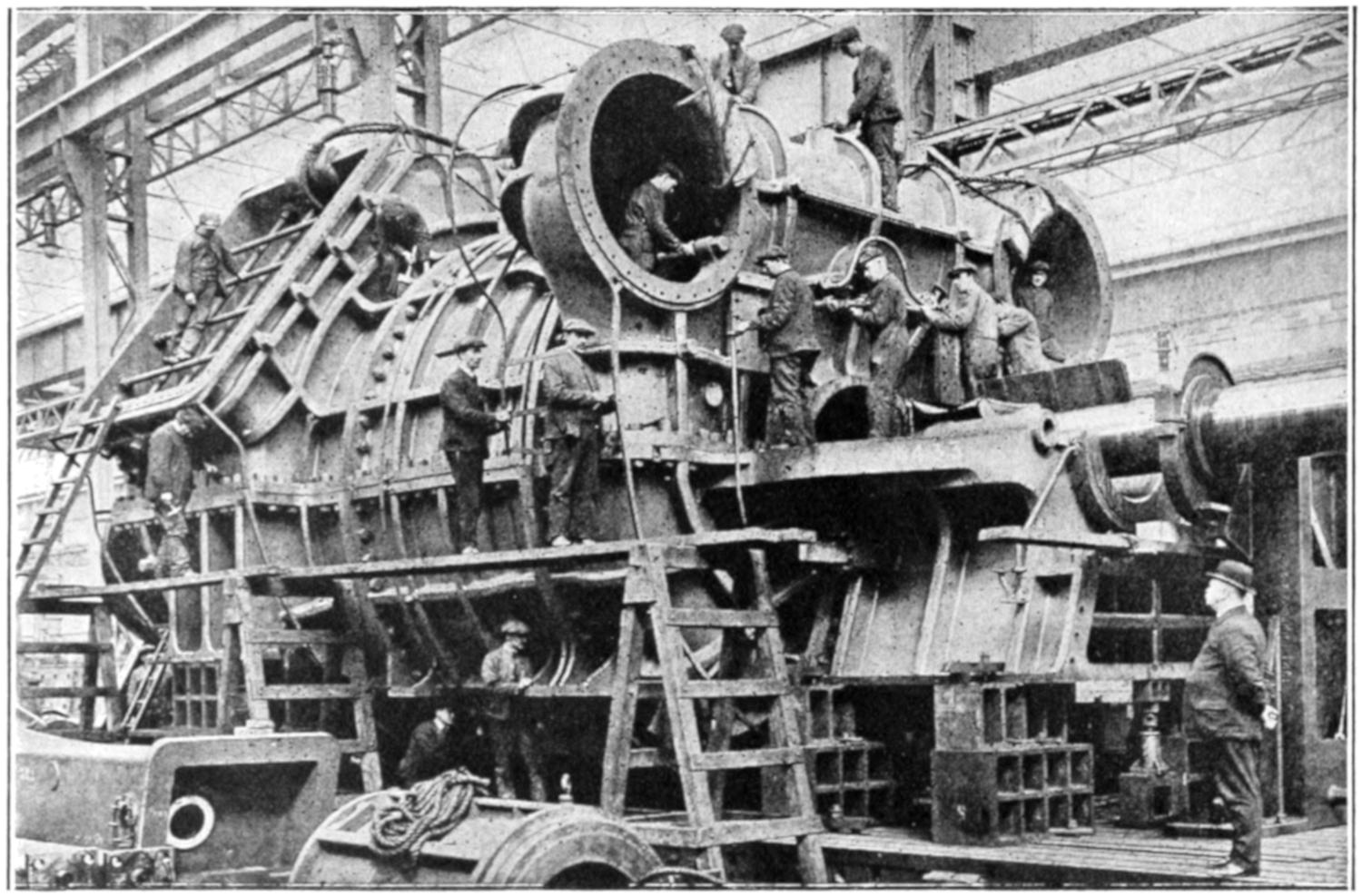
THE IMMENSE TURBINE MOTOR FULLY ENCASED—WEIGHT 420 TONS.
[345]
HOW A FUNNEL APPEARS BEFORE IT IS IN PLACE
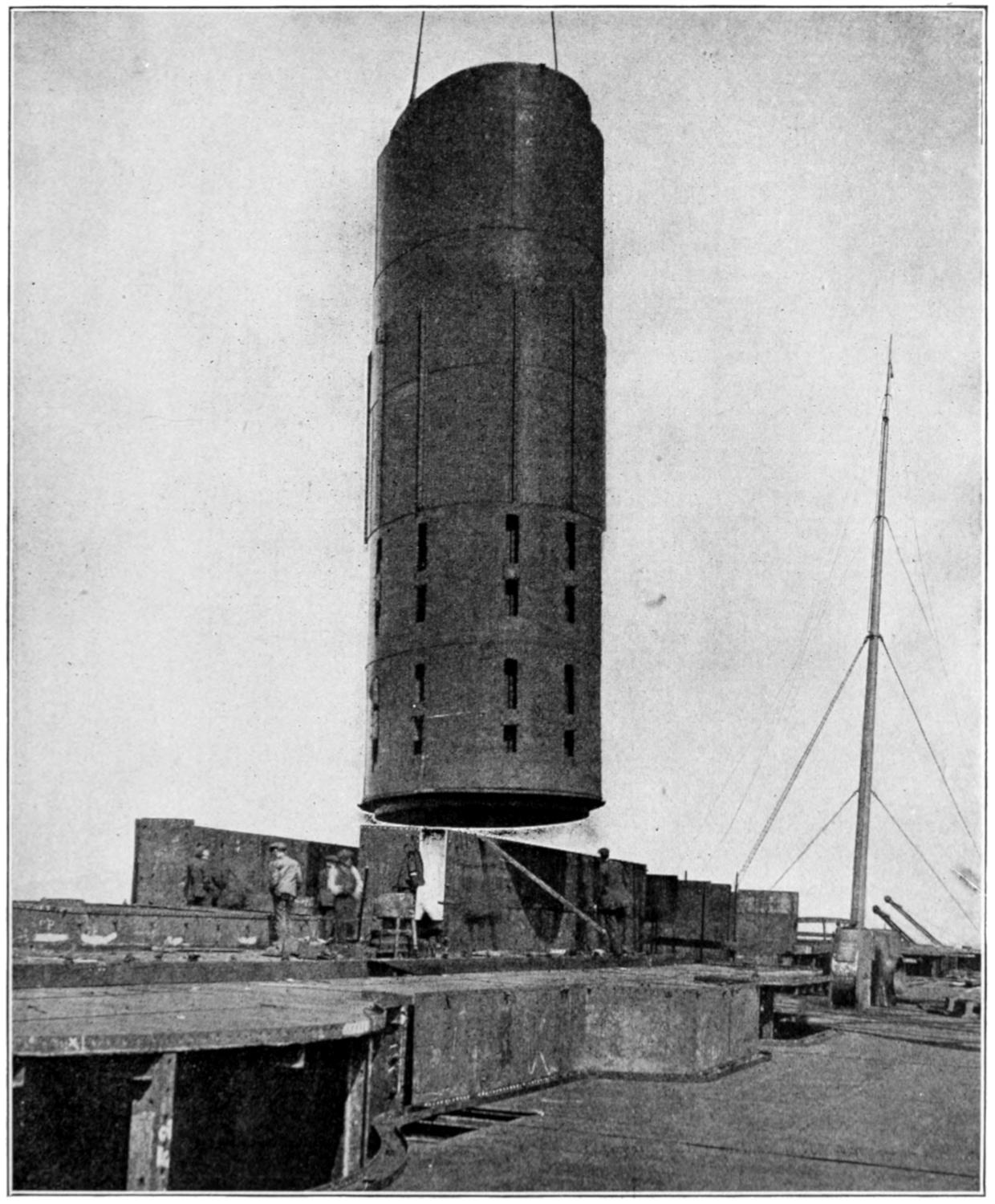
One of the four immense funnels—without the outer casing. Each is 125 feet above the hull of the ship and measures 24′ 6″ by 19′ 0″.
WHAT A GREAT STEAMSHIP WOULD LOOK LIKE IF SPLIT END TO END
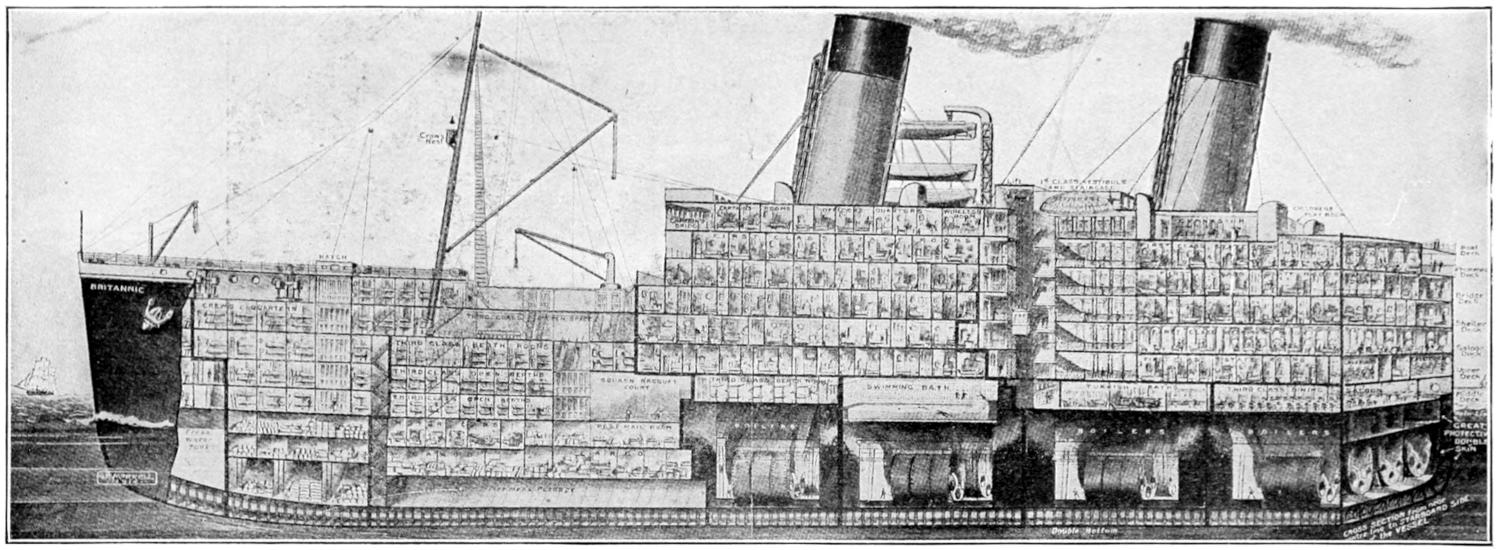
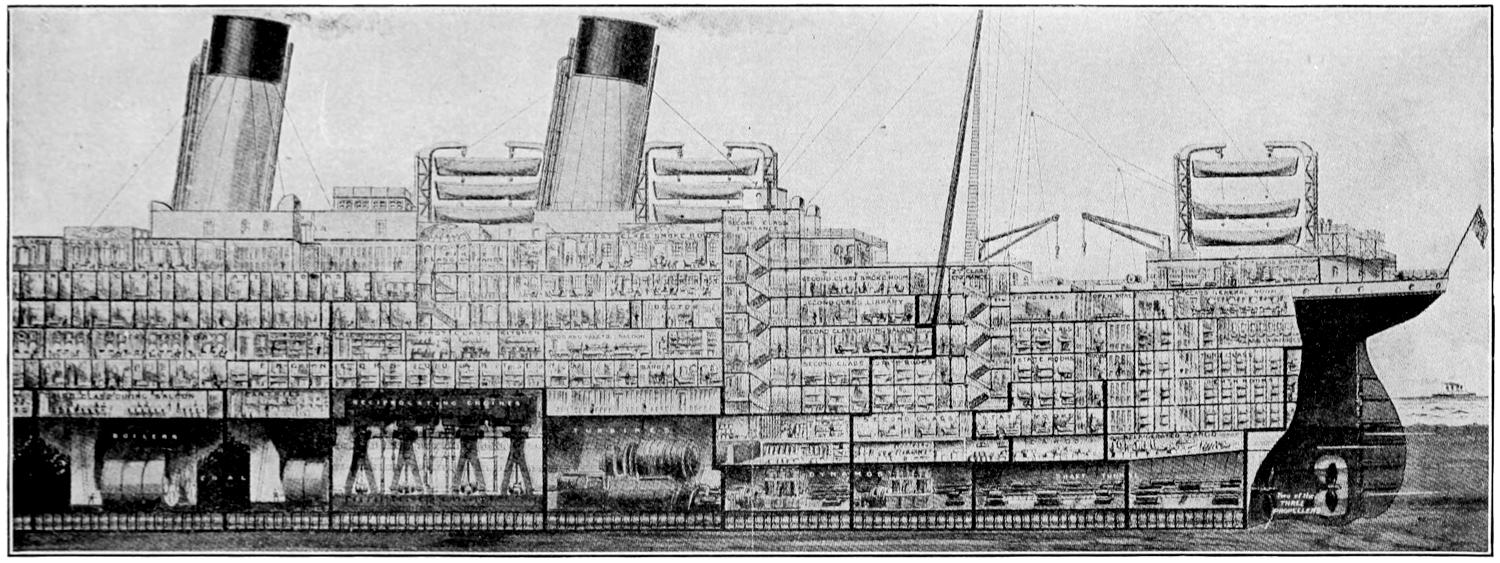
This view will give some idea of the interior arrangement of the huge White Star Line triple-screw steamer “Britannic.” Many features undreamed of a dozen years ago have been introduced in the passenger quarters of this ship. As many decks are necessary to provide the required space for state-rooms, public apartments, promenades, etc., several passenger elevators have been installed, which are a great convenience for those who find the use of stairs irksome. There is a fully equipped Gymnasium, a children’s Play Room for the younger passengers, a Squash Racquet Court, a Swimming Pool with sea-water, and the Turkish Bath establishment.
There are accommodations for over 2500 passengers as well as a crew of 950. The view shows how the ship is divided into numerous water-tight compartments, so that should several of these sections become flooded the rest of the ship would remain intact.
The lifeboats, of which there are sufficient to carry all on board, are handled by a new device, by means of which the boats can be launched, when filled, with greater ease and safety than hitherto. Each of the great davits can handle several boats and they are long enough to carry the boats clear of the side of the ship, should any accident cause her to list to one side.
The “Britannic” is nearly 900 feet in length, and with her gross tonnage of 50,000 is the largest British steamer in the world.
[348]
Every kind of substance in the world is made up of tiny portions, each of which is distinctly just what the whole mass is, but which are so small you cannot see them. A pile of sand, or a cupful of sugar or salt consists of a great many small grains. A cup of water too is made up of what we would call small grains of water, or what we would call grains of water if we could think of them in the same way as we do sugar or salt or sand. These particles are so small that they could not be seen separately, even if the particles did not have the ability to stick so close together that we could not distinguish them even if they were large enough to be seen.
The word used in describing these tiny particles in any substance, water, sugar, sand, salt or anything else is molecule.
The word molecule means “smallest mass,” which indicates the very smallest division that can be made of any substance without destroying its identity. Every substance is made up of molecules, and in many cases the molecules of one substance will mix with those of another substance, while in other cases they will not. When you dissolve sugar in water or melt lead or change water into steam, the physical body of the substance is changed, but the molecules remain as they were. They are only changed in so far as their relations to each other and to those of another substance are concerned.
The relations of the molecules in any substance to each other is what determines whether a substance is a solid, a liquid or a gas. A gas is a substance in which the molecules are constantly moving rapidly about among each other, but always in straight lines. A liquid substance is one in which the molecules are also constantly moving about but which do not move in straight lines. Solids are substances in which the molecules stick together in one position by the power of cohesion which they have. Cohesion means the power of sticking together.
We do not as yet know all there is to be learned about molecules. We know through the wonders of chemistry that small as a molecule is, it is still made up of smaller particles called atoms. An atom is the smallest division of anything that can be imagined. We have found by chemistry that even a molecule is capable of being divided, i.e., it is made up of still smaller particles, but molecules are small enough. An eminent scientist, Sir William Thomson, has given us probably the nearest approach to a correct way of saying something of the size of a molecule. “If a drop of water were magnified to the size of the earth, the molecules would each occupy spaces greater than those filled by small shot and smaller than those occupied by cricket balls.”
To get at what water is made of we must separate it through chemistry into its parts or atoms. When we do this we find that a molecule of water is made of three atoms or parts. Two of these are exactly alike and consist of a gas called hydrogen, and the other part is another gas called oxygen, concerning which gases we have already learned much in the answers to other questions in this book. In other words, when we separate water, which is a liquid, into its parts, we change the relations of the molecules in the water which move in irregular lines, into parts which move in straight lines and, when the molecules of a substance, as we have already seen, move in straight lines, the substance becomes a gas. On the other hand, when you freeze water, it becomes a solid (ice), and in doing that you fix the molecules in the water so that they stick to each other.
Men thought for a long time that water was an element like oxygen and hydrogen, i. e., that its molecules could[349] not be separated in its parts and was, therefore, considered one of the things which could not be divided up, but this was due to the fact that it requires a great amount of power to break up the molecules of water.
An element is any substance whose molecules cannot be broken up and made to form other substances. You can take one or more elements and make a compound, which is what water is. A compound is a substance in which the molecules are made up of at least two kinds of elements or elementary substances.
THE DIFFERENCE BETWEEN
ELEMENTS AND COMPOUNDS
The things we find in the world are known as either compounds or elements. An element, as we have already learned, is something in which the molecules cannot be broken up. A compound is, therefore, a substance in which the molecules are made of molecules of one or more elements and is either gas, liquid or solid, according to the relations which these molecules have to each other. We have so far discovered less than eighty real elements in the world, although since we find a new one every little while, there are probably many more as yet undiscovered.
Not all elements are gases, of course. Solids like copper, gold, iron, lead and a number of others are elements. Among liquids we have mercury, and of the gases we find hydrogen, nitrogen and oxygen, which are the three wonderful gases about which we are about to learn something, and these three are also the world’s most important gases. Ammonia is an element, but, while we think of it as a liquid, the real ammonia is really a gas. Our household ammonia is really a compound of ammonia with something else.
Hydrogen is one of the elementary substances in the form of a gas. It has no color or taste or odor, so we can neither see, smell nor taste it. It is the lightest substance known to the world. We have by the aid of chemistry been able to catch and retain it in sufficient quantities to weigh it and have found it to be lighter than anything else in the world. It is soluble in water and some other liquids, but only slightly so. It refracts light very strongly and will absorb in a very remarkable manner with some metals when they are heated. It burns with a beautiful blue flame and very great heat. When burned it combines with oxygen in the air and forms water. Hydrogen is not poisonous but, if inhaled, it prevents the blood from securing oxygen, and so the inhaling of hydrogen will cause death. Hydrogen is not found free in the air except in small quantities like oxygen and nitrogen and is, therefore, secured by separating compounds by known methods. It can be secured by the action which diluted sulphuric acid has on zinc or iron, by passing steam through a red-hot tube filled with iron trimmings, by passing an electric current through water and in other ways. Hydrogen is absolutely necessary to every form of animal or vegetable structure. It is found in all acids.
Oxygen was discovered in 1774. It is an elementary substance in the form of a gas which is found free in the air. It is colorless, tasteless and odorless and, like hydrogen, cannot therefore be seen, tasted or smelled. It is soluble in water and combines very readily with most of the elements. In most cases when oxygen combines with other things the process of combining is so rapid that light and heat are produced—this combination is called combustion. Where the process of combining with other substances acts slowly the heat and light produced at one time are not enough to be noticed. Where metals tarnish or rust or animal or vegetable substances decay, the same thing chemically is taking place as when you light a fire and produce light or heat—you are making the oxygen[350] combine with the substance in the material which is burning. When iron is rusting or vegetables decaying, the action is so slow that no heat or light is produced, but the result is the same if some outside force does not stop the action. The fire will burn until everything burnable which it can reach is burned out, and in the case of the piece of iron rusting, the action will go on slowly until the whole piece of iron is destroyed—or burned out. Like hydrogen, no vegetable or animal life can live without oxygen continually given it. Oxygen will destroy life and will sustain it.
All of our body heat and muscular energy are produced by slow combustion going on in all parts of the body, of oxygen carried in the blood after it enters the lungs. In sunlight oxygen is exhaled by growing plants.
Oxygen is the most widely distributed and abundant element in nature. It amounts to about one-fifth of the volume of the air belt of the earth; about ninety per cent of all the weight of water is oxygen. The rocks of the earth contain about fifty per cent of oxygen and it is found in most animal and vegetable products and in acids.
Nitrogen is the third of the world’s wonderful and important gases. It is also without color, taste or smell. It will not burn or help other substances to burn and it will not combine easily with any other element. It will unite at a very high degree of heat with magnesium, silica, and other metals. About 7.7 per cent of the weight of the air is nitrogen, so that it is a very important part of the air we breathe and it is absolutely necessary in making all animal and vegetable tissues. When united with hydrogen, it produces ammonia, and with oxygen one of the most important acids—nitric acid. It is found free in the air and is thus easily secured. Nitrogen, while very important to all kinds of life, is known as the quiet gas. It stays quietly by itself unless forced to combine under great power with other things, and, even under those conditions, will combine rarely. We find a good deal of nitrogen in the blood but, while we need the nitrogen which is found in the blood, it does nothing particularly to the blood or the rest of the body. The nitrogen which the body uses is valuable to the body only when found in a compound. This nitrogen which the body needs is secured through vegetable products such as the wheat from which our bread is made, and which are said to secure their nitrogen through the aid of microbes which are able to force the nitrogen of the air into a compound. Some day perhaps we shall know all there is to know about nitrogen, which is the least known of these three wonderful and necessary gases.
Transparency is produced by the way rays of light go through substances or not. When light strikes a substance that is almost perfectly transparent, it means that the rays of light go through it almost exactly as they come in. We think quickly of glass when we think of something readily transparent. Water is almost equally as transparent. When the sunlight is shining on one side of a pane of ordinary window glass, it causes every thing on that side of the window to reflect the light which strikes it in all directions. When these rays of light strike the window pane, they go right through and that is how we are able to see the trees and grass and everything else through a clear window pane. The same reason applies also to the water.
Some kinds of window glass (the frosted kind) we cannot see through—they are not transparent. The surface of a frosted window pane is so made that when the light rays strike it the rays are twisted and broken, and do not come through as they entered the glass.
Sometimes the water is almost perfectly transparent. When water is perfectly clear, it is quite transparent.[351] When you look at or into water that is not transparent, you will know that there are particles of solid matter floating about in it which twist and mix the light rays. If the water is not too deep you can see the bottom sometimes even when there are some particles of solid substances floating about in it, but the deeper the water the more of these solid particles there are generally in it, so that it is impossible in most waters to see the bottom if the water is deep. In some places, however, the water is so free from floating particles that the bottom of the ocean can be seen at quite considerable depths.
All water that comes into the oceans by way of the rivers and other streams contains salt. The amount is so very small for a given quantity of water that it cannot be tasted. But all this river water is poured into the oceans eventually at some point. After it reaches the oceans, the water is evaporated by the action of the sun. When the sun picks up the water in the form of moisture, it does not take up any of the solid substances which the water contained as it came in from the rivers, and while there is about as much water in the ocean all the time and about as much also in the air in the form of moisture also, the ocean never gets fuller; the solid substances from the river waters keep piling up in the ocean and float about in the water there. The salt which is in the river water has been left behind by the sun when it evaporated the water in the ocean for so long that the amount of salt has become very noticeable. The moisture which the sun takes into the air from the ocean is eventually turned back to the earth again in the form of rain. This process of evaporation and precipitation in the form of rain is going on all the time. When the water which is in the form of rain strikes the earth, it is pure water. It sinks into the ground and on the way picks up some salt, finds its way into a river sooner or later, and then evidently gets back into the ocean. All this time it has been carrying the tiny bit of salt which it picked up in going through the ground. But when it reaches the ocean again and is taken up by the sun, it leaves its salt behind and so the salt from countless drops of water is constantly being left in the ocean as it goes up into the air. This has been going on for countless ages and the amount of salt has been increasing in the ocean all the time, so that the sea is becoming saltier and saltier.
The blood in our body contains about the same proportion of salt as the water in the ocean normally. When the supply is normal we do not feel that we have too much salt in our systems, but when you take salt into your mouth the percentage of salt in the body is increased, and the being thirsty, or the desire to drink water afterwards is caused by the demand of the human system that the salt be diluted. The system calls for water or something to drink in order that it may counteract the too great percentage of salt in the system. Other things also, when taken into the body in too great a proportion, cause us to become thirsty. Thirst is merely nature’s demand for more water on account of the necessity of reducing the percentage of some substance like salt, or merely a necessity for having more water in the body.
We learned the definition of an element in our study of water and other substances. Many things which were at one time thought by our wisest men to be elements were later found to be compounds of other substances. Water is one of these which we have learned is really not an element at all, but compounded from two gaseous elements, hydrogen and oxygen.
One of the most important elements in the world is the one out of which diamonds are formed. Not because diamonds are so valuable, but because[352] the element referred to, carbon, is found in every tissue of every living thing, both animal and mineral. This carbon is one of the most useful of all elements, but is found in and used by living things always in combination with some other substance. Carbon is combustible, forming carbonic acid gas, from which the earth’s vegetation secures its necessary carbon, which is very great in amount.
When heat is made to act in certain ways on the tissues of animal and vegetable life we get charcoal, lampblack and coke. Carbon will combine with more other substances than any of the other known elements. Its wonders lie in the fact that under various treatments it produces altogether different looking things, although remaining as pure carbon. Our diamonds, for instance, are pure carbon, but our lead pencils, that is, the part we write with, are also pure carbon, and the coal we burn is carbon also. It would be hard to say which of these three forms of pure carbon is most valuable to the world. A great many rich people might say diamonds, while the poor people would surely say coal, especially if you asked them in winter, while the people who write books, and newspaper reporters, would probably say lead-pencils. However, it would be better to choose diamonds, for if you have them you can always trade them for coal or lead-pencils. A very small diamond will buy quite a lot of either coal or lead-pencils. Carbon is one of the solid elements which are not metals. A great many of the important elements in the group of solids are metals.
A dimple is a dent or depression in the skin on a part of the body where the flesh is soft. The fibers which lay in the tissue under the outside skin help to hold the skin firm. These fibers which are, of course, small run in all directions and are of different lengths. Now and then these fibers will just happen to grow short in one spot or the other and pull the skin in, forming a little depression, but producing a very pleasing effect.
Fear is an instinct. We are by nature afraid of the things we do not know all about. That is why knowledge is so valuable; when we know about a thing we are sure of our ground. When we are where it is light we can see what is there; when it is dark our imagination becomes active and because we do not know for certain what is there in the dark before us, we imagine things.
Fear of the dark, however, cannot be said to be entirely natural. It comes naturally only when we have come to the age when we begin to imagine things. Animals have no imaginative powers and they do not fear the dark. Some people say that the fear of the dark is bred in us, but little babies do not fear the dark. If they are properly trained they will go to sleep in the dark and will prefer the dark. As they grow older children begin to fear the dark, but that is because their imagination is coming to life and because parents so often make the mistake at this stage of training their children of either encouraging the feeling of fear that darkness brings for the convenient means of punishment it provides through threatening to put the light out, or because they do not take the pains to show that there is no reason for fear.
Most children who fear the darkness are really taught to do so permanently by parents or servants. When a boy or girl first begins to imagine things in the dark, many parents run quickly to the child and say, “Don’t be afraid” or “There is nothing to be afraid of,” and in doing this they perhaps mention the word “fear” for the first time. Repetition of this will always cause the child to associate the word “fear” with “darkness.” As a matter of fact when the boy or girl first shows fear of the darkness, parents should go to them and quiet their fears, but talk about anything else but fear and direct the child’s mind away from any thought of fear.
[353]
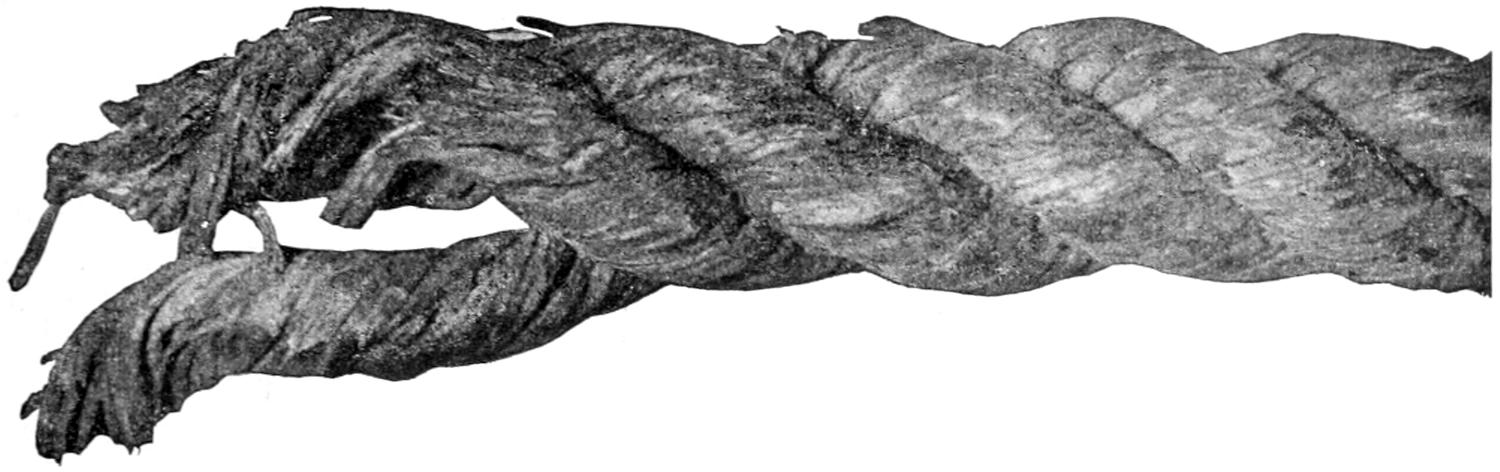
ANCIENT EGYPTIAN ROPE.
How many have ever given a thought to the question of where rope comes from and how it is made, or realize what a variety of uses it is put to, and how dependent we are upon it in many of the everyday affairs of life? But let us suppose for a moment that the world were suddenly deprived of its supply of this very commonplace material, and of its smaller relatives, cords and twine. We should then begin to realize the importance of a seemingly unimportant thing, and to appreciate the difficulty in getting along without it.
Ancient civilized peoples had their ropes and cordage, made from such materials as were available in their respective countries. The Egyptians are said to have made rope from leather thongs, and our illustration will be found interesting in this connection. This is from a sculpture taken from a tomb in Thebes of the time of the Pharaoh of the Exodus.

EGYPTIANS MAKING ROPE.
While this scene is said by the best authority to represent the preparation of leather cords for use in lacing sandals, it has been supposed by some to be a representation of rope making. In any event the process is undoubtedly the same as that used in making rope.
The scene is depicted with the true Egyptian faculty for showing details, making words almost unnecessary to an understanding of their pictorial records. We see the raw material in the shape of the hide, and also two well-made coils of the finished product. One of the workmen is cutting a strand from a hide by revolving it and cutting as it turns. Any one who has not tried it will be surprised to see what a good, even string can be cut from a piece of leather in this way.
Another man is arranging and paying[354] out the thongs to a third, who is evidently walking backward in time-honored fashion, twisting as he goes.
Coming down to more recent times we find that rope-making had been going on for centuries with probably very little change, up to the time of the introduction of machinery and the establishment of the factory system.
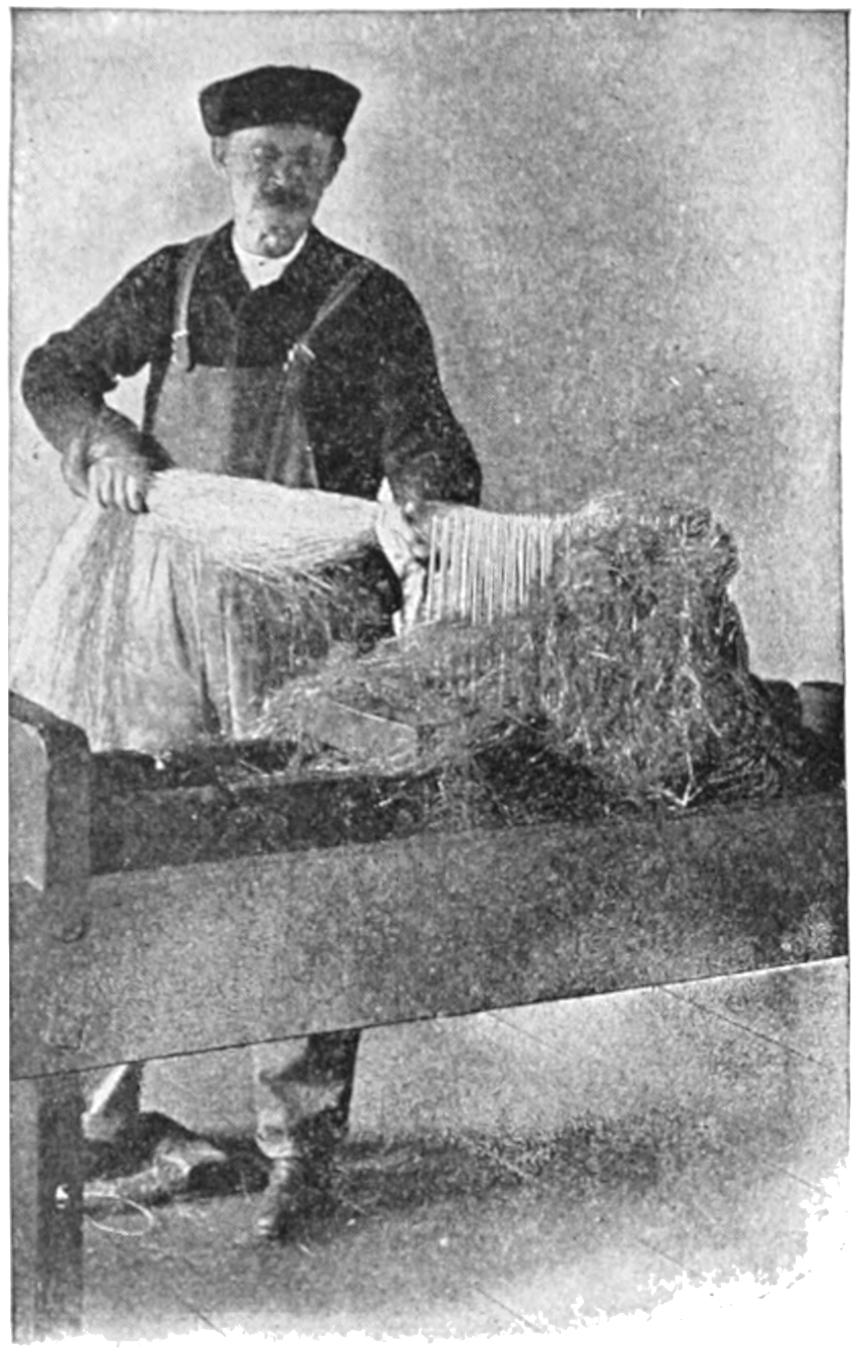
HACKLING.
HOW ROPE WAS LONG
MADE BY HAND
In the early days to which we have referred, all the yarn for rope-making was spun by hand in the time-honored way. We are able to represent to our readers by the photographs shown, this now almost lost art. The material shown in the pictures is American hemp, which because the earlier machines were not adapted to working this softer fiber, continued to be spun by hand long after manila was spun chiefly on machines.

NATIVE PHILIPINO SCRAPING THE FIBER FROM THE LEAF STOCK.
The hemp was first hackled, as is also shown by our photograph, the hackle or “hechel” being simply a board having long, sharp steel teeth set into it. This combed out the tow or short, matted fiber, leaving the clean, straight hemp. This “strike” of hemp the spinner wrapped about his waist, bringing the ends around his back and tucking them into his belt, thus keeping the material in place without knot or twist, and allowing the fibers to pay out freely.
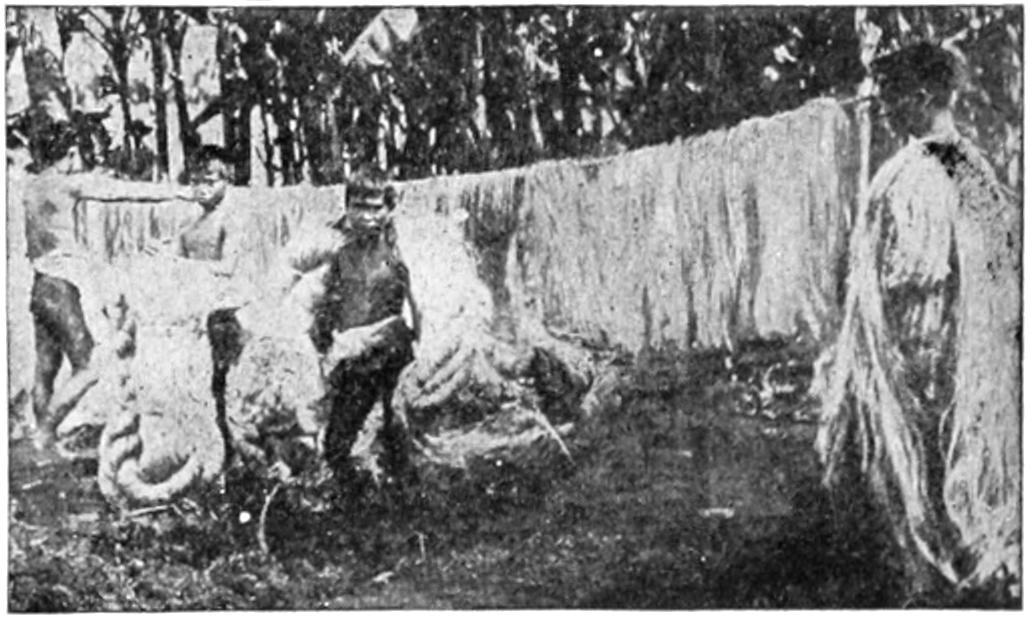
DRYING THE FIBER.

SCENE IN AN EGYPTIAN KITCHEN SHOWING USE OF A LARGE ROPE TO SUPPORT A SORT OF HANGING SHELF.
The workman in our picture is Johnny Moores, an old-time expert hand-spinner, who can walk off backward from the wheel with his wad of[355] hemp, spinning with each hand a thread as fine and even as can be asked for. In the photograph, in order to show the process more clearly, one large yarn is being spun.
AN OLD FASHIONED ROPE WALK
HAND SPINNING.
The large wheel, usually turned by a boy, is used to convey power to the “whirls,” or small spindles carrying hooks upon which the fiber is fastened. These whirls, revolving, give the twist to the yarn as the spinner deftly pays out the fiber, regulating it with skillful fingers to preserve the uniformity and proper size of the yarn. As he goes backward down the long walk through the “squares of sunlight on the floor” he throws the trailing yarns over the “stakes” placed at intervals along the walk for the purpose.
The spinning “grounds” were usually arranged with wheels at either end, so that spinners reaching the farther end, could go back to their starting point spinning another set of yarns.
Then in the case of small ropes, the strands could be made by attaching two or more yarns to the “whirl” and twisting them together, reversing the motion to give the strands a twist opposite to that given the yarns. These strands were twisted together, again reversing the motion, making a rope. Thus it will be seen that, reduced to its lowest terms, rope-making consists simply of a series of twisting processes. The twisting of the yarns into the strand is known as “forming” or putting in the “foreturn.” The final process is “laying,” “closing” or putting in the “after turn.” Horse-power was used in old times for forming and laying rope which was too large to be made by hand.
How all this work is now done in a modern rope factory by ingeniously devised machinery we shall now see.
The opening room where the fiber is made ready for the preparation machinery is a reminder of the days when all rope-making processes were hand work. The bales are first opened up—in the case of Manila this means cutting the straw matting put on to protect the fiber in shipment. Then the hanks which are packed in various ways—sometimes doubled, sometimes twisted—are taken out and straightened and the band at the end of the hank removed.
No machinery has yet been perfected for doing the work just described but the first of the preparation processes, a short step beyond, tells quite a different story. Here the hanks of such fibers as require a special cleaning treatment are placed on fast working hackling machines which comb away most of the snarls, loose tow and dirt.
At this point hard fibers—Manila, Sisal and New Zealand—are usually oiled to soften them and to make them more workable for the operations that[356] follow. The oil, furthermore, acts as a preservative. It is a matter of importance to the buyer, however, that the fiber should not be too heavily oiled, for that merely increases the weight and cost of the rope without improving its quality.
The wonder of modernism in rope-making is nowhere more striking than in the preparation room. To pass from one end, where the raw hemp is received just as it left the hands of the native Filipino laborer with his crude methods, down through the long rows of machines to the draw frames from which the sliver is delivered in a form that can be likened to a stream of molten metal, is to cover decades of inventive genius and mechanical development.
The mechanism performs its work so accurately that at first glance the man feeding the fiber into the machine and all the other men, busy about their various duties, would appear to be playing very minor parts in modern rope making. In reality, expert workmanship and watchfulness are very important factors. Good rope depends no more upon scientific machine processes than upon ceaseless attention to the little details, and this is especially true in the preparation room.
Before taking up the distinctly modern machines so largely used now in the final processes of rope-making—the forming of strands, laying of common ropes and closing of cable-laid goods—we will describe the rope-walk where much of this work is still best carried on.
HUGE BALES OF RAW ROPE MATERIAL
MANILA HEMP IN WAREHOUSE.
For making tarred goods in all but the smaller sizes the walk has certain advantages not afforded by newer methods. It also provides efficient equipment for turning out the largest ropes, which would otherwise require special machinery.
[357]
A MODERN ROPE WALK
INTERIOR OF ROPE WALK, PLYMOUTH CORDAGE CO.
[358]
The long alleys or grounds where the work takes place are usually laid out in pairs, one for forming, the other for laying and closing. Each ground has a track to accommodate the machines used and an endless band-rope which conveys the power.
NEAR VIEW OF MACHINE IN ROPE WALK.
HOW ROPE IS
FORMED AND TWISTED
At the head of the forming ground stand frames holding the bobbins of yarn. The yarns for each strand first pass through a plate perforated in concentric circles. This arrangement gives each yarn the correct angle of delivery into a tube where the whole mass gets a certain amount of compression.
As the top truck is forced ahead by the twisting process, the ropemaker by means of greater or less leverage on the “tails”—the loose ropes shown in our picture—preserves a correct lay in the rope. The stakes on which the strands rest are removed one by one to allow the top truck to pass, and then replaced to support the rope until the laying is finished and the reeling in of the rope begun.
The closing process on cable-laid goods is like the laying except that the twist is reversed. The work now being with three complete ropes—frequently very large—a heavier top truck is necessary, and this must often be ballasted, as shown in our illustration, to keep down the vibration which would otherwise tend to lift the truck off the track.
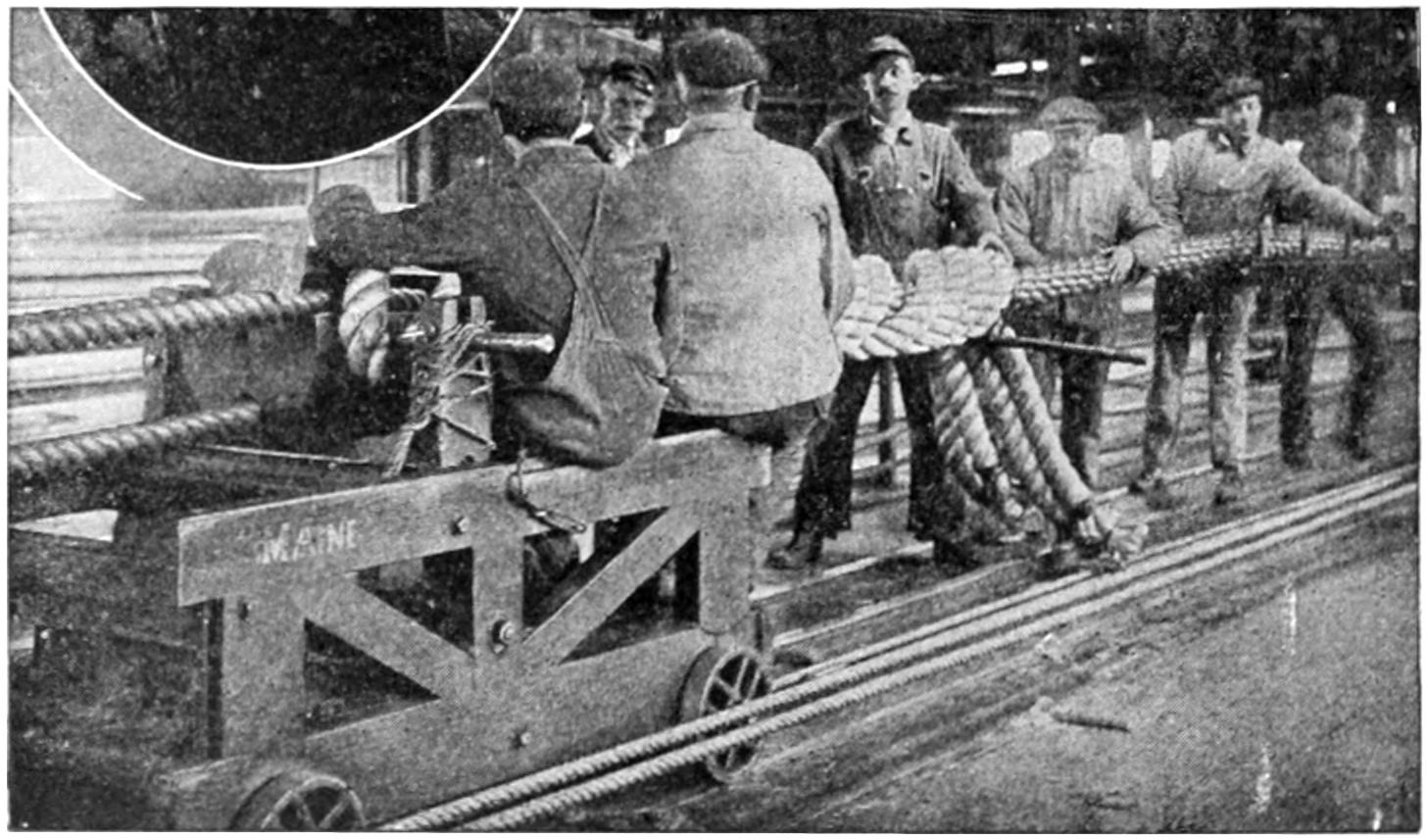
NEAR VIEW OF MACHINE IN ROPE WALK.
Modern rope-making ingenuity reaches its high-water mark in the compound laying-machine where the two operations of forming the strands and laying them into a rope are combined. Up to a certain point this method is more economical than that in which the forming and laying are unconnected. Fewer machines are required for a given output—hence, less floor space and fewer workmen. The time-saving element also enters in.
[359]
PREPARING THE FIBER IN ROPE MAKING
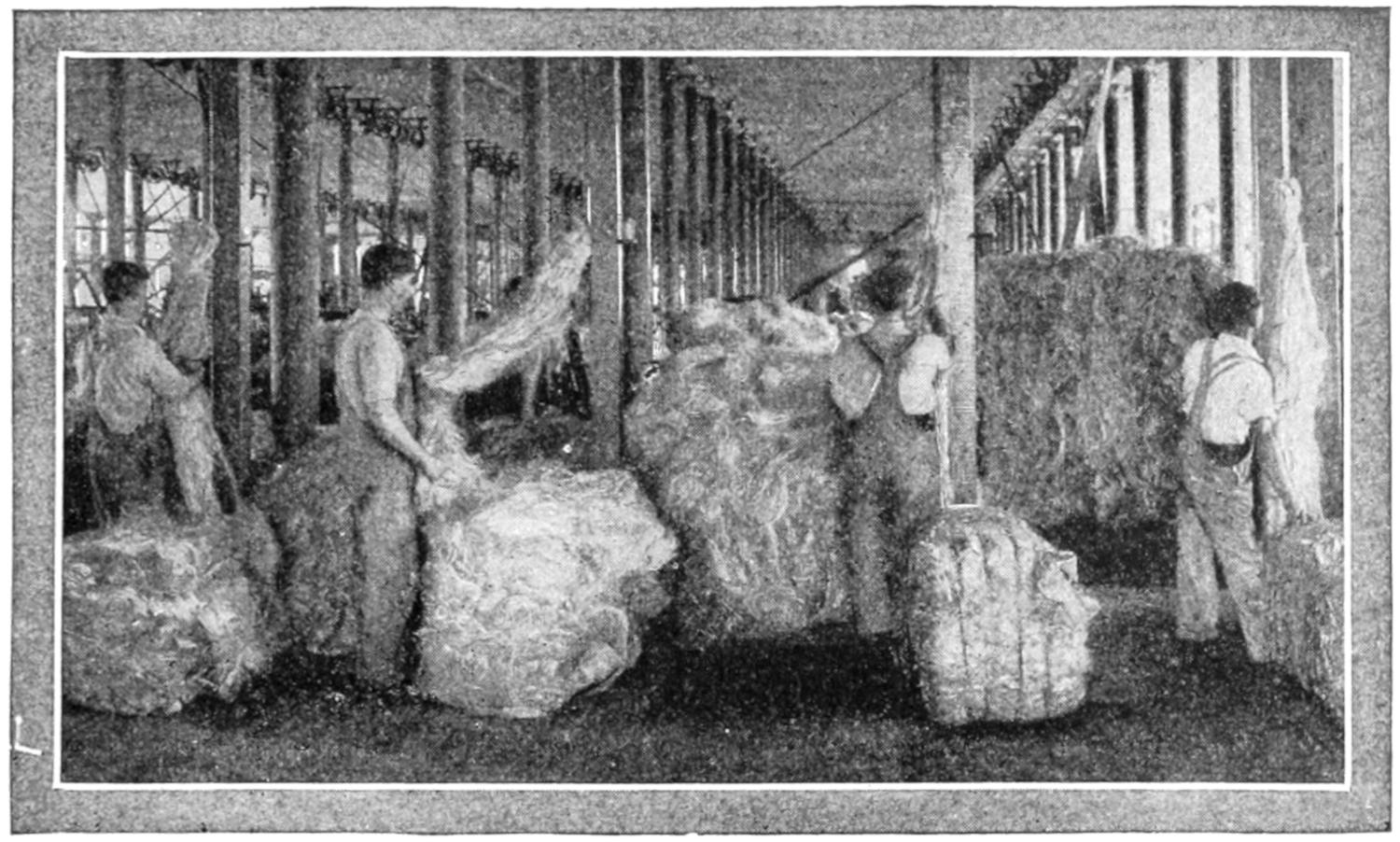
OPENING BALES OF MANILA FIBER FOR PREPARATION.
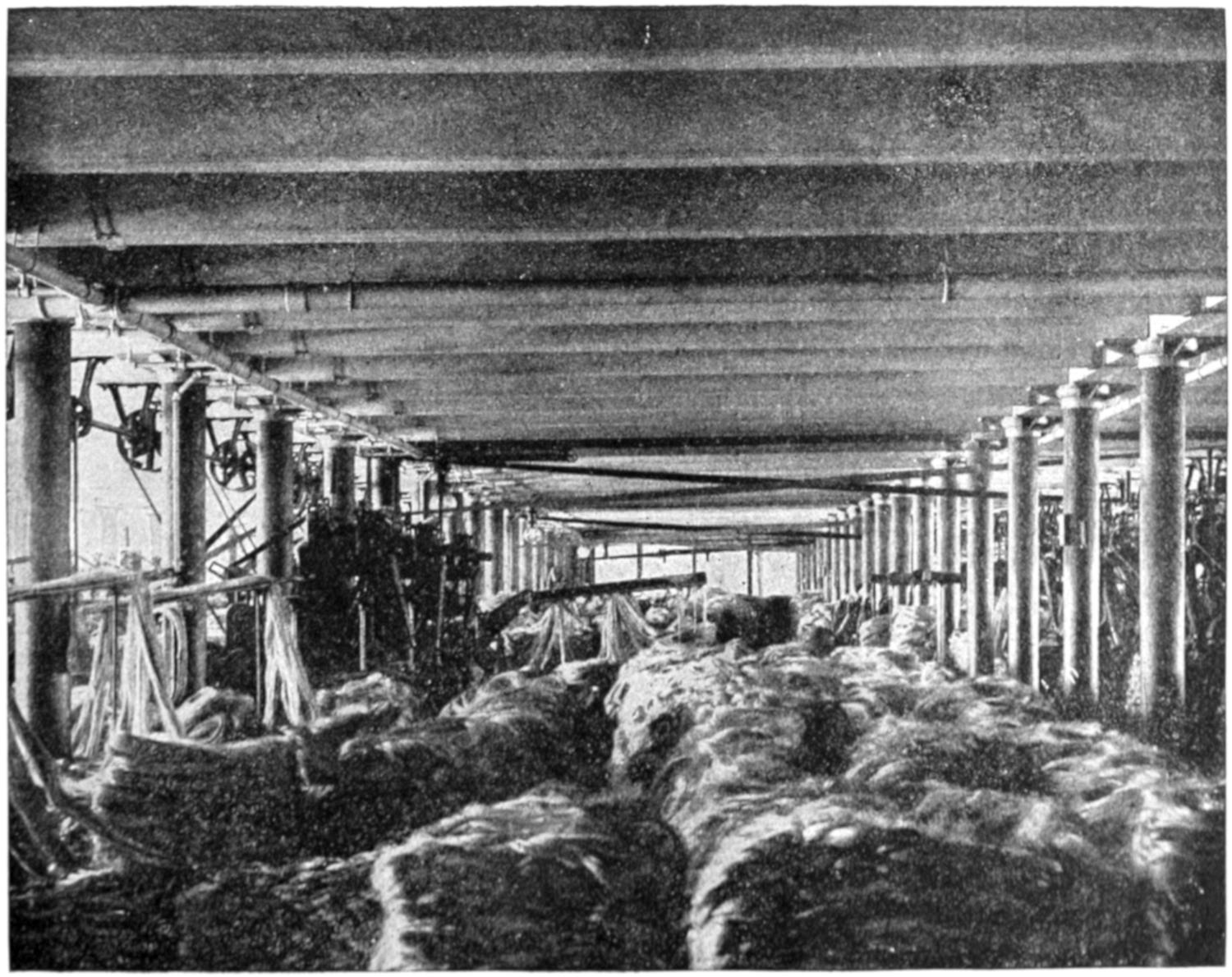
PREPARATION ROOM.
Here the fiber is carefully cleaned and combed by a series of fine tooth machinery through which it passes.
[360]
COUNTLESS SLIVERS STREAM FROM THE ROPE MACHINE
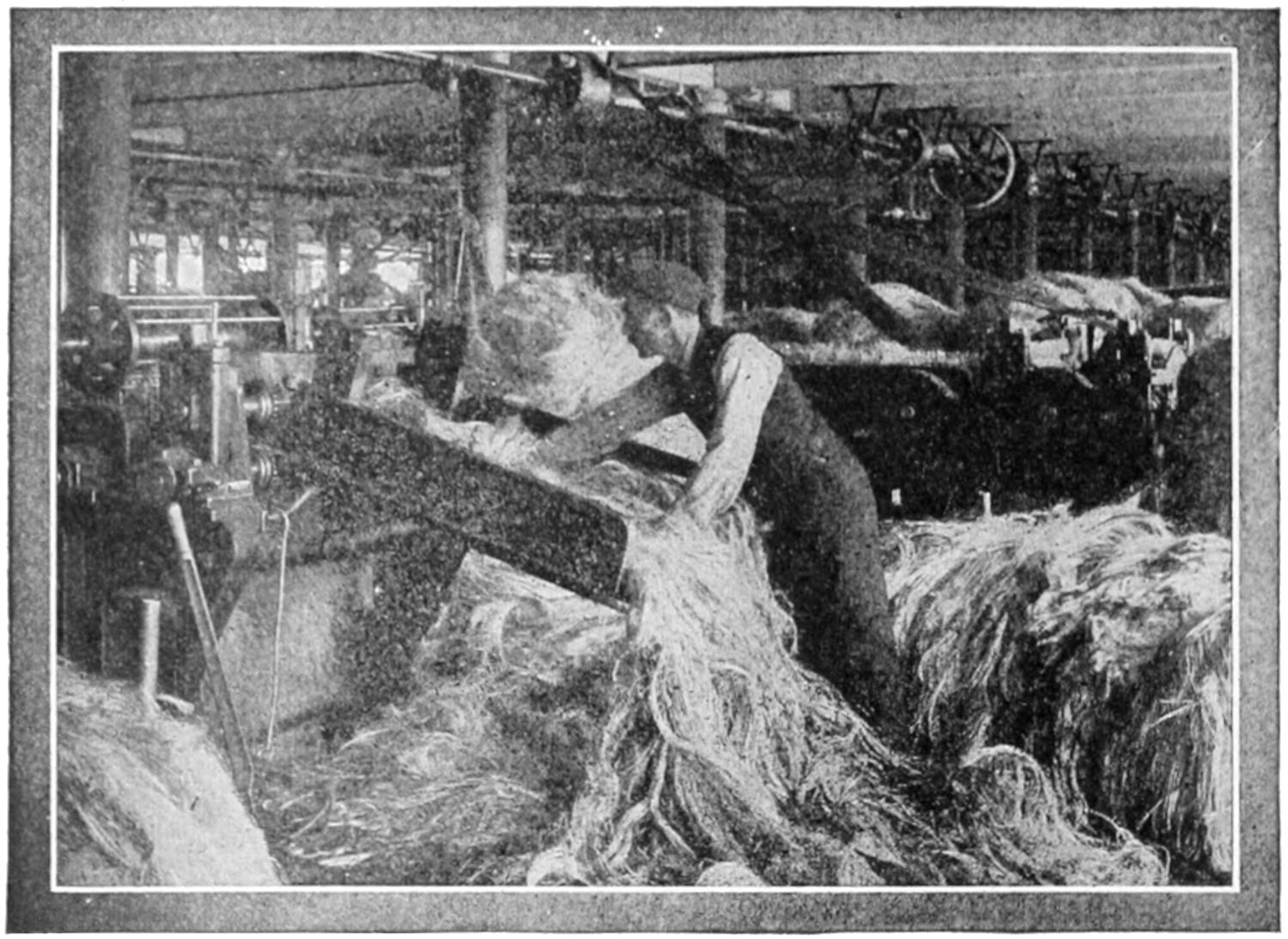
FORMATION OF SLIVER—FIRST BREAKER.
The hanks of fiber are fed by hand into this machine several at a time, where it is grasped by steel pins fitted to a slowly revolving endless chain. A second set of pins moving more rapidly draws out the individual fibers and combs them into a continuous form.
The operations which follow are very similar. A number of “ropings” are allowed to feed together into a first slowly revolving set of pins and are drawn out again by a high speed set into a smaller sliver, the pins becoming finer on each succeeding machine until the draw frame is reached. Here the fiber is pulled from a single set of pins between two rapidly moving leather belts called aprons. On all of these machines the fiber passes between rollers as it goes onto and leaves the pins and the sliver is given its cylindrical form by being drawn through a circular opening.
A finished sliver must conform to the special size desired for spinning.
SPREADER.
SECOND BREAKER.
DRAW FRAME.
[361]
A ROPE MACHINE THAT IS ALMOST HUMAN
FOUR-STRAND COMPOUND LAYING-MACHINE.
The compound laying machine must, however, be stopped each time that the supply of yarn on any bobbin is so low as to call for a fresh one. This would occur so frequently in the case of the larger ropes as to offset the advantages just mentioned, hence the machine is used on a limited range of sizes only.
[362]
As can be seen in the picture, the machine contains a vertical shaft with upper and lower projecting arms which support the bobbin-flyers—four in number in this particular case. The bobbins within each flyer turn on separate spindles, allowing the yarns to pass up through small guide plates and thence into a tube.
Each flyer is geared to revolve on its own axis, thus twisting its set of yarns into a compact strand. At the same time all the flyers revolve with the main shaft in an opposite direction and form a rope out of the strands as the latter come together in a central tube still higher up.
The rope is drawn through this tube by a series of pulleys which exert a steady pull and so keep the proper twist in the rope. From these pulleys the finished product is delivered onto a separately-driven coiling reel, an automatic device registering meanwhile on a dial the number of fathoms run.
The small reel, seen near the head of the main shaft, holds the small heart rope which is fed into the center of certain four-strand ropes to act as a bed for the strands.
Pure Manila rope is the very best and the most satisfactory for all around use. The character of good Manila fiber is such as to impart to a properly made rope such necessary factors as strength, pliability, and wearing qualities.
Regular 3-strand Manila rope is universally used for all general purposes.
For certain special uses, however, and particularly where the rope is to be used for any kind of sheave work, a 4-strand type of construction will be found the most suitable, as such a rope presents a much firmer, rounder, and greater wearing surface than the ordinary 3-strand. There are many different types of 4-strand rope.
The picture shown on this page represents a coil of 4-strand Manila called “Best Fall.” This rope is made of carefully selected fiber; is 4-strand with heart, and is harder twisted than ordinary goods. Best Fall is adapted for heavy hoisting work, as on coal and grain elevators, cargo and quarry hoists and for pile-driver hammer lines.
AN AVERAGE COIL
OF ROPE—1200 FEET
The standard length coil of rope is 1,200 feet, although extra long lengths are every day made for such purposes as oil-well drilling, the transmission of power, etc., etc.
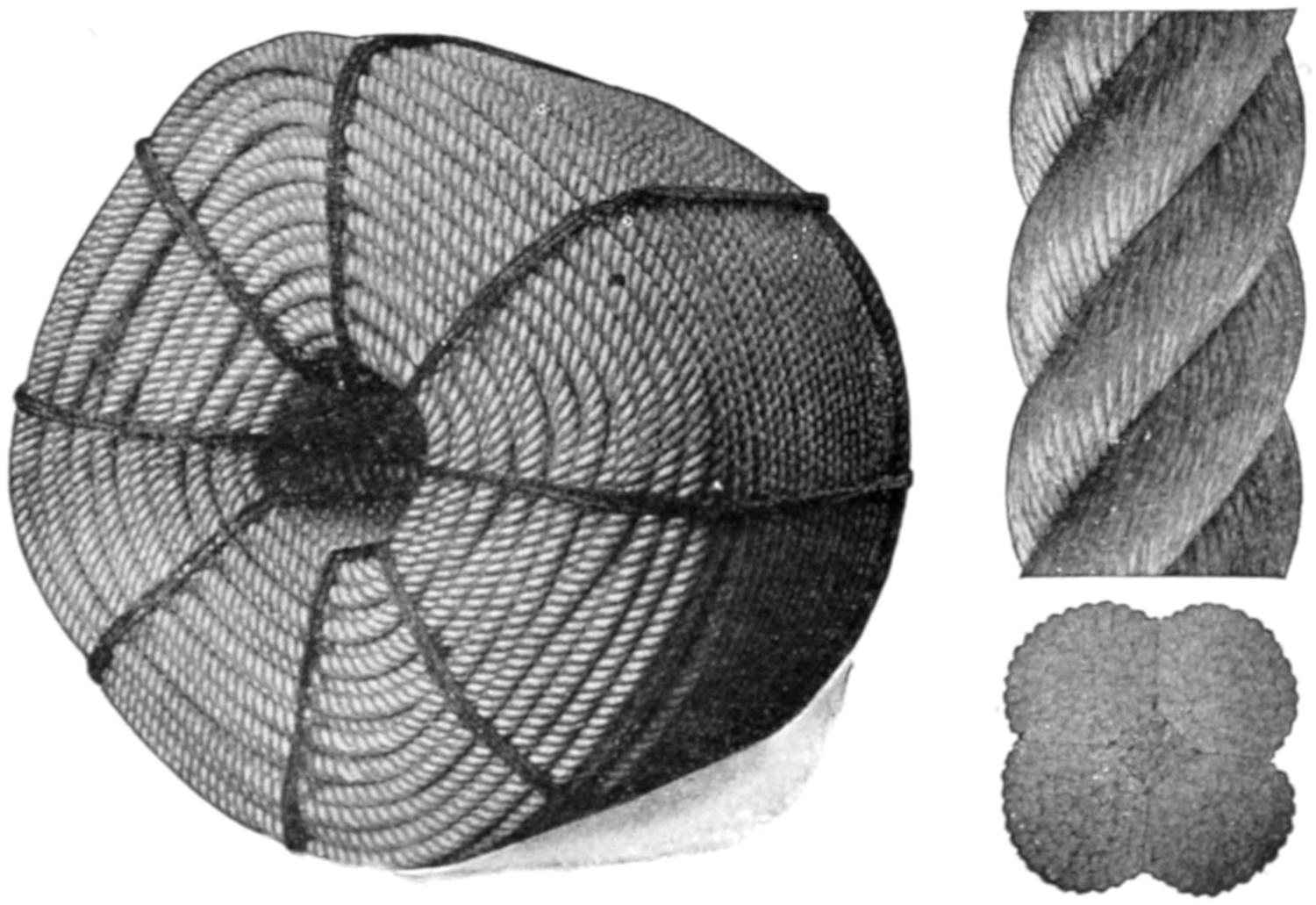
SECTION, CROSS SECTION AND COIL, FOUR AND THREE-FOURTH INCHES CIRCUMFERENCE. SECTION AND CROSS SECTION ONE-HALF ACTUAL
[363]
DIFFERENT KINDS OF KNOTS
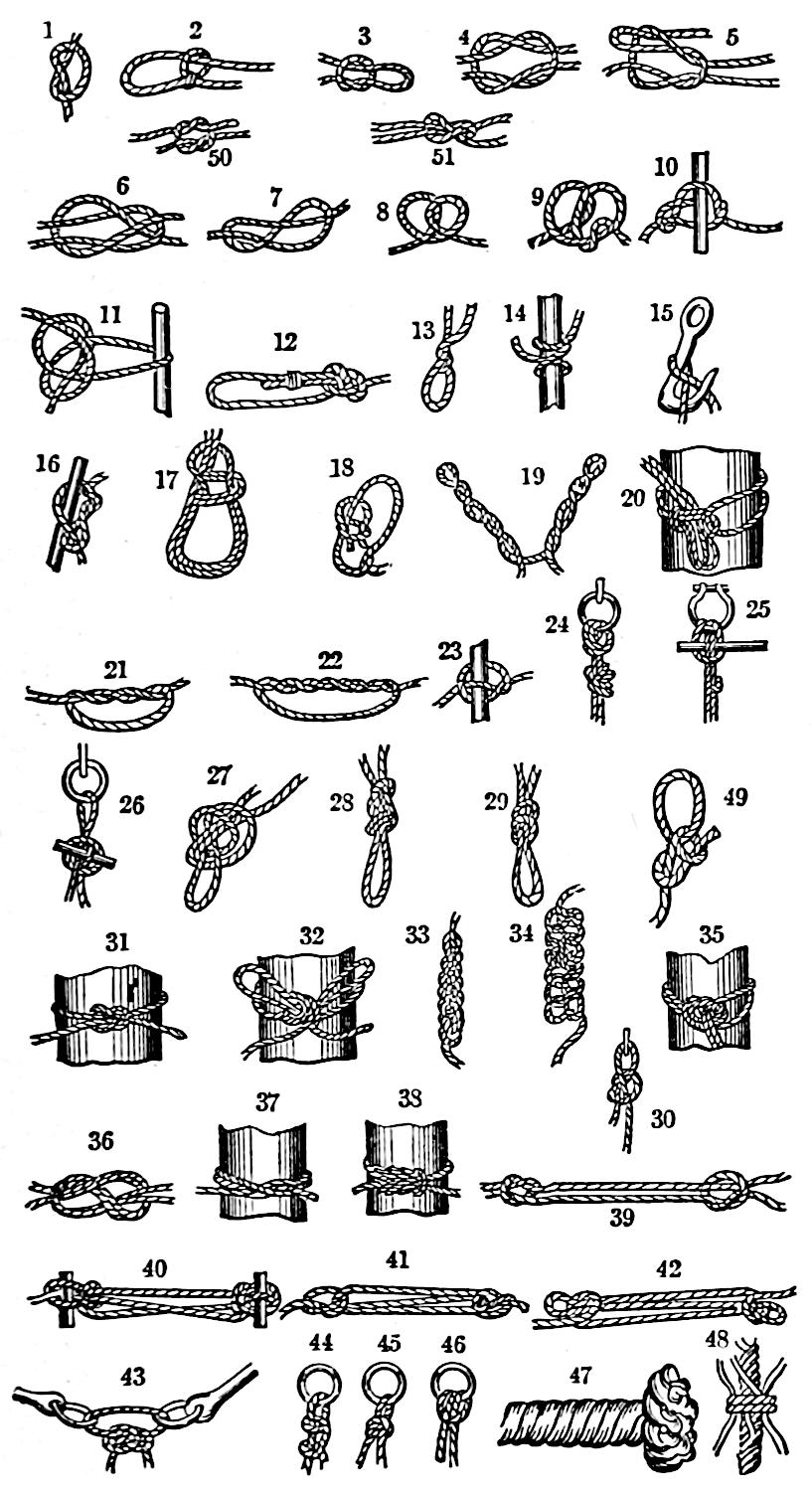
KNOTS.
From Knight’s American Mechanical Dictionary.
| 1. | Simple over hand knot. |
| 2. | Slip-knot, seized. |
| 3. | Single bow-knot. |
| 4. | Square or reef knot. |
| 5. | Square or bow-knot. |
| 6. | Weaver’s knot. |
| 7. | German or figure-of-8 knot. |
| 8. | Two half-hitches, or artificer’s knot. |
| 9. | Double artificer’s knot. |
| 10. | Simple galley-knot. |
| 11. | Capstan or prolonge knot. |
| 12. | Bowline-knot. |
| 13. | Rolling-hitch. |
| 14. | Clove-hitch. |
| 15. | Blackwall-hitch. |
| 16. | Timber-hitch. |
| 17. | Bowline on a bight. |
| 18. | Running-bowline. |
| 19. | Catspaw. |
| 20. | Double running-knot. |
| 21. | Double-knot. |
| 22. | Sixfold-knot. |
| 23. | Boat-knot. |
| 24. | Lark’s head. |
| 25. | Lark’s head. |
| 26. | Simple boat-knot. |
| 27. | Loop-knot. |
| 28. | Double Flemish knot. |
| 29. | Running knot, checked. |
| 30. | Croned running-knot. |
| 31. | Lashing-knot. |
| 32. | Rosette. |
| 33. | Chain-knot. |
| 34. | Double chain-knot. |
| 35. | Double running-knot with check-knot. |
| 36. | Double twist-knot. |
| 37. | Builder’s knot. |
| 38. | Double Flemish knot. |
| 39. | English knot. |
| 40. | Shortening knot. |
| 41. | Shortening knot. |
| 42. | Sheep-shank. |
| 43. | Dog-shank. |
| 44. | Mooring-knot. |
| 45. | Mooring-knot. |
| 46. | Mooring-knot. |
| 47. | Pig-tail, worked on the end of a rope. |
| 48. | Shroud-knot. |
| 49. | Sailor’s bend. |
| 50. | A granny’s knot. |
| 51. | A weaver’s knot. |
[364]
HOW TO SPLICE A ROPE
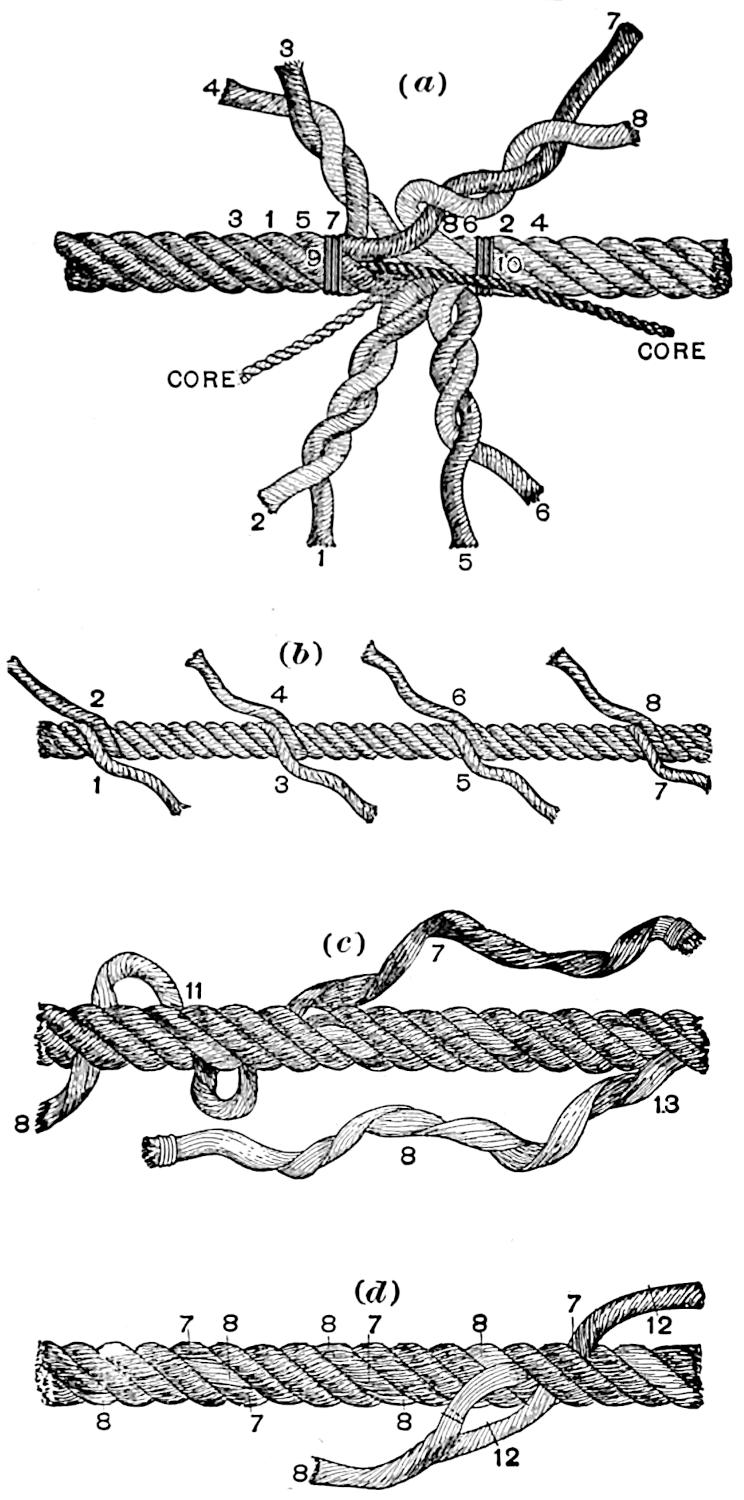
ENGLISH SPLICE.
For transmission rope.
The successive operations for splicing a 1³⁄₄-inch rope by this method are as follows:
1. Tie a piece of twine (9 and 10, figure 6) around the rope to be spliced, about six feet from each end. Then unlay the strands of each end back to the twine.
2. Butt the ropes together, and twist each corresponding pair of strands loosely, to keep them from being tangled, as shown (a) figure 6.
3. The twine 10 is now cut, and the strand 8 unlaid, and strand 7 carefully laid in its place for a distance of four and a half feet from the junction.
4. The strand 6 is next unlaid about one and a half feet, and strand 5 laid in its place.
5. The ends of the cores are now cut off so they just meet.
6. Unlay strand 1 four and a half feet, laying strand 2 in its place.
7. Unlay strand 3 one and a half feet, laying in strand 4.
8. Cut all the strands off to a length of about twenty inches, for convenience in manipulation. The rope now assumes the form shown in b, with the meeting-points of the strands three feet apart.
Each pair of strands is now successively subjected to the following operations:
9. From the point of meeting of the strands 8 and 7, unlay each one three turns; split both the strands 8 and 7 in halves, as far back as they are now unlaid, and “whip” the end of each half strand with a small piece of twine.
10. The half of the strand 7 is now laid in three turns, and the half of 8 also laid in three turns.
The half strands now meet and are tied in a simple knot, 11 (c) making the rope at this point its original size.
11. The rope is now opened with a marlin-spike, and the half strand of 7 worked around the half strand of 8 by passing the end of the half strand through the rope, as shown, drawn taut, and again worked around this half strand until it reaches the half strand 13 that was not laid in. This half strand 13 is now split, and the half strand 7 drawn through the opening thus made, and then tucked under the two adjacent strands as shown in d.
12. The other half of the strand 8 is now wound around the other half strand 7 in the same way. After each pair of strands has been treated in this manner, the ends are cut off at 12, leaving them about four inches long. After a few days’ wear they will all draw into the body of the rope or wear off, so that the locality of the splice can scarcely be detected.
[365]
First, of course, we sleep to rest our body and brain. During our waking hours many, if not all, parts of our bodies are active all the time, and with every movement we exhaust or spend some of our strength. Take the case of your arm, for instance. You may be able to move it up and down fifty or a hundred or more times without getting tired, according to how strong you are, but sooner or later you will not be able to move it any more—it is tired—the life has all gone out of it and it needs rest, in order that it may become strong again. Every time you move your arm you destroy certain parts of its tissues, which can only be replaced during rest. Every activity of your body has the same experience, and the constant work of the brain in directing the various movements and activities of the body, tires it out too. As soon as this condition occurs, the brain tells the other parts of the body that it is time to rest, and even if we try to keep awake and go on with our work or play, or whatever it is we are doing, we find sooner or later that it is impossible. If we persist we fall asleep wherever we happen to be. It is not necessary for all parts of the body to be tired before we sleep. One part alone may be so affected by what it has been doing that it alone causes us to fall asleep. Sometimes the eyes become so tired, while we are looking at the pictures in a book or reading, for instance, that we fall off to sleep quickly. It is perhaps easier to bring on sleep by making the eyes tired than in any other way. That is why so many people read themselves to sleep. It is such a gradual passing into unconsciousness that you can hardly ever tell where you left off reading. It is said that when we are awake our bodies are continually planning for the time when we shall need sleep and are continually making some little germ which is carried to the brain as soon as made, and when there are a sufficient number of these little germs piled up in the brain, we go to sleep. The process of sleeping then destroys these germs, and when they are destroyed we again wake up.
To answer this we must go back to the answer to the question, “What makes us go to sleep?” We go to sleep in order to secure the rest which our body and brain need to build up the parts which have been destroyed during our active work or play.
We wake up naturally when we have had sufficient rest. We wake up naturally, however, only when the destroyed parts of the body have been replaced. Other things may waken us—a noise of any kind, loud or slight, a startling dream or a moving thing that disturbs our sleep—according to how fully we are asleep. It is said that sometimes only parts of the body are asleep; that we are not always all asleep when we appear to sleep, and that we dream because some part of the body is awake or active. This is probably true. Now then, when all of anyone of us is sleepy, we go into what is called a deep sleep and at such times only something out of the ordinary would awaken us. Gradually, however, various parts of the body become rested and they are said to wake up, and finally when all of us is rested, we naturally wake up all over. If you are healthy and sleep naturally, in a place where you cannot be disturbed by noises or movements of others, you should be “wide awake” when your eyes open and be ready to get up at once. If you feel like turning over for another snooze, when it is time to get up, you did not go to bed as early as you should have done, or else some part of you did not get the required amount of sleep it should have had.
We are just where we lie. It seems to us, of course, because of our dreams when we are asleep that we are away off some place else. Often when we wake up we wonder for a minute or[366] two where we are, as everything seems so strange to us, and it takes a minute or so for us to remember that we are in our own bed, if that is where we went to sleep. This is because of the dreams we have while asleep. In past times the uncivilized savages in various parts of the earth believed that when any of them went to sleep that the real person so asleep actually went away, leaving the body behind; in other words, that the soul went traveling. They thought this because it was the only explanation they could think of for the dreams they had, since almost invariably the dream was about some other place.
This is because all our ideas of passage of time are based on our conscious periods. When we are asleep we are unconscious. It is the same as if time did not pass, and when we wake up the tendency is to start in where we left off. We have learned by experience that when we go to sleep at night and wake up in the morning that much time has passed and this unconscious knowledge keeps us from thinking always that we have been asleep but a minute. But if you drop asleep in the day time, no matter how long you sleep, you wake up thinking that you have been asleep only a minute, and sometimes it is difficult to convince yourself that you have been asleep at all. Sometimes after being asleep for hours, your first waking thought is a continuation of what your mind was on when you went to sleep. The reason for this, as stated above, is that we cannot keep track of passing time when we are asleep, because we are perfectly unconscious.
There is no harm in letting the moon shine on us while we are asleep. This is one of the queer superstitions that has developed in the world. A great many people think that something terrible will happen if the moon is allowed to shine into the room where they are asleep. Not so many believe this as used to do so, thanks to the more enlightened condition of things in the world.
To prove to yourself that no harm can come to you through the moon shining into your bedroom or upon you as you are asleep, you have only to remember that a great many men and very many more animals sleep out under the sky every night and that the moon must shine on them while they are asleep. As a matter of fact, people who sleep out under the open sky are generally in possession of more rugged health than people who sleep in beds in closed rooms. So it is rather better to let the moon shine on you while asleep than not.
This belief probably started with some one who had trouble in going to sleep with the moon shining on him, because the light of the moon might have a tendency to keep him awake. It is easier to go to sleep in a dark room than in one that is lighted, because when there is no light there is less about you to keep you awake.
Dreams originate in the brain. The brain has many parts and some parts of it may be asleep while others are not. If all parts of the brain are actually asleep, it is said there can be no dreams. We have dreams about things which seem very natural while we are having them, and which we know would be impossible if we were wholly awake, because those parts of the brain which control the other parts are probably asleep while the dream is taking place, and it is then that we have those fantastic and highly imaginative dreams, for the brain is not under control in every sense.
We used to believe that dreams have no purpose, just as now we know that they have no meaning. But it has been discovered that dreams have a purpose in that they protect our sleep. You see, every dream is started by some[367] disturbance or excitement of the body or mind. Something may be pressing or touching us while we sleep, or a strange sound may start a dream, or perhaps it is some uncomfortable position in which we are lying or trouble in the stomach on account of eating something we should not. Whatever it may be, those things wake up some part of the brain, because if all parts of the brain were asleep, we could not feel or hear anything. Any such disturbance or excitement would naturally excite the whole brain and wake us up completely if it were not for dreams. The dream takes care of this and enables the rest of the body and brain to sleep while one or more parts of the brain are disturbed and even perhaps awake. We may perhaps have become uncovered in some way. This would produce a cold feeling and might wake a part of the brain and cause a dream about skating or some other winter amusement or experience, or even perhaps one about falling through the ice, and still we might not be uncovered so much that it would make any great difference. The dream comes and we go on with our sleep without waking up, whereas if it were not for the dream we would awaken. In other words, dreams are just another wise provision of nature which enables us to go right on and get the rest we need, even if our digestion is out of order, or some part of our brain is disturbed through something we read about, or were told of, or we thought of while still awake.
Because we remember some of our dreams. Sometimes we do not remember the dreams we dreamed. This is just like what happens when we are awake. We remember some things and forget others.
Dreams are a sort of safety valve in our sleep. We dream because not all of our brain is asleep at the time and it is a wise provision of nature that permits the waking part of the brain to go on working without disturbing the sleep of the other parts of the brain. If a large part of the brain is awake and engaged in making the dream, we are very apt to remember the dream; but when we dream and cannot remember what the dream was, it is because only a very small portion of the brain was awake and making a dream.
A nightmare is a dream of what we might call a vigorous kind. A nightmare is caused by a feeling of intense fear, horror, anxiety or the inability to escape from some great danger. A nightmare is the result of either an irregular flow of blood to the brain or by a stomach that is not in proper condition.
The name for this kind of a dream comes from the words night and mare. The latter word in one of its several meanings indicates an incubus or evil vision, and a dream of an evil vision involving fear or horror came to be termed a mare. Since they occurred generally at night, since most people sleep at night, they became known as nightmares. Nightmares are more common to children than grown-up people because children are more apt to have an uneven flow of blood to the brain and also are more apt to eat the things which put the stomach in a state of unrest which causes nightmares. Grown-up people are more likely to have learned to avoid the abuses of the stomach which are apt to produce nightmares.
The idea of ghosts is the result of a mistake of the brain or an attempt to account for something of which we see the results, but have no actual knowledge. There are no ghosts. There are many forces at work in the world of which we know nothing as yet. Many of the wonderful things that occur in the world are as yet mysteries to the mind of man. Every little while man discovers one of these new forces, and then he is able to understand many things plainly which were up to then surrounded with[368] mystery and in the minds of superstitious people attributed to spirits or ghosts. Long before we understood as much as we do now of the workings of electricity (and they say we know only a little of its wonders as yet) many of the natural wonders produced by electricity were attributed to ghosts.
Most of the marvelous tales of the wonders performed by and visits from ghosts are the result of disturbances of the brain in the people who think they see the ghosts and the results of their work.
A creature without imagination does not pretend to see or believe in ghosts. Man is the only animal which possesses the ability to imagine things and so the ghosts we hear about are the creatures of the disturbed brains of men. Generally in the ghost stories we hear of, the ghost is described as wearing clothes—usually white. A bed sheet thrown over the foot of the bed may appear to a half-awake person as the outline of the figure of a ghost and to one of a highly imaginative temperament without the courage of investigation, become forever a real ghost. Usually what is supposed to be a ghost is only a creation of the mind—a vision such as we can develop during a dream—oftentimes, however, what you look at when you think you see a ghost is an actual something such as the sheet referred to, but which takes the form of the ghost in the brain of the person who is looking at it through eyes that really see it, but out of a brain that for the moment at least is far off its balance.
Girls like dolls because they come into the world for the purpose of becoming mothers and the love which they display for dolls is the mother instinct which begins to show itself early in life. To the little girl the doll is a make-believe child. It satisfies her as long as there are no real babies to take its place, but any little girl will drop her dollie if she is given an opportunity to play at dolls with a real live baby instead. This is a very interesting fact in connection with the human race. Boys sometimes play with dolls, but not so often, and any kind of a boy will give up playing with a doll as soon as a toy engine or some other boy’s toy appears for him. A boy has certain mannish instincts which a girl has not. We have many other instincts besides the instinct of parenthood and each of them has its origin in some certain kind of feeling which is born within us and is capable of development along interesting lines.
A watch like any other machine which we have, only goes when power is applied in some form or another. In the case of a watch it is a spring. A spring is an elastic body, such as a strip of steel, as in the case of the watch, coiled spirally which, when bent or forced out of its natural state, has the power of recovering its shape again by virtue of its elastic power. The natural state of a watch spring is to be open flat and spread out to its full length. When you wind a watch you coil this spring, i.e., you bend it out of its natural shape. As soon as you stop winding the spring begins to uncoil itself, trying to get back to its natural shape, and in doing so makes the wheels of the watch which operate the hands go round. The spring then, or rather its elasticity, which always makes an effort to get back to its natural state, is the power which makes the watch go. Men who make watches arrange the spring and the other machinery in the watch in such a way that it will uncoil itself only at a certain rate of speed. Sooner or later the spring loses its elasticity and then its power to make the watch go.
When you put oil on the axle, however, the oil fills up the hollows between the little irregular bumps on both the axle and the hub, and makes them both smooth—almost perfectly so. This reduces the friction and keeps the axle and hub from becoming hot and expanding. The less friction that is developed, the more easily the wheel will turn.
[369]

To begin at the beginning, we must start with the negative stock, or film on which the pictures are taken. This material is very much like the films you buy for the ordinary snap-shot camera, slightly heavier and of more durable quality, to stand the wear and tear of passing through the picture camera and the projecting machine used in exhibition. This film is 1³⁄₈ inches wide and comes in rolls of 200 feet in length. This negative stock has to be carefully perforated, making the holes necessary to conduct the film by aid of sprockets through the camera and the projectoscope. To still further understand this explanation, see illustrations of the negative stock. Having prepared the film in the dark room, we can load the camera in the dark room and proceed to take the picture.
In taking an industrial or travelogue picture, after the camera is in readiness, is not so much of an undertaking as taking a picture of a drama or comedy, wherein a plot and players are concerned. The travelogue or industrial pictures are simply photography, with the additional manipulation of panoraming or turning the camera, which requires an expert knowledge, acquired from experience and years of study. There is a distinction and a big difference between the ordinary photographer and the moving picture photographer, who is generally known as a “camera-man.” A photographer, therefore, though of vast experience, cannot step into a “camera-man’s” place and expect to “make good.” The latter has to depend entirely upon his special experience and judgment as to light and distance, focusing and general physical conditions of the moving-picture camera, which is affected by static and other electrical peculiarities of the atmosphere, to be avoided by him. These, and many other points, are convincing evidence that the moving-picture camera is entirely different from an ordinary photographic camera. A moving-picture camera and tripod weigh from fifty to one hundred pounds. There are two styles of cameras, one which takes a single film and one which takes two films at once, and each lens of the double camera must be equally well focused and every feature to be depicted must be brought within the focus, which generally occupies a radius of 8 feet in width by 10 feet in height.

SCENES FROM “OFFICER KATE.”
RAW NEGATIVE STOCK.
PERFORATED NEGATIVE STOCK.
Exact size of a Motion Picture Film
When it comes to taking a photo-play, a drama or comedy, different conditions of a varied nature have to be contended with. To proceed intelligently in taking a photo-play, a scenario or manuscript is essential. It must be prefaced with a well-written synopsis of the story involved, cast of characters, scenes to be enacted and a list of properties required in the scenes. The director, or producer, of the play, being furnished with such a guide, proceeds to select the actors and actresses (called players) suitable[370] for the parts and the filling of the cast. This being accomplished, he insists that each one of the players read the scenario in order to be familiar with his or her part and understand the whole play before going into the picture. The director instructs them as to the costumes fitting the parts and then confers with the costumer concerning the furnishing of proper dress for each one of the players. The director is ready to go on with the performance of the play, and tells his cast to appear for rehearsal at a set hour. At that time he puts them through a thorough course of training or rehearsal, to “get over” and register the meaning of each thought which is to be expressed by their actions. Sometimes a scene is rehearsed four to six hours before it is photographed. A one-reel play is generally 1000 feet in length, and it is very important that the director, if he has twenty scenes, for instance, to introduce within that 1000 feet, to time the scenes to the[371] length of his film; that is, if he has twenty scenes within one thousand feet, each of the twenty scenes must not average more than one minute each. If one should happen to be more than one minute, then he has to condense another scene less than one minute, in order to bring all within the twenty minutes or 1000 feet.
STAGING A MOTION PICTURE IN A STUDIO
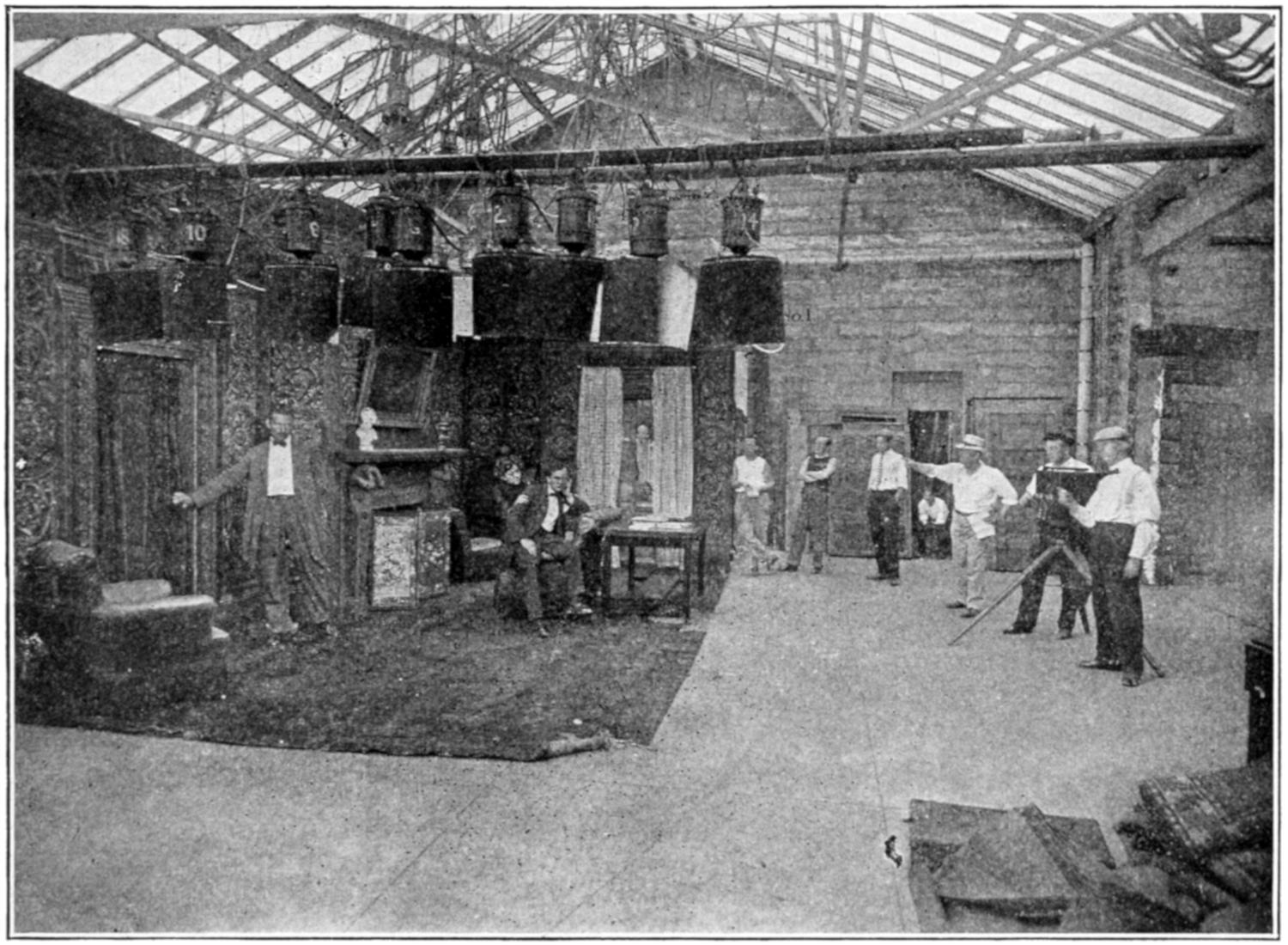
REHEARSING SCENE IN STUDIO
So you can see from this that it needs very careful rehearsal and nice calculation to bring a well-acted and convincing play within so short a time, to tell the whole story intelligently. Having done all this, the director is ready to have the “camera-man” do his part of the work. He draws his lines within the range of the camera, which do not exceed eight or ten feet in the foreground. This is another point to be considered on the part of the director, because all the action has to be carried out within the eight feet of space, which is really confined to that much stage width. Here again is where the camera-man has to watch very carefully, not only the workings of his camera, but the players; always alert that they are in the picture, and assisting the director by his observations. The size of each picture as taken on the film is ³⁄₄ by 1 inch. It is magnified ten thousand times its actual size when we see it on the screen in a place of exhibition. A full reel of 1000 feet shows 16,000 photographs on the screen during the twenty minutes it consumes in its showing. The future of moving pictures is no longer a matter of speculation. The business is an established one, and its further developments are only matters of time. The possibilities and uses of the animated art are unlimited. Already it is felt in educational, religious, scientific, and industrial affairs. Their influence in matters of sanitation and all civic improvements,[372] construction and mechanics, is invaluable. As a medium of wholesome entertainment and solid instruction it is unsurpassed.
These are merely suggestions of a few phases of its utility and it is only a natural conclusion that it will be so far-reaching in its uplift that it will surpass the expectations of the most sanguine.
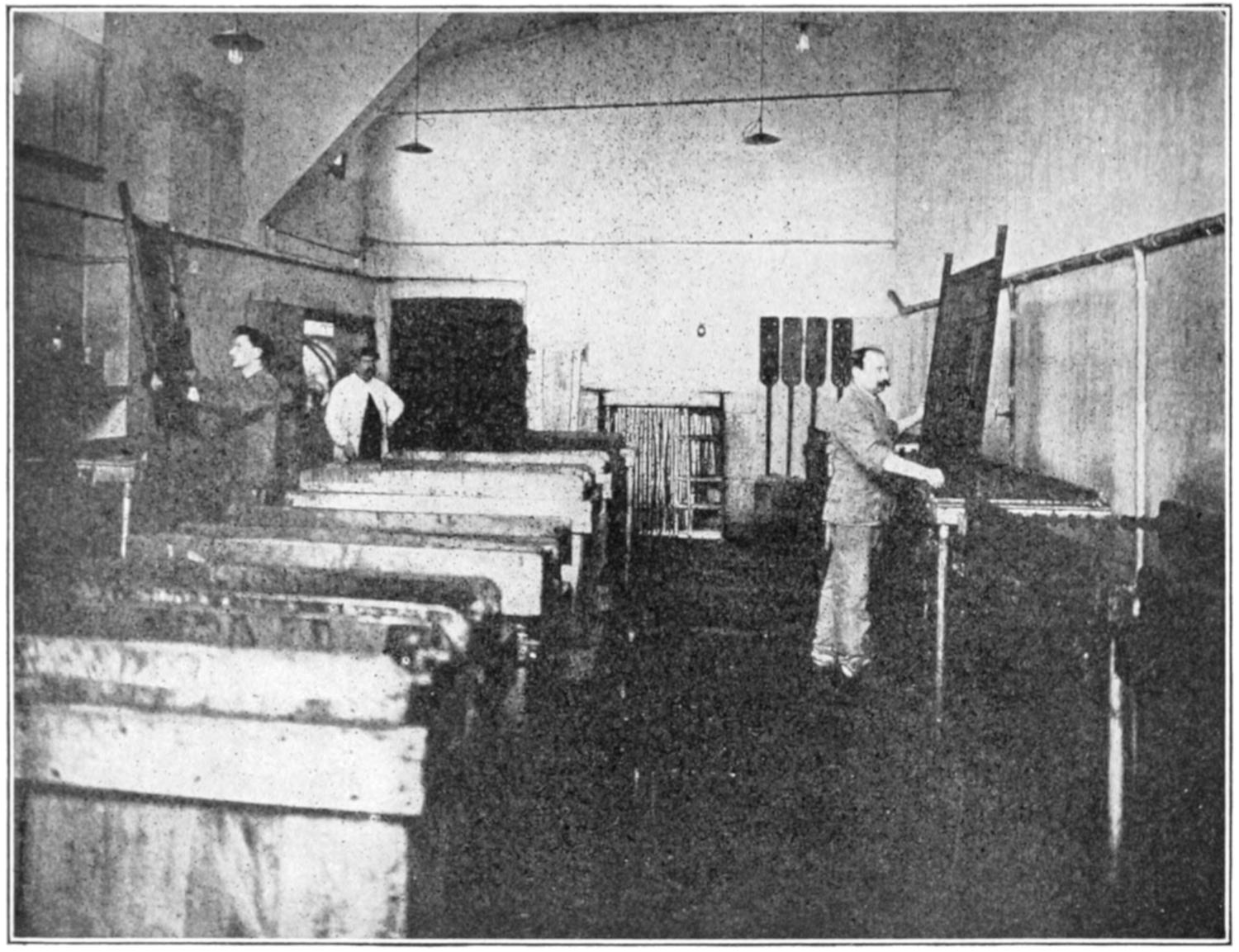
THE DEVELOPING ROOM.
To develop, tint and clear the films, large tanks of wood or soapstone are used. The films, which are wound upon the wooden frames, or racks, are dipped into these vats, filled with the necessary chemicals and liquids. The films being wound on frames enables the developers to examine them without handling them. The tinting is done by similar methods to give the necessary tint, coloring in red, sepia, blue, green or yellow, imparting to them the effect of night, sunlight or evening, whichever the case may be. The films are finally cleared, to wash them clear of any extraneous chemicals or matter which might streak or scratch the films, and avoid any objectionable matter that might mar their appearance when shown on the screen or in the process of handling.
EACH PICTURE IS FIRST
EXHIBITED AT THE STUDIO
As soon as convenient after a film is finished it is taken to the exhibition rooms, at the studio, where it is thrown onto the screen. It is reviewed first by the heads of the departments and the directors, and later by players and all those interested in it. The projectoscopes or moving-picture machines are run by motor, presided over by licensed operators, who are kept on the job continually.
These exhibition rooms are called, in the parlance of the studios, “knocklodeums,” for here is where everything is criticised. Players’ acting and fitness are judged by their appearance and conduct on the screen and decision[373] given as to their qualifications. The quality of the photography, developing and the picture as a finished production is here determined by the heads of the concern.
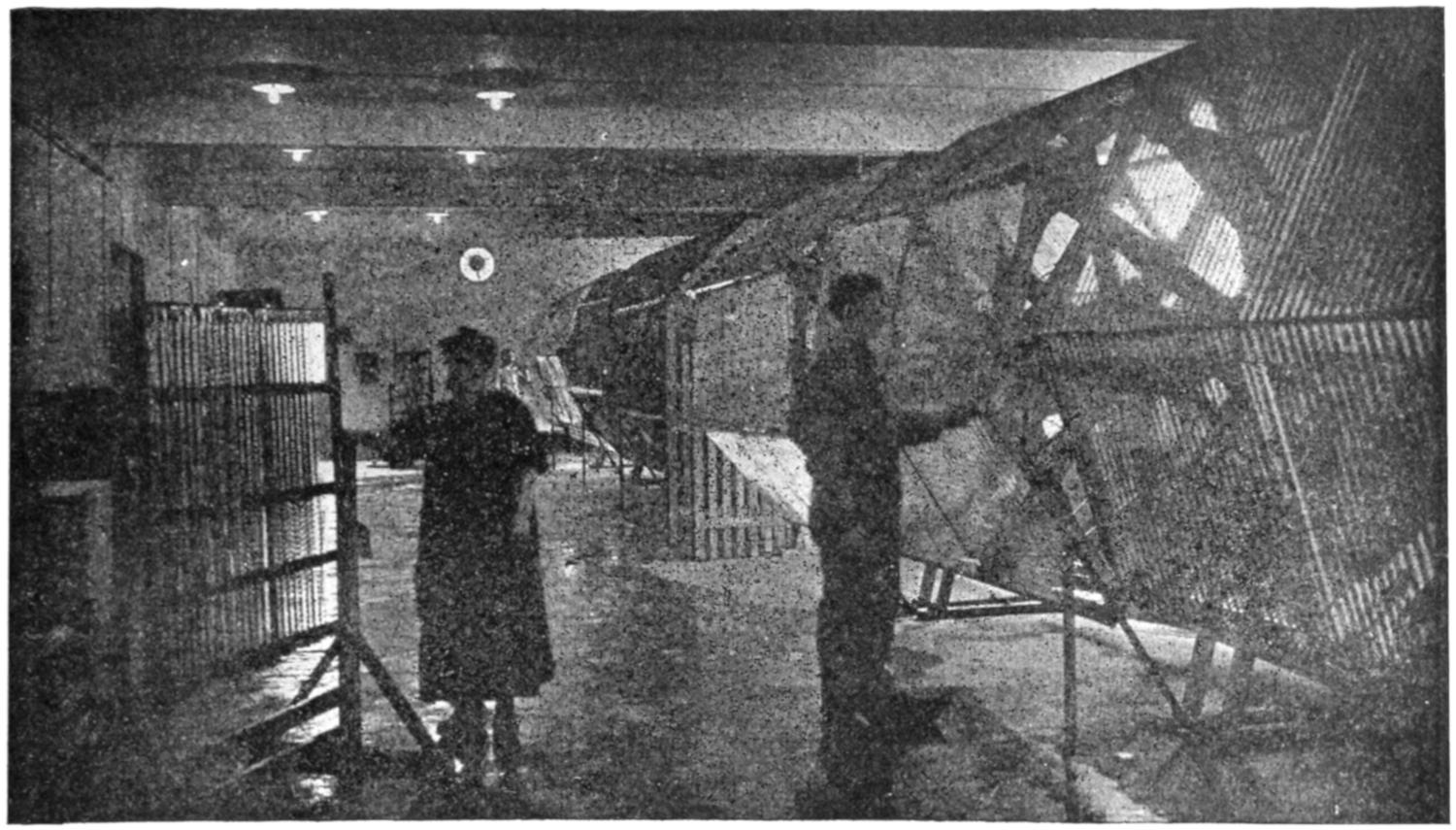
DRYING ROOM.
THE BOARD OF CENSORS
PASSES ON EVERY PICTURE
Every picture before it is released for exhibition must be passed upon by the Board of Censors. It is run upon the screen and thoroughly inspected, criticised, and every point involved thoroughly weighed as to its effect upon the mind of the general public. If, in their estimation, it is found objectionable in any particular, the objectionable parts are eliminated, and if considered entirely harmful, in its sentiments or influence, the picture is condemned. The majority rules in the board’s judgment, although it is by no means infallible in its decision. This board is composed of about sixty persons, who are appointed by the government for their general qualifications, their interest in the general welfare of the public, keenness as to morals and uplift of the people at large. They do not receive salaries; their services are pro bono publico.

TAKING A MILITARY SCENE OUTDOORS.
[374]
THE STORY IN “PIGS IS PIGS”


Vitagraph Famous Authors’ Series by Ellis Parker Butler.
You Have Seen Pigs, but Never Such Pigs as These. Two of Them Become Eight Hundred Pigs so Rapidly, They Set Bunny Daffy and Almost Ruin the Express Business.
Director—George D. Baker. Author—Ellis Parker Butler.
CAST.
| Flannery, an Express Agent | John Bunny |
| Mr. Morehouse | Etienne Girardot |
| Clerk in Complaint Dept. | Courtland van Deusen |
| Head of Claims Dept. | William Shea |
| Mr. Morgan, Head of Tariff Dept. | Albert Roccardi |
| President of Company | Anders Randolf |
| Prof. Gordon | George Stevens |
After a strenuous argument with Flannery, the local Express Agent, Mr. Morehouse refuses to pay the 30c charges on each of two guinea pigs shipped him, claiming they are pets and subject to the 25c rate. Flannery replies, “Pigs is pigs and I’m blame sure them animals is pigs, not pets, and the rule says, ‘30c each.’” Mr. Morehouse writes many times to the Express Company, claiming guinea-pigs are not common pigs, and each time is referred to a different department. Flannery receives a note from the Tariff Department inquiring as to condition of consignment, to which he replies, “There are eight now! All good eaters. Paid out two dollars for cabbage so far.” The matter finally reaches the President, who writes a friend, a Zoological Professor. Unfortunately that gentleman is in South Africa, causing a delay of many months, during which time the pigs increase to 160. At last word is received from the learned man proving that guinea-pigs are not common pigs. Flannery is then ordered to collect 25c each for two guinea-pigs and deliver the entire lot to consignee. There are now 800 and Flannery is horrified to find Morehouse has moved to parts unknown. He is about to give up in despair when the company orders him to forward the entire collection to the Main Office, to be disposed of as unclaimed property, in accordance with the general rule.
BUNNY FEEDING THE PIGS.

[375]
THE FIRST MOVING
PICTURE CAMERA
The first device which produced the motion-picture effect was nothing but a scientific toy. The idea is almost as old as pictures themselves. This toy we speak of was called a zoetrope. It consisted of a whirling cylinder having many slits in the outside through which you could see by looking into the cylinder a picture opposite each slit. The pictures were drawn by hand and the artist aimed to place the pictures within the cylinder in such order that each succeeding one would represent the next successive motion of any moving object in making a movement as near as he could draw it; when the cylinder was whirled with the slits on a level with the eye, the effect produced was of a continuous moving picture.
A great many devices were produced as a result of this toy for presenting the effect of pictures so arranged, but until photography was invented no way was found for making the pictures to be viewed except such as were drawn by artists. But when photography was developed it was possible to get actual successive photographs. The greatest difficulty was found in taking photographs in such quick succession that all of the motions in the moving object were taken without any skipping. This difficulty was for the first time successfully overcome by Muybridge in 1877. He arranged a row of twenty-four cameras with string trigger shutters, the string of each shutter being stretched across a race track. A moving horse approaching down the track broke the strings as he came to them, thus operating each of the cameras in turn in quick succession and securing a series of pictures of the moving horse within a very short time. There were twenty-four pictures to this film when reproduced in the devices then known for projecting pictures, and this method required one camera for each section of the picture produced. Of course, the length of the series was thus limited greatly.
About ten years later Le Prince arranged what he called a multiple camera. This was as a matter of fact a battery of sixteen automatically reloading cameras in which strips of film were used. Each of the sixteen cameras took a picture in turn and then automatically brought another strip of the film into position, so that camera number one took the seventeenth picture, the twenty-third, the forty-ninth, etc., and each of the other cameras took their various pictures in turn. With this camera a film of any required length could be produced.
The Le Prince camera was therefore the real parent from which the modern motion-picture camera sprang. The first really modern motion-picture camera was built in a single case with a battery of sixteen separate lenses and sixteen shutters. These were operated by turning a crank. The pictures were taken on four strips of film. When the crank was turned the exposure was made to each of the sixteen lenses in succession, and when the series was completed the films were cut apart and pasted together in a single strip of film, the pictures themselves being arranged in the proper order. The principal development of this camera, as found in the present method of making motion pictures, is the invention of the flexible film negatives; the transparent support for the print which permits the pictures to be projected in enlarged form upon a screen; and the system of holes in the margin of the film by which the film is held in perfect alignment for projecting the pictures.
But a few years ago, then, the motion picture was a child’s toy. To-day it forms the basis for not only a very large and profitable business for many people, but a source of amusement and education to millions of people at reasonable prices. To-day the motion-picture business is regarded as one of the world’s greatest industries.
No corner of the world is so far remote but the motion-picture man finds his way there, either as an exhibitor or as a producer. Nothing happens in the world to-day but the motion-picture man with his camera is on the job if it is a happening that can[376] be preserved in motion pictures and worthy of that. The dethronement of kings and the inaugurations of presidents are all alike to him. If there is a war, he is found in all parts of the field, and is the first to see the parade when there is a peace jubilee. Disasters, horrors, heroes and criminals pass before his lens and he gives us a moving panorama of everything that is interesting, in nature, in real life, and in fiction.
Motion-picture photography is mechanically simple and the projection of the pictures on the screen was made possible by the improvement in dry plates which made instantaneous photography successful, together with the invention of the process of using celluloid films for negatives. Motion pictures consist of a series of photographs made rapidly and then projected rapidly on the screen. In this way one picture follows another so quickly that the change from one picture to another is not noticed and the movements and actions of the persons or things photographed are reproduced in a life-like manner.
There is no question that the hand can be moved so quickly that the eye cannot detect the movement. This is proved by the motion picture when projected on the screen. In moving pictures the quickness of the machine deceives the eye and the transition from one picture to another is done so rapidly that the change is not seen and the apparent movement is continuous and unbroken.
The film made by the motion picture is a “negative” in which the colors are reversed, the blacks being white and the whites black, exactly as in still photography. The film used in the projection machine is a “positive,” in which the lights and shadows have their proper values. The principle and process is exactly the same as in making lantern slides and window transparencies.
In making the negative for the motion picture the film does not move forward regularly, but it goes by jumps. It is absolutely still at the moment of exposure. The same is true in projecting the picture on the screen. In most projection machines the film is stationary three times as long as it is in motion, though in some machines the proportion is one in six. In the taking of the picture, the film is really stationary one-half of the time. As pictures are usually projected at the rate of fourteen or sixteen to the second, this means that each separate picture appears on the screen three-fourths of one-sixteenth of a second, or three-sixty-fourths of a second, and
Freak pictures are usually the result of clever manipulation of the camera or the film. Articles or individuals can be made to instantly disappear by stopping the camera while the article is removed or the person walks off the stage, the other characters holding their pose until the camera is again put in motion. In some films in which a person is thrown from a height or is apparently crushed under a steam roller the effect is gained by the live person walking away after the camera is stopped and a dummy substituted to undergo the death penalty.
By projecting the picture at a faster rate than it was taken, excruciatingly comic scenes are sometimes devised. An automobile going ten miles an hour, by speeding up the projection machine, may be made to apparently move at a hundred miles an hour, and by increasing in the same way the apparent speed of persons dodging the demoniac auto exceedingly ludicrous effects are had.
By mechanical means in combining two or more negatives into one positive a man can be shown fencing with himself or even cutting his own head off.
Pictures by courtesy of the Vitagraph Company.
[377]
[4] These and the following Pictures by courtesy of the Goodyear Tire and Rubber Co.
Washing.—When the crude rubber arrives at the factory of the rubber manufacturer, it is generally stored in bins in dark and fairly cool store-rooms, where it is kept until ready to be used. The rubber passes directly from the storage bins to the wash-room, where it is cut up into small pieces, put into large vats of warmed water and allowed to soak, in order to soften it sufficiently to be broken down in the machines. It is then fed into a cracker, a machine consisting of two rolls with projections on their surfaces shaped like little pyramids, the two rolls revolving with a differential, one going considerably faster than the other, and being adjustable, so that they can work close together or with some distance between them. The rubber is fed between these rolls and broken down into a coarse, spongy mass. Water flows on to the rubber during the process, bringing down sand, dirt, bark, and the many other[378] foreign materials which come mixed with the rubber. The rubber is put through this machine a number of times, until it is worked into a uniform condition. Some of the rubbers, like the Ceylons and Paras, will sheet out into a coarse sheet by being put through this machine; others, like the majority of the African rubbers, will fall apart and come down in chunks and have to be fed into the machine with a shovel.
PREPARING CRUDE RUBBER FOR MAKING TIRES
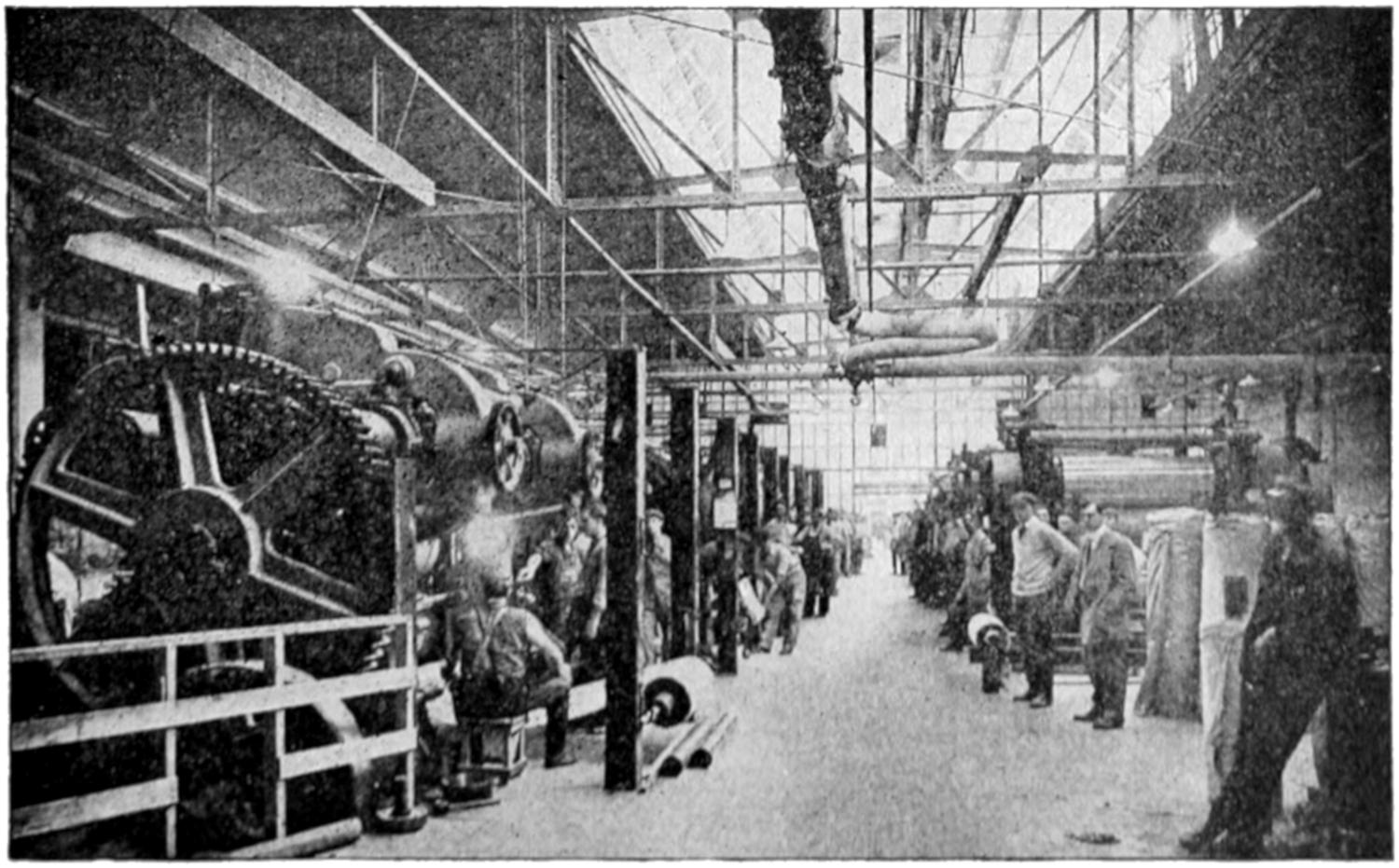
CALENDER ROOM.
After the rubber is broken down sufficiently in the cracker, it is next put through a washing machine, which is built very similar to the cracking machine, except that the rolls are grooved or rifled, so that their action is not so severe on the rubber. A large quantity of water is kept constantly running over this machine while the rubber is being put through, and the rolls work very close together, so that the rubber is finely ground and run out into a thin and comparatively smooth sheet, allowing the water flowing between the rolls to take out practically all of the foreign matter that remains. The rubber is run through this machine a number of times until the experienced inspectors in charge are satisfied that it is thoroughly washed. Some types of rubber, such as Manicoba, which have large quantities of sand in them, are washed in a special form of washing machine known as the beater washer. This is an endless, oval-shaped trough with a fast-revolving paddle-wheel. In this machine the rubber is submerged in water, after being broken down in the cracker, and the sand is literally knocked out of it by the paddle-wheel. The sand drops to the bottom of the machine, where if is drained off, while the rubber floats to the top and is there gathered and then put through a regular washing machine for the final sheeting out.
Drying.—From the wash-room the rubber goes to the dry-room. Before the rubber can be used in any articles of commercial value, it must be thoroughly dried, as any moisture in the stock would turn to steam during the vulcanizing process and cause blisters or blow-holes to form in the goods. There are two ways in which rubber is usually dried. The method mostly used, and which is generally practiced with all the better grades of gums, is to hang the washed strips on horizontal poles and space them in aisles, so that air can freely circulate all around the surface of the rubber, the dry-room being kept at a constant temperature. To properly dry the rubbers by this method takes from four to six weeks. The other method of drying is by means of a vacuum-drier. Low-grade rubbers which have a comparatively large percentage of resin in their composition cannot bear their own weight when hung on horizontal poles, but drop off and stick in piles on the floor. Hence, these rubbers have to be dried in a peculiar manner. They are laid in trays which are placed into a large air-tight receptacle. The air is then withdrawn from this receptacle and the interior heated by means of steam coils. This allows the water to be evaporated off from the rubber at a considerably lower temperature than that at which water boils under atmospheric pressure, and at such a low temperature, and in such a short time, that the rubber is not affected. By this process these rubbers can be dried in a few hours.
Mixing.—After the rubber has been thoroughly dried, it is ready to be mixed in proper proportions with the various ingredients which are used in rubber compounding, to give the desired quality of rubbers for the various products for which they are intended. In order that rubber shall vulcanize, it is necessary to mix with it a certain proportion of sulphur, vulcanizing, or curing, as it is sometimes called, being merely the changing of a physical mixture of rubber and sulphur into a chemical compound of these ingredients, by the application of heat. Besides sulphur, some of the more important ingredients used in compounding rubber are:
Zinc oxide.—This toughens the rubber and increases its wearing properties and tensile strength.
[379]
Barium sulphate.—This stiffens the rubber and adds weight, so reducing the cost.
Lithopones.—This whitens the stock and makes it soft, and is used extensively in druggists’ sundries.
Antimony sulphide.—This makes the stock red and is a preservative against oxidation.
Litharge.—This has the same action as antimony sulphide, but makes the stock black.
White lead.—This hastens the cure and is extensively used in gray and black stocks, and is a good filler or weight adder.
Magnesia oxide and carbonate.—These are used as fillers for white stocks.
Oxide of iron.—Used for coloring red and yellow stocks.
Lime (unslacked).—This hastens vulcanization and chemically removes any water left in the rubber.
Whiting.—This is used only as a cheap filler to increase quantity and lower cost.
Aluminum silicate.—This is used chiefly as a filler.
There are also used in compounding what are known as the various substitutes. These are chiefly linseed oil products and mineral hydrocarbons which are more or less elastic, and act somewhat as a flux.
There seems to be a general impression that the various ingredients which are mixed with rubber are put into the compounds merely to cheapen the product and to lower the grade of the material. This is true in many cases, such as the general line of molded goods, rubber heels, bicycle grips, automobile bumpers, etc., but in many cases, such as tires, packing, belting, etc., these ingredients are added to toughen the gum, increase its wearing qualities, to make it indestructible when subjected to heat, or to make it soft and yielding so that it can be forced into fabric, etc.
PROCESS NECESSARY TO
MAKING RUBBER GOODS
In the general process of manufacture the sheeted rubber is sent directly from the dry-room to the compound-room, where the various ingredients are weighed out into proper proportions along with the rubber to make up a batch, and placed in receptacles ready to be mixed. The batch is then sent into the mill-room to be mixed into a uniform pasty mass, which is the characteristic uncured, or so-called green, rubber compound. The mixing is done in the mill. This is a very heavy machine, constructed similarly to a cracker and a washer except that it is much larger and heavier, and the rolls are perfectly smooth and run closer together. No water at all is used on the batch during the mixing. There are steam and cold water connections to the mills which are connected with hollow spaces inside the rolls, so that the latter can be kept at any temperature desired. The general process of mixing is as follows:
First the rubber portion of the batch is thrown into the mill and is worked and warmed up until it takes on a very sticky and plastic consistency. When it has arrived at a certain stage of plasticity, the various compounds in the batch, which are always in the form of very fine powders, are thrown in the mill, being worked by the rolls into the rubber. The compounds are generally thrown on, a small amount at a time, until they are all taken up by the rubber. The batch is then allowed to go through and through the mill, over and over again, until the mixture is absolutely uniform throughout the whole mass. The consistency of the rubber, during this operation, is such that the batch can be made endless around one of the rolls of the mill, so that it is constantly feeding itself between the rolls.
After the batch is properly mixed, it is cut off the rolls in sheets and[380] rolled up and sent to the green-stock store-room. In this store-room the compounded, uncured gums are kept in different bins, according to the nature of the compound, and are there allowed to season a certain length of time, after which they are delivered to the various departments of the factory in which they are going to be used.
Another form in which rubber is used is the so-called Rubber-Cement. Rubber or any of its compounds are readily soluble in naphtha. In this process, the compounds, after being milled, are chewed up and washed in specially constructed cement-mills and there mixed with a certain proportion of naphtha which gives a thick solution.
Spreading and calendering.—Rubber which is used for the general line of molded goods, solid tires, some kinds of tubing, etc., goes directly to the various departments from the green-stock store-room, while rubber used for boots and shoes, waterproof fabrics, many of the druggists’ sundries, belting, pneumatic tires, inner tubes, etc., has to be sheeted out, and some of it forced into fabric before it goes to the various departments. This sheeting-out of the gum, as well as applying the rubber to fabrics, is done generally by two methods; either by spreading a solution of the rubber and naphtha onto the fabric, or by calendering the rubber between heavy rolls in a rubber calender.
In the spreading process, a machine called a spreader is used. The fabric to which the rubber is to be applied is mounted in a roll at one end of the spreader and from the roll passes through a trough of rubber-cement, and then up over a so-called doctor roll, and under a knife edge, which allows only enough cement to pass through to fill the pores of the fabric. From this knife the cemented fabric passes over a steam drying chest and is then rolled up with a roll of liner cloth to prevent its sticking together. Fabric treated in this manner must be put through the spreader a number of times before it has sufficient rubber on it to be used in the products for which it is intended.
For calendering rubber, a machine called a rubber calender is used. This machine is made with three and sometimes four heavy rolls, which are capable of very fine adjustment. The rubber from the green-stock store-room is first warmed up on a small mixing mill and is then fed between the rolls of the calender, coming through in a thin sheet of required thickness, and is wound up in a liner cloth and sent directly to the departments, where it is used for inner tubes, druggists’ sundries, etc., where only rubber and no fabric is used. Where the rubber is to be applied to fabric, the fabric is put through the calender rolls with the rubber, and the rubber is literally ground into the fabric. Fabric treated in this manner is known to the trade as friction, and is generally used in the manufacture of pneumatic tires, belting, hose, etc. For boots, shoes, and other special work, calenders are used which are equipped with rolls engraved with the shapes of the soles and other parts of the articles in question, so that the sheet of rubber coming from the machine has imprinted on it the shapes and thickness of the articles for which it is intended.
After passing through such of the above processes as are required the rubber is ready to be made up into the various articles known to the rubber trade, such as boots and shoes, mackintoshes, waterproof fabrics, for balloons, aeroplanes, tentings, etc., mechanical goods, such as rubber heels, horseshoe pads, packing, tiling, automobile and other bumpers, artificial fish bait, etc., druggists’ sundries, such as nursing-bottles, nipples, syringes, bulbs, hot-water bottles, tubing, etc. tobacco pouches, rubber belting, golf and other balls, insulated wire, fire and garden hose, inner tubes, tires, and the many other commodities into the manufacture of which rubber enters.
[381]
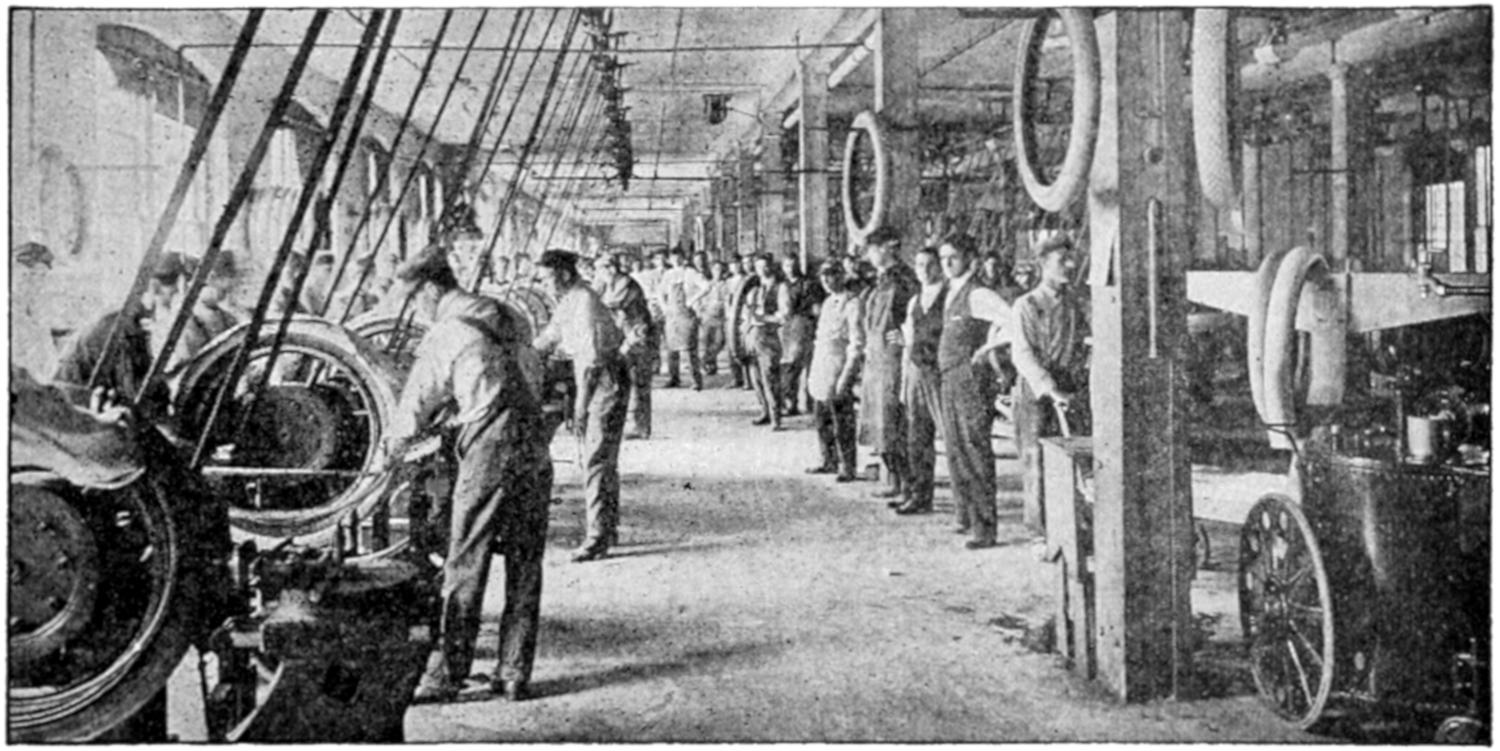
TRADING ROOM
From the calender room of the rubber factory the stock is received in the automobile tire department, in the form of large rolls of rubber-coated fabric, and in rolls of sheeted rubber of various thicknesses and widths. The rubber-coated fabric is first cut into strips of proper widths so that the edges will extend from bead to bead over the crown of the tire. These strips are always cut on the bias, generally at a 45-degree angle, with the edge of the roll, and were formerly all cut on a cutting-table, a table about 50 feet long and 6 feet wide, covered with sheet metal. The cutting was done by two men, each having a knife and each cutting half-way across the cloth along the edge of a straight-edge so arranged as to be always set at 45 degrees with the edge of the table. This method of cutting is gradually being put aside by the use of the bias cutter, an extremely up-to-date machine having jaws which ride up to the end of the fabric and pull it for a certain distance under a knife set at a 45-degree angle, the knife being set to cut just when the jaws have arrived at the limit of their motion. The action is repeated so that the machine cuts about eighty strips a minute. These strips are fed onto a series of belts which carry them to where they are placed, by boys, into a book having a leaf of common cloth between each strip of gum fabric, to prevent the strips from sticking together.
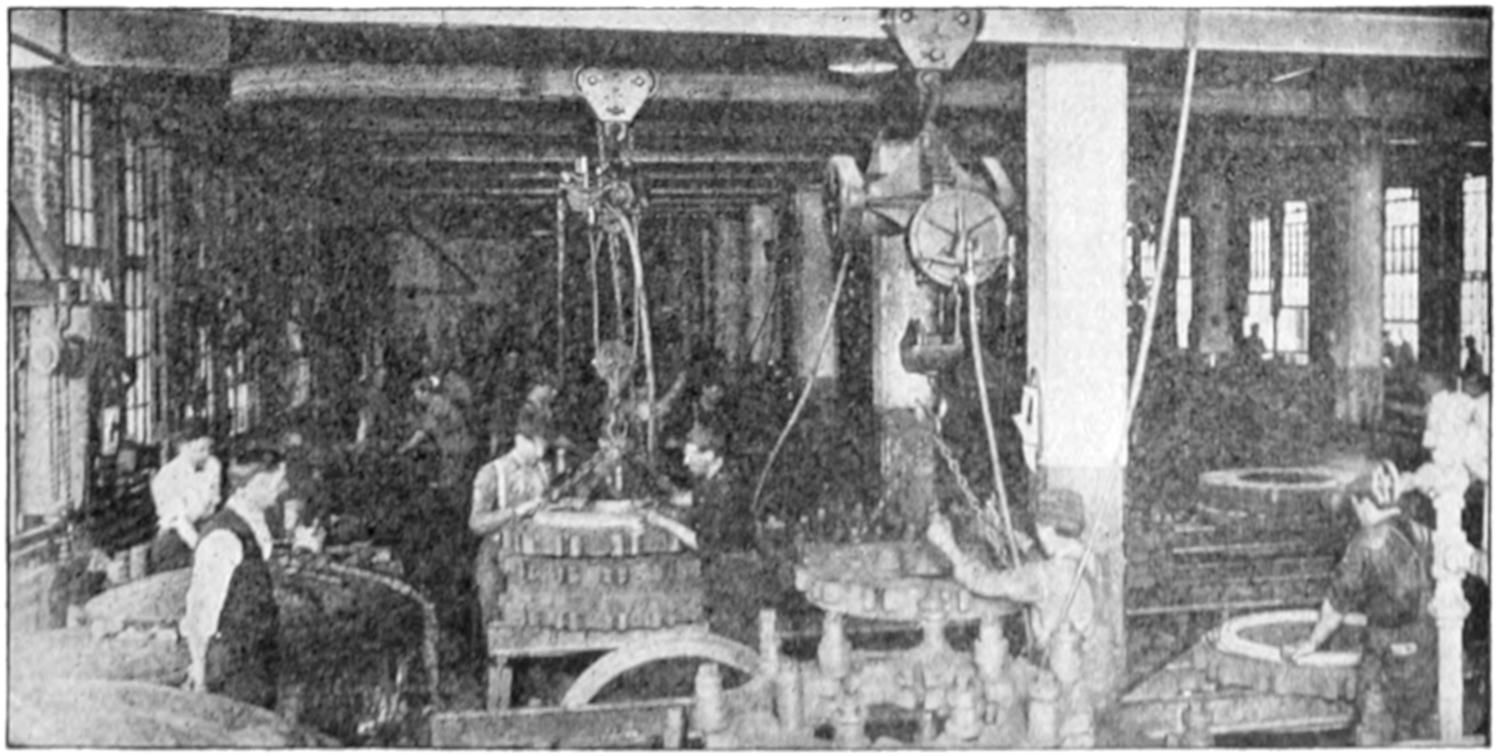
CURING ROOM—SOLID TIRES.
[382]
MAKING A PNEUMATIC TIRE
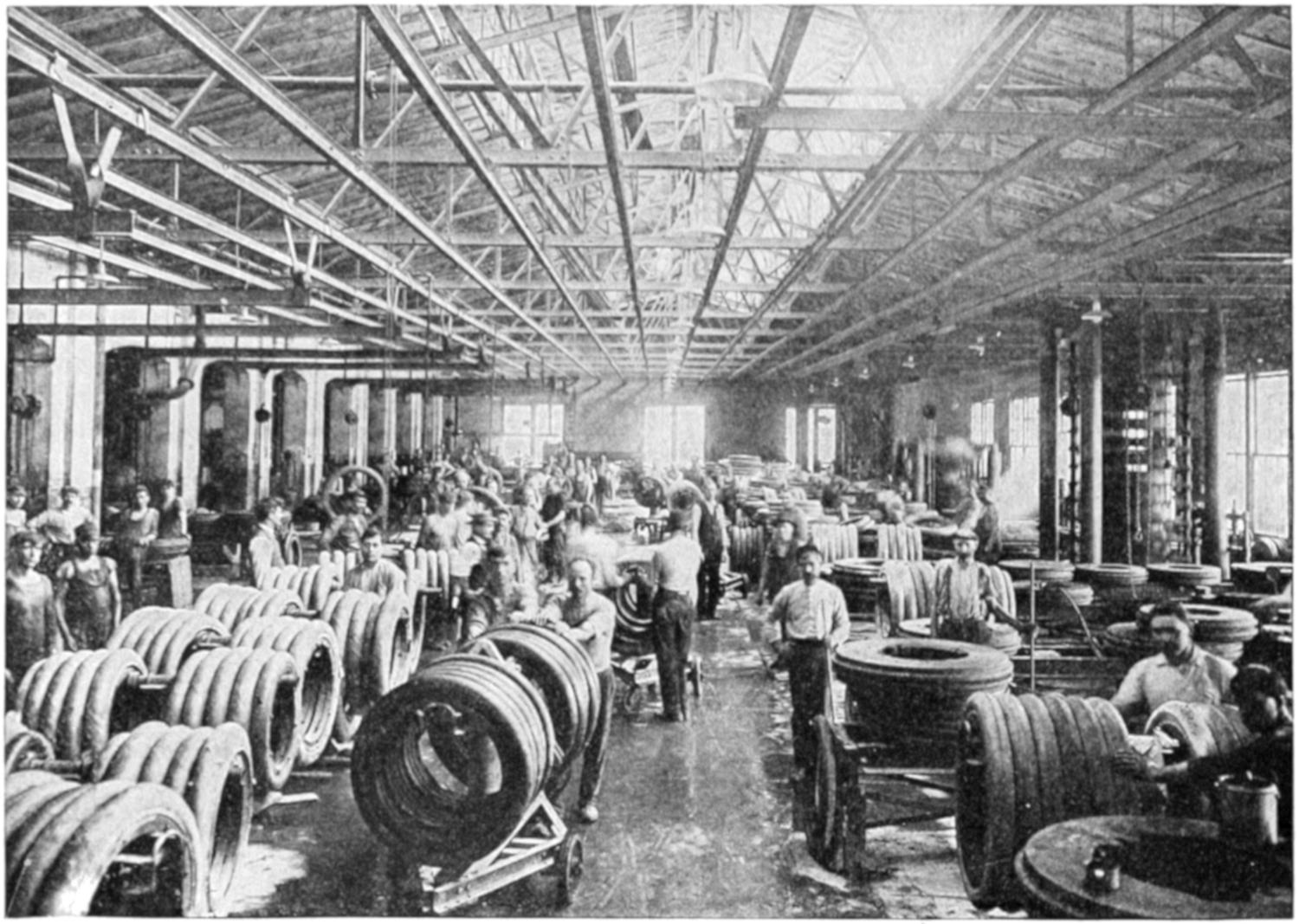
CURING ROOM, FIRST CURE—PNEUMATICS.
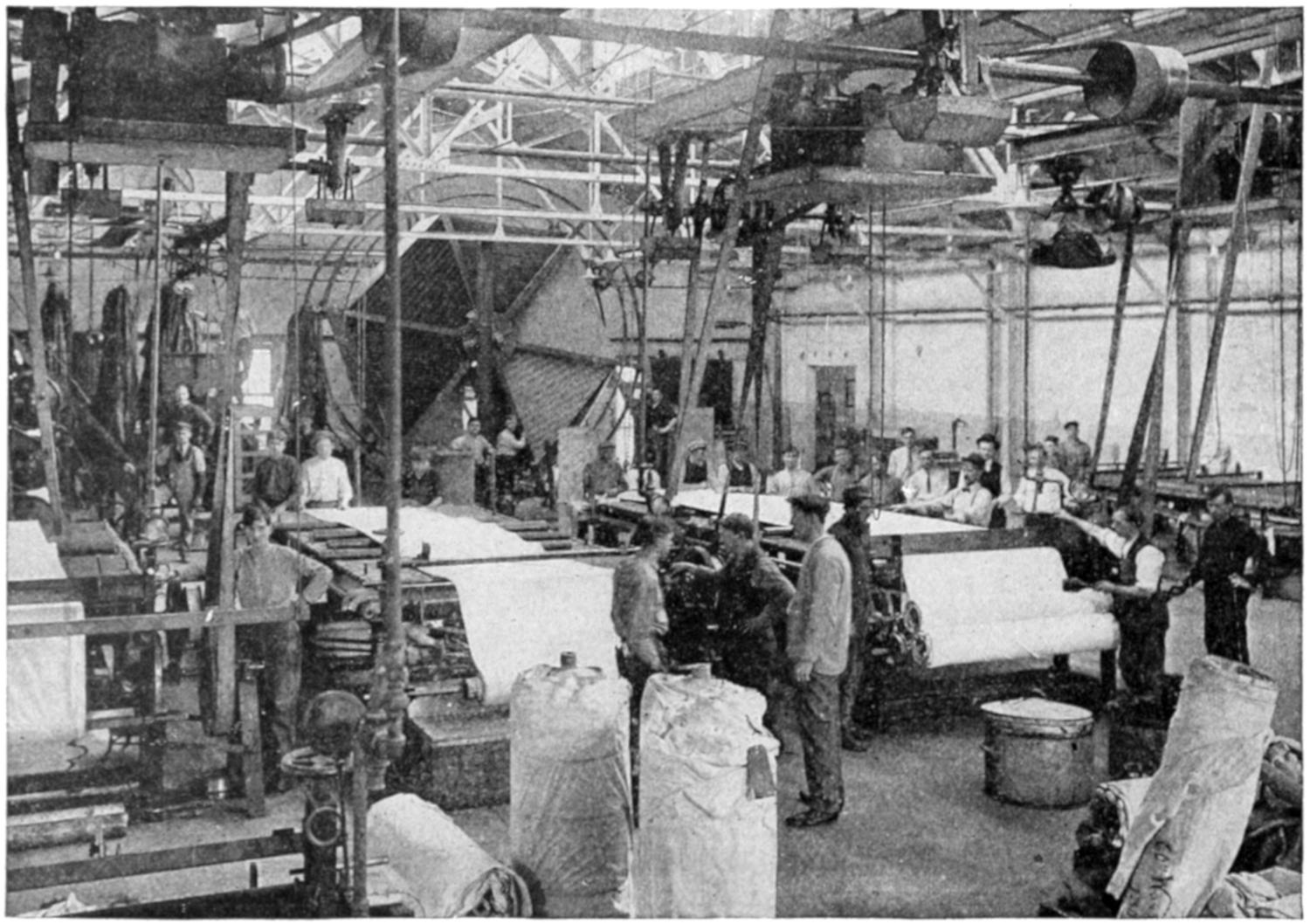
SPREADER ROOM.
[383]
The majority of automobile tires to-day are machine built, but there are still a great many built by hand and this is the process we shall describe first. In this process the books of fabric are laid up and spliced into proper lengths to go around the tire and allow a proper lapping for the splices. The proper number of these laid-up pieces, or plies, as they are called, are placed together with cotton cloth between and taken to the tire builder. The tire builder mounts the core, upon which the tire is to be built, on the building stand, generally cementing it so that the first ply of fabric will stick in place. The first ply is then stretched onto the core and spliced, rolled down with a hand roller onto the sides of the core, and trimmed with a knife at the base. The following plies are put on and rolled down in the same manner, the beads being put in at the proper time, according to the size and the number of plies to be used. After all the plies have been put onto the core the so-called cover rubber is put on. This cover rubber is generally a sheet of rubber about one-sixteenth of an inch thick or more, and of the same compound as the rubber on the fabric.
HOW THE TREAD OF A TIRE IS MADE
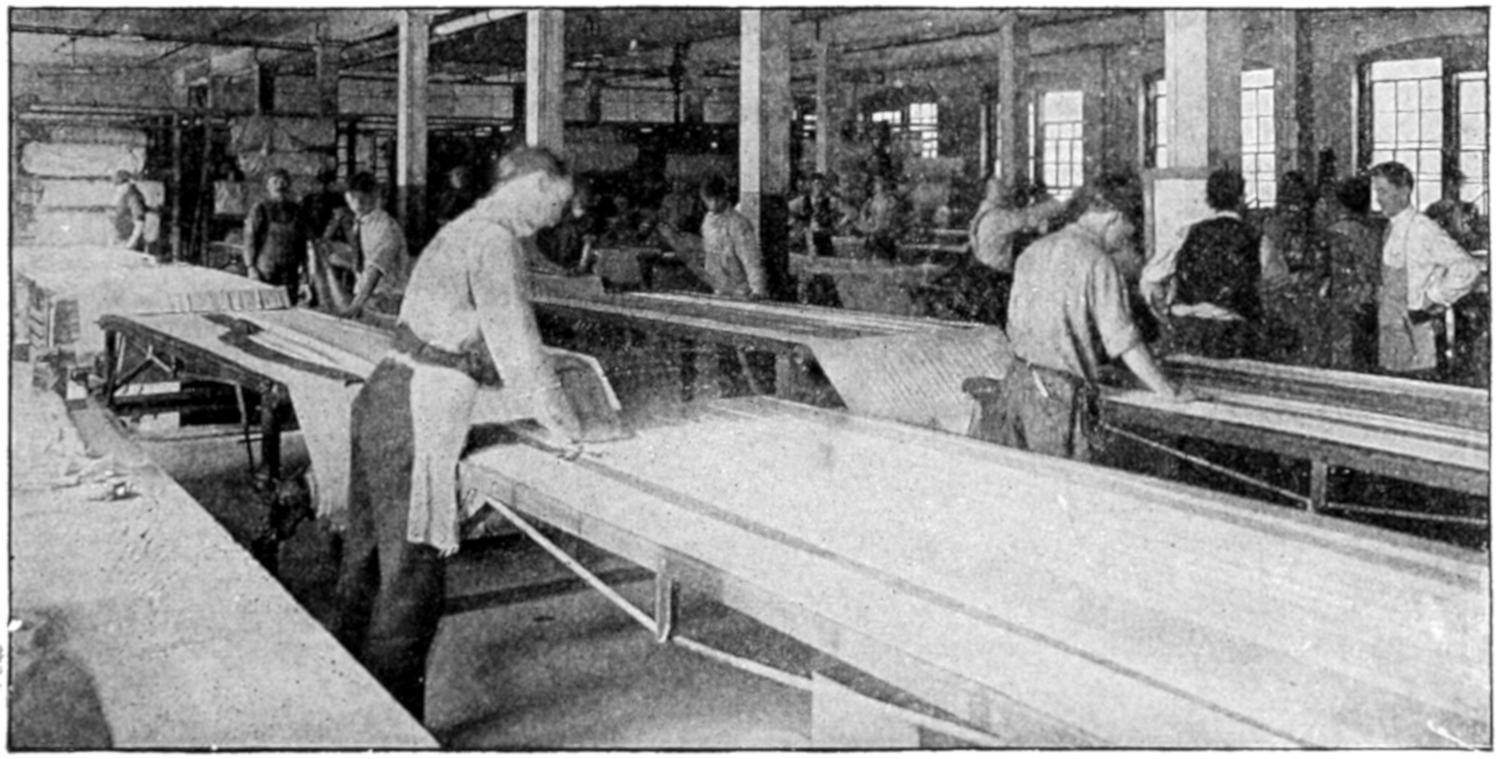
TREAD LAYING ROOM.
In the case of the machine-built tire, the result is the same, but the stock is handled as follows: After the rubber-coated fabric has been cut on the bias cutter, the strips are spliced and rolled up in rolls on a spindle which is placed in the so-called tire-building machine. The tire core is mounted on a stand attached to the machine, so that it can be revolved by power, and the fabric is drawn onto the core from the spindle under a certain definite tension. The tire-machines roll the fabric down by power, and the beads are put into place before the tire and core are removed from the machine. Thereafter the process is the same as in the case of the hand-built tires.
After the cover rubber is in place the tire is ready to have the tread applied. The tread is made up independently of the tire by laying up narrow strips of rubber, in different widths, in such a way that the center of the tread is thicker than the edges. In the case of the so-called single-cure tires, which are wholly vulcanized at one time, this tread is applied to the tire directly after the cover, a strip of fabric called the breaker-strip generally being placed underneath, and the building of the tire so completed.
In the general method of curing, the tire is allowed to remain on the core, and is either bolted up in a mold and put into an ordinary heater, or it is laid in a mold and put into a heater press, where the hydraulic pressure keeps the two halves of the mold forced together during the vulcanizing process. After the vulcanizing is completed, the tire is removed from the[384] mold, the inside is painted with a French talc mixture, the tire inspected and cleaned, and so made ready for the market. In some methods of curing, instead of the tire being put in a mold, it is put into a so-called toe-mold, which is virtually a pair of side flanges only reaching up as high as the edges of the tread on the side of the tire. After the flanges are fastened into place, the whole is cross-wrapped, the cross-wrapping coming in direct contact with the tread. The tire in this condition is then put into the heater and vulcanized, giving the so-called wrapped tread tire. Still another form of curing is to inflate a kind of canvas inner tube inside the tire and place the whole in a mold. This is known as the air-bag mold process.
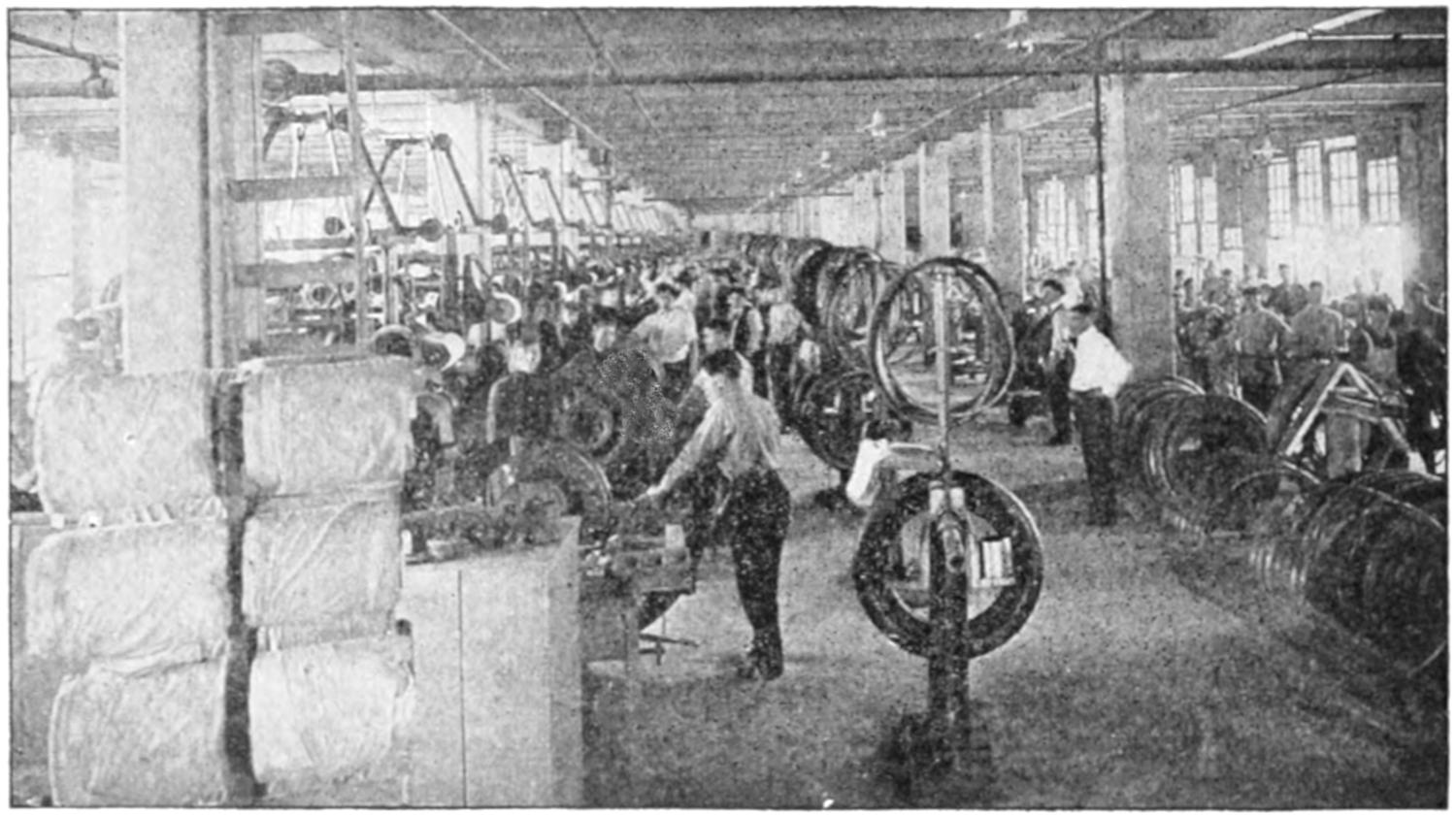
PNEUMATIC-TIRE ROOM—SHOWING TIRE-BUILDING MACHINES.
Inner tubes for pneumatic tires may be classed under three headings, according to the methods used in their manufacture, viz., seamed tubes, rolled tubes, and tube-machine tubes. By far the greater number of tubes come under the first two headings. For seamed tubes, the rubber is taken from the calender in the form of sheets from one-sixteenth to three-sixteenths of an inch in thickness. These sheets are cut into strips of proper length and just wide enough to make a tube of proper cross-section diameter when the two long edges are folded over and fastened together with rubber cement. These two long edges are cut on a bevel so that they make a good lap seam. The tube is then pulled over a mandrel of proper size and a thin piece of wet cloth rolled around it, and then it is spirally cross-wrapped with a long, narrow piece of wet duck for its entire length. The whole is then put into a regular heater and the tube vulcanized. After vulcanizing the wrapping is removed and the tube stripped from the mandrel, turning the tube inside out, so that the smooth side which is vulcanized next to the mandrel appears outside, and the rough side showing the marks of the cross-wrapping is inside. The valve hole is then punched in the tube, the valve inserted and the open ends of the tube buffed down to a feather edge. The tube in this state passes to the splicers, who cement the buffed ends and splice them together, placing one open end within the other, making a lapped seam around the tube about 2¹⁄₂ inches long. The cement used in splicing is generally cured by an acid which chemically vulcanizes the rubber without the application of heat. The tube is thus finished and ready for the market. Rolled tubes are made from[385] very thin sheet rubber by rolling same over a mandrel of proper size, until the required number of layers of thin rubber have been rolled on to give the tube the desired thickness. The tube is then wrapped, cured and spliced, in exactly the same manner as a seamed tube.
Crude rubber is a vegetable product gathered from certain species of trees, shrubs, vines and roots. Its characteristic peculiarities were early recognized by the natives of the tropical countries in which it is found. Records of the earliest travelers in these countries show that the natives had used various articles, such as receptacles, ties, clubs, etc., made from rubber, but it was not until about 1735 that rubber was first introduced into Europe. In civilization rubber was first used for pencil erasers and in waterproof cloth, and finally in cements. Vulcanizing, or the curing of rubber, was not discovered until 1844, and thereafter the development of the rubber industry was very rapid, especially in Great Britain.
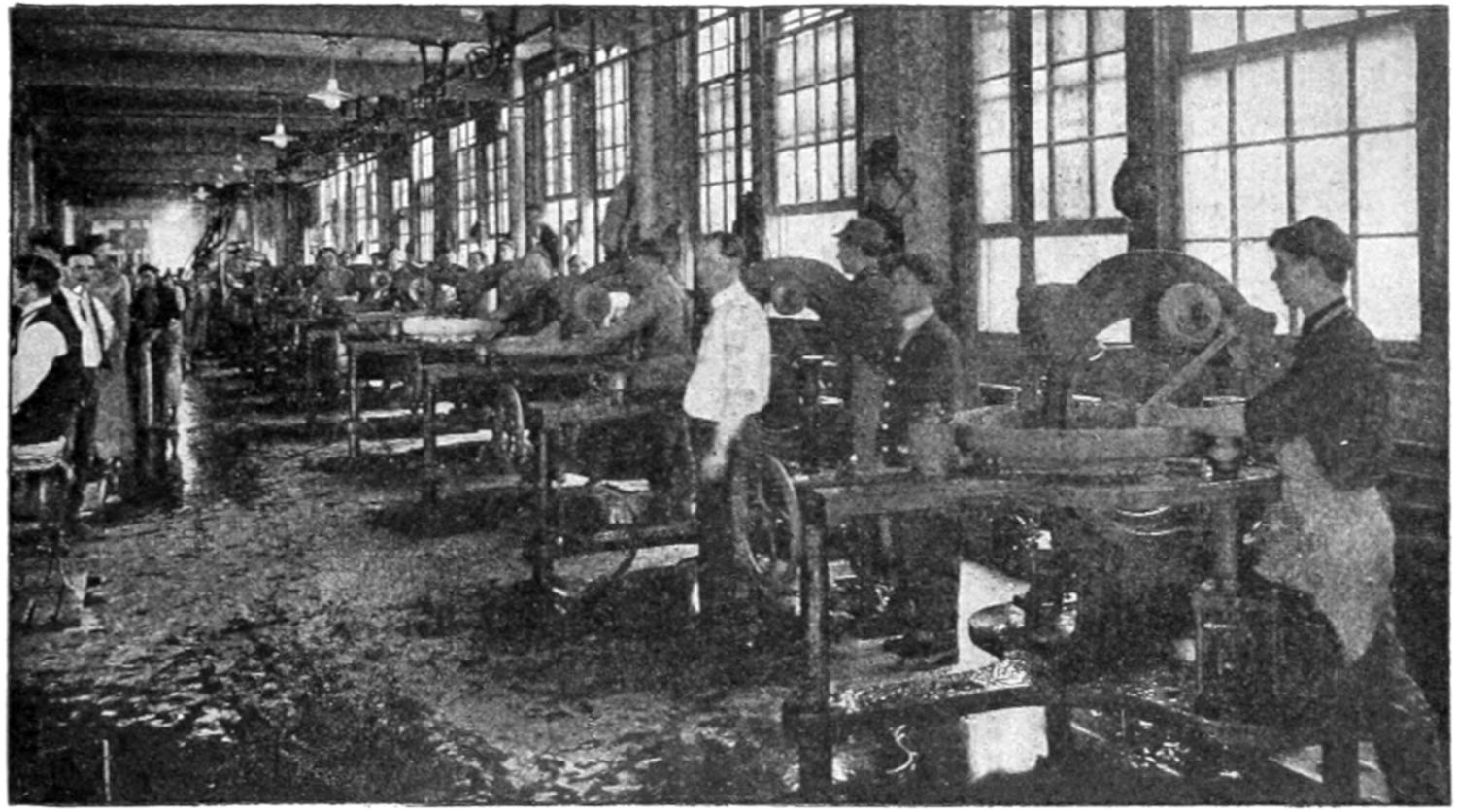
WRAPPING ROOM—PNEUMATICS.
There are many kinds and grades of rubber, and to-day these can be divided into two chief classes, wild and cultivated.
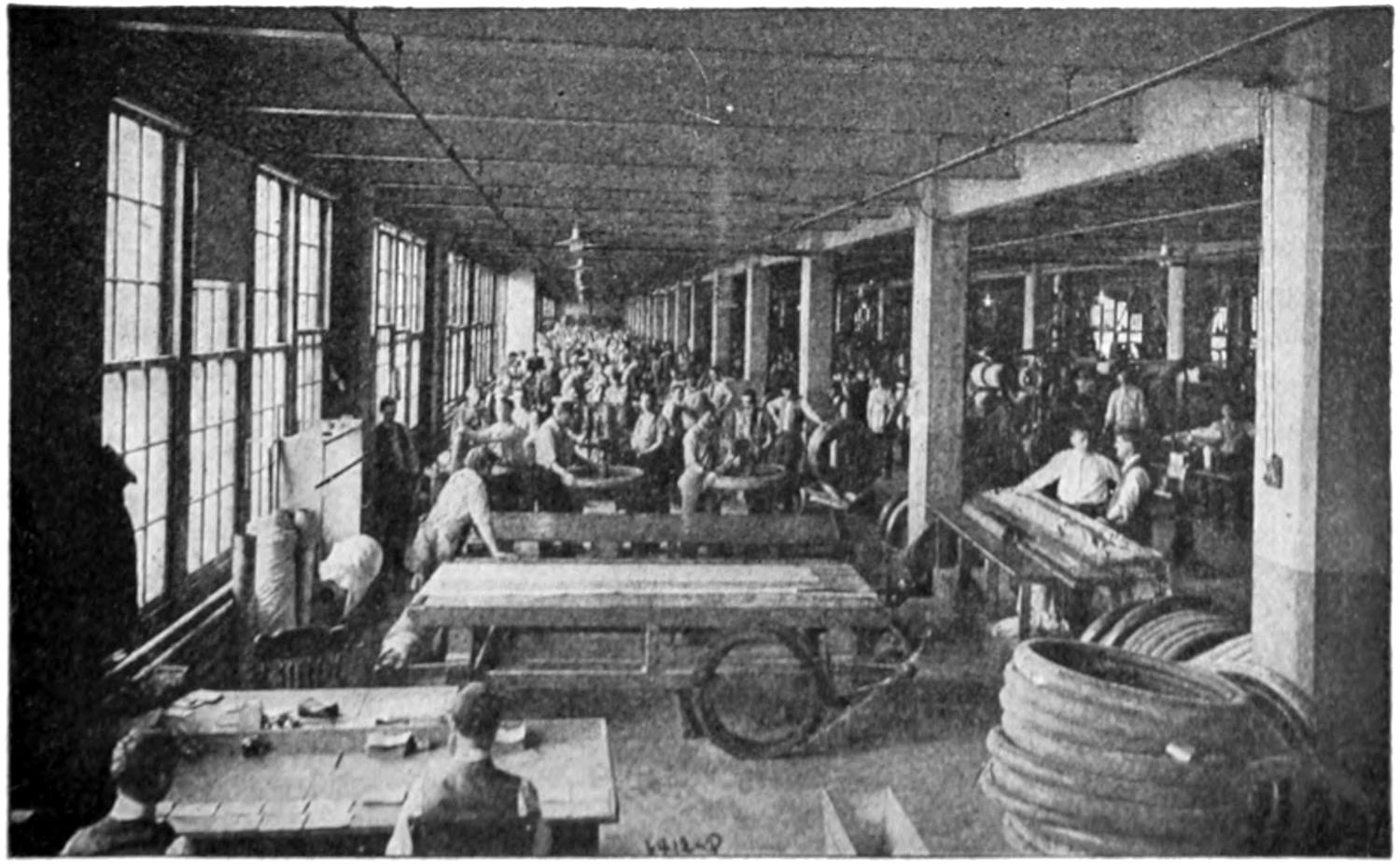
PNEUMATIC-TIRE ROOM, SHOWING TIRE FINISHING.
[386]
HOW THE CRUDE RUBBER IS SECURED

Gathering Rubber in South America.
1. Tapping Axe. 2. Tin Cup to Catch the Rubber Milk. 3. The Beginning of a Rubber “Biscuit.” 4. A Palm Nut.
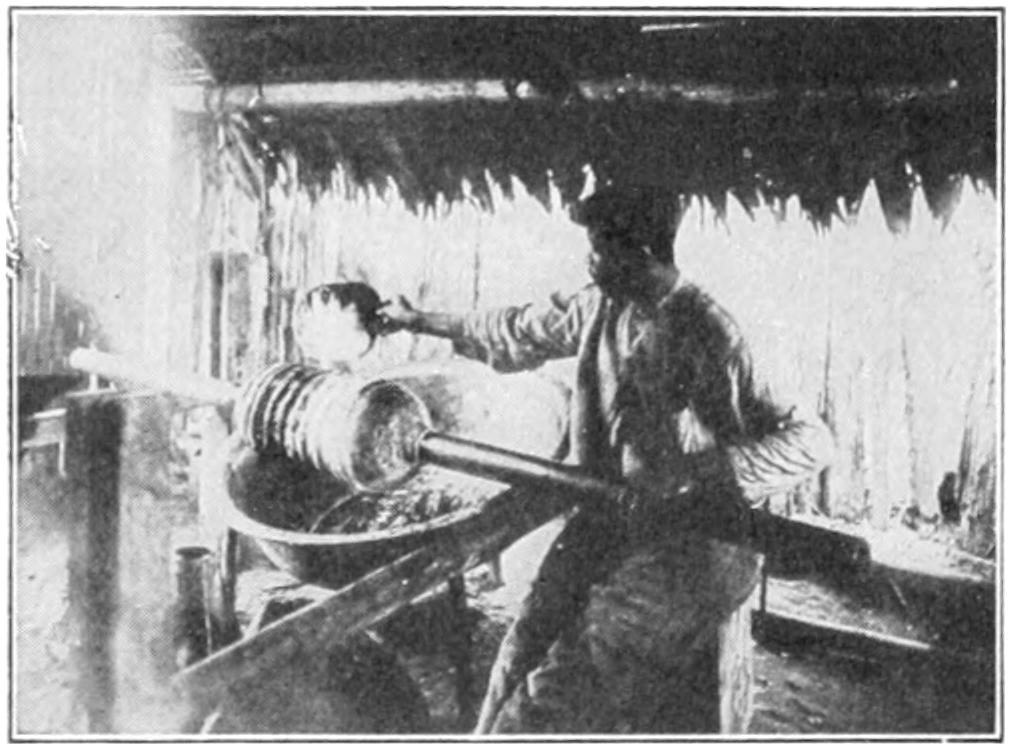
Making Balls of Crude Rubber.
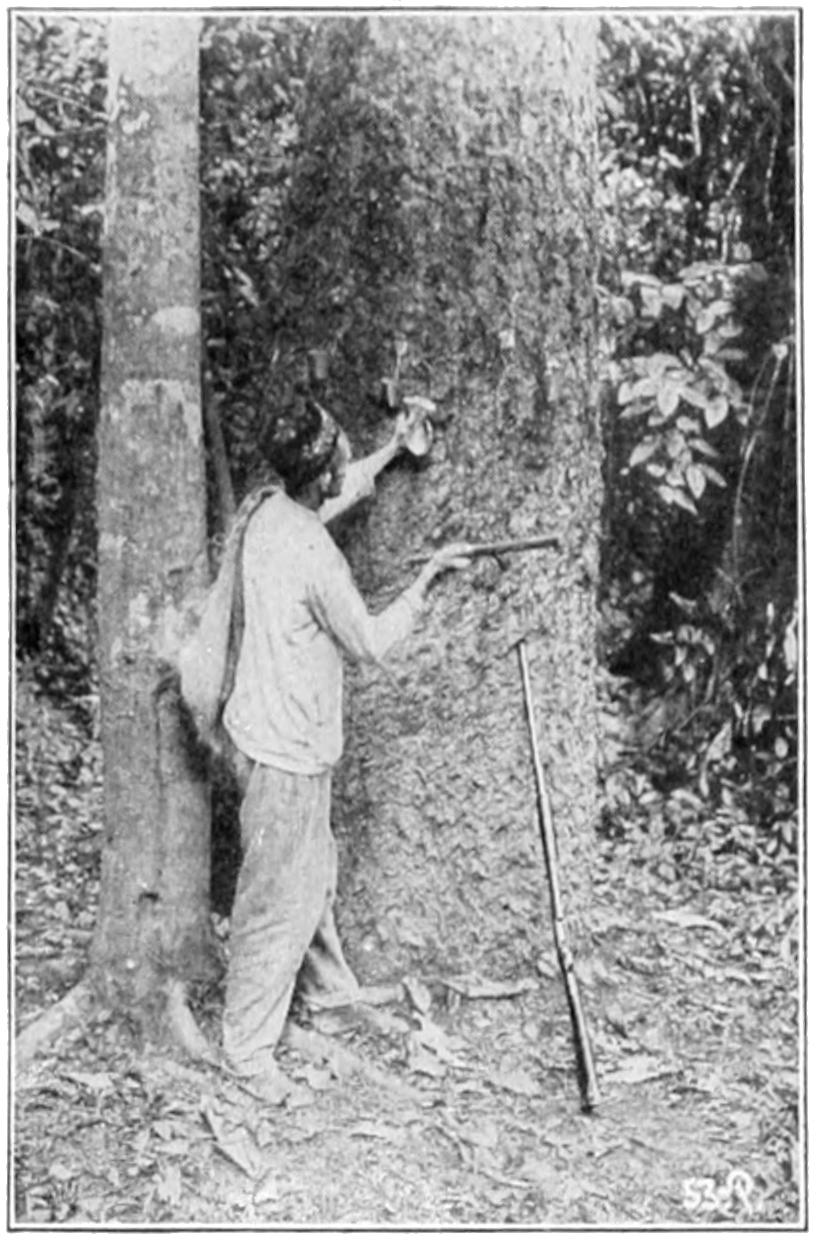
Tapping the Trees in Japan.
How the Rubber Looks when it comes to Market.

Carrying Balls of Crude Rubber to Native Market.
Pictures herewith by courtesy of The B. F. Goodrich Company, Ltd.
[387]
WHERE RUBBER
COMES FROM
The first class, or wild rubbers, are collected from trees which have grown wild and where no cultivation processes whatsoever have been used. These rubber-producing trees, shrubs, etc., are found mostly in Northern South America, Central America, Mexico, Central Africa and Borneo.
The finest rubber in the world is Fine Para, and is gathered in the Amazon regions of South America. This rubber has been gathered in practically the same way for over a century. The natives go out into the forests and, selecting a rubber tree, cut “V”-shaped grooves in the bark with a special knife made for the purpose, these grooves being cut in herring-bone fashion diagonally around the tree, with one main groove cut vertically down the center like the main vein in a leaf. The latex, or milk-like liquid, of the tree, from which the rubber is taken, flows from these veins and down the center vein into a little cup which the natives place to receive it. After the little cups are filled they are gathered and brought into the rubber camp, and there the latex is coagulated by means of smoke. This is done by the use of a paddle which is alternately dipped into a bowl of the latex and then revolved in the smoke from a wood or palm-nut fire. This smoke seems to have a preservative effect on the rubber as well as drying it out and causing it to harden on the paddle, each successive layer of the latex causing the size of the rubber ball or biscuit to increase. When a biscuit of sufficient size has been thus coagulated it is removed from the paddle and is ready for shipment to countries where rubber products are manufactured.
Para rubber is sold in three grades. Fine Para, which is the more carefully coagulated or smoked rubber; Medium Para, which is rubber gathered and smoked in the same way as Fine, but which has had insufficient smoking, and, therefore, more subject to deterioration due to oxidation, etc.; and Coarse Para, which is rubber gathered from the drippings from the rubber trees after the cups have been removed. This latter grade has generally a large percentage of bark and other foreign substances mixed with it, and is subject to even more deterioration than is Medium Para, as it is oftentimes not smoked at all.
Another important grade of rubber coming from South America is Caucho. This tree grows similar to the Para trees and the rubber is gathered in a similar manner, but is cured by adding to the latex some alkaline solution and allowing the whole to dry out in the sun. The value of this rubber can be greatly improved by better methods of coagulation.
From Central America and Mexico comes the Castilloa rubber. This rubber is gathered from trees in a very similar manner to Para, and is coagulated by being mixed with juices which are obtained by grinding up a certain plant which grows in the Castilloa districts. After being mixed with this plant juice, the Castilloa is spread out in sheets on bull hides, where it is allowed to dry in the sun, after which the rubber is rolled up and is ready for shipment. Castilloa is gathered mostly from wild trees, but in Mexico it has recently been cultivated to some extent.
From Mexico we also get Guayule. This rubber is obtained from a certain species of shrub, the shrub being cut down and fed into a grinding or pebble mill where the branches are crushed and ground and mixed with water, and the rubber, which is contained in little particles all through the wood, is worked out, being taken from the pebble mills in chunks as large as a man’s fist.
From Central Africa and from Borneo come the so-called African gums, such as Congo, Soudan, Massai, Lapori, Manicoba, Pontianic, etc. Some of these rubbers are gathered from trees, but most of them from vines and roots, and the methods of coagulation are varied. Practically all of them are dried out in the sun. These rubbers are all of lower grade than the Para rubbers of South America.
[388]
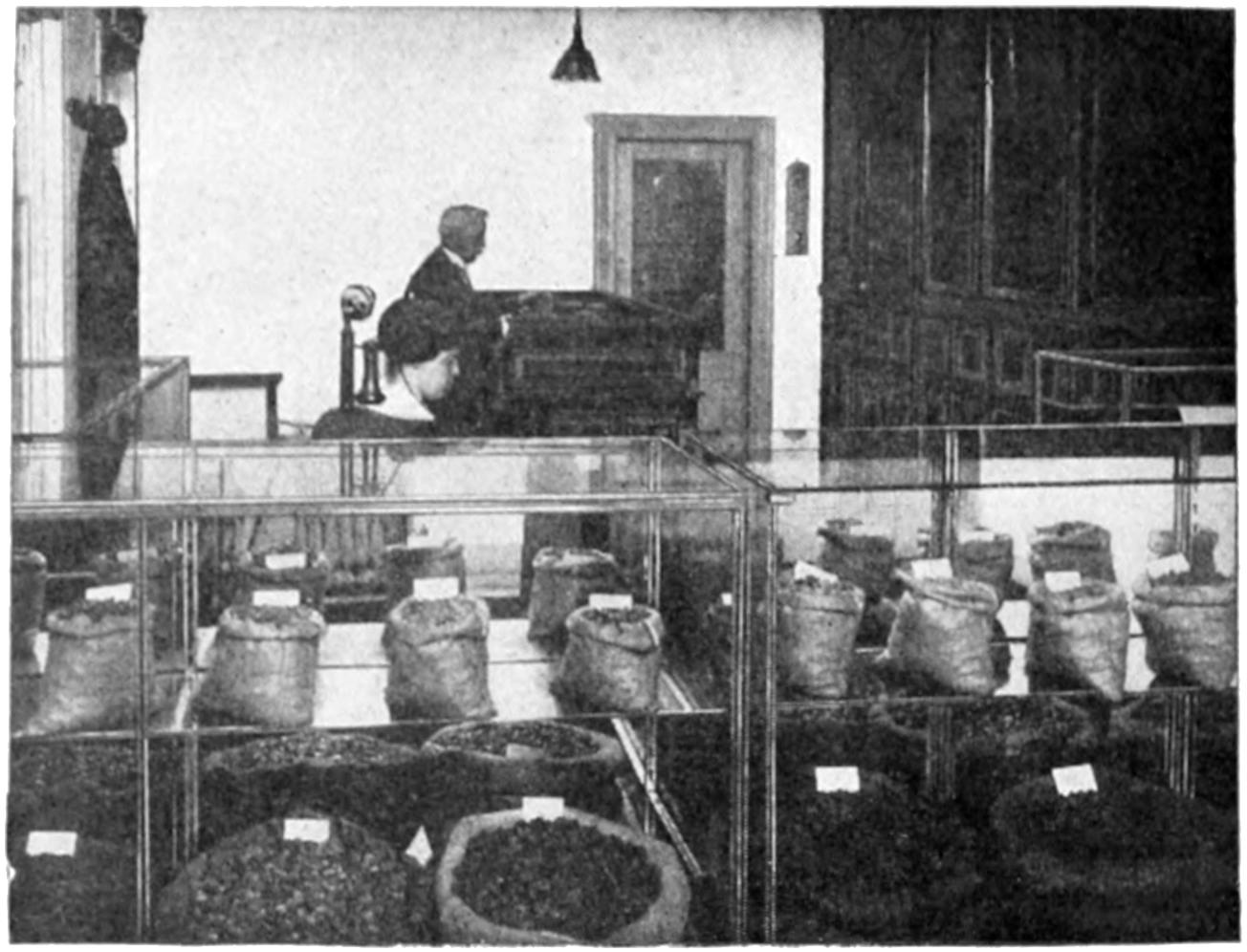
BAGS OF CACAO BEANS.
Perhaps no other one thing is so well known to boys and girls the world over as chocolate. Yet there was a time, and not so many years ago, as we figure time in history, when there were no cakes of chocolate, or chocolate candies to be had in the candy shops, no chocolate flavored soda water or chocolate cake. To-day quite a panic would be started if the world’s supply of chocolate were cut off.
Chocolate is obtained from cacao, which is the seed of the cacao tree. It is quite often called cocoa, although this is not quite a correct way of spelling the word. The cacao tree grows to a height of sixteen or eighteen feet when cultivated, but to a greater height when found growing wild. The cacao pod grows out from the trunk of the tree as shown in the picture, and is, when ripe, from seven to ten inches long and from three to five inches in diameter, giving it the form of an ellipse. When you cut one of these pods open, you find five compartments or cells, in each of which is a row of from five to ten seeds, which are imbedded in a soft pulp, which is pinkish in color. Each pod then contains from twenty-five to fifty seeds, which are what we call “cocoa beans.”
The cacao tree was discovered for us by Christopher Columbus, so that we have good reason to remember him aside from his great discovery of America. The discovery of either of these would be fame enough for any one man, and it would be difficult for some boys and girls to say just which of the two was Columbus’ greater discovery.
Columbus found the cacao tree flourishing both in a wild and in a cultivated state upon one of his voyages to Mexico. The Indians of Peru and Mexico were very fond of it in its native state. They did not know the joy of eating a chocolate cream, but they had discovered the qualities of the cacao bean as a food and had learned to cultivate it long before Columbus came to Mexico.
Columbus took some of the cacao beans back with him to Spain and to[389] this day cacao is much more extensively used by the Spaniards than by any other nation. The first record of its introduction into England is found in an announcement in the Public Advertiser of June 16, 1657, to the effect that:
“In Bishopgate Street, in Queen’s Head Alley, at a Frenchman’s house, is an excellent West Indian drink called chocolate, to be sold where you may have it ready at any time and also unmade, at reasonable rates.”
Of course, by the time America became settled the people brought their taste for chocolates with them.
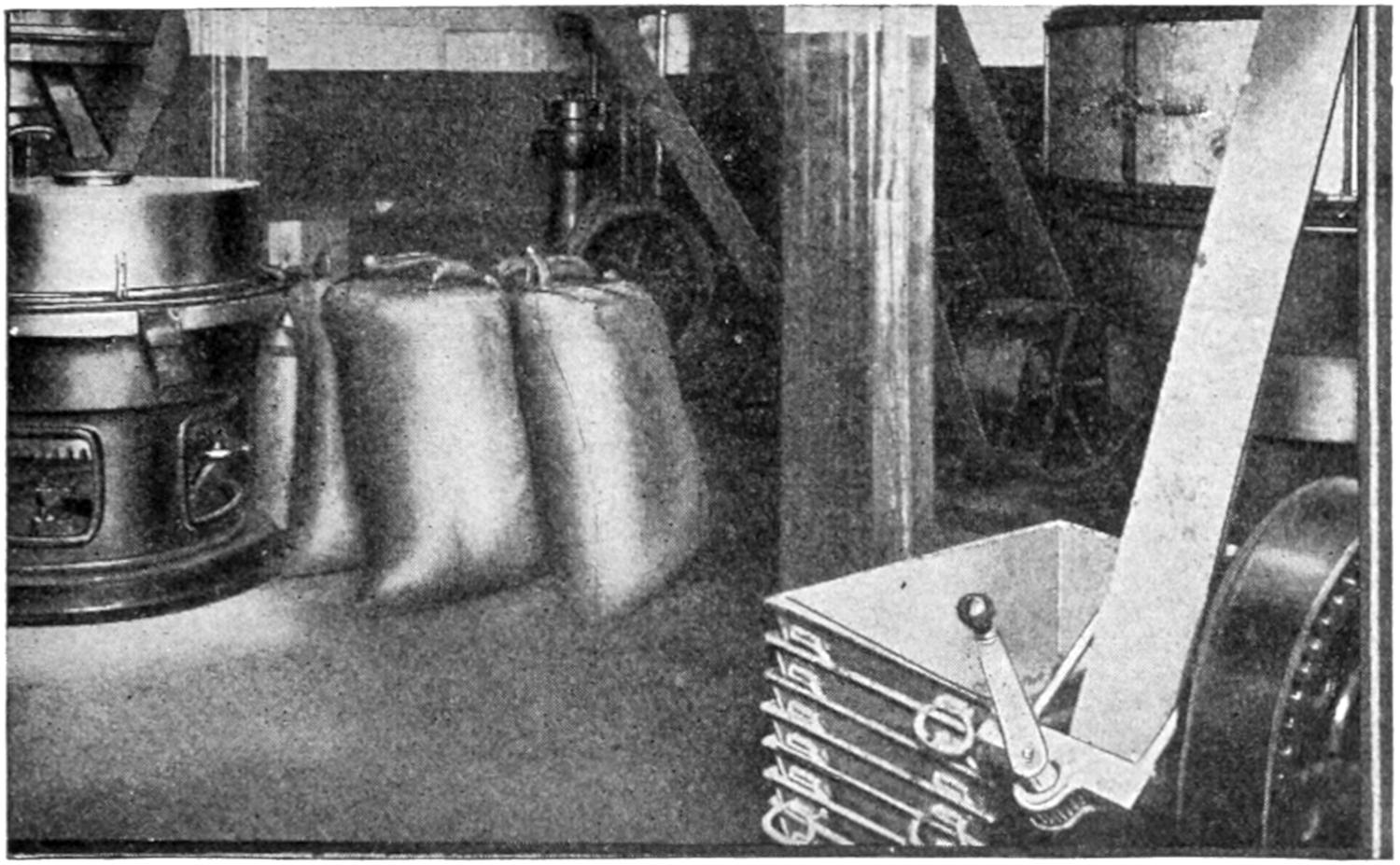
VIEW OF COCOA BEANS IN BAG AND COCOA-GRINDING MILL.
When the cacao seeds are roasted and separated from the husks which surround them, they are called cocoa-nibs. Cocoa consists of these nibs alone, whether they are ground or unground, dried and powdered, or of the crude paste dried in flakes.
Chocolate is made from the cocoa-nibs. These nibs are ground into an oily paste and mixed with sugar and vanilla, cinnamon, cloves, or other flavoring substances. Chocolate is only a product made from cocoa-nibs, but it is the most important product.
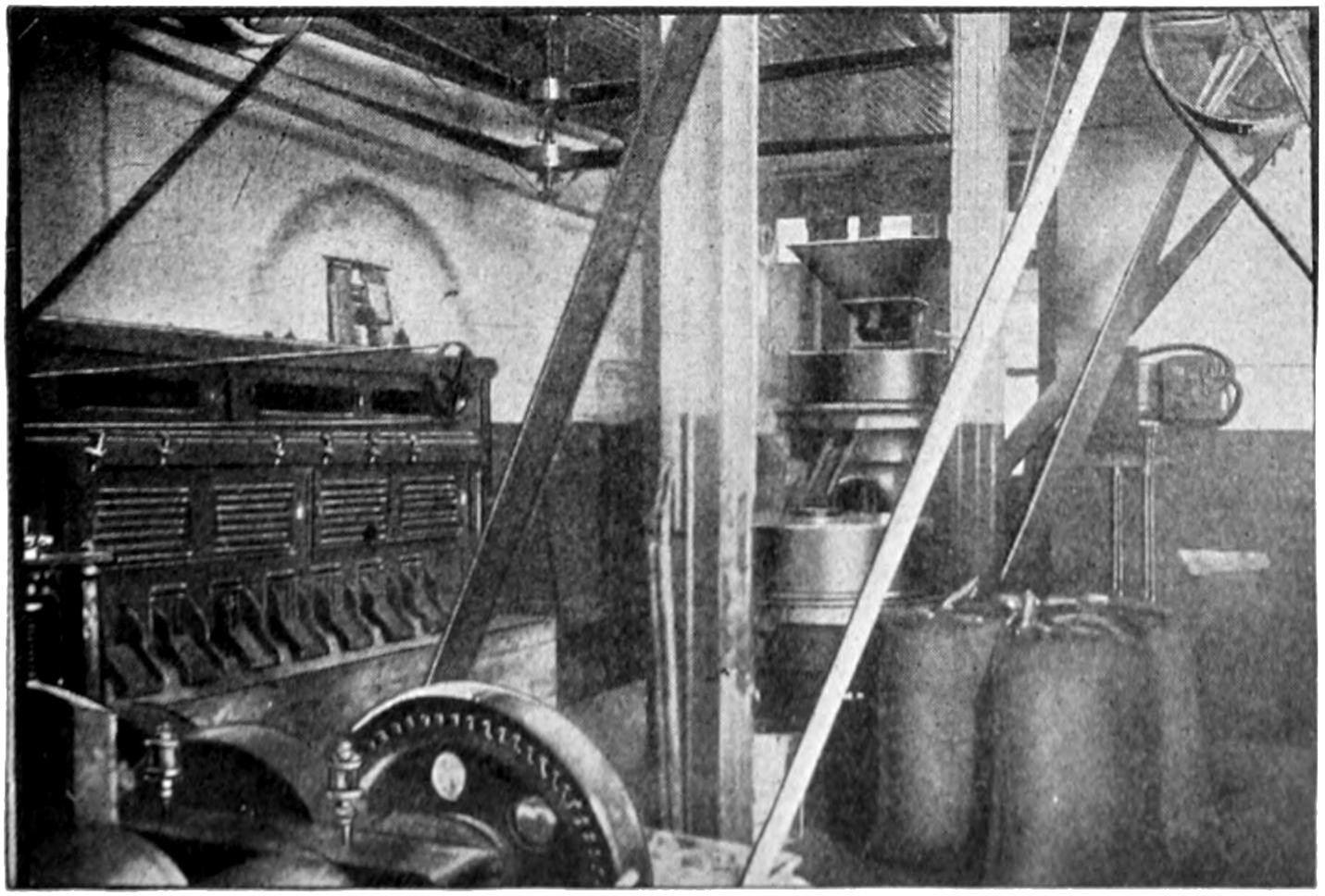
CACAO CRACKING MILL AND SHELL SEPARATOR.
[390]
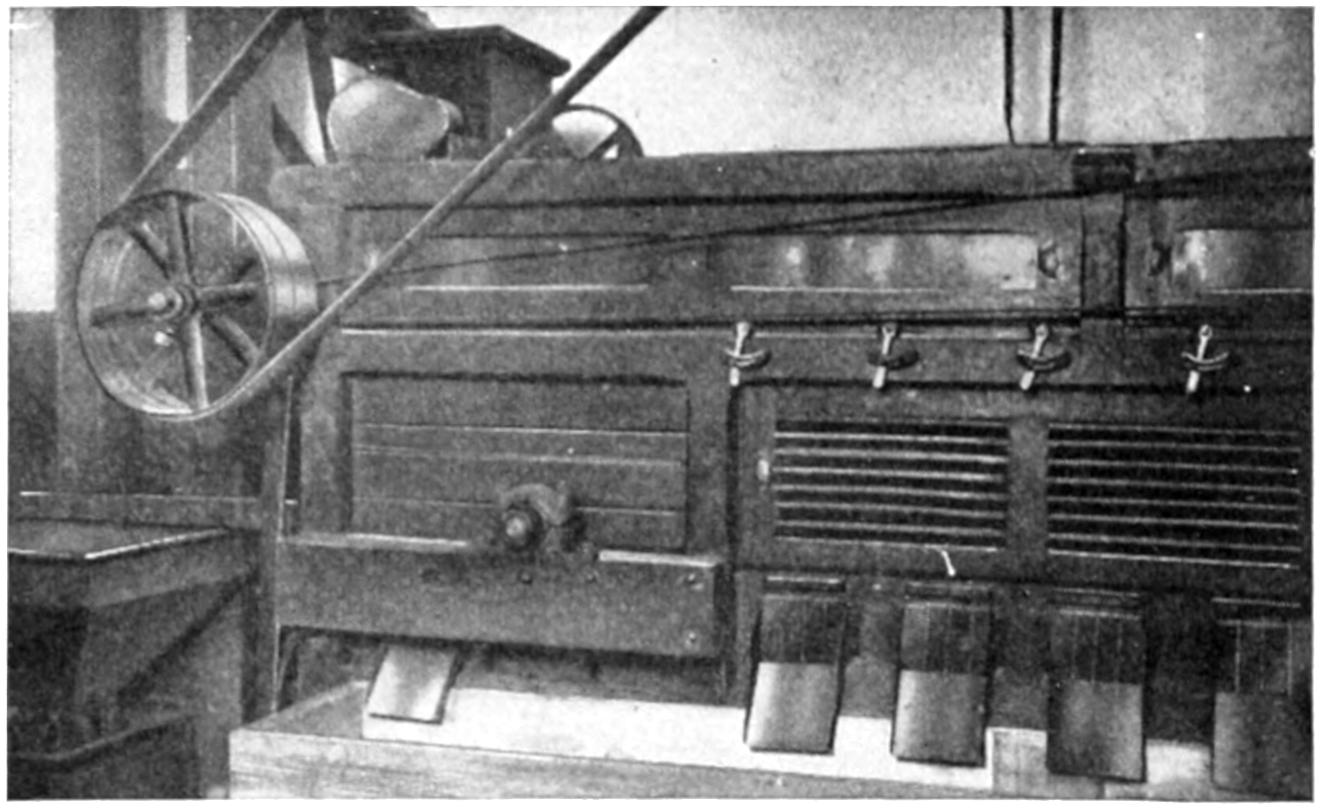
COCOA CRACKING AND SHELL SEPARATOR.
WHERE THE
SHELLS ARE
SEPARATED
FROM THE
BEAN.
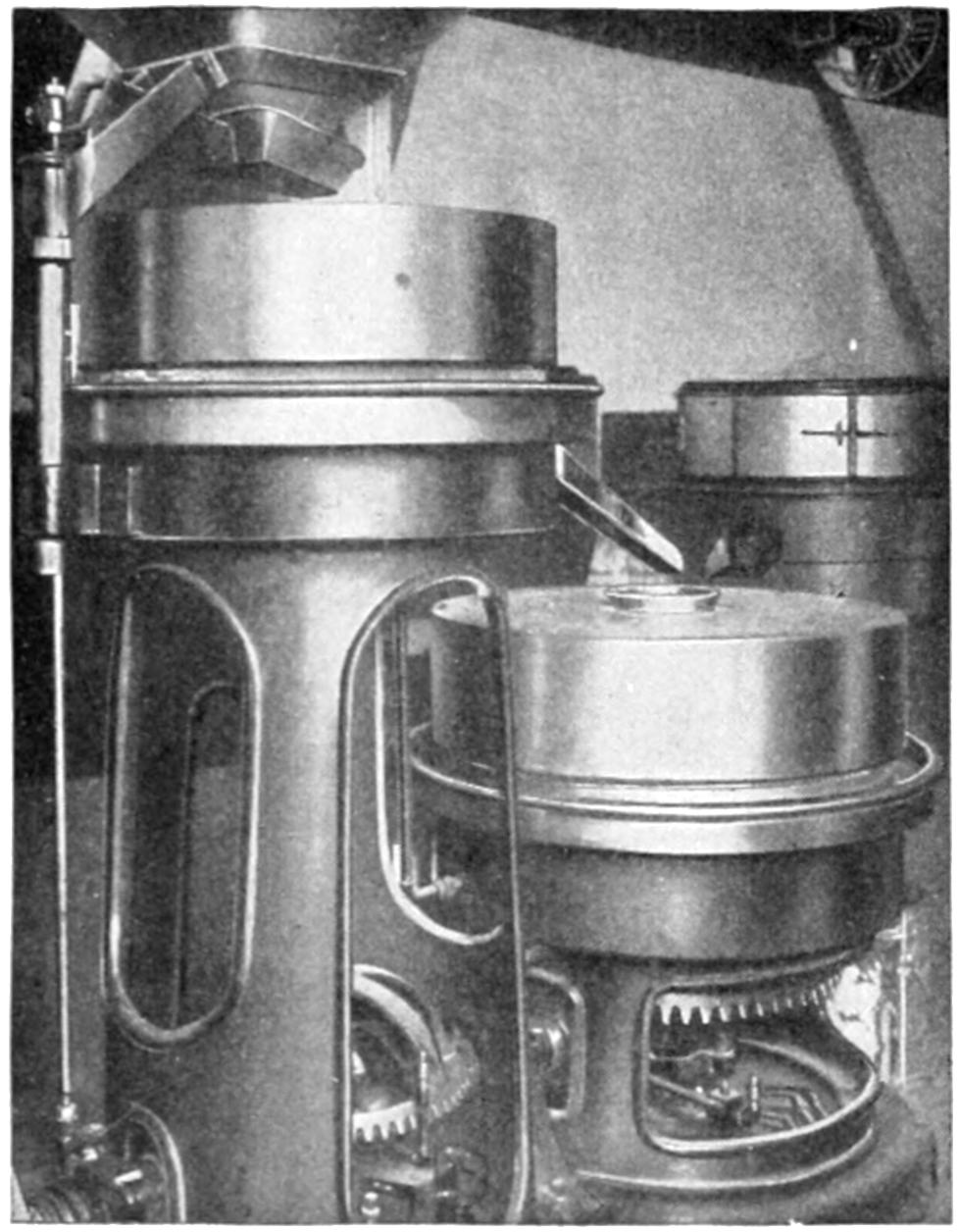
COCOA MILL.
There are other products which are obtained from the cacao seed. One is called Broma—which is the dry powder of the seeds, after the oil has been taken out.
Cocoa shells are the husks which surround the cocoa bean. These are ground up into a fine powder and sold for making a kind of cocoa for drinking, although the flavor is to a great extent missing and it is, of course, not nearly so nourishing as a drink of real cocoa.
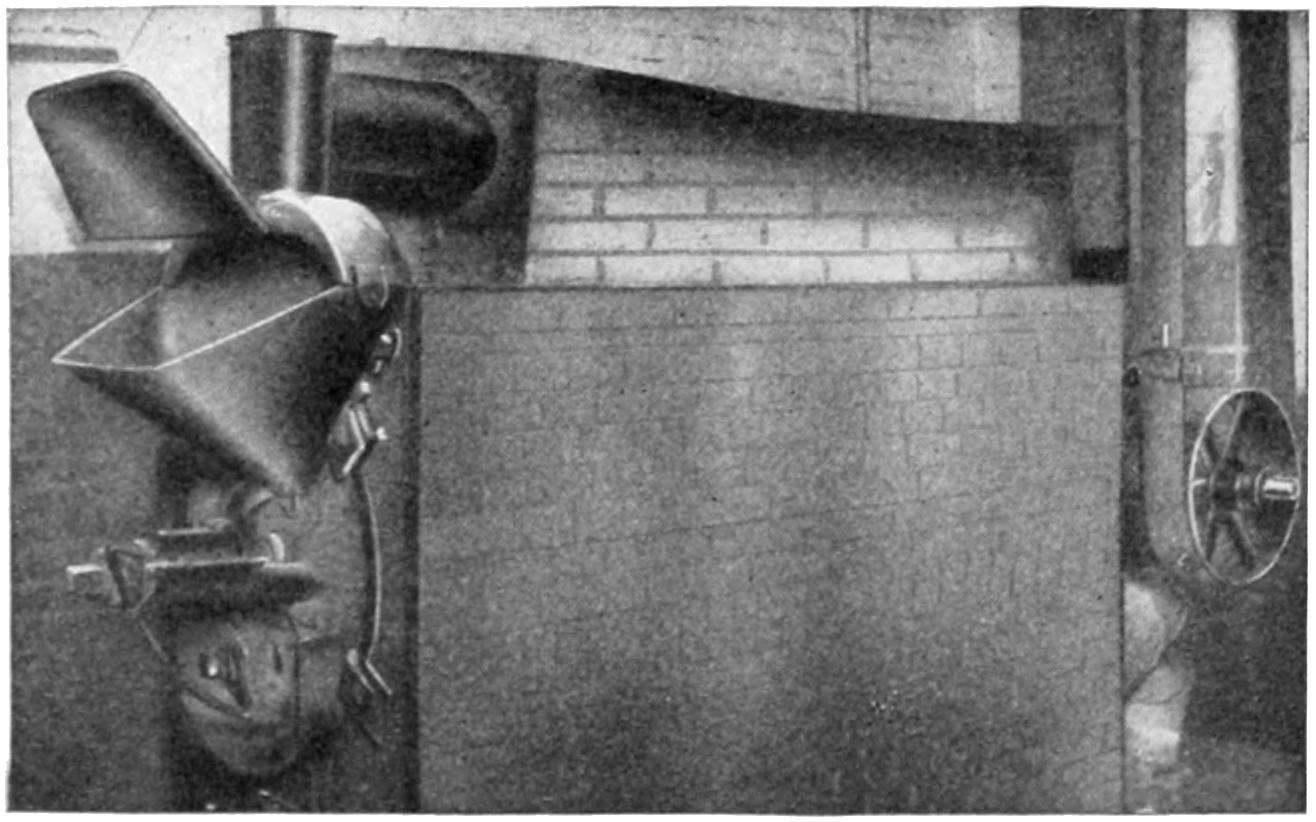
COCOA ROASTER.
MILL IN
WHICH THE
BEANS ARE
ROASTED.
The oil from the cacao seeds, when separated from the seeds, is what we call cocoa butter. It has a pleasant odor and chocolate-like taste. It is used in making soap, ointments, etc.
[391]
HOW CACAO BEANS GROW
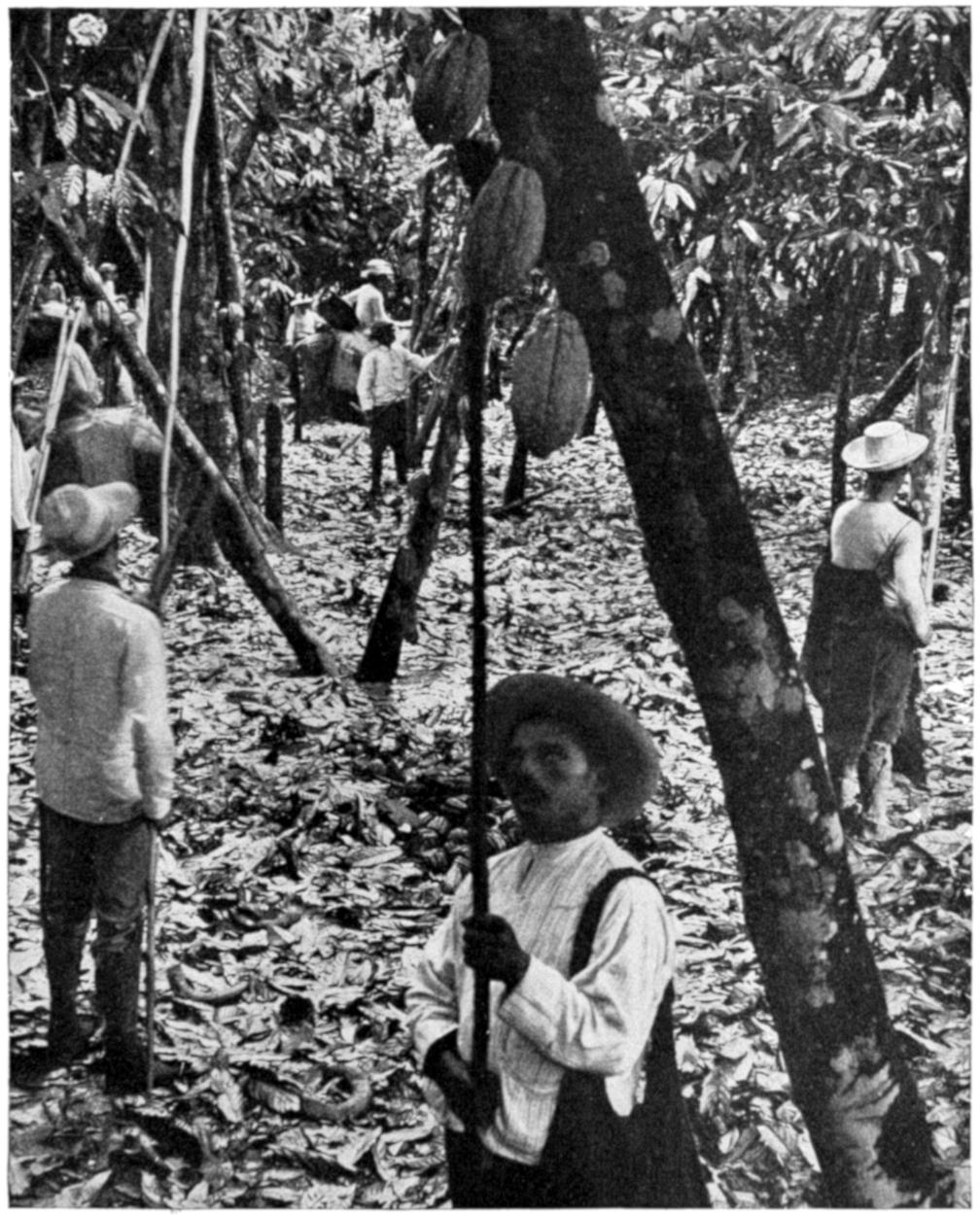
COCOA TREE WITH FRUIT KNOWN AS COCOA PODS, WHICH CONTAIN THE COCOA BEANS.
When the cacao pods ripen on the tropical plantations, where the climate is such that they can be grown successfully, the native laborer cuts off the ripened pods as we see him doing in the picture showing the pods on the tree. He does this with a scissors-like arrangement of knives on a long pole.
As he cuts off the pods he lays them on the ground and leaves them to dry for twenty-four hours. The next day they are cut open, the seeds taken out and carried to the place where they are cured or sweated.
In the process of curing or sweating,[392] the acid which is found with the seeds is poured off. The beans are then placed in a sweating box. This part of the process is for the purpose of making the beans ferment and is the most important part of preparing the beans for market, as the quality and the flavor of the beans and, therefore, their value in the market, depends largely upon the ability of whoever does it in curing or fermenting.
Sometimes the curing is done by placing the seeds in trenches or holes in the ground and covering them with earth or clay. This is called the clay-curing process. The time required in curing the cacao beans varies, but on the average requires two days. When cured they are dried by exposure to the sun and packed ready for shipping. At this time beans of fine quality are found to have a warm reddish color. The quality or grades of beans are determined by the color at this stage.
CHOCOLATE MILL.
When the cacao beans arrive at the chocolate factory they are put through various processes to develop their aroma, palatability and digestibility.
PROCESSES IN
CHOCOLATE MAKING
The seeds are first roasted. In roasting the substance which develops the aroma is formed. The roasting is accomplished in revolving cylinders, much like the revolving peanut roasters, only much larger. After roasting the seeds are transferred to crushing and winnowing machines. The crushing machines break the husks or “shells,” and the winnowing machine by the action of a fan separates the shells from the actual kernel or bean. The beans are now called cocoa-nibs. These nibs are now in turn winnowed, but in smaller quantities at a time, during which process the imperfect pieces are removed with other foreign substances. Cacao beans in this form constitute the purest and simplest form of cacao in which it is sold. The objection to their use in this form is that it is necessary to boil them for a much longer time, in order to disintegrate them, than when they are ground up in the form of meal. For that reason the nibs are generally ground before marketing as cacao or cocoa.
Another form in which the pure seeds are prepared is the flaked cocoa. This is accomplished by grinding up the nibs into a paste. This grinding is done in a revolving cylinder machine in which a drum revolves. In this process the heat developed by the friction in the machine is sufficient to liquefy the oil in the beans and form the paste. The oil then solidifies again in the paste when it becomes cool.
CHOCOLATE FINISHER.
What we know as cakes of chocolate are made from the cocoa-nibs by[393] heating the mixture of the cacao, sugar and such flavoring extracts as vanilla, until an even paste is secured. This paste is passed several times between heavy rollers to get a thorough mixture and finally poured into molds and allowed to cool. When cool it can be taken from the molds in firm cakes[394] and wrapped for the market. This is the way Milk Chocolate is made. The difference in the taste and consistency of milk chocolate depends upon how many different things the chocolate maker adds to the pure cocoa-nibs to produce this mixture. Often substances such as starchy materials are added to make the cakes more firm. They add nothing to the quality of the chocolate.
CHOCOLATE MIXER.
HOW CHOCOLATE
CANDIES ARE MADE
Chocolate-covered bonbons, chocolate drops, and the many different kinds of toothsome confections are prepared in the American candy factories, as we all well know. The chocolate covering of this confectionery is generally put on by dipping the inside of the choice morsel in a pan of liquid chocolate paste and then placing the bits in tins to allow them to cool and harden.
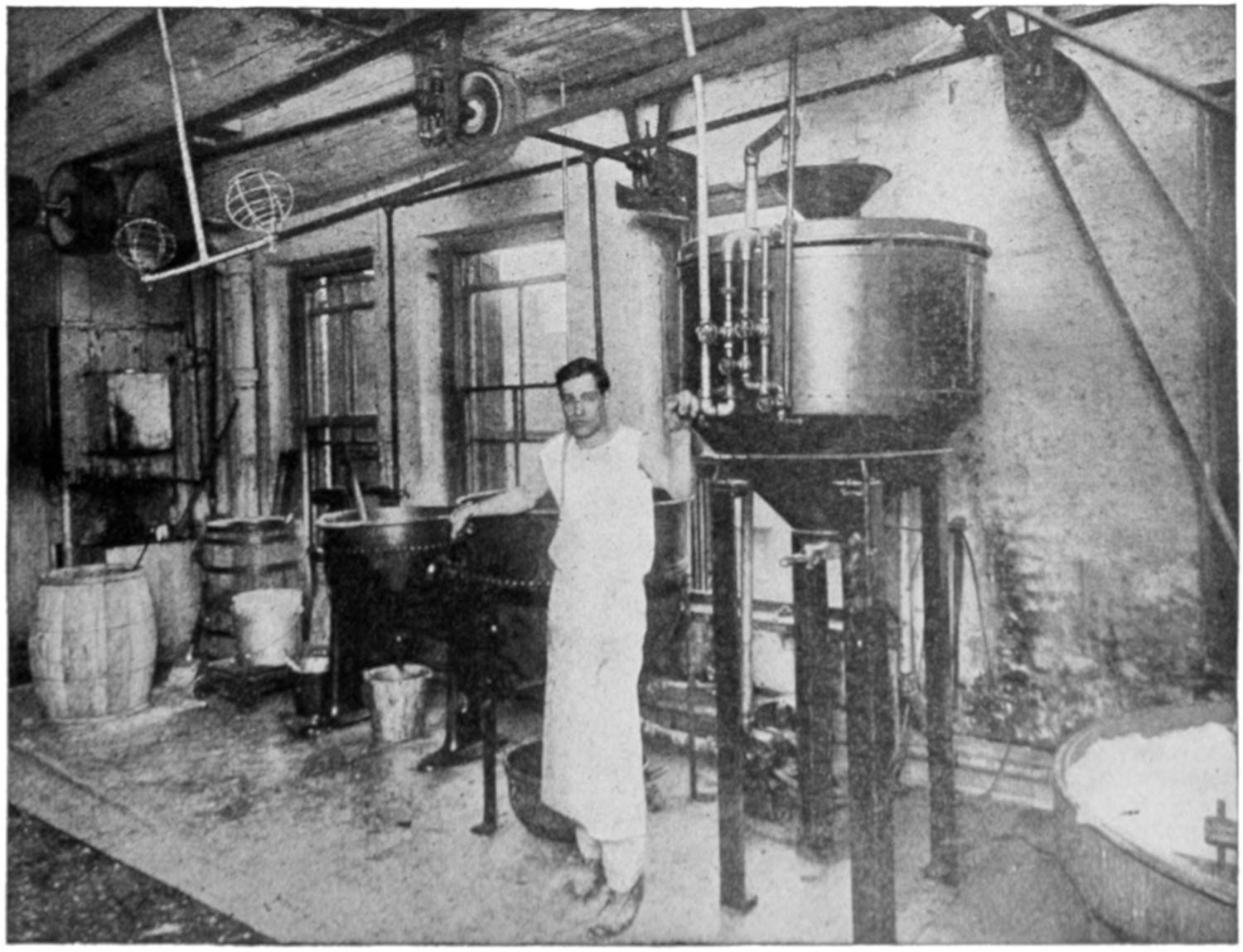
CHOCOLATE MIXING AND HEATING MACHINE.
A great many of the choicest bits of confectionery are now produced by machines entirely. These machines are almost human, apparently, as we see them make a perfect chocolate bonbon which is delivered to a candy box all wrapped for packing. These wonderful machines thus give us candy which has not been touched by the hands of any one prior to the time we thrust our own fingers in the brightly-decorated box and take our pick of the assortment it offers.
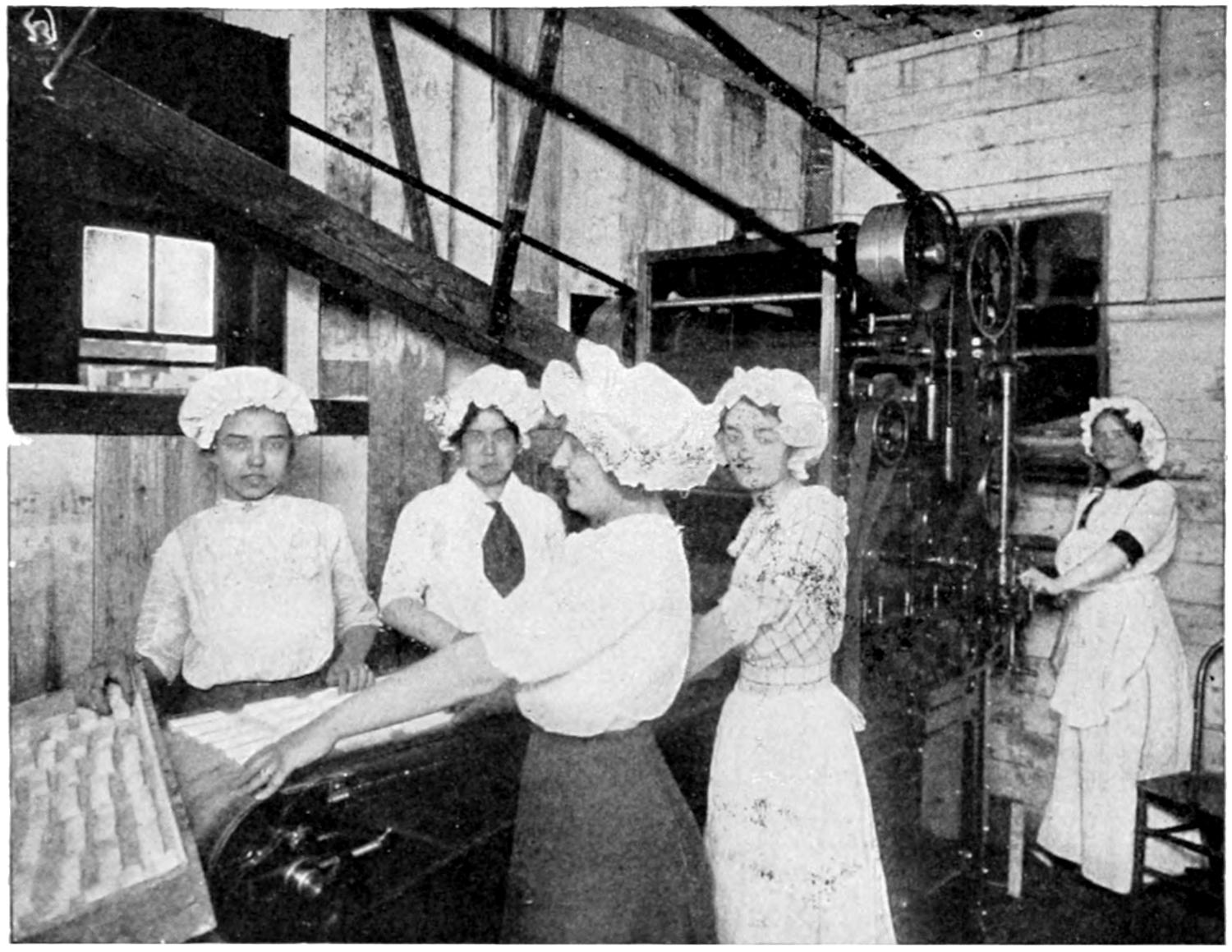
WHERE THE INDIVIDUAL PIECES OF CONFECTION ARE WRAPPED.
[395]
THE TALLEST BUILDING IN THE WORLD
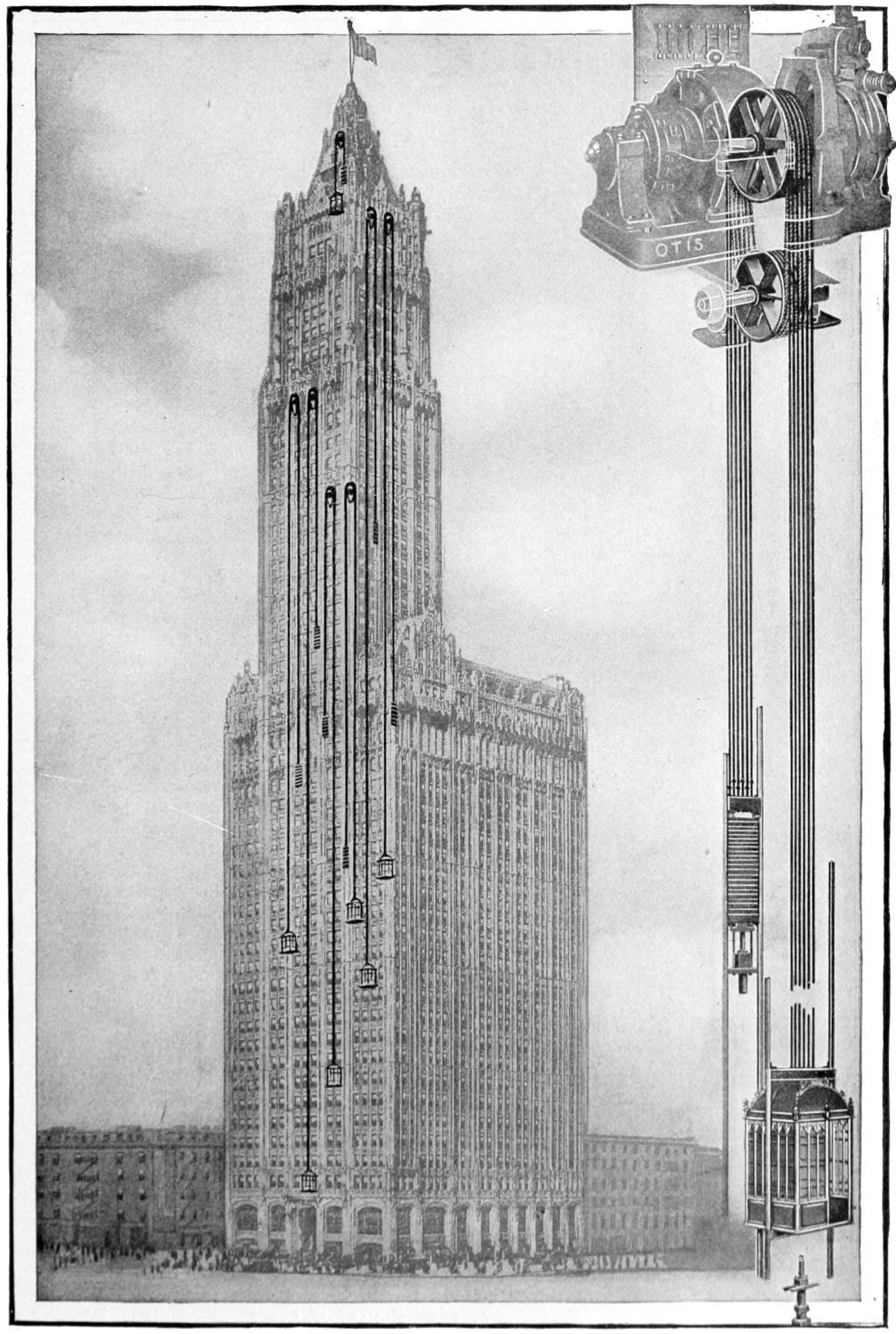
WOOLWORTH BUILDING, NEW YORK CITY.
This building, the tallest in the world, is equipped with 26 gearless traction elevators.
Two of the elevators run from the first to the fifty-first floor with actual travels of 679 feet 9¹⁄₂ inches and 679 feet 10¹⁄₄ inches, respectively. There is also a shuttle elevator which runs from the fifty-first to the fifty-fourth floor.
Total height of building from curb to base of flagstaff, 792 feet.
[396]
HOW AN ELEVATOR GOES UP AND DOWN
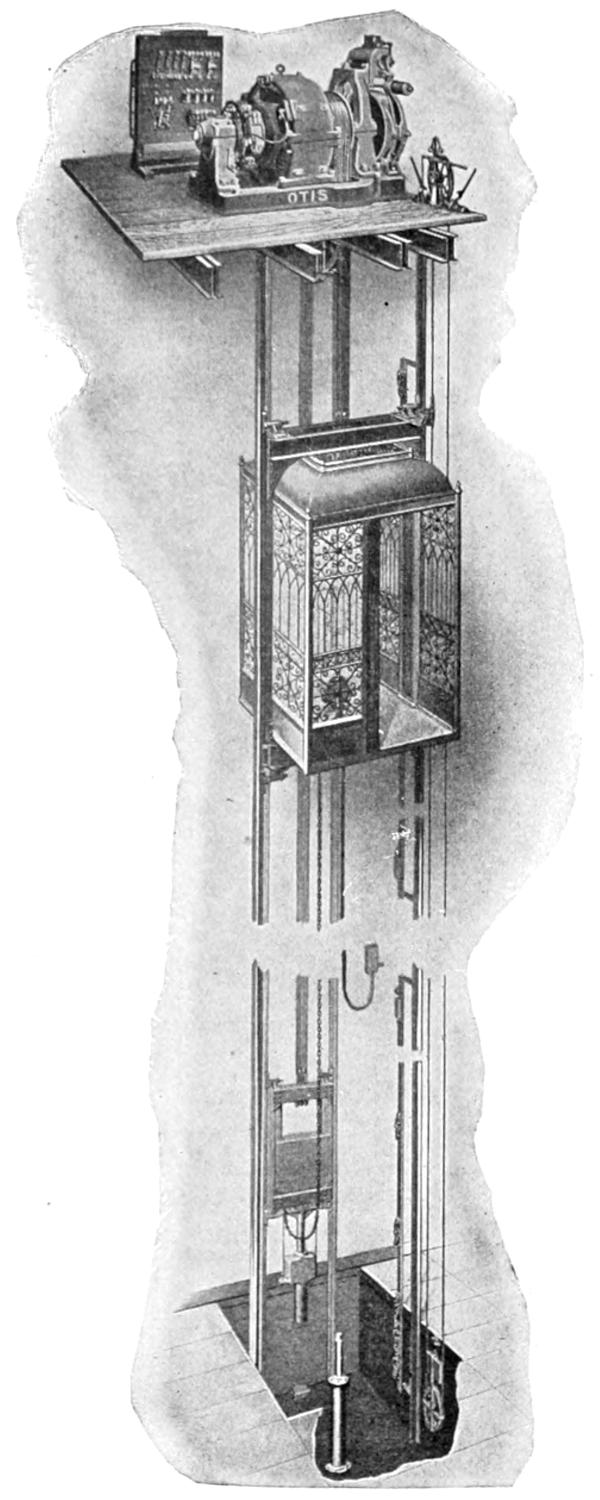
COMPLETE GEARLESS TRACTION ELEVATOR INSTALLATION.
Ordinarily, when we think of an elevator we think merely of the cage or car in which we ride up or down. But the car is really only the part which makes the elevator of service to man, and from the standpoint of the machinery, is a relatively unimportant part of the equipment.
There are two principal types of elevators used to-day; the hydraulic, which is worked by water under pressure, and the electric, which is worked by electricity through an electric motor. The latter type, because of the tendency towards the general use of electricity in recent years, has largely superseded the hydraulic, and, as when you think of elevators you probably have in mind those you have seen in some huge skyscraper, we shall look at one of these.
The most advanced type of elevator to-day is called a Gearless Traction Elevator. In this elevator the principal parts are a motor, a grooved wheel on the motor shaft called a driving sheave and a brake, all mounted on one cast-iron bed-plate; a number of cables of equal length which pass over the driving sheave and thence around another grooved wheel called an idler sheave, located just below the driving sheave, and to one end of which is attached the car or cage, and to the other end a weight called a counterweight; also a controller which governs the flow of electric current into the motor and thereby the speed, starts and stops of the elevator car. Although the controller, motor, brake and sheaves are usually placed way at the top of the building out of our sight, they are really very important parts of the elevator.
The cage or car in which we ride is held in place by tracks built upright in the elevator shaft, and the counterweight at one side of the shaft travels up and down along two separate upright tracks. When the car goes up the counterweight on the other end of the cables goes down an equal distance. The counterweight is used to balance the load of the car and to make it easier for the motor to move the car.
Electricity is the power that makes the car go up or down. The operator in the car moves a master switch—in one direction if he wishes to go up, in the other direction if he wishes to go down. This master switch sets the electro-magnetic switches of the controller at the top of the hatchway into action, electrically, and the controller in turn allows the electric current to flow into the motor. The motor then begins to revolve, gradually at first, and then faster, turning the driving sheave with which it is directly connected. As this driving sheave revolves, the cables passing over it are set in motion, and the car and counterweight to which they are attached begin to move.
[397]
THE PRINCIPAL PARTS OF AN ELEVATOR
Of course, the question of safety is a very important one in any elevator, and you wonder what would happen if the cables broke. You think of this especially when you are going up in one of the big skyscrapers—where the elevators sometimes travel to a height of 700 feet. It can be truthfully said that on every modern elevator there are safety devices which should make it practically impossible to have a serious accident, due to the fall of the car. Every elevator is equipped with wedging or clamping devices which automatically grip the rails in case the car goes too fast either up or down. These gripping devices can be adjusted to work at any speed that is desired above the regular speed. It is not at all probable that all the cables will break at once, because there are usually six of these, and any one of them is strong enough to hold the car if the others break; but even if they all should break the gripping devices on the rails will operate and hold the car safely, just as soon as it starts down at great speed.
Suppose that the car should descend at full speed, but not sufficiently fast to work the rail-gripping devices, it would be brought to a gradual rest at the bottom of the hatchway, because of the oil-cushion buffer against which it would strike. This is a remarkable invention, with a plunger working in oil in such a way that a car striking it at full speed will come to rest so gradually that there is scarcely any shock. You have perhaps seen a clever juggler on the stage throw an ordinary hen’s egg high into the air and catch it in a china dish without cracking it He does it by putting the dish under the falling egg just at the right moment, and bringing the dish down with the egg at just the right speed, so that eventually he has the egg in the dish without cracking it. The trick is in calculating the rate of speed of the falling egg accurately and adjusting the insertion of the dish under the falling egg to a nicety. The oil-cushion buffer in the modern elevator works in very much the same way.
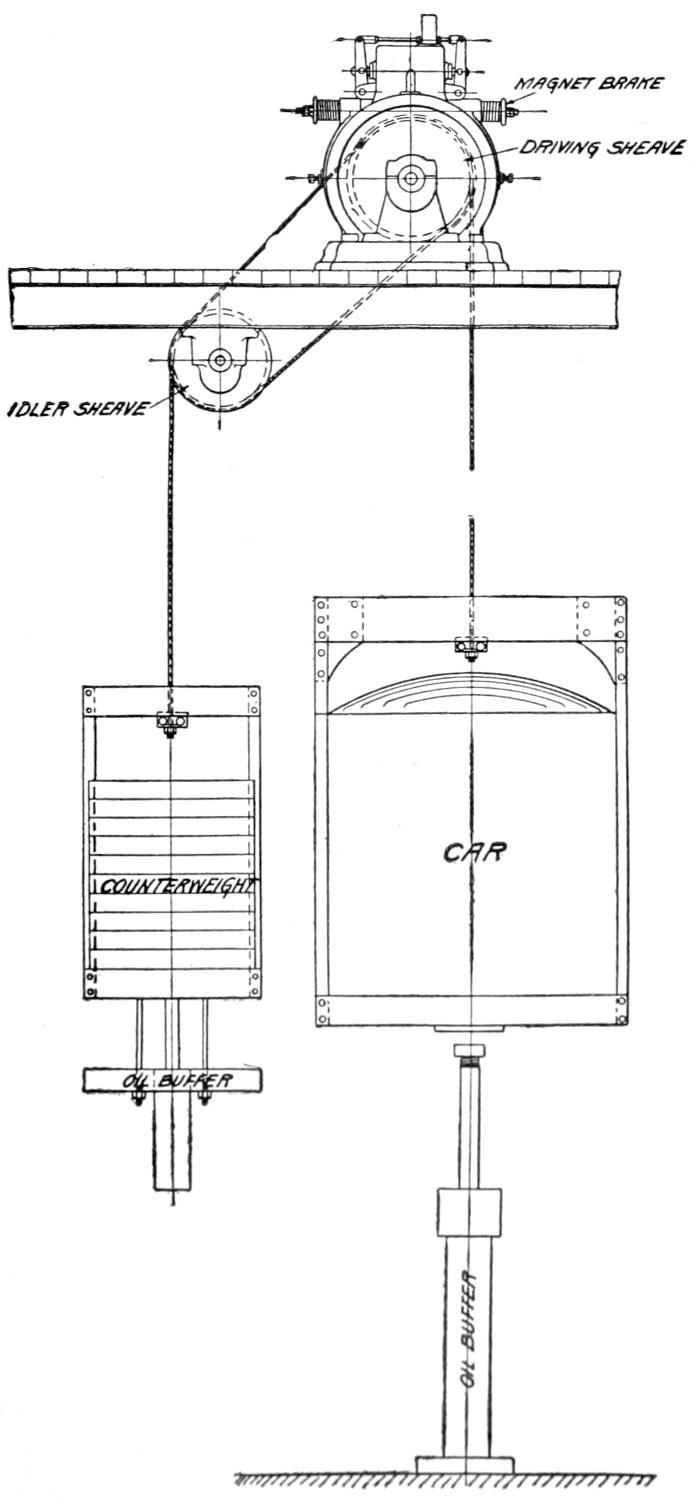
GENERAL ARRANGEMENT OF ROPING FOR GEARLESS TRACTION ELEVATOR INSTALLATION.
If it were not for the genius which has made possible these new types of elevators we could not have the high buildings. The elevators in the Woolworth Building are the latest type in modern elevator construction. In this one building alone there are 29 elevators, and when you are told that the electric elevators in the United States installed by a single company represent a total of 525,000 horse-power, you will have some idea of the power required to operate elevators all over the country.
[398]
Air is very light, so light that it seems to have no weight at all; but, if you will think a minute you will see that it must have some weight, because birds fly in it and balloons can be made to float through it. It has been found that one hundred cubic inches of air at the sea level weighs, under ordinary conditions, about thirty-one grains. This seems a very small weight, but when we remember the thickness of the atmospheric envelope over the earth we see that it must press quite heavily upon the earth’s surface. There is a very simple instrument called a barometer, which is used for measuring the amount of this pressure. The name means pressure-measure.
Another striking feature of air is its elasticity, and this explains something that is noticed by all mountain climbers. On a high mountain, it is difficult to get enough air to the lungs, though one breathes rapidly and deeply. The reason is, that the air at the foot of the mountain is compressed by the weight of that above it, and consequently the lungs can hold more of it than of the air on the mountain top, which has less weight resting upon it and is, therefore, not so much compressed. On account of the ease with which it is compressed, we find that more than half of all the envelope of air that surrounds the earth is within three miles of the surface.
When air is chemically analyzed it is found to consist of a number of substances mingled together, but not chemically united. These include nitrogen, oxygen, argon, carbonic acid gas, water vapor, ozone, nitric acid, ammonia, and dust.
Oxygen is the most important of these constituents, for it is the part that is necessary to support life. Yet, notwithstanding its importance, it forms only about one-fifth of the entire bulk of the atmosphere.
Oxygen is a very interesting substance and many striking experiments may be performed with it. If a lighted candle is thrust into a vessel filled with oxygen, it burns very much more rapidly and brilliantly than in air. A piece of wood with a mere spark on it bursts into flame and burns brightly when thrust into oxygen, and some things that will not burn at all in air, can be made to burn very rapidly in oxygen. For example, if a piece of clock spring be dipped in melted sulphur and then put into a jar of oxygen, after the sulphur has been set on fire, the steel spring will take fire and burn fiercely. The heat produced is so great that drops of molten steel form at the end of the spring, and falling on the bottom of the jar, melt the surface of the glass where they strike.
The other two substances found in pure air, nitrogen and argon, are very much alike. They make up the remaining four-fifths of the air, and are very different from oxygen in nearly every respect.
Nitrogen and argon resemble oxygen in being colorless, odorless, and tasteless gases; and they are of nearly the same weight as oxygen, argon being a little heavier and nitrogen a little lighter; but here the similarity ends. Oxygen is what we call a very active substance. As we have seen, it causes things to burn very much more rapidly in it than in air. Nitrogen and argon, on the contrary, put out fire. If a lighted candle is put into a jar of nitrogen or argon its flame will be extinguished as quickly as if put into water.
We must now consider the impurities found in air. Of these the most important is carbonic acid gas, or, as it is frequently called, carbon dioxide. It is always produced when wood or coal is burned, and is, of course, constantly being poured out of chimneys. It is also produced in our lungs and we give off some of it when we breathe. It is colorless, like the gases found in pure air, has no odor or taste, and is considerably heavier than oxygen or nitrogen. In its other properties it is much more like nitrogen than oxygen, for when a candle is put into it the flame is extinguished at once. To find out whether air contains carbonic acid gas, it is only necessary to force it through a little[399] lime water, in a glass vessel, and watch what change takes place in the water. Fresh lime water is as clear as pure water; but after forcing air containing carbonic acid through it, it becomes turbid and milky. If the turbid water is allowed to stand for a time, a white powder will settle to the bottom, and if we examine this powder, we find it to be very much the same thing as chalk. While it is true that air generally contains only a very small portion of carbonic acid gas, there are some places in which it is present in such large quantities as to render the air unfit for breathing. The air at the bottom of deep mines and old wells often has an unusually large proportion of this gas, which, because of its great weight, accumulates at the bottom, and remains confined there. The presence of a dangerous quantity of the gas in such places may be detected by lowering a candle into it.
When you sit in a moving train looking out of the window it appears as though the fields, the telegraph poles and everything else outside were moving, instead of you. This is because our only ideas of motion are arrived at by comparison, and the fact that neither you nor the seats of the car or any other part of the inside of the car is changing its position, leads you to the delusion that the things outside the car are moving and not you. If you were to pull down all the curtains and the train were making no noise at all, you would not think that anything was moving. It would appear as though you were motionless just as everything in the car appears so. When you turn then to the window, and lift the curtain you carry in the back of your mind the idea of being at rest and that is what makes it appear as though the fields and everything outside were moving in an opposite direction.
This is particularly noticeable when you are in a train in a station with another train on the next track. There is a sense of motion if one of the trains only is moving and you feel that it is the other train, because you are surrounded by objects in the car which are at rest, and when you look out at the other train with this half consciousness of rest in your mind, it appears as though the other train were moving when as a matter of fact it is your train. If the delusion happens to be turned the other way, it will appear as though you are moving and the other is still. It depends upon what cause the impression starts with.
If you are in a street car in the country and moving along fast you will receive the same impression, especially in a closed car, because you are looking out of one hole or one window. In an open car you do not receive the same impression because your range of vision is broader. You can and do, although perhaps unconsciously, look out on both sides and the impression your mind gets through the eyes is not the same. If you were to pull down all the storm curtains in a moving open street car, and then look out of one little crack, you would think the outside was moving. But if you stop to remember that you are moving and not the things outside the car, then the impression vanishes. In the city, of course, your brain is so thoroughly impressed with the fact that houses and pavements do not move, and the cars move so much more slowly, that it is difficult to make yourself believe otherwise. The impression is more difficult always when you are moving through or past objects with which you are perfectly familiar. It is all, of course, a question of impressions.
The moon does not really travel with us. It only seems to do so. The moon is so far away that when we[400] walk a block or two or a hundred, we cannot notice any relative difference in the relative positions of the moon and ourselves. When a thing is close at hand we can notice every change in our position toward it, but when it is far away the change of our position toward it is so slight that it is hardly perceptible. A very good way to illustrate this is to ask you to recall the last time you were in a railroad train looking out at the scenery in the country. The telegraph poles rush past you so fast you cannot count them. The cows in the pasture beside the railroad do not seem to go by so fast. You can count them easily. The tree farther over in the next field does not appear to be moving but slightly, while the church steeple which you can see far in the distance, does not go out of sight for a long time—in fact, seems almost to be moving along with you. The moon is just like the church steeple in this case, except that it is so much farther away that it seems to travel right with you. It is all due to the fact as stated at the beginning of this answer, that the relative positions of yourself and the moon are only slightly changed as you move from place to place, so slight in fact as to appear imperceptible.
The markings which we see on the face of the moon when it is full can by a stretch of the imagination be said to form the face of a man. On some nights this face appears to be quite distinct. If, however, we look at the moon through a telescope, we see distinctly that it is not the face of a man. Through a very large telescope we can see very plainly that the marks are mountains and craters of extinct volcanoes. It just happens that these marks on the moon, aided by the reflections of the light from the sun, which gives the moon all the light it has, make a combination that looks like a face.
This is one of the old puzzling questions which many a high-school student has had to struggle with to the great amusement of the teacher who asks for the information and such other scholars who have already had the experience of trying to solve it.
To get at the right answer you have merely to ask one other question. If the air does not revolve with the earth, why can’t I go up in a balloon at New York, and stay up long enough for the earth to revolve on its axis beneath me, and come down again when the city of San Francisco appears under the balloon, which should be in about four hours? If that were possible, travel would be both rapid and comfortable, for then we could sit quietly in a balloon while the earth traveling beneath us would get all the bumps.
No, the atmosphere surrounding the earth moves right along with the earth on its axis. If it were not so, the earth would probably burn up—at least no living thing could remain on it—since the friction of the surface of the air against the surface of the earth would develop such a heat that nothing could live in it.
If you look at what appears to be a perfectly smooth axle on a bicycle or motor car through a powerful magnifying glass, you will find that the surface of the axle is not smooth at all, as you may have thought, but covered with what appear to be quite large bumps or irregularities in the surface. If you were to examine the inside of the hub of the wheel in the same way, you would find that it also is like that. Now, when you attempt to turn a wheel on the axle without oil, these little irregularities or bumps grind against each other, producing what we call friction. As friction develops heat, the metal of the axle and the hub expand and the wheel gets stuck.
[401]
There is no question but that at one time the surface of the earth was smooth, i. e., there were no big hills and no deep valleys. That was before the mountains were made. The earth was a hot molten mass that began to cool off from the outside inward. It is still a hot molten mass inside today. The outside crust became cooler and cooler and the crust became deeper and deeper all the time. Then when there would be an eruption of the red-hot mass inside, the earth’s crust would be bulged out in some places and sucked in in others and would stay that way. The bulged out place became a range of mountains and the sucked in place became a valley. This process went on happening over and over again until the crust of the earth became firmly set. Volcanos caused some of these eruptions, as also did earthquakes. There are today gradual changes occurring which to a certain extent change the outside surface of the earth, and it is possible that new mountain ranges will be produced in this way.
The roar of the sea is a movement of the sea which causes the same kind of air waves or sound waves that you make when you shout, excepting that, of course, the vibrations do not occur so quickly in the sea and, therefore, the sound produced is a low sound. It is no different in any sense than the same noise would be if the same air waves could be produced on the land away from the water.
When a fire is lighted it throws off what we call heat rays or waves. These waves are very much like the waves of light which come from a light or fire or the air waves which produce sounds. The rays of light and heat which come from the sun are like the rays of light and heat from a fire. Heat is of two kinds—heat proper which is resident in the body, and radiant heat which is the kind which comes to us from the sun or from a fire. This radiant heat is not heat at all, but a form of wave motion thrown out by the vibrations in the ether. The heat we feel is the sensation produced upon our skins when it comes in contact with the waves created by the fire. Heat was formerly thought to be an actual substance, but we know now that radiant heat is known to be the energy of heat transferred to the ether which fills all of space and is in all bodies also. The hot body which sets the particles of either in vibration and this vibrating motion in the form of waves travels in all directions. When these vibrations strike against our skin they produce a heat sensation; striking other objects these vibrations may produce instead of a heat sensation, either chemical action or luminosity. This is determined by the length of the vibratory rays in each case.
When you throw a ball into the air while moving your body forward or backward, either slowly or fast, the ball partakes of two motions—the one upward and the forward or backward motion of your body. The ball possessed the motion of your body before it left your hand to go up into the air because your body was moving before you threw it up, and the ball was a part of you at the time.
If you are moving forward up to the time you throw the ball into the air and stop as soon as you let go of the ball, it will fall at some distance from you. Also if you throw the ball up from a standing position and move forward as soon as the ball leaves your hand the ball will fall behind you, provided you actually threw it straight up.
Of course, you know that the earth is moving many miles per hour on its axis and that when you throw a ball straight into the air from a standing position, the earth and yourself as well as the ball move with the earth a long[402] distance before the ball comes down again. The relative position is, however, the same. We get our sense of motion by a comparison with other objects. If you are in a train that is moving swiftly and another train goes by in the opposite direction moving just as fast, you seem to be going twice as fast as you really are. If the train on the other track, however, is going at the same rate of speed and in the same direction as you are, you will appear to be standing still.
Going back to the ball again, you will find that it always partakes of the motion of the body holding it in addition to the motion given when it is thrown up.
It cannot be said that the lines on the palms of our hands are of any great service to us. Indeed it is doubtful if they are of any value in themselves, outside of the possible aid they may be in helping us to determine the character of the surface of things which we grasp or touch. It is possible that they aid in some slight degree in this way. There is little doubt, however, that they are a result of the work the hands are constantly called upon to do rather than contrived for any particular service. The habitual tendency of the fingers in grasping and holding things throws the skin of the palms into creases which through frequent repetition make the lines of the palms permanent in several instances.
The peculiarities of these lines or creases in various individuals as to details and length and variations is the chief basis of the so-called science of palmistry.
The medical term that describes this condition of turning or whirling is vertigo, which means in simple language “to turn.” There are two kinds of dizziness—one where the objects about us seem to be turning round and round and the other where the person who is dizzy seems to himself to be turning round and round.
One cause of this is due to the fact that when you are dizzy the eyes are not in complete control of the brain and the eyes moving independently of each other look in different directions and produce this turning effect on the brain, since each eye then sends a different impression to the brain instantly.
The principal cause of the sense of dizziness is, however, the little organ which gives us our power to balance and which is located near the ears. Sometimes this organ becomes diseased and people affected in this way are almost continually dizzy. Whenever this organ of balance is disturbed we lose our idea of balance and the turning sensation occurs.
It is easy to make yourself dizzy. All you do is to turn round a few times in the same direction and stop. In doing this you disturb the little organ of balance and things begin to turn apparently before your eyes. If you turn the other way you right matters again or if you just stand still matters will right themselves. There is no great harm in making yourself dizzy and very little fun.
This difference in the complexions of people is due to the varying amounts of pigment or coloring material in the cells of which the skins of all animals is made up. Very light people have very little pigment; very dark people, those with dark eyes and black hair, have a great deal of this coloring material in their cells. A great many people are neither light or very dark. They have less than the dark-complexioned people and more than the light-complexioned people. When the hair turns gray it is because the pigment has disappeared. As this is due to the loss of this coloring material, dark-complexioned people turn gray sooner than light-complexioned people. The structure[403] of the skin showing how these cells are made in layers can be seen by examining the skin with a microscope.
Men were wrong for a long time in their conclusions as to what produced the tired feeling in us.
We know now that every activity of our body registers itself on the brain. When we move an arm or leg a great many times we soon feel tired. Every time you move your arm the movement is registered in the brain, and after a number of these movements are registered the tired feeling in the arm appears. It is said that every movement of any part of the body really produces certain defective cells and that these accumulate in the blood. When these reach a certain number the tired feeling takes possession of us, and when we rest, the blood under the guidance of the brain, goes to work and rebuilds these defective cells. We know that a change takes place in the blood when we become tired because, if you take some of the blood from an animal that shows unmistakable signs of fatigue and inject it into an animal that shows no tired feeling at all, the second animal will begin to show signs of fatigue even though it is not active at all.
We used to think that being tired indicated that our bodies were in need of food and that the way to overcome it was to eat a big meal. We did not stop to think that even when we are hungry the human body has sufficient food supply stored up to keep it going for days without taking in new food. Of course, this mistake was made because we knew that our power and energy came as a result of the food we took into our systems, but this belief was exploded when it was found that a really tired person could hardly digest food while tired, and that it is best for people who are very tired to eat only a light meal.
Most people are right-handed because they are trained that way. Being right-handed or left-handed depends largely on how we get started in that connection. When we are young we form the habit generally of being either right-handed or left-handed, as the case may be. Most people correct their children when it appears they are likely to become left-handed, as we have come to think that it is better to be right-handed than left, and that is the reason why most people are right-handed. As a matter of fact, if we were trained perfectly, we should all be both right-handed and left-handed also. Some people are so trained and, when we refer to their ability to do things equally well with both hands and wish to bring out this fact, we say they are ambidextrous. It is not natural that one hand should be trained to do things while the other is not.
All of our senses are capable of being developed so that our ability along these lines would be about equal. The trouble is that we soon begin to develop one or more of our faculties in an unusual manner at the expense of the development of others. Many people have a keener sense of observation than others because they have had more and better training along that line. It is a pity that more attention is not given to the development of the power of observation in children, because it is one of the most valuable accomplishments that we can possess ourselves of. With the sense of observation developed to the highest degree, many of the other faculties need not be developed so strongly because, if we notice every thing that it is possible for us to see, we do not have the need of the development of other powers to the same extent.
It is said that it would be possible to so train an infant and bring him up to maturity with all his faculties developed and in practically an even way. If we did that we would have a wonderfully intelligent being.
[404]
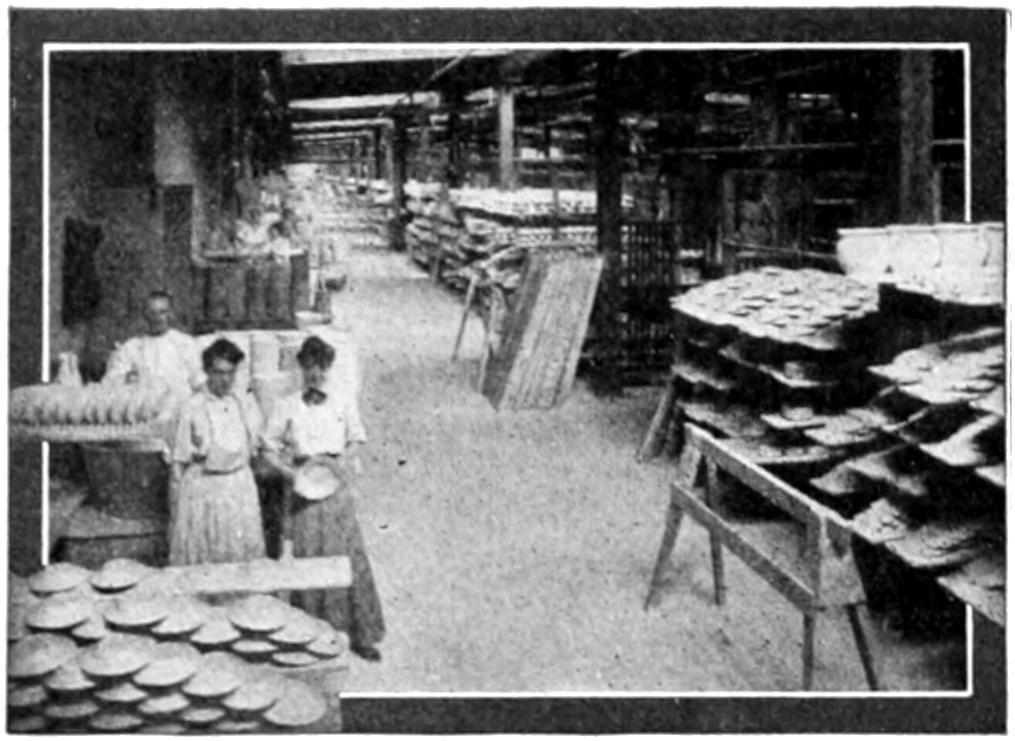
Glazing plates.
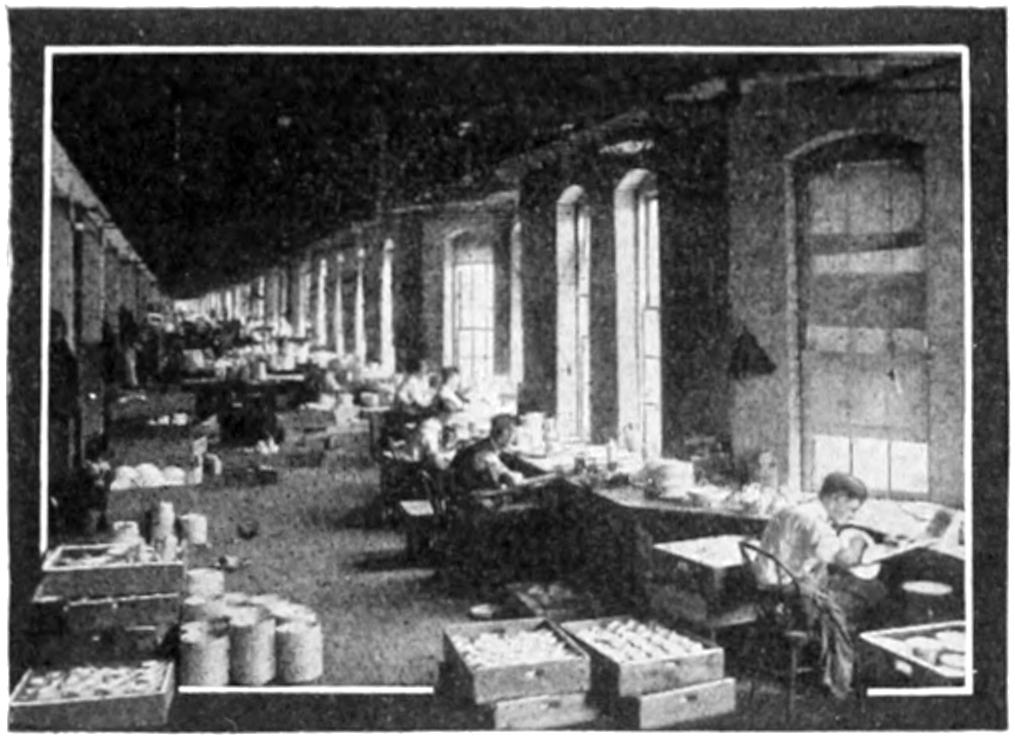
Decorating china cups.
HOW CHINA
IS MADE
Many different kinds of raw materials are required to produce the clay from which china is formed, and these ingredients come from widely separated localities. Clays from Florida, North Carolina, Cornwall and Devon. Flint from Illinois and Pennsylvania. Boracic acid from the Mojave Desert and Tuscany. Cobalt from Ontario and Saxony. Feldspar from Maine. All these and more must enter into the making of every piece.
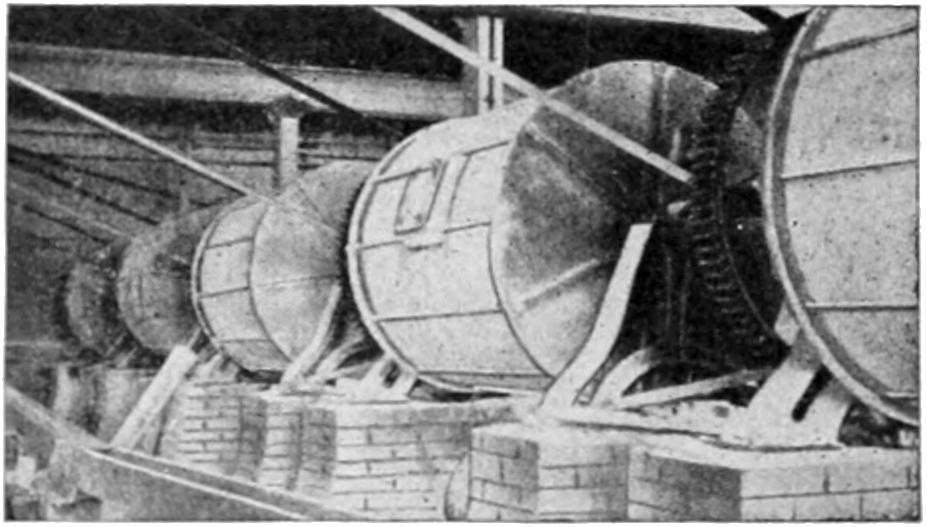
Grinders for reducing glazing materials.
These materials are reduced to fine powder and stored in huge bins. Between these bins, on a track provided for the purpose, the workmen push a car which bears a great box. Under this box is a scale for weighing the exact amount of each ingredient as it is put in, for too much of one kind of clay or too little of another would seriously impair the quality of the finished china.
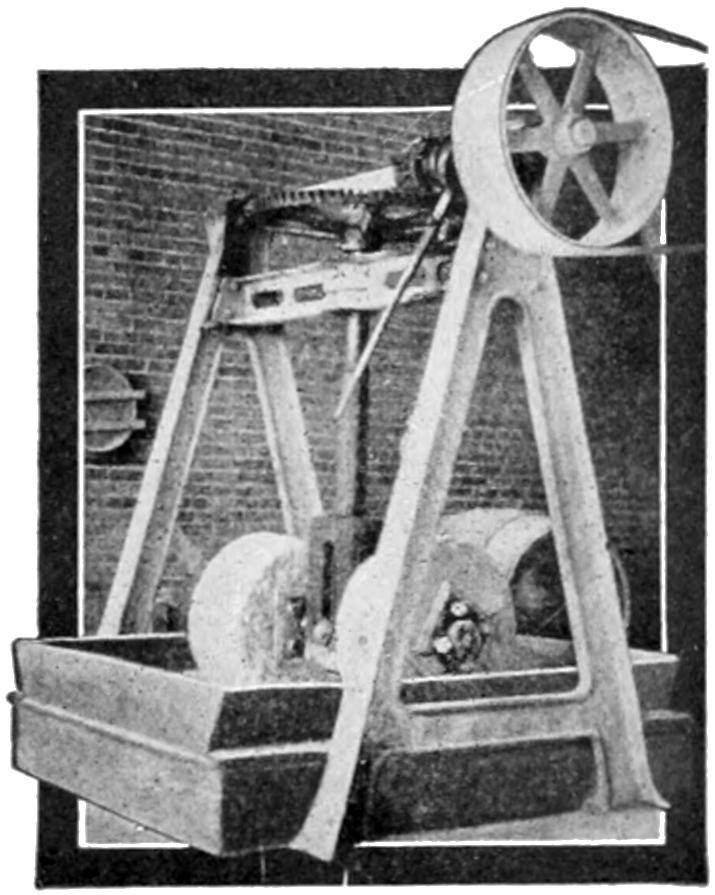
Mill for pulverizing materials.
From bin to bin this car goes, gathering up so many pounds of this material and so many pounds of that, until its load is complete. Then it is dumped into one of the great round tanks called “blungers,” where big electrically driven paddles mix it with water until it has the consistency of thick cream. From the blungers this liquid mass passes into another and still larger tank, called a “rough agitator,” and is there kept constantly in motion until it is released to run in a steady stream over the “sifters.”
These sifters are vibrating tables of finest silk lawn, very much like that[405] used for bolting flour at the mills. The material for china making strains through the silk, while the refuse, including all foreign matter, little lumps, etc., runs into a waste trough and is thrown away. From the sifters the liquid passes through a square box-like chute, in which are placed a number of large horseshoe magnets, which attract to themselves and hold any particles of harmful minerals which may be in the mixture.
After leaving the magnets the fluid is free from impurities, and is discharged into another huge tank called the “smooth agitator.” While the fluid is in this tank a number of paddles keep it constantly in motion.
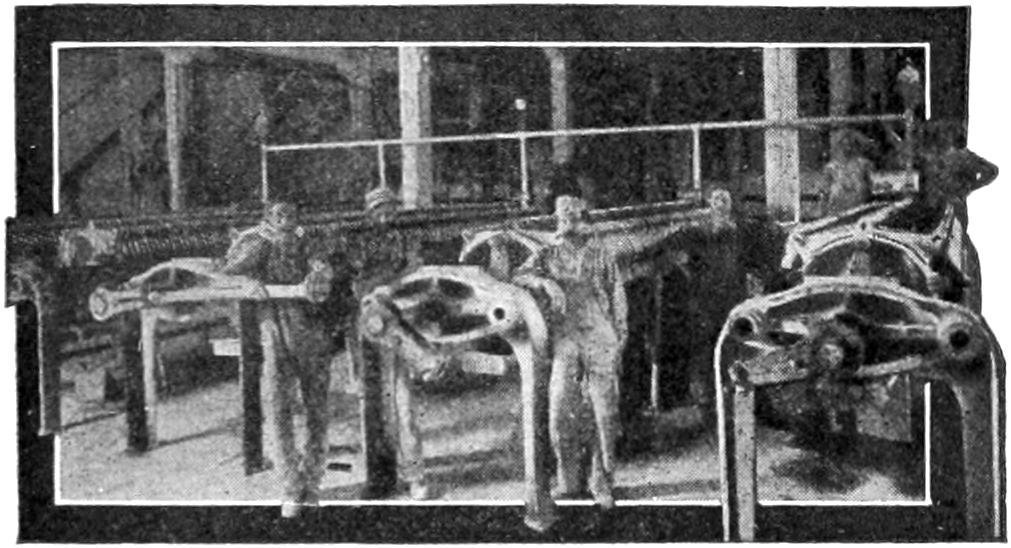
Pressing the water from the clay.
From the smooth agitator the mixture is forced under high pressure into a press where a peculiar arrangement of steel chambers packed with heavy canvas allows the water to escape, filtered pure and clear, but retains the clay in discs or leaves weighing about thirty pounds each. From the presses this damp clay is taken out to the “pug mills,” where it is all ground up together, reduced to a uniform consistency, and cut into blocks of convenient size. It is now ready to use. Automatic elevators carry it to the workmen upstairs.
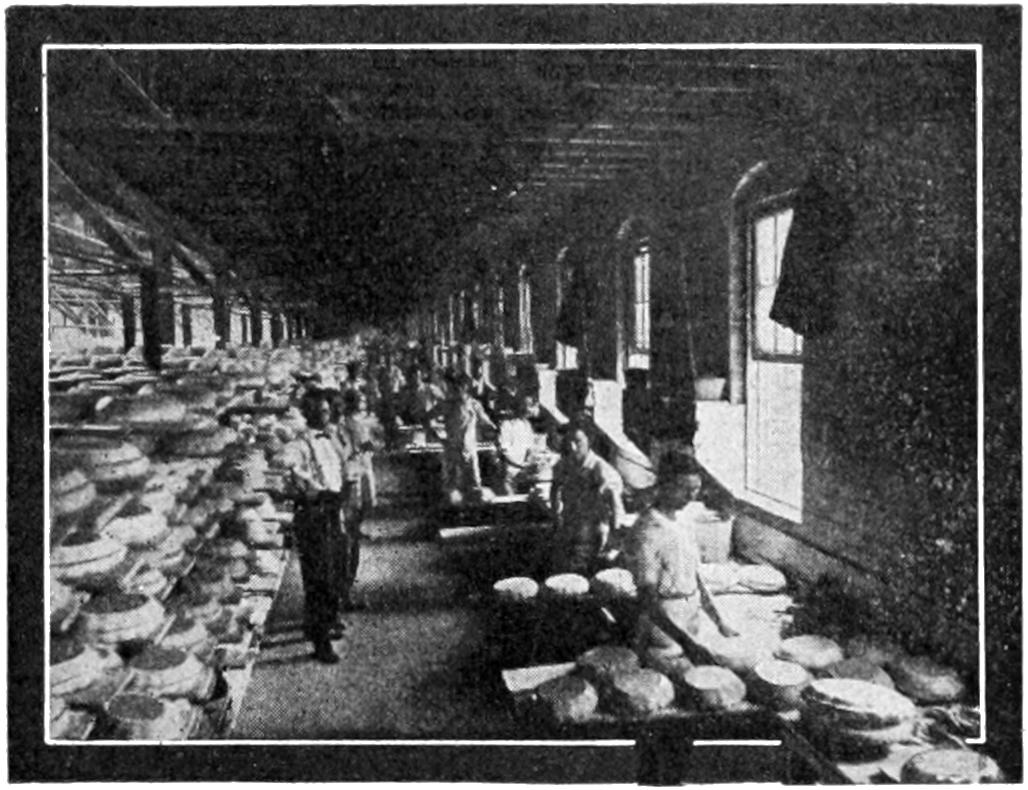
Molding Dishes. The racks to the left are full of molds on which the clay is drying.
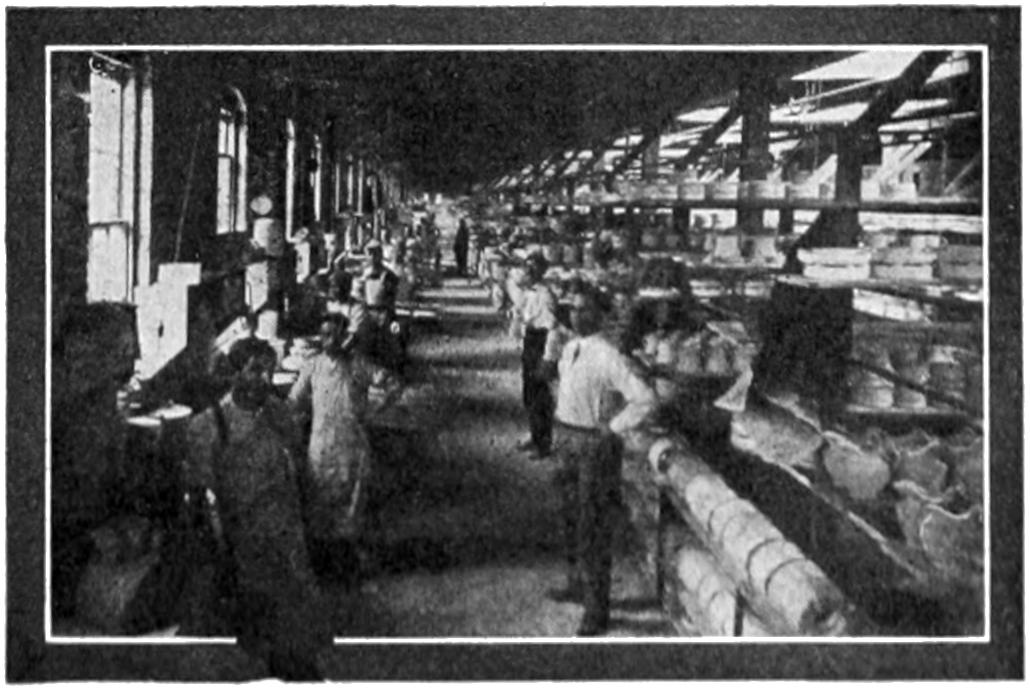
Molding sugar bowls and covered dishes.
HOW THE DISHES
ARE SHAPED
The exact process of handling the clay differs with articles of different shapes. Some are molded by hand in plaster of paris molds of proper shape, while others are formed by machine. To make a plate, for example, the workman takes a lump of clay as large as a teacup. He lays this on a flat stone, and with a large, round, flat weight, strikes it a blow which flattens the material out until it resembles dough rolled out for cake or biscuits, only instead of being white or yellow it is of a dark gray color. A hard, smooth mold exactly the size and shape of the inside of the plate is at hand. Over this the workman claps the flat piece of damp clay. Then the mold is passed on to another workman, who stands before a rapidly revolving pedestal, commonly known as the potter’s wheel. On this wheel he places the mold and its layer of clay. He then pulls down a lever to which is attached a steel scraper. As the plate rapidly revolves, this scraper cuts away the surplus clay, and gives to the back of the plate its proper form. The plate, still in its mold, is placed on a long board, together[406] with a number of others, and shoved into a rack to dry. One workman with two helpers will make 2,400 plates per day. It is fascinating to watch the molders’ deft hands at work swiftly changing a mass of clay into perfectly formed dishes. Such skilled workmen are naturally well paid.
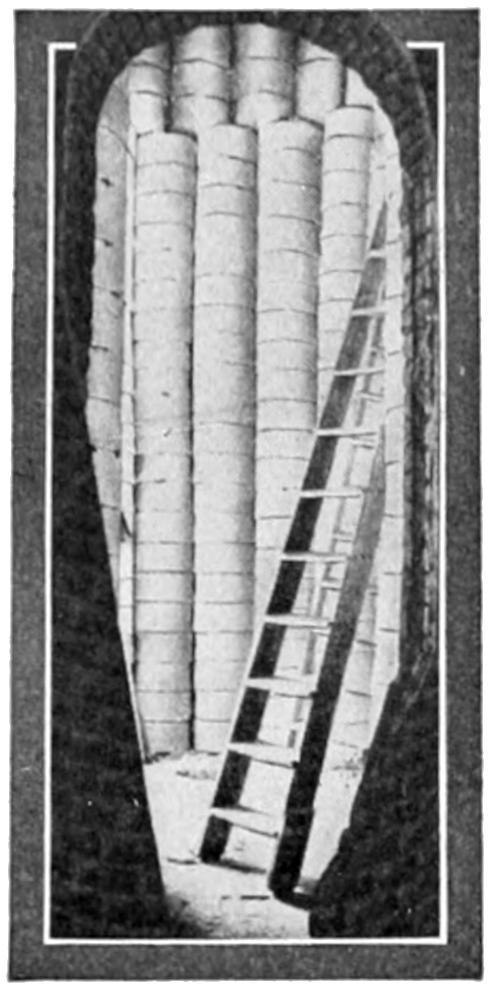
Interior of a kiln showing how the “saggers” are packed for firing.
When the clay is sufficiently dry, the plate is taken from its mold, the edge smoothed and rounded, and any minor defects remedied. It is then placed in an oval shaped clay receptacle called a “sagger,” together with about two dozen of its fellows, packed in fine sand, and placed in one of the furnaces or kilns. Each kiln will contain on an average two thousand saggers. When the kiln is full the doorway is closed and plastered with clay, the fires started, and the dishes subjected to terrific heat for a period of forty-eight hours. The fuel used is natural gas, piped one hundred miles from wells 2,000 feet deep. Natural gas gives an intense heat, and yet is always under perfect control—features which are vital in producing uniformly good china.
When the plate is taken from the kiln after the first baking, it is pure white, but of dull, velvety texture, and is known as bisque ware.
In order to give it a smooth, high finish, the plate is next dipped into a solution of white lead, borax and silica, dried, placed in a kiln and again baked. When it is taken out for the second time it has acquired that beautiful glaze which so delights the eye. In this condition it is known as “plain white ware,” and is finished, unless some decoration is to be added.
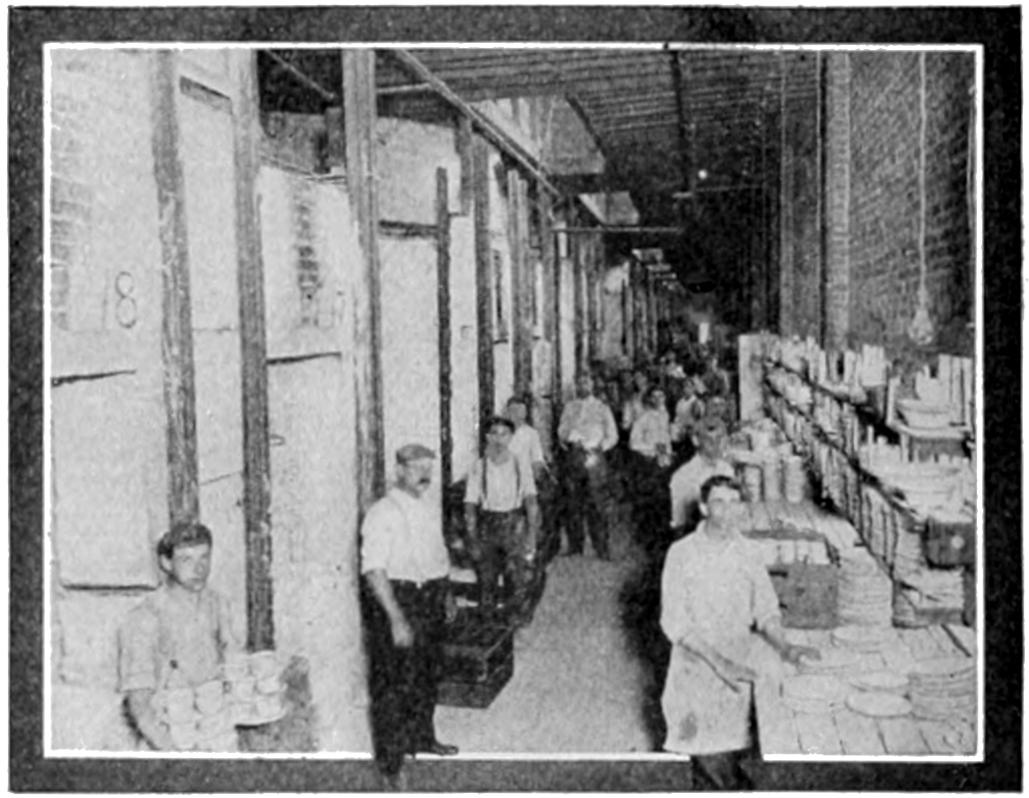
Taking the dishes from a kiln.
HOW CHINA IS
DECORATED
Most people are surprised to learn that the greater part of the gold which adorns dishes is put on by a simple rubber stamp. Two preparations of gold are used. One is a commercial solution called “liquid bright gold,” the other is very expensive, and is simply gold bullion melted down with acids to the right consistency.
Decorating in colors is now done almost exclusively by decalcomania art transfers. These are made principally in Europe.
After the gold and colors are applied, the China must again go through the oven’s heat for a period of twelve hours. Then the piece finished at last, is ready to grace your table. The dull gray clay has become beautifully finished china, which will delight alike the housekeeper and her guests.
[407]
The most interesting phase of the movement of animals from place to place is found in the flight of birds during the spring and fall. In the spring the birds come north and in the fall they go south. This is called “migration” and the reason given for the ability of some birds to come back every year to build a nest in the same tree is usually attributed to the “instinct of migration,” and yet that is more a statement of fact rather than an explanation of the wonderful ability of the birds to do this.
Man, the most intelligent animal, can also find his way about, but he has had to learn to do this step by step. When an explorer first travels into the unexplored forest, he carries a compass which tells him in what direction he is traveling, but this is not sufficient to tell him the exact path he came and return the same way. In order that he may do this, he must make marks on the trees and other objects to find his way back. When these marks are once made, other men can follow the path by their aid, and eventually a path becomes worn so that men can find their way back and forth without the aid of the marks especially.
A trained ship captain can take his ship from any port in the world to another port. He can start at New York City and in a given number of days, according to how fast his ship can travel, land his passengers and cargo in the port of London or Johannesburg, South Africa, or at any desired port in China, Japan or any other country. But he cannot do this by any kind of instinct. He takes his directions from information that was furnished him by some one who went that way before him—some other captain of a vessel who made marks in his book of his position in relation to the sun and stars. This is practically the same as the traveler in the forest who made marks on the trees to make a map of the way back and forth. Even with these charts, compasses and other guiding marks, however, man, even though he is the most intelligent of all the animals, makes very grave mistakes and sometimes brings disaster upon himself and the lives in his care.
The birds, however, have no charts or compasses to guide them. We do not know as yet absolutely what it is that enables the bird to find its way back and forth to the same spot year after year. As nearly as we have been able to ascertain, the birds after they mate and build their first nest and bring up their first family, develop a fondness for that particular spot which is much the same as the instinct in man which we call the “homing instinct.” Man becomes attached to one particular spot which he calls home and wherever he is thereafter, he is very likely to think of the old locality when he thinks of home, and there are very few of us but have yearnings to go back to the old “home locality” every now and then. The environment in which a bird or human being is brought up generally becomes to a greater or less extent a permanent part of him in this sense.
We know why birds go south in the winter. The necessity of finding food to live upon has everything to do with that. As food grows scarce towards the end of summer in the farthest northern places where birds live, the birds there must find food elsewhere. They naturally turn south and when they find food, they have to divide with the birds living there. The result is that soon the food becomes scarce again and both the new-comers and the old residents, so to speak, are forced to seek places where food is plentiful. So both of these flocks, to use a short term, fly away to the south until they find food again and encounter a third flock or group of the[408] bird family crowding the locality and exhausting the food supply. So in turn each flock presses for food upon the one in the locality next further to the south until we have a general movement to the south of practically all the birds until they reach a point where the food supply is sufficient for all for the time being.
The result of all this is that the south-land is crowded with birds of all kinds and the food supply is enough for all. But soon in following the laws of nature in birds, as in other living things, comes the time for breeding. The south-land is warm enough for nesting and hatching, but it is so crowded that there wouldn’t be enough food for all the old birds and the little ones too and so the birds begin to scatter again. Just think of what would happen in the south-land if all the birds that stay there in the winter built their nests there and brought up a new family. A bird family will average four young birds, so that if all the bird families were born and raised in the south the bird population would quickly multiply itself by three and there would be the same old necessity of traveling away to look for food. To avoid this the birds begin to scatter to their old homes before the breeding season begins.
The return of the birds to their old homes and how they find their way back to the same spot every year, to do which they must sometimes travel thousands of miles, is one of the most marvelous things in nature and has not as yet been satisfactorily determined. The nearest approach we have to a satisfactory answer to this is that birds do have a memory, that they can and do recognize familiar objects, and that their love for the old home causes them to fly to the north until they recognize the landmarks of their former habitation. In this it is said that the older birds—those who have gone that way before—lead the flocks and show the way.
There is no doubt that birds have a more perfect instinct of direction than man. They can follow a line of longitude almost perfectly, i.e., they can pick out the shorter route by instinct, and this is, of course, a straight line. They just keep on going until they come to the familiar place they call home and then they stop and build their nests. That it is not memory and sight of places alone that guides the birds is shown by the fact that some birds when migrating fly all night when there is no light by which to recognize familiar objects.
The song of the birds is a part of the love-making. The male bird is the “singer,” as we call them at home, when we think of the canary in the cage near us. The male bird sings to his mate to charm her and to further his wooing. This wooing goes on after the eggs have been laid in the nest and while the mother bird is keeping them warm until they hatch out, but almost instantaneously with the birth of the little birds, the song of the male bird is hushed. Take the case of the nightingale. For weeks during the period of nest-building and hatching he charms his mate and us with the beautiful music of his love song. But as soon as the little nightingales come from the eggs, the sounds which the male nightingale makes are changed to a gutteral croak, which are expressive of anxiety and alarm, in great contrast to the song notes of his wooing. And yet, if you were at this period—just after the birds are born, and when his song changes—to destroy the nest and contents, you would at once find Mr. Nightingale return to his beautiful song of love to inspire his mate to help him build another nest and start all over again to raise a family.
It is caused by the power generated when you bend the bow and string of[409] the bow and arrow out of shape. The bow and string have the quality of elasticity which causes a rubber ball to bounce. When you force anything elastic out of shape, this quality in it makes it try to get back to its natural shape quickly. In doing this it acts in the direction which will take it back to its normal shape most quickly. The arrow is fixed on the string in a way that will not interfere with the bow and string getting back to its shape and, when they bounce back, the arrow goes with it. The real cause for the arrow’s flight, however, comes not from the bow, because the bow cannot put itself out of shape, but comes from the person who causes it to be out of shape and, therefore, the person who pulls the string back really causes the arrow to fly.
Children crave candy because the sugar which it contains largely is in such a condition that it is the most suited of all our foods for quick use by the body. It is actually turned into real energy within a few minutes after it is eaten.
All the things we eat are for the purpose of supplying energy to our bodies to replace the energy that our daily activities have dissipated. Nature takes the valuable parts of the foods we eat and changes them into energy. The waste parts she throws off. Many things we eat have little real value as food and many also nature has to work upon a long time before their food value is available in energy. Sugar, however, represents almost energy itself.
Children are, of course, more active than grown-ups. They are never still. They are, therefore, almost always burning up or using up their energy. They are also, therefore, almost always in need of food that can be made into energy, and as sugar does this almost more quickly than any other food, nature teaches the children to like candy or sweets.
Eating as much as one can of anything at any time will produce fat, provided you do not do sufficient physical work or take enough exercise to counteract the effect of generous eating. When you see a person who eats a great deal and is growing fat, you may know that he or she is not taking sufficient bodily exercise to work off the energy produced by the body from the food that has been eaten. When this happens the energy in the form of fat piles up in various parts of the system. Candy will do this more quickly than any other thing we eat because it contains so much sugar and because sugar is so easily changed by our system into usable energy. You generally find a fat person who eats much candy to be a lazy person.
A snowflake is, as you are no doubt aware, made of water affected in such a way by the temperature as to change it into a crystal. Water, of course, as you know, is perfectly transparent. In other words, sunlight or other light will pass through water without being reflected. A single snow flake also is partially transparent, i.e., the light will go through it partially, although some of it will be reflected back. When a drop of water is turned into a snowflake crystal, a great many reflecting surfaces are produced, and the whiteness of the snowflake is the result of practically all of the sunlight which strikes it being reflected back, just as a mirror reflects practically all the light or color that is thrown against it. If you turn a green light on the snow, it will reflect the green light in the same way. When the countless snow crystals lie on the ground close together, the ability to reflect the light is increased and so a mass of snow crystals on the ground look even whiter than one single snowflake.
[410]
In telling why the snowflake is white we have practically already answered this question also. Instead of little crystals formed from the water, the foam produced by the waves of the ocean are tiny bubbles which have the same ability to reflect the light as the snow crystals.
Very few of us realize that an aching tooth is a good thing for us, provided we have it attended to and the ache removed. Any one who has had toothache will hardly agree that there can be a blessing attached to this excruciating pain.
But the good comes from the warning it gives us of the condition of our teeth on the inside of our mouths. The arrangement of the interior of the mouth and the use we make of it in passing things into our systems, favors very much the development and increase of microbes, and when they once get in they are difficult to remove. It is said that the greatest percentage of cases of stomach trouble come from teeth which are in bad condition and that a very large percentage of people who have bad teeth are in grave danger of blood poisoning or other troubles due to the microbes. When these microbes lodge in the mouth, they find conditions favorable to their development when there are bad teeth, and spread through the system.
The various parts of the body, including the gums, are connected by a lymphatic tissue, which is practically a series of canals. If the teeth are not properly attended to and kept in good condition, both as to cleanliness and repair, the microbes or germs collect on the gums and teeth, and increase in numbers. Soon the mouth is over-populated with microbes and are pushed off the gums or teeth into the lymphatic canals, where they succeed in developing a disease in your body.
Now the ache in the tooth becomes a blessing very promptly if it begins soon after the tooth begins to decay, because in that event the dentist is visited and the tooth filled or pulled. Therefore, while it hurts terribly, it might be well to remember that a toothache is a timely warning of danger which, if not heeded, will likely develop into something quite serious.
The ache comes when the tiny nerve at the heart of the tooth is exposed to the air. When the tooth begins to decay, it starts to do so generally from the outside, and after the decaying process has gone far enough, it reaches the nerve in the tooth, which aches when exposed to the air. The ache is the signal which the nerve sends to the brain that there is an exposure and a cry for help.
All pains and aches are helpful in sounding a warning. A headache may be the result of improper sleep and rest and, therefore, warns us to take the needed rest or sleep. A pain in the stomach is only nature’s way of telling us that we have been unwise in our eating and drinking. As a matter of fact, short though our lives are, they would probably be still shorter, on the average, if it were not for pains and aches, because without these warnings we would never have sense enough to stop doing the things we should not do if we lived normally.
Earache is caused by the nerves in the ear being affected by something either from within or without which produces a swelling of the parts immediately adjacent to the nerves in the ear, and which press against the nerves; as the nerves cannot go any place else they send a warning to the brain that they are being crowded and pressed against. The pain you feel is the nerve in the ear warning the brain that something is wrong in the ear.
[411]
Soap is not a very modern product, although we have rarely read of soap in olden times. As long ago as two thousand years, the Germans had an ointment which was made in practically the same way as we now make soap. A soap factory was engaged in making soap in France in 1000 A. D.
Even before soap was manufactured, people knew that ashes of some plants, when mixed with water, gave it a peculiar, smooth, slippery feeling, and added to the cleansing qualities of water. Although they did not know it, this was due to the soda of potash which was in the ashes. Pure soda and potash both have excellent qualities for cleaning, but are likely to injure the skin, and other things coming in contact with them.
Soap is made by boiling together oil or fat and “caustic” soda or potash. Caustic soda is a substance made from sodium carbonate by adding slaked lime to a solution of it. The slaked lime contains calcium in combination with hydrogen and oxygen, and is known in chemistry as calcium hydrate. When calcium hydrate is added to a solution of sodium carbonate, the sodium present combines with the oxygen and hydrogen to form a compound, variously called sodium hydrate, sodium hydroxide, or caustic soda. A similar compound of potassium is formed when the same kind of lime is mixed in a solution of potassium carbonate. In both cases the calcium is converted into calcium carbonate, which is not soluble in water and settles to the bottom; but the caustic soda or potash is dissolved.
The word “caustic” means to burn. Both will burn the skin if allowed to touch the skin for a short time.
The fats used for making soap consist of glycerine, in chemical combination with what are called fatty acids. When these fats are boiled with caustic soda, or caustic potash, the fat is decomposed; the fatty acid combines with the sodium or potassium to form soap and the glycerine is left uncombined.
In modern soap factories the manufacture is carried on in large iron vessels. Some fat and oil are put into the vessel and a little lye, which is really caustic soda or potash, is added and the mixture boiled. The fat and the lye combine very quickly and form a whitish fluid. More lye is now added and the boiling continued. This process is repeated until nearly all the oil or fat has combined with the lye. If yellow laundry soap is being made, some rosin is put in, and this gives the yellow color. If toilet soap is being made, common salt is put in instead of rosin. The addition of the salt has the effect of separating the water and the glycerine from the soap. The soap rises to the surface and is skimmed off. As soon as the separation is complete, and the soap is then cut or pressed into cakes after it has become hard.
Soaps referred to above are the ordinary hard soaps. In making soft soaps no salt is added to separate the soap from the liquid. As the water and glycerine do not separate from the soap, the entire mixture remains of a soft consistency. Soft soap is also made with a lye, that is obtained from wood ashes. The ashes are placed in barrels and water poured upon them. The water drips down through the ashes in the barrel and dissolves the potash contained in them, making lye or caustic potash. This lye is then in liquid form and is mixed and boiled with grease or fat to make soap.
There are many different fats used in soap making. Palm oil is perhaps the most common, but tallow, olive oil, cotton seed oil, and many other fats are used. The hardness of the soap varies with the kind of fat and lye used. Palm oil or tallow soap is very hard, and other oils are sometimes mixed with it to soften it.
These are the main facts connected with the making of soaps. There may appear to be different kinds all of which look and smell differently. The difference in them is largely due to the presence of different perfumes and coloring matters.
[412]
INDIAN SENDING MESSAGE WITH SMOKE SIGNALS.
The savage Indians found their system of smoke signals quite effective in sending messages from place to place. With a good burning fire before him, and a blanket or shield at hand, the Indian was equipped to send his messages. The code consisted of the varying kinds of smoke clouds produced. These were made large or small by covering the fire at intervals with the blanket or shield, thus making interruptions of various lengths in the rising clouds of smoke. By dropping moss or other things into the fire, he made the smoke clouds either light or dark at will.
From the time when man had learned to protect himself from the beasts of the forest, and thus was able to move about more freely, and live by himself rather than remain with the tribe, he has found it necessary to send messages.
One of the most interesting of the early methods for sending messages was the Indian way of smoke signalling with the simple equipment of a fire with its rising column of smoke and a blanket or shield. Messages were sent, relayed, received and answered, at points hundreds of miles apart. Among savages still found in remote parts of the earth this and other primitive methods are still in use. In the wilds of Africa to-day at points where the electric telegraph service has not yet penetrated, the natives by the simple method of beating drums, which can be heard from one relay point to another, are able to send the “news of the day” across the country with marvellous rapidity. In some parts of South America, the natives long ago discovered that the ground is a good conductor of sound and send their messages almost at will, making their signals by tapping against poles which they have planted in the ground at various points and which constitute both their sending and receiving instruments.
The Signal Corps in the army uses flags for sending messages, where the telegraph is not available, the flags being of different colors, and the signals are produced by waving the flags in different ways. The army heliograph is also used as a telegraph line—a mirror which reflects the sun’s rays in a manner understood by a prearranged code. These and other similar methods are merely elaborations of devices developed and used by the savages as a solution of the ever present need of sending a message to some other point.
[413]
THE FIRST MESSENGER BOY
THE GREEK RUNNER.
In this picture we see the Greek Runner on the last leg of his journey and the man to whom he is to deliver the message waiting for him. This method of sending messages was not very fast, although the runners were picked because of their speed and endurance.
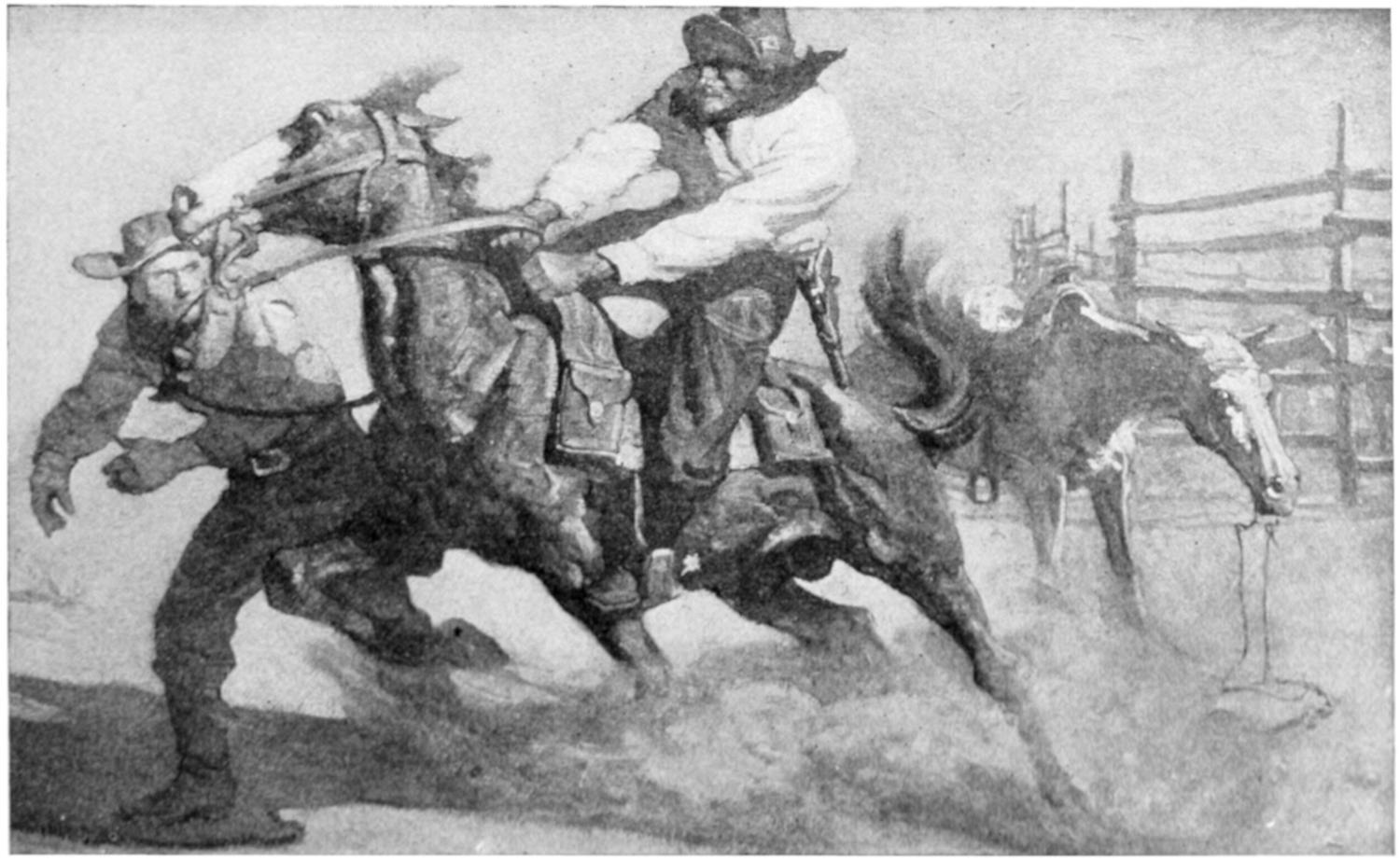
THE PONY TELEGRAPH.
Here we see the fast riders of the Pony Telegraph, which increased the speed of delivering messages quite a good deal, but, of course, there was danger of losing the message to enemies or through accident, so that it might be difficult under such circumstances to send a secret message or to even be certain that it would arrive at destination.
[414]
IT IS EASY TO CALL A TELEGRAPH MESSENGER...
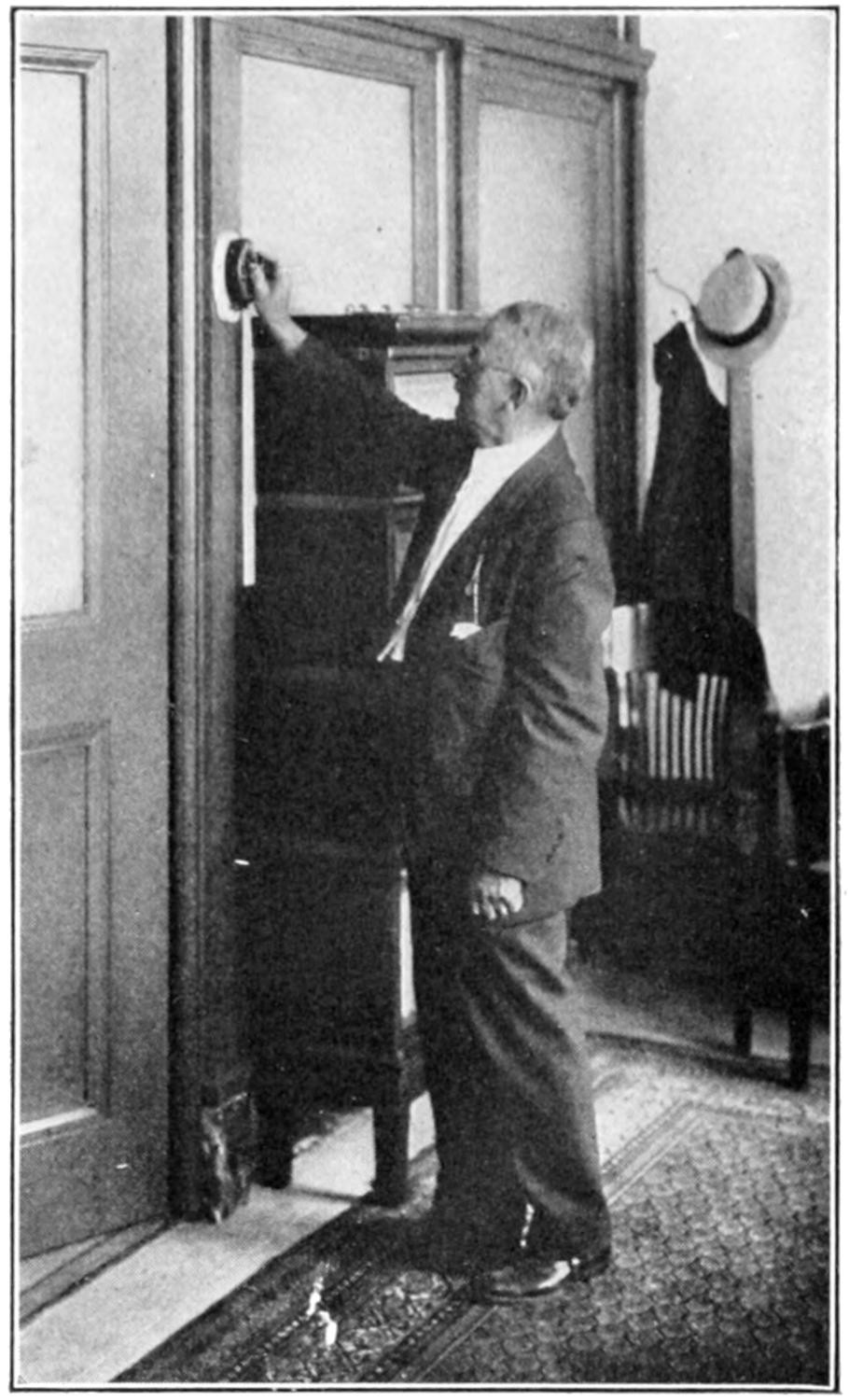
RINGING THE CALL BOX.
The great Marathon runner was nothing more or less than a telegraph messenger hastening with his written message, from the man who delivered it to him, to its destination, and his work was harder than that of the messenger boy to-day, for he not only had to deliver the message himself to its destination, but had to run fast all the way or lose his job.
The messenger on foot finally gave way to the Pony Telegraph, which not only shortened the time necessary to deliver a message, but marked the beginning of a system.
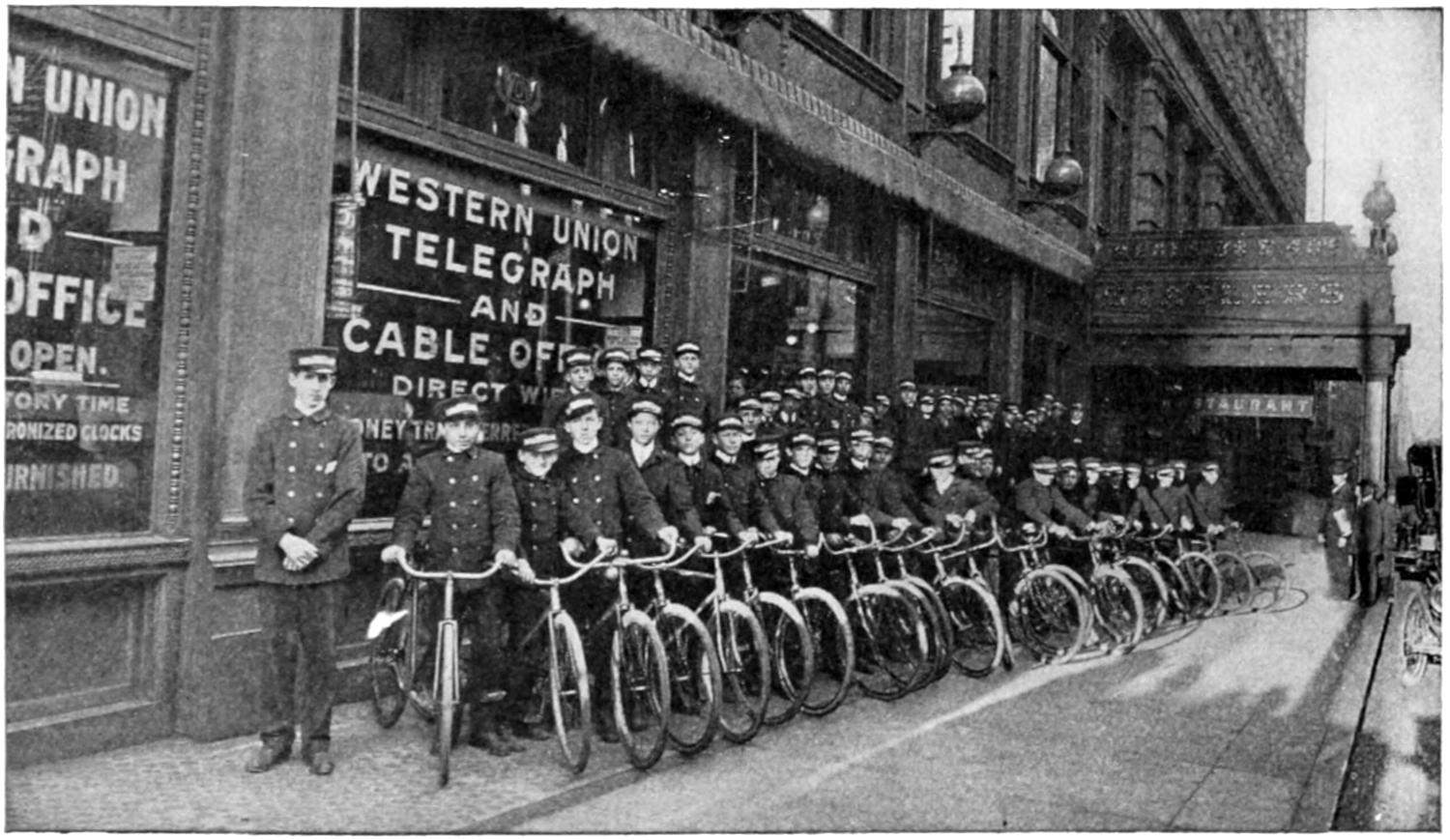
MESSENGER BOYS WITH BICYCLES WAITING THE CALL.
The next time your daddy takes you down to the office, ask him to show you the telegraph call box. When you see it, you will perhaps not think that by merely pulling down the little lever you can so start things going that, if you wish, you can cause men who are on the other side of the earth to[415] work for you in a few minutes, and to make little instruments all along the way which, with their other equipment, have cost millions of dollars, click, click, click at your will.
...BUT MANY TELEGRAPH EMPLOYEES MUST WORK...
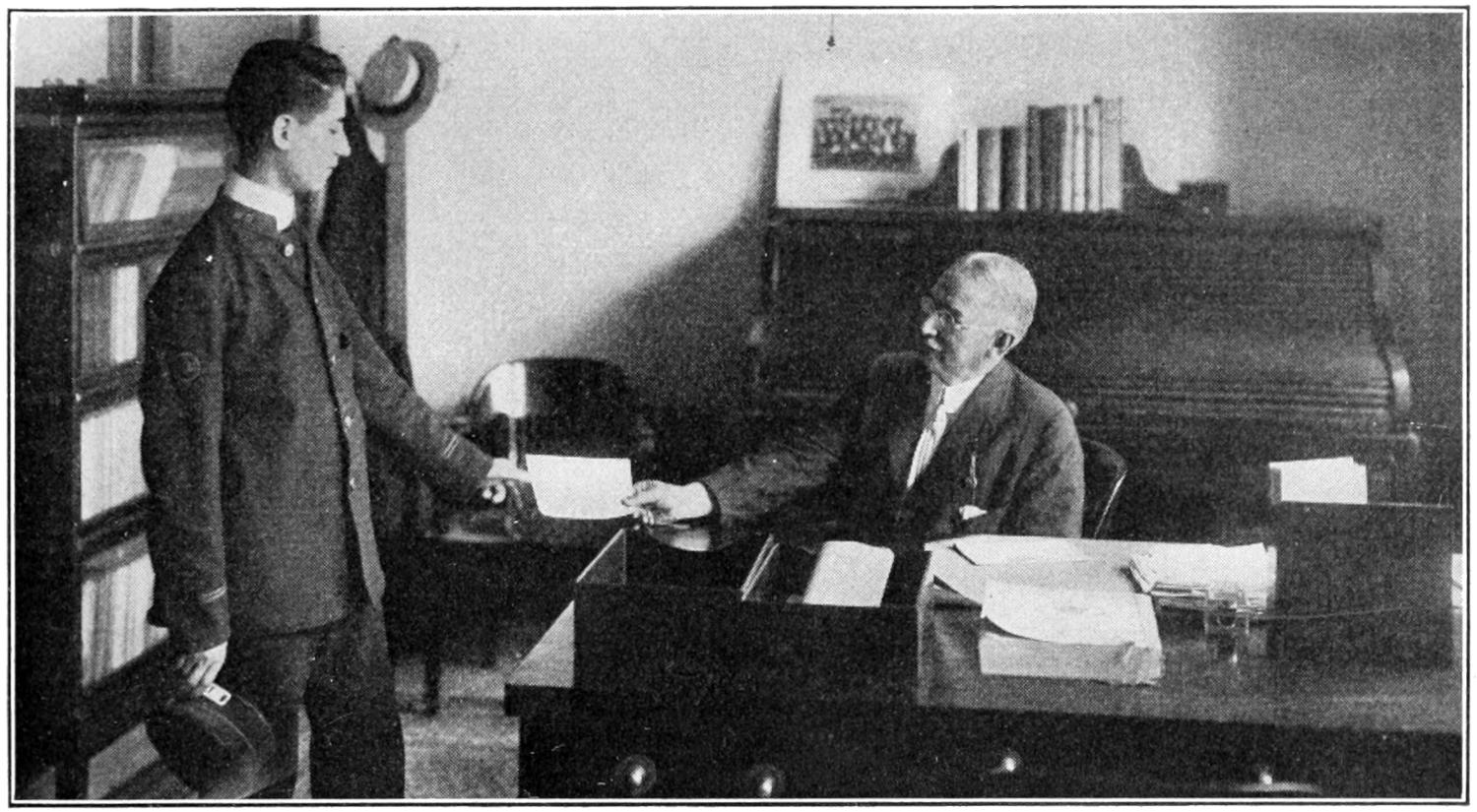
Here we see the messenger calling at the office from which the call box registered a call and receiving the telegram to be taken by him to the central office to be put on the wire.
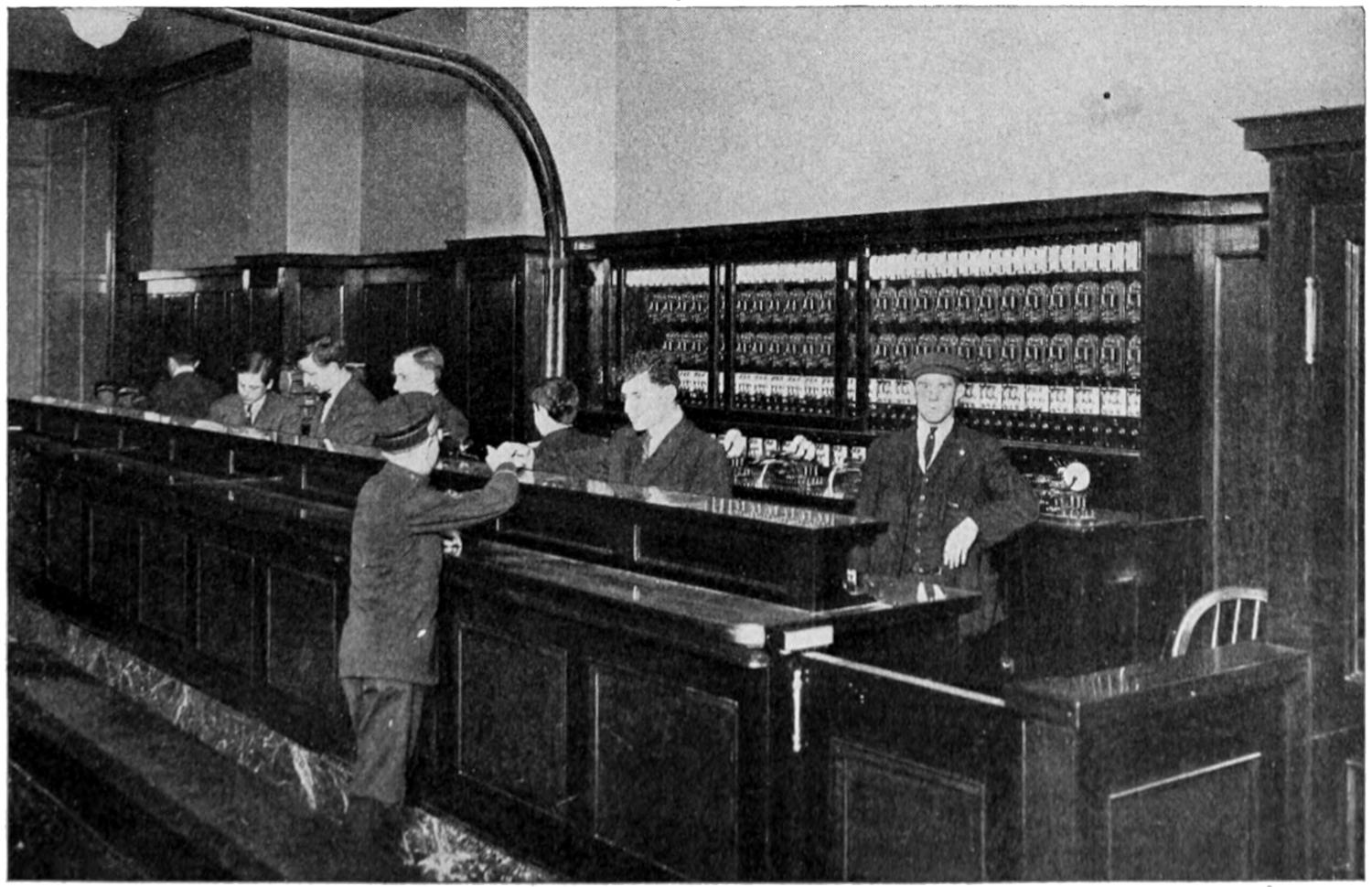
When the messenger gets back to the office, he hands the message to the receiving clerk who stamps it, showing the exact time received and sends it by pneumatic tube to the operating room.
Sooner or later during the day your father will be wanting to send a telegram. He steps to the call box, pulls the little lever and goes back to his desk. In a few minutes, sometimes before you realize it, the little blue-coated messenger appears and[416] says “Call?” Father hands him a telegraph blank on which he has written the message, the messenger takes off his cap, puts the message inside and the cap back on his head and away he goes on his bicycle as fast as his legs can pedal, to the central office, to which point you follow him to see what he does with the message.
If you had been at the telegraph office instead of your father’s office, you would have seen one of these boys start off on his wheel to get the message your father wished to send. When the little lever on the call box is pulled down, it is pulled back by a spring which sets some clock work going which sends a signal over the wire on a circuit which runs out from a register at the main office. The register has a paper tape running through it, and the signal from the call box appears as a series of dots on the tape. The clerk knows from the number and spacing of the dots that it was your father that called and not some other business man whose box might be on the same circuit.
...BEFORE THE TELEGRAPH SERVICE IS POSSIBLE AND...
We have now followed the telegram to the point where it is to start on its real journey. Here we see the operator preparing to send the message. He first must “get the wire.” By this is meant to get a through connection to the town where the message is to be delivered. Each office along the line has a signal. The other operators can hear the call, but since it is not their signal, they pay no attention. Almost immediately, however, the operator at the delivery point hears the signal. He signals back “I I” and repeats his own office call, which means “I hear you and am ready.” The message is then ticked off, until finished and the operator at the delivery point signals “O. K.,” together with his personal signal, which means he has received the whole message and has it down on paper.
Here we see the operator at the delivery office. She has translated the dots and dashes as they came to her over the wire into plain words on a regular telegraph blank, putting down the time received, the amount to be collected, if it is a “collect” message, or marking it “Paid” if it was so sent. She has handed it to one of the blue-clad messengers in her office who starts off at once to deliver it. The operator has also made a copy of the message for the office files.
[417]
...THE TELEGRAM ARRIVES AT DESTINATION
Here we see the messenger delivering the telegram to the person to whom it is addressed. It may be good news or bad news for the person receiving it, but it is all in the day’s work for the messenger boy. But let us see how many people have to work to deliver the message. We have followed it through from the original call box. First there was the messenger who came for it, then the receiving clerk, the sending operator and the operator who receives it and last of all the messenger boy who delivered it. This does not take into account the men who must look after the many miles of wires, the machinery which supplies the current, or the great army of men who are constantly laying new wires so that you can send a telegram from almost anywhere to any other place.
The operators you have seen working in these pictures are Morse operators. They send the message by Morse Code in dots and dashes which are sent over the wire as electric impulses. At the other end the message is read by listening to the clicks the sounder makes as it receives these same electric impulses. This is the simplest way of telegraphing.
The number of messages sent between two big cities in a day is tremendous—many more than could be transmitted over one Morse wire. Many wires would be needed. But wire costs money, so ingenious men set to work to find some way to send more than one message over a single wire at the same time. They succeeded. There is now the duplex telegraph, which sends a message each way simultaneously over a single wire, the quadruplex, which sends two messages each way simultaneously over a single wire. Last but not least there is the multiplex, which sends four messages each way simultaneously over a single wire. This seems almost unbelievable, but it is done. In the case of the duplex and quadruplex, the different messages are sent by currents of different strength, and by changing the direction of the current. Receiving instruments are designed so as to separate the messages by being affected only by the currents of certain strength or polarity, as the direction of flow is termed. It can easily be seen that by these ingenious devices, the telegraph company saves many thousands of dollars in the miles and miles of wire, and hundreds of telegraph poles which would be required if all the messages had to be sent over a simple Morse wire, one message only upon the wire at a time.
[418]
THE WONDERFUL ELECTRIC TELEGRAPH SYSTEM...
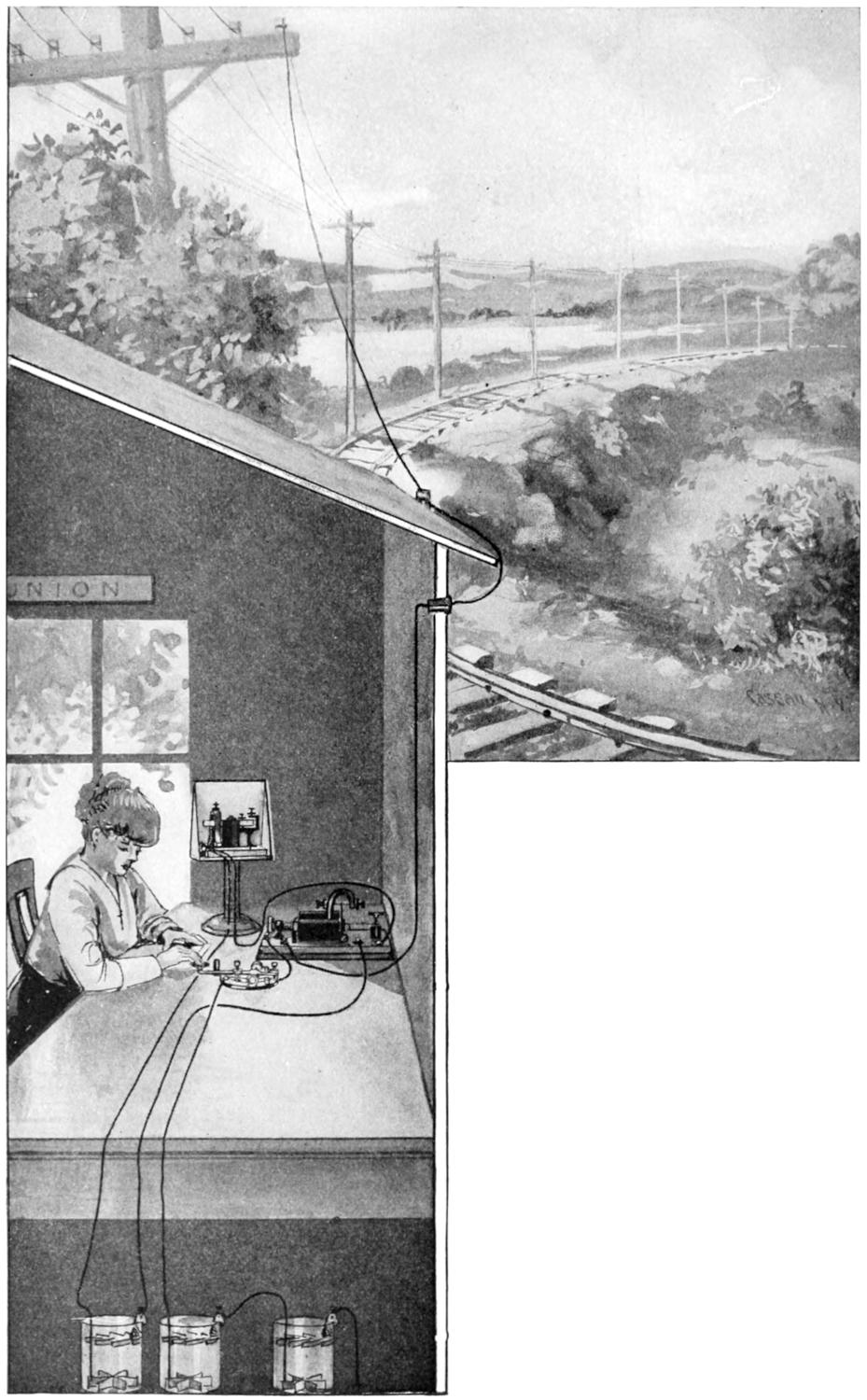
In this picture we see the interior of a telegraph office along the line of a railroad. The operator has her hand on the “key” or sending instrument. At her left in a stand called the resonator, is the receiving instrument called the “sounder” which clicks off the message. In front of her is an instrument called the “relay.” Current from two of the batteries goes through the key when it is pressed down, through the relay and out on to the wires of the pole line, then through the relay of the receiving operator at the other end, (see picture on opposite page) through his key and through two more batteries to the ground. The earth forms the return wire of an electric circuit when both keys are “closed” or pressed down. You know all electricity has to flow in a closed circuit. The “sounder” has to make good strong clicks to be understood, and the current after it has gone through miles of wire and ground may not be strong enough so the sounder is put on a local circuit of its own, with a special battery. In this circuit is a contact maker which is part of the relay. When the key is pressed down and current flows over the wires on the poles and through the relays, the magnets of the relay pull on a little piece of metal called the “armature,” which makes a contact and closes the local sounder circuit, so current from the single local battery can flow up through the magnets of the sounder and back to the battery. This makes the sounder click. When the key is released, the relay armature is pulled back by a spring and breaks the circuit of sounder, which then emits another click. By the number and duration of the clicks and the time between them, the receiving operator knows the meaning of the signal. The Morse Code, which is used throughout the United States, is shown on next page.
[419]
...SENDS MESSAGES THOUSANDS OF MILES INSTANTANEOUSLY
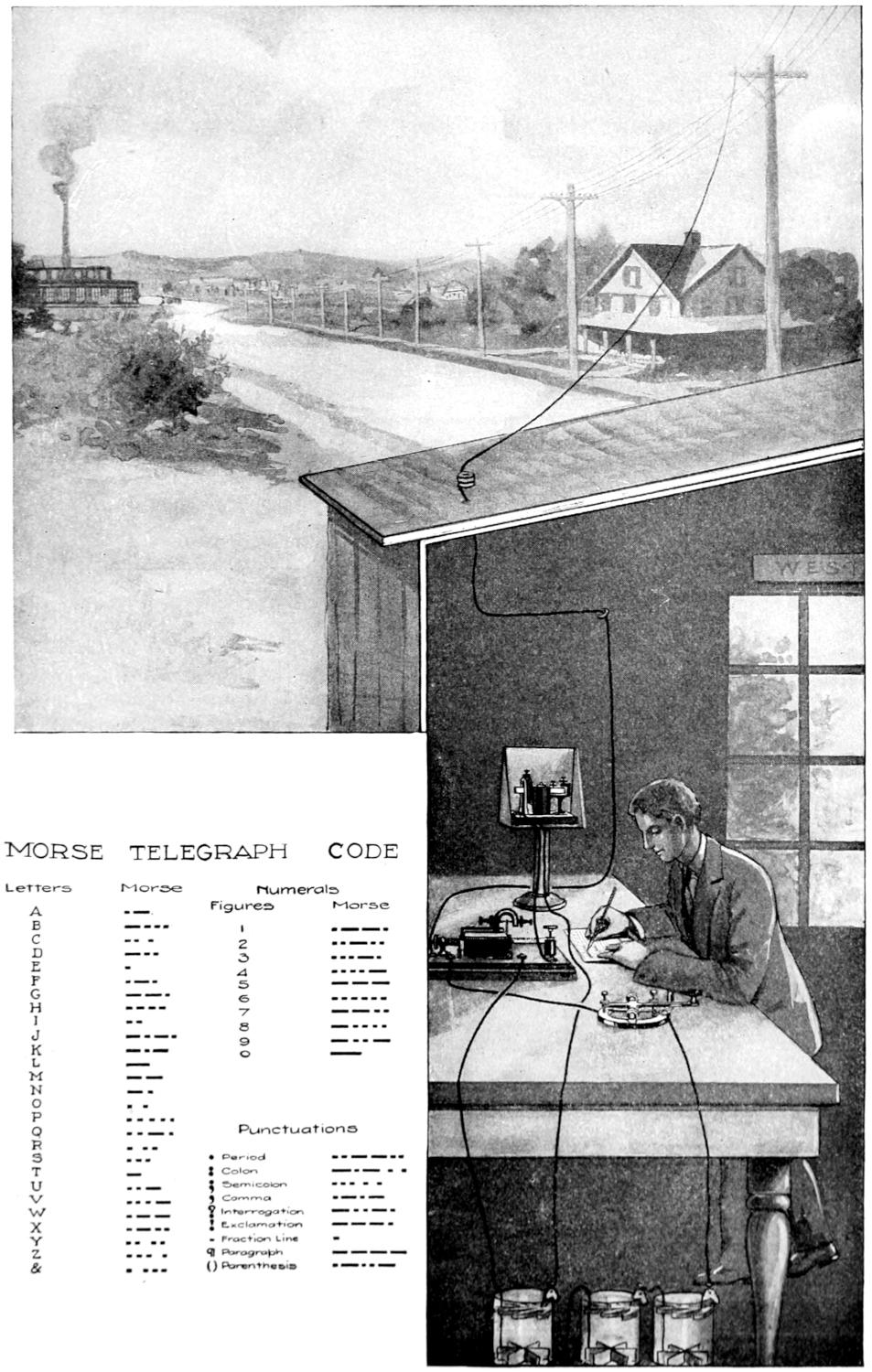
MORSE TELEGRAPH CODE
| Letters | Morse |
|---|---|
| A | · — |
| B | — · · · |
| C | · · · |
| D | — · · |
| E | · |
| F | · — · |
| G | — — · |
| H | · · · · |
| I | · · |
| J | — · — · |
| K | — · — |
| L | —— |
| M | — — |
| N | — · |
| O | · · |
| P | · · · · · |
| Q | · · — · |
| R | · · · |
| S | · · · |
| T | — |
| U | · · — |
| V | · · · — |
| W | · — — |
| X | · — · · |
| Y | · · · · |
| Z | · · · · |
| & | · · · · |
| Numerals | |
| Figures | Morse |
| 1 | · — — · |
| 2 | · · — · · |
| 3 | · · · — · |
| 4 | · · · · — |
| 5 | — — — |
| 6 | · · · · · · |
| 7 | — — · |
| 8 | — · · · · |
| 9 | — · · — |
| 0 | —— |
| Punctuations | |
| . Period | · · — — · · |
| : Colon | — · — · · |
| ; Semicolon | · · · · · |
| , Comma | · — · — |
| ? Interrogation | — · · — · |
| ! Exclamation | — — — · |
| - Fraction Line | · |
| ¶ Paragraph | — — — — |
| () Parenthesis | · — · · — |
[420]
The multiplex telegraph is truly a marvellous invention. It has been developed by the engineers of the Western Union Telegraph Co. working with the engineers of the Western Electric Company. The principle on which this instrument works is that if separate instruments are given connection with the wire one after the other during very short intervals of time, the effect is as though the wire were split up, and each instrument works just as if it alone were on the wire. Not only does the multiplex telegraph thus send four messages in one direction and four messages in the opposite direction, simultaneously over a single wire, thus keeping no less than sixteen operators employed on one wire, four sending and four receiving at each end, but each message instead of being sent by the ordinary Morse key, is written upon a typewriter keyboard at one end of the line and appears automatically typewritten at the other end.
If you live in a big city, go into one of the larger branch offices of the Western Union Telegraph Co. and ask to see printing telegraph. Most of the large branch offices communicate with the general operating department in the city by means of what they term “short line printers,” which are instruments on which the message is written upon a typewriter keyboard and appears typewritten at the other end.
It is hard to say just how the telegraph originated in the mind of men. We have already shown how the savages sent signals over distances by means of the smoke rising from his fire. Every boy and girl has used a little mirror, held in the sun to flash a bright spot here and there. This principle has been used by the army to signal at distances. The sun’s rays are flashed from a small mirror, long and short flashes indicating the dashes and dots of the Morse telegraph code.
PROFESSOR S. F. B. MORSE,
INVENTOR OF THE TELEGRAPH.
Progress towards the perfection of the electric telegraph began with the first researches of scientists into the natural laws which govern that great natural agent, electricity. Clever, painstaking men, studying and experimenting for the love of the work, discovered bit by bit how to control the force. Stephen Gray with his Leyden jars, which stored up a charge of electricity, inspired Sir William Watson to experiment, and he sent current from one jar to another two miles away.
For a long time no one thought that this opened the way for the making of a useful servant for man. In 1753 this thought occurred to an unknown man in Scotland, who wrote a letter to a newspaper suggesting that messages be sent by electric currents.
One of his schemes was that there should be a light ball at the receiving end of the wire which would strike[421] a bell when it felt the electric impulse come over the wire from the Leyden jar, and by devising a code depending upon the number of strokes of the bell and the time between them, he suggested that messages could be sent and interpreted. Some believe this man to have been a doctor named Charles Morrison of Greenock, Scotland. Whoever he was, he suggested a method which comes very near to being that in use to-day.
The difficulty with proceeding on this suggestion was that the current from the Leyden jar was static electricity, which has not the strength nor can it be controlled as can the current of low potential which is used to-day. Volta discovered this new and more stable form of electricity and many different men labored investigating what could be accomplished with it. The names of Sir Humphry Davy and Michael Faraday are inseparably connected with this advance. It was Oersted’s and Faraday’s discovery of the connection between electricity and magnetism, and how an electric current may be made to magnetize a piece of iron at will, that really opened the way for the invention of the telegraph we know to-day.
But before the much greater practical value of Volta’s current was discovered, one man developed a real telegraph which worked with electricity of the static kind, produced by friction. This man was named Sir Francis Ronalds. He worked along the lines laid down by the unknown Scotchman, whom we have supposed to be Charles Morrison. The machine he built and operated in his garden at Hammersmith utilized pith balls, which actuated by the charge of static electricity sent along the wire caused a letter to appear before an opening in the dial. When perfected he offered it to the British Government, who refused it. They were very stupid in their refusal, for they said “telegraphs are wholly unnecessary.” Sir Francis Ronalds’ invention cost him much care, anxiety and money. He lived to see the more practical voltaic current taken up by others and put to successful use. Being unselfish he rejoiced that others should succeed where he had failed.
The telegraph, working on the electro-magnetic principle, as used to-day, was developed almost simultaneously on the two sides of the Atlantic Ocean. In England Sir Charles Wheatstone and Sir William Fothergill Cooke worked out a practical method and instruments, which with few changes, are in use to-day. Cooke was a doctor and had served with the British army in India. Wheatstone was the son of a Gloucester musical instrument maker. The latter was fond of science and experimented continually with electricity and wrote about it and other scientific subjects. As a result of his work he was made a professor at King’s College. There he conducted important researches and tests, among which was one which measured the speed at which electricity travels along a wire. So Cooke, who was a doctor and a good business man, entered into partnership with the scientist Wheatstone, and together they completed their invention. It was first used in 1838 on the London and Blackwall Railway. At first it was expensive and cumbersome, using five lines of wire. Later this number was reduced to two, and in 1845, an instrument was devised which required but one wire. This instrument, with a few minor changes, is the one in use to-day in England.
While these two men were working in England, an American artist, S. F. B. Morse, was studying and experimenting in the United States along his own lines but with the same end in view, namely to produce instruments which would satisfactorily send messages over a wire by electricity.
[422]
Morse was born in Charlestown, Massachusetts, in 1791. He was gifted as an artist, both in painting and sculpture, and in 1811 went abroad to England to study. While on a voyage from Havre to America in 1832 he met on board ship a Dr. Jackson, who told him of the latest scientific discoveries in regard to the electric current and the electro-magnet. This set Morse to thinking and after three years’ hard work on the problem he produced a telegraph which worked on the principle of the electro-magnet. With the apparatus devised by Morse and his partner Alfred Vail, a message was sent from Washington to Baltimore in 1844.
There has been some question as to whether Morse or Wheatstone first invented a workable telegraph. As will be evident from this history, the telegraph in principle was a gradual development, to which many minds contributed. To Morse, however, the high authority of the Supreme Court of the United States has given the credit of being the first to perfect a practical instrument, saying that the Morse invention “preceded the three European inventions” and that it would be impossible to examine the latter without perceiving at once “the decided superiority of the one invented by Professor Morse.”
FIRST TELEGRAPH LINE FROM BALTIMORE TO WASHINGTON
At the time Morse’s Recording Telegraph was invented there were, of course, no telegraph lines in any part of the world, with the exception of the short lines of wire put up by investigators for experimental purposes. To remove the obscurity as to the purpose to be served by the telegraph was the first problem which presented itself to Morse and his backers. In 1843 an appropriation was secured of $30,000 from the U. S. Government, with which a line was built from Washington to Baltimore. This was built and operated by the Government for about two years, but the Government refused to purchase the patent rights. So the owners of the patents endeavored to get the general public interested in the telegraph as a commercial undertaking and gradually companies were founded and licensed to use the invention.
By 1851 there were as many as fifty different telegraph companies in operation in different parts of the United States. A few of these used the devices of a man named Alexander Bain, which were afterwards adjudged to infringe the Morse patents, and one or two used an instrument invented by Royal E. House of Vermont, which printed the messages received in plain Roman letters on a ribbon of paper. This at first seemed to have an advantage over that of Morse, which received the message in dots and dashes, in the Morse Code, and these had to be translated and written out by an operator before they could be delivered. However, as time went on, the operators came to read the Morse messages by the sound of the dots and dashes, instead of waiting to read the paper tape having the dots and dashes marked on it, and finally the recording feature was given up and the sounder, or instrument which simply clicks out the message, came into general use.
In the early days, the possibility of the business were little understood and many telegraph companies failed. April 8, 1851, papers were filed in Albany for the incorporation of the New York and Mississippi Valley Printing Telegraph Co. This company, which soon afterwards changed its name to Western Union, was destined to absorb the various companies throughout the country until it, in time, operated the telegraph lines over practically the entire United States, and has its blue sign in nearly every town and hamlet in the country.
[423]
AN EXPENSIVE EQUIPMENT NECESSARY TO-DAY
OPERATING ROOM.
In large cities like New York and Chicago, the operating rooms are very large. For instance, the main operating department of the Western Union Telegraph Co. in New York City has 1000 operators. This picture shows an operating room. The men and women sit in opposite sides of long tables. On the tables are the keys and sounders by which they send and receive the messages. Each operator has a typewriter, or “mill,” as he calls it, on which he writes off the message as it comes to him over the wire.
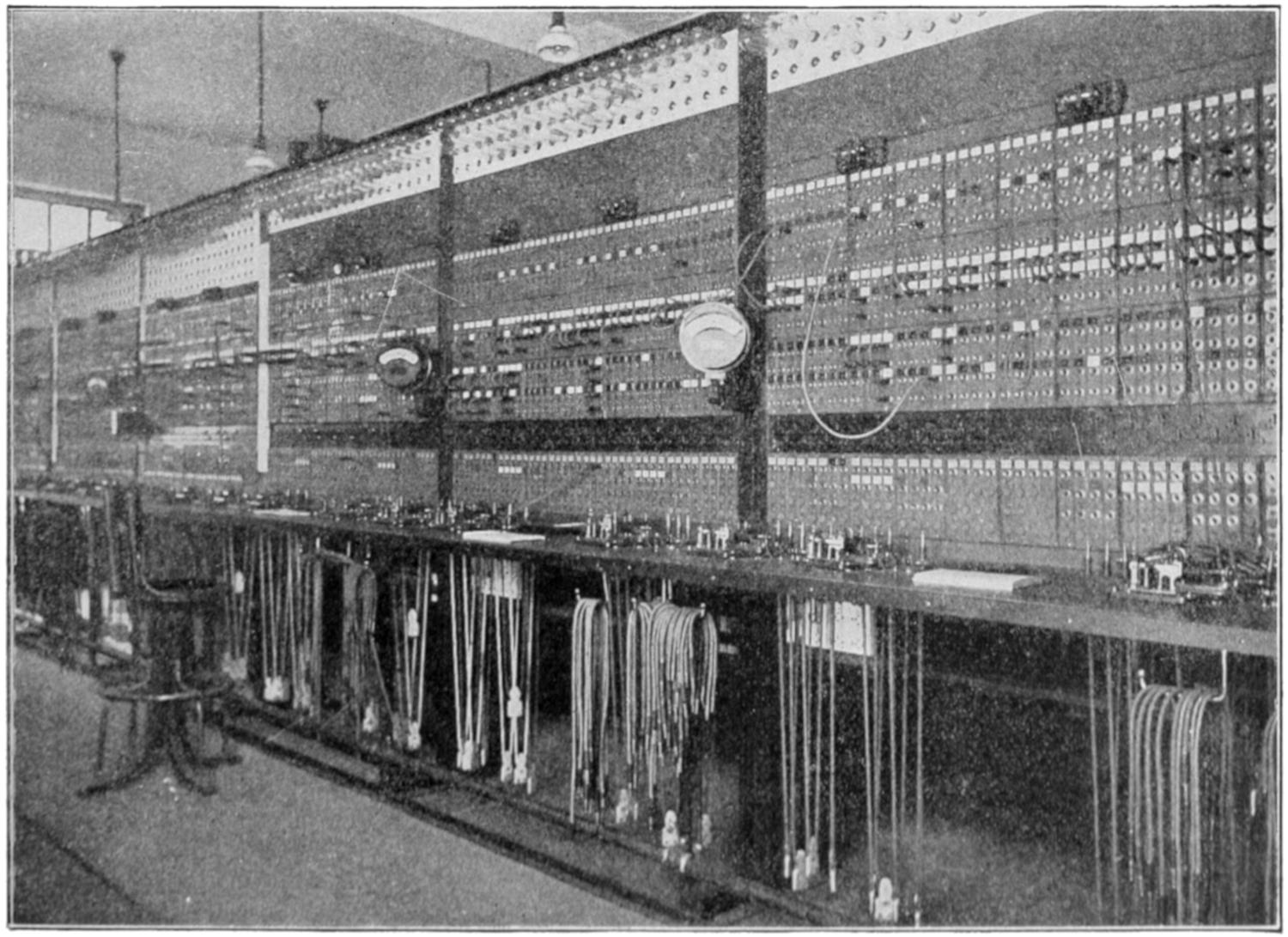
MAIN SWITCHBOARD.
The picture shows a main switchboard in a large operating room. To this come the ends of the wires from other cities, and to it are connected the wires from the instruments in front of the operators. By putting plugs, attached to each end of a wire, into the sockets in the board, any wire can be connected with any operating position, or several local circuits can be connected up with a main line from the outside.
[424]
A THOROUGH SYSTEM MUST HANDLE THE MESSAGES
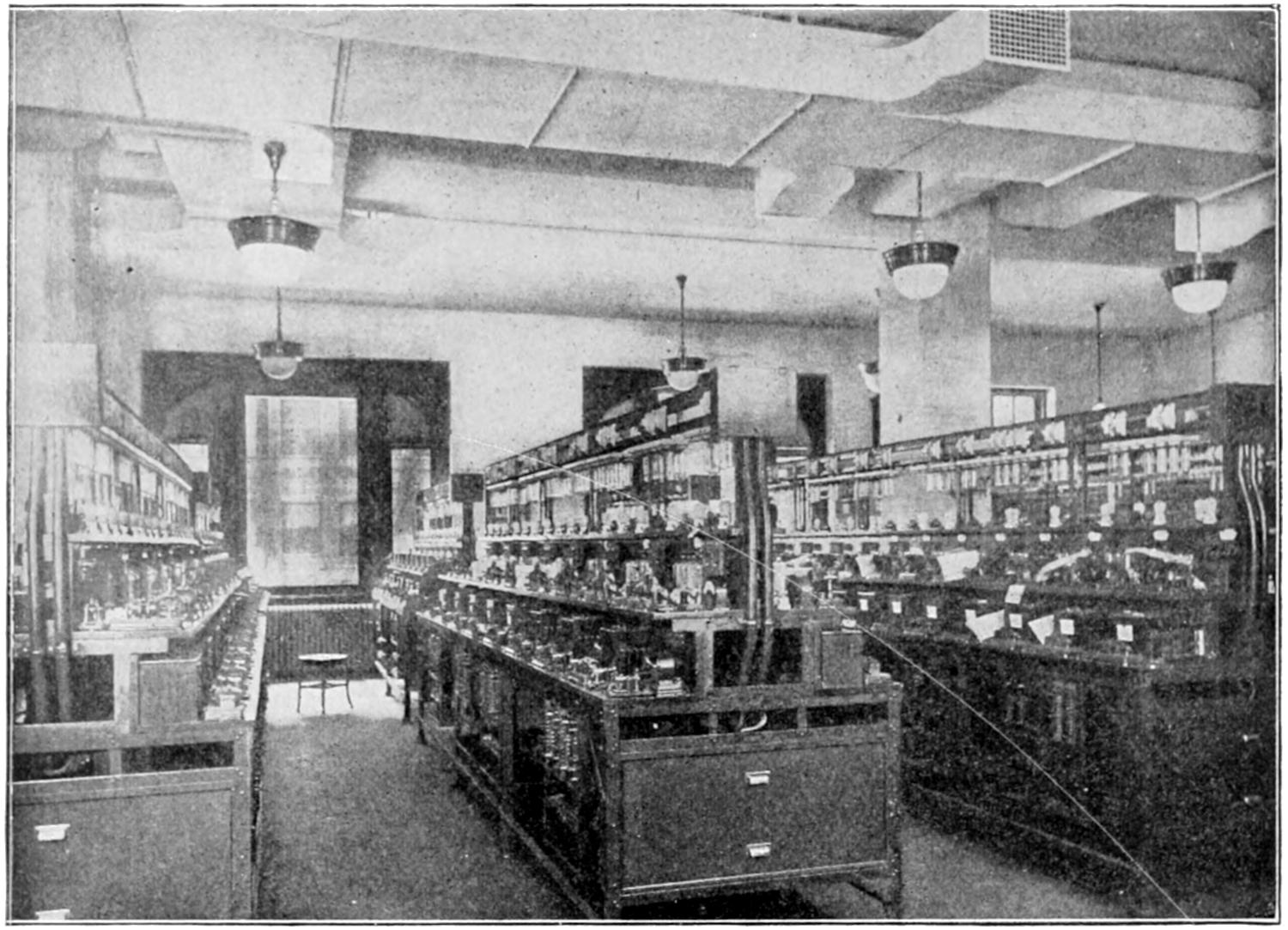
A SECTION OF THE REPEATER ROOM.
When a wire runs to a distant point from the main operating department of the telegraph company in a large city, the same electric current which runs through the key of the operator as he sits at his place, busily sending messages, does not go out over the wire to that distant point. It simply goes to the repeater room and operates a repeater, which sends out another current over the long wire which leads to the destination of the message. This is necessary because the condition of the weather affects the lines and the current strength has to be changed to suit the changing line conditions. The operators haven’t time to make these adjustments, and so all the repeaters are grouped together in the repeater room where they are under the watchful eyes of experts. Here also are the delicate instruments which separate the messages coming over duplex and quadruplex wires, by responding to impulses of various strengths. These messages which have been separated are then transmitted by the duplex or quadruplex repeaters to different operators in the operating room, who hear their sounders tick out the message just the same as if it came over a simple Morse wire.
CABLES ENTERING A CENTRAL OFFICE.
You may not but your father will remember the time when in large cities there were tall telegraph poles with hundreds of wires on them running along the main streets, so that the town seemed to be bound with great spiders’ web. That is all changed now, and the telegraph wires are run through ducts, placed underground. For this purpose they are made up in cables, and in the picture you see a number of cables entering a central office.
[425]
THE MARVEL OF TELEGRAPH INSTRUMENTS
WHEATSTONE SENDING INSTRUMENT.
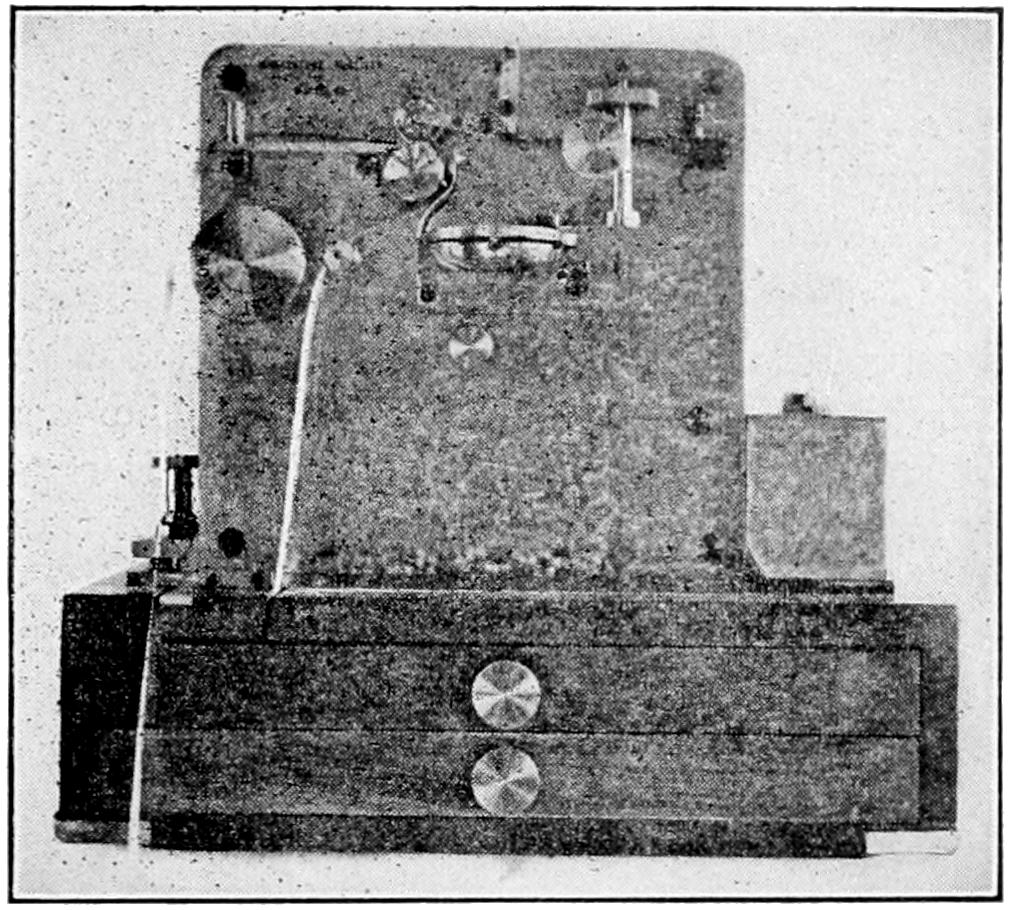
These two photographs show the most modern form of the instruments which, as we are told on another page, were invented in England by Wheatstone and Cooke. In sending a paper tape is punched in what is called a perforator, which has a keyboard like a typewriter. A certain combination of holes means a certain letter. This tape is then automatically fed through the sending instrument, which sends impulses over the wire. The tape with the holes punched through it can be seen in the picture.
On the right is the Wheatstone receiving instrument. It prints the signals received in dots and dashes on a tape, which is translated by the operator who typewrites the translation on a message blank for delivery.
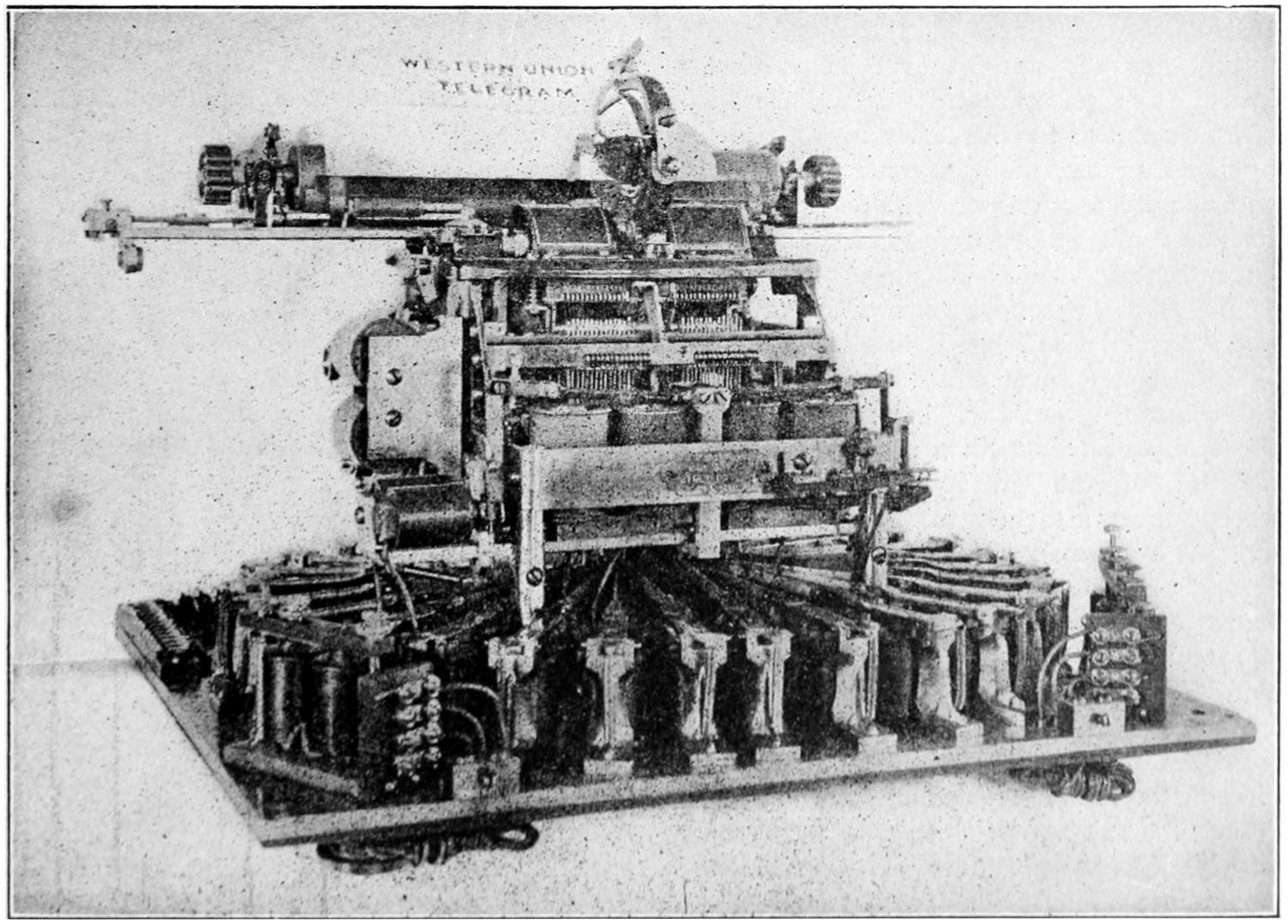
The automatic telegraph typewriter shown here is one of the wonderful instruments mentioned on one of the preceding pages. The operator at the other end of the line writes on a typewriter keyboard, on the sending instrument. The electric impulses are received by the machine shown above, which automatically typewrites the message on a blank, ready for delivery.
[426]
THE FIRST TELEGRAPH INSTRUMENTS
On this page we see some of the first telegraph instruments, in fact, the very instruments which Professor Morse used in the early demonstrations of his invention. These instruments may be seen in the Smithsonian Institution at Washington, D. C. The key is known as the Vail key, because it is supposed to have been constructed by Alfred Vail, who worked with Morse in his experiments with the telegraph. As can be seen it is very simple. One wire was connected to the spring piece and the other to the post beneath it. When the key was pressed down, the contact was made and an impulse sent over the wire, either a dot, if the key was pressed down and immediately released, or a dash if it were held down for just the fraction of a second before releasing.
From the very first it was found that relays were necessary, because the current after coming a long way over the wire often was not strong enough to operate the recording instrument. Therefore, this weak current was made to go though the electro-magnets of the relay, magnetizing these and pulling to the left the upright arm which can be seen in the photograph with a little block of iron attached to it. This arm, when pulled by the magnets, made a contact at the top and allowed a strong current from a battery to flow through the magnets of the recording instrument.
The first practical recording telegraph instrument devised by Morse is shown. It looks like a clumsy affair compared to the instruments of to-day, but it worked so effectively as to convince people of the possibilities of the great invention. In the wooden box, attached to the frame at the right, is clockwork which pulled a paper tape at an even rate of speed over a pulley just beneath a needle point. This needle point is attached to a light framework having a piece of iron fastened in it. Below this iron are the electro-magnets, and when they received an impulse of current from the battery, through the relay, they pulled down the frame so that the point made a mark upon the paper tape which moved under it. Thus in the tape appeared a series of dots and dashes, which the operator, knowing the Morse Code, could easily translate into English.
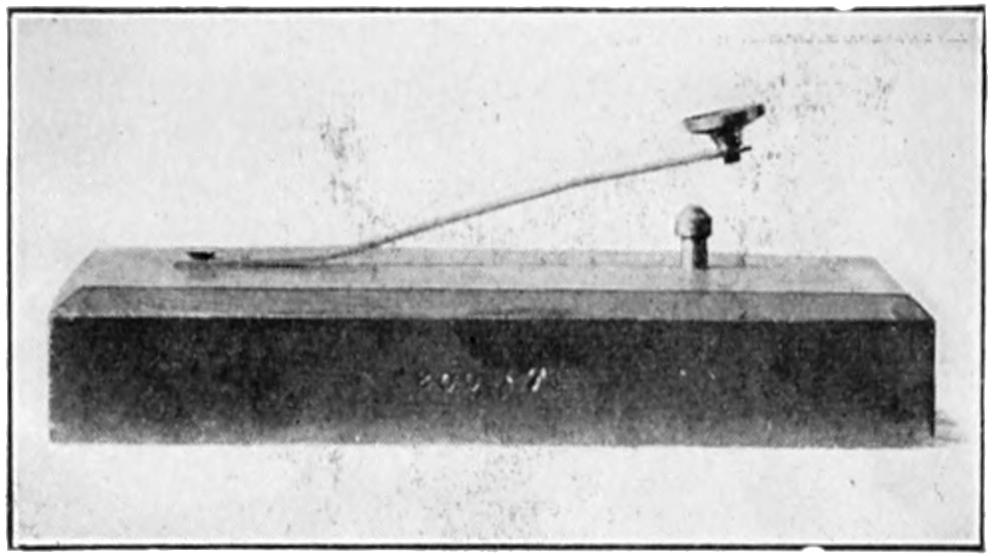
ONE OF THE FIRST KEYS FOR SENDING TELEGRAMS.
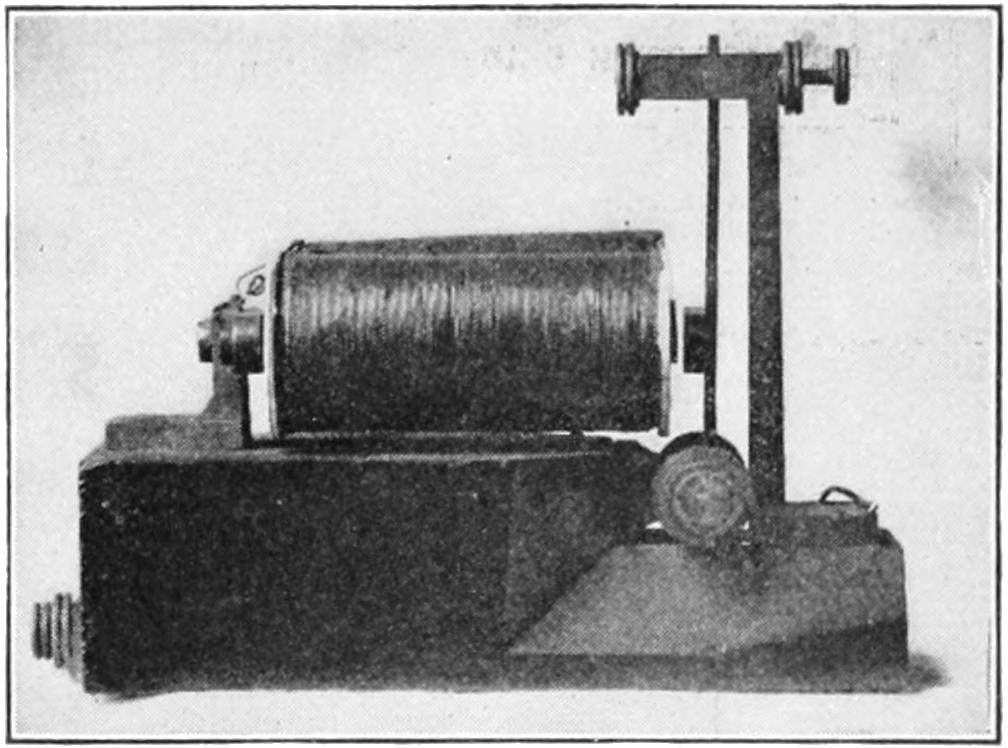
ONE OF THE FIRST RELAYS.
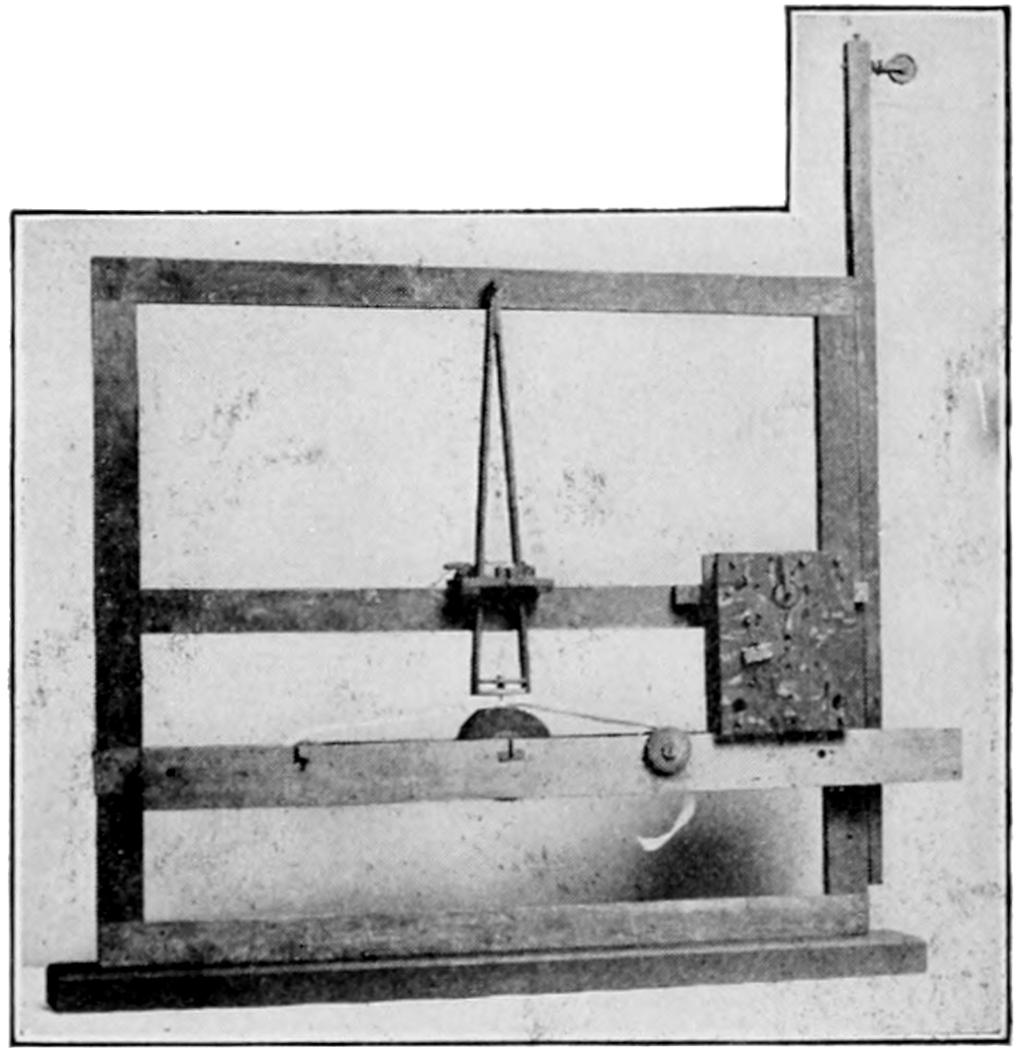
The first recording apparatus. The box on the right contains clock work for pulling a paper tape beneath a sharp point actuated by magnets.
[427]
THE LITTLE INSTRUMENTS THAT CHECK OFF THE WORDS
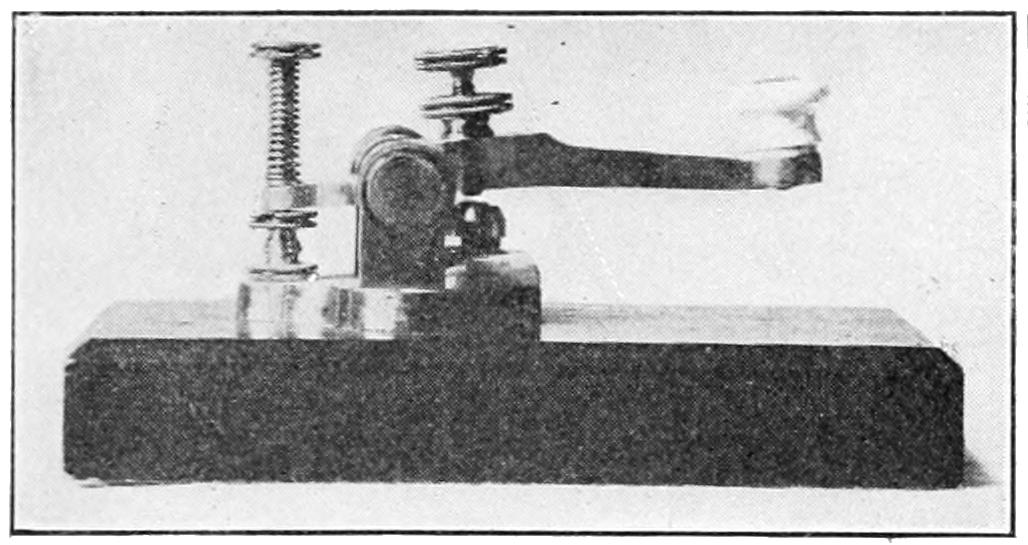
A LATER KEY.
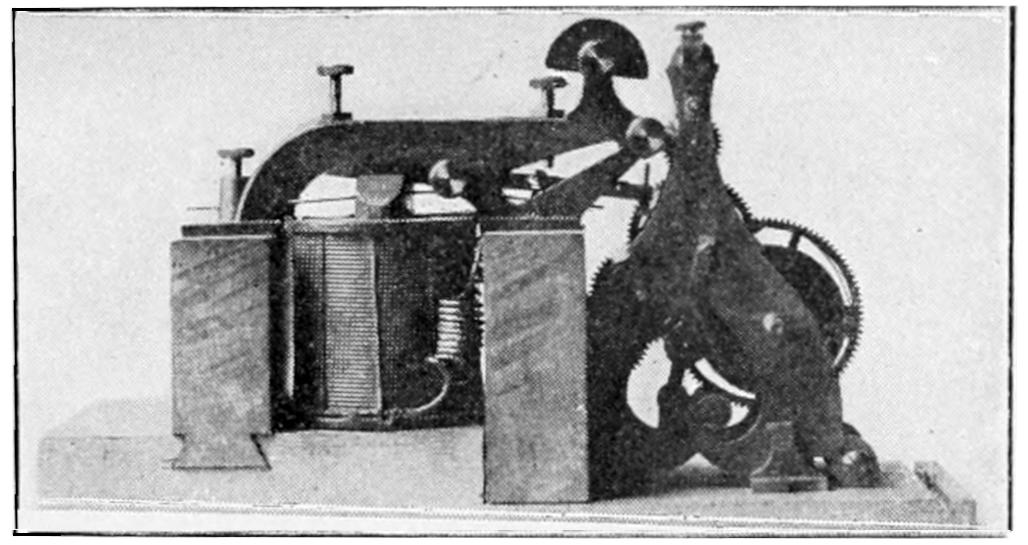
A LATER AND IMPROVED RECORDING INSTRUMENT.
Here we see some early telegraph instruments which have been improved somewhat from the crude devices illustrated on the preceding page. The key answers the same purpose as before, but has been improved by pivoting the lever arm, and having a coil spring, adjustable by means of a screw, so that the weight necessary to press it down can be varied to suit the likings of the operator who uses it. The play of the key or the distance it must be pressed down before it makes an electric contact, can be adjusted by another screw.
The recording instrument here shown is a much neater affair than the cumbersome device which Professor Morse first built. The cumbersome wooden box has been replaced with a neat brass frame containing the clockwork for drawing the paper tape beneath the marking point, which is attached to a piece of iron, or armature, placed just above the magnet.
Below we see the most modern types of Morse instruments. In the center is the key, which is not much changed except that it is built to be low down to a table, so that the operator may rest his forearm on the table top in front of it, and operate the key with his wrist, with less fatigue. The relay at the left is interesting. It shows how little this instrument has changed, except for refinement in its appearance, from the first relay built by Professor Morse. At the right is the Morse sounder, which has replaced the old Morse tape recording instrument. When current goes through the magnets they attract a piece of iron attached to the metal arm and pull it down to strike the brass frame. This makes a click, and when the current is intercepted, the magnets release the arm and a spring pulls it back, making another click. The operator reads the message by listening to the clicks. If the up click comes right after the down click it represents a dot. If there is a pause between them, a dash is represented.
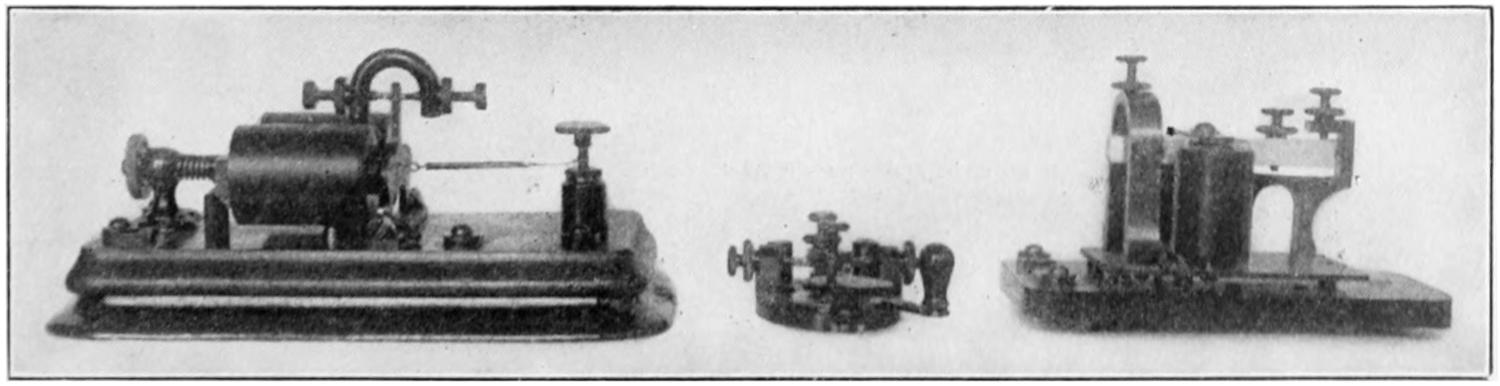
Relay
Key
Sounder
MODERN MORSE INSTRUMENTS
[428]
WHAT OCEAN CABLES LOOK LIKE WHEN CUT IN TWO
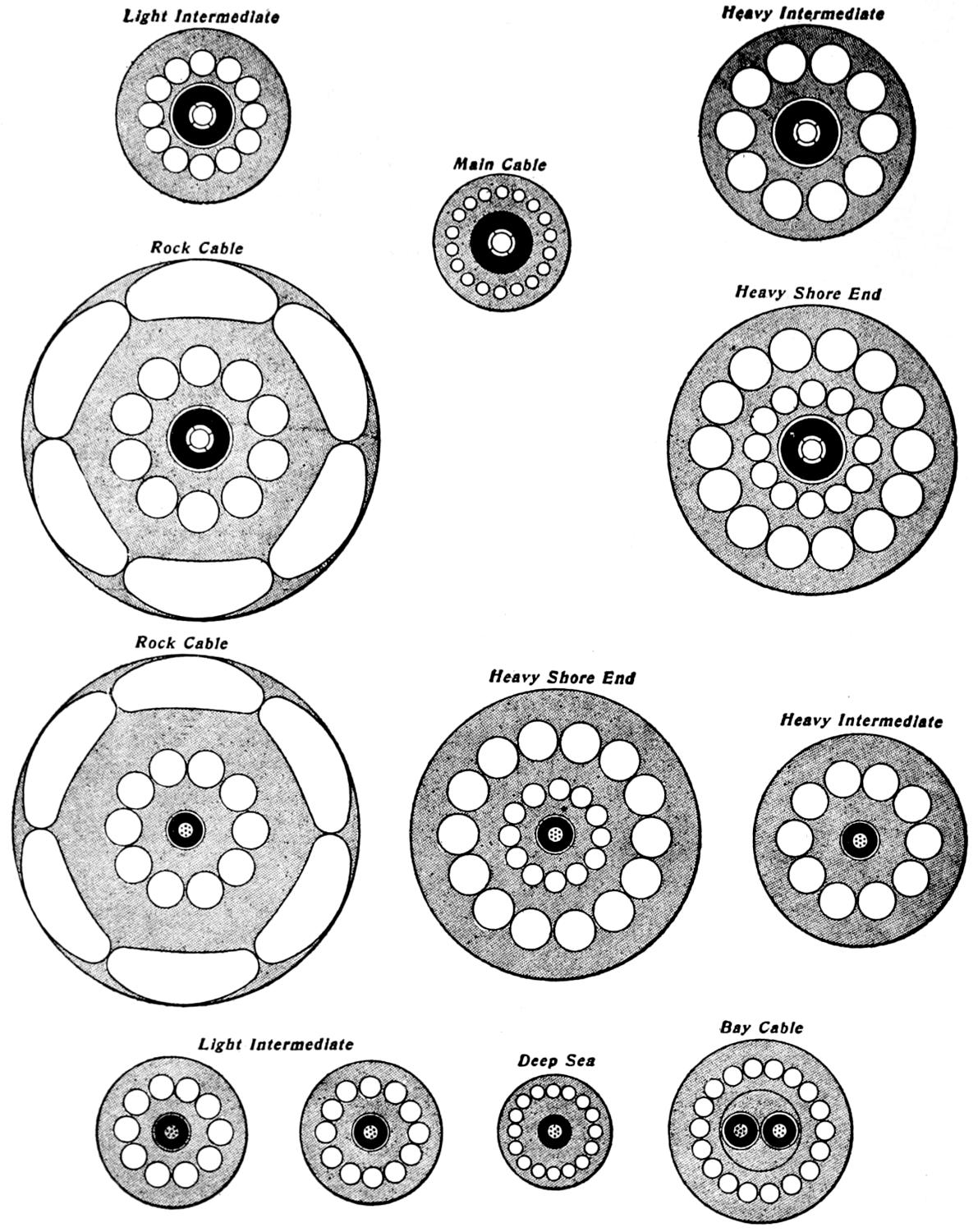
Light Intermediate Heavy Intermediate
Main Cable
Rock Cable Heavy Shore End
Rock Cable Heavy Shore End Heavy Intermediate
Light Intermediate Deep Sea Bay Cable
Fig. 1.—Cables on Vancouver-Fanning Island Section.
Full size.
Core, 600/340.

Yarn Serving & Compound
16 No. 13 (·095) Galvanized Wires
Jute Serving
Gutta Percha
Copper Conductor
Fig. 2.—Cables used on Fiji-Norfolk Island-Queensland and New Zealand Sections. Full size. Core 130/130.
This picture shows cross-sections of a cable which runs from Vancouver, B. C., to Australia and New Zealand. A cable is not laid with a uniform cross-section. On the floor of the ocean, perhaps miles below the surface, the cable rests quietly and is not moved by storms which generate great waves on the surface of the water. As the cable approaches the shore, the movement of the water goes deeper and the cable must be made heavier to prevent it from being worn by movement on the bed of the ocean. Where the cable passes over a rocky bottom, it is made much larger in diameter and is heavily armored.
[429]
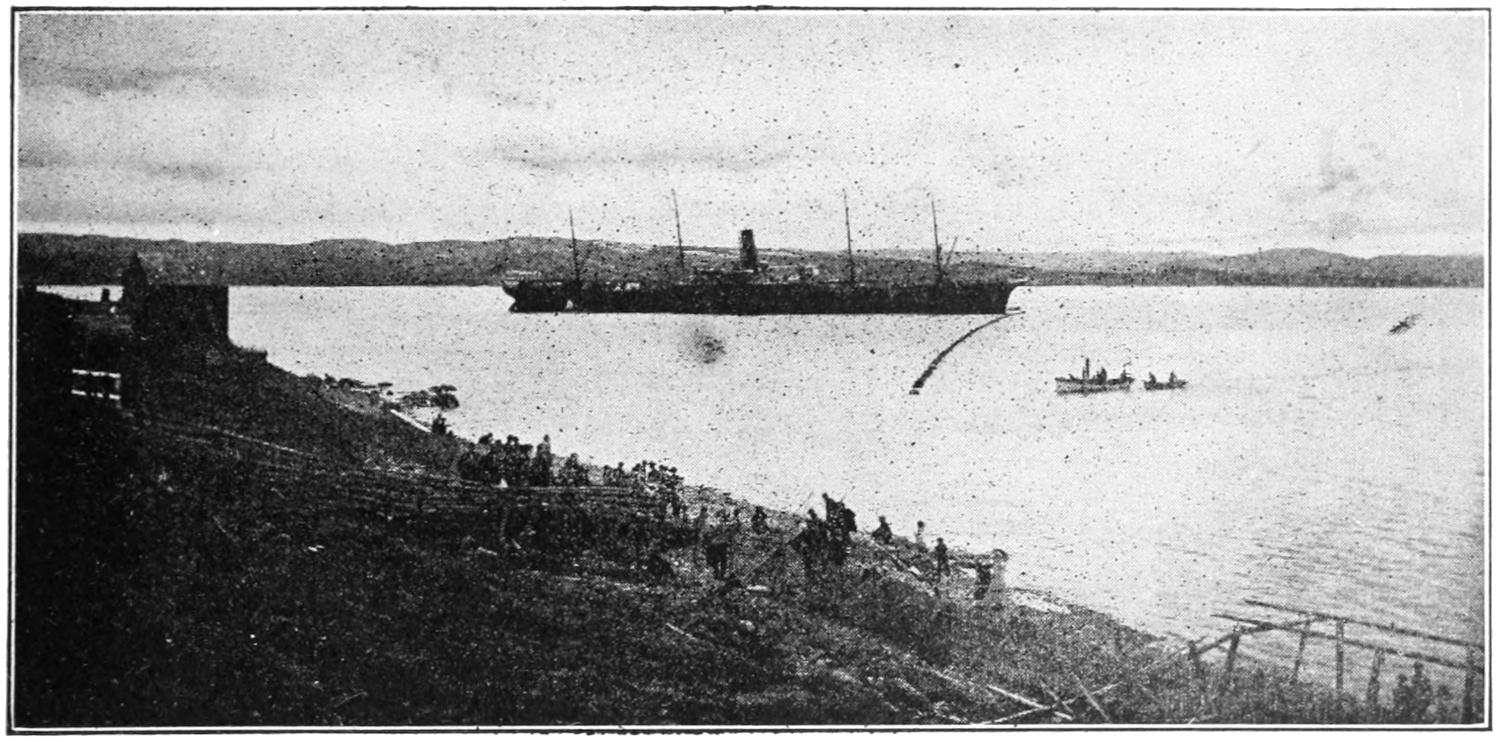
Here is the cable steamship “Colonia” laying the shore end of a cable. Note the row of floats upon the water which carry the cable until the end in the cable office is firmly fastened. When this is accomplished the floats are removed and the cable sinks to the bottom.
A submarine telegraph cable as usually made consists of a core in the center of which is a strand of copper wire which varies in weight from seventy to four hundred pounds to the mile. Strands of copper wire instead of one thick wire of copper are used, because the former is more flexible. The copper conductor is covered with several coatings of rubber of equal weight to the copper wires. After this comes a coating of jute serving, then a layer of galvanized iron wires and finally a layer of yarn and compound which forms the outer covering of the cable. In addition to this where the cable lays among rocks that might injure it, chains are securely wrapped around it, so as to prevent wear and tear as much as possible.
You may not have known it, but the cable which lies on the bottom where the water is deepest is never so large as nearer the shore or in shallow water. Little by little the men who lay and look after cables have found that it is best to have a specially constructed outer covering for different depths and character of bottoms so as to provide the least possible danger of damage through the action of the water on the bottom.
When the cable of sufficient length is completed, it is carried to a specially equipped vessel which has a great tank for holding the cable and the necessary machinery for lowering it over the end of the ship into the water. The cable is carefully coiled in the tank, the different coils being prevented from adhering by a coat of whitewash. First then, a sufficient length of cable is paid out to reach the cable house or shore. Here it is finally tested to see that the entire length of cable is in working order. If satisfactorily tested, the vessel steams slowly away on the course outlined, paying out the cable as she goes.
[430]
STORING A CABLE LONG ENOUGH TO CROSS THE OCEAN
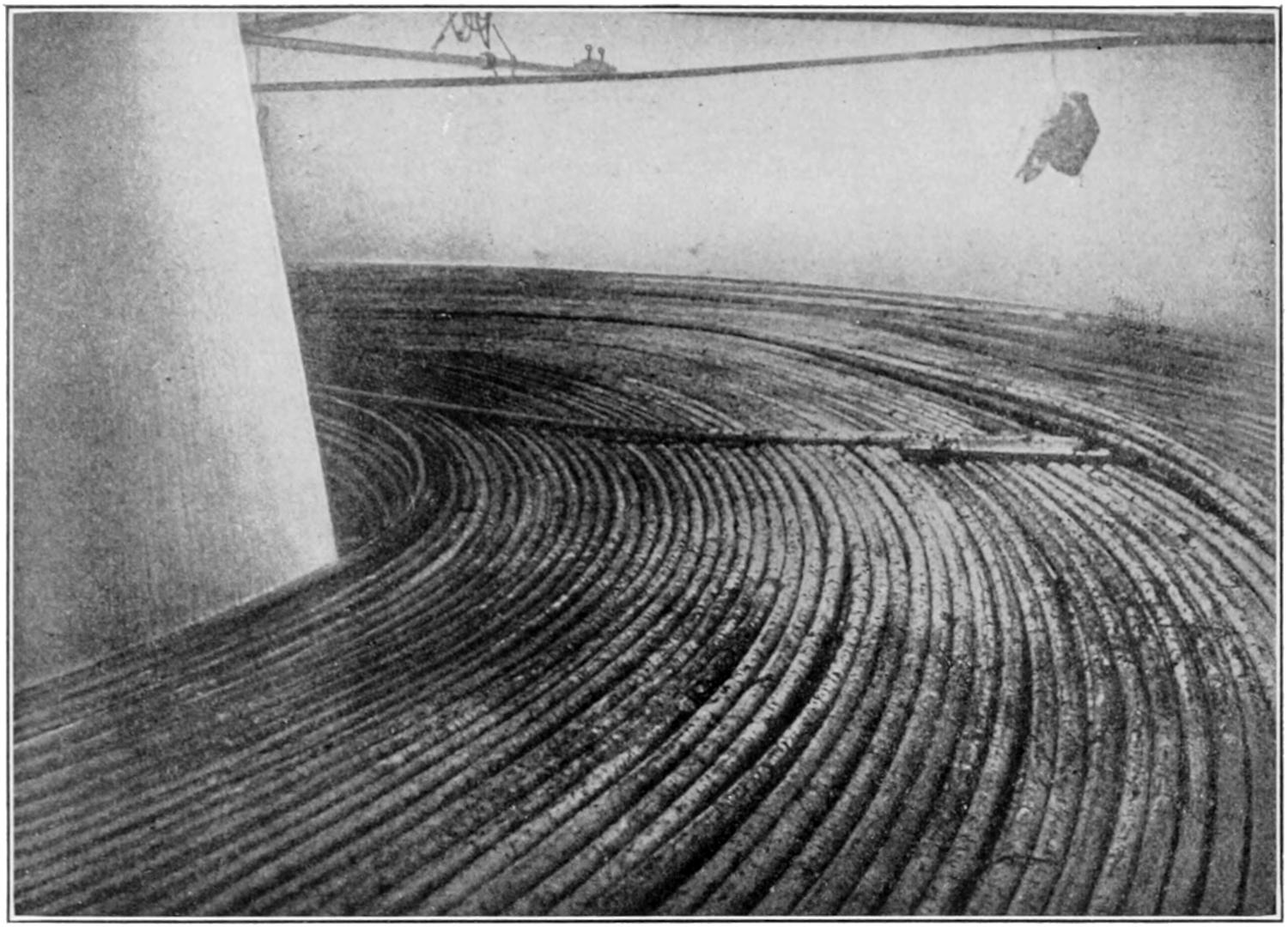
Here we see a cable coiled round and round in the tank which holds it on board the cable ship.
In the front of the picture we see the cable coming from the tank in which it is coiled. It goes over the drum of the paying-out machine and thence to the bow of the ship, where it passes over big sheaves or pulleys and down into the ocean.
[431]
THE MACHINERY ON A CABLE SHIP
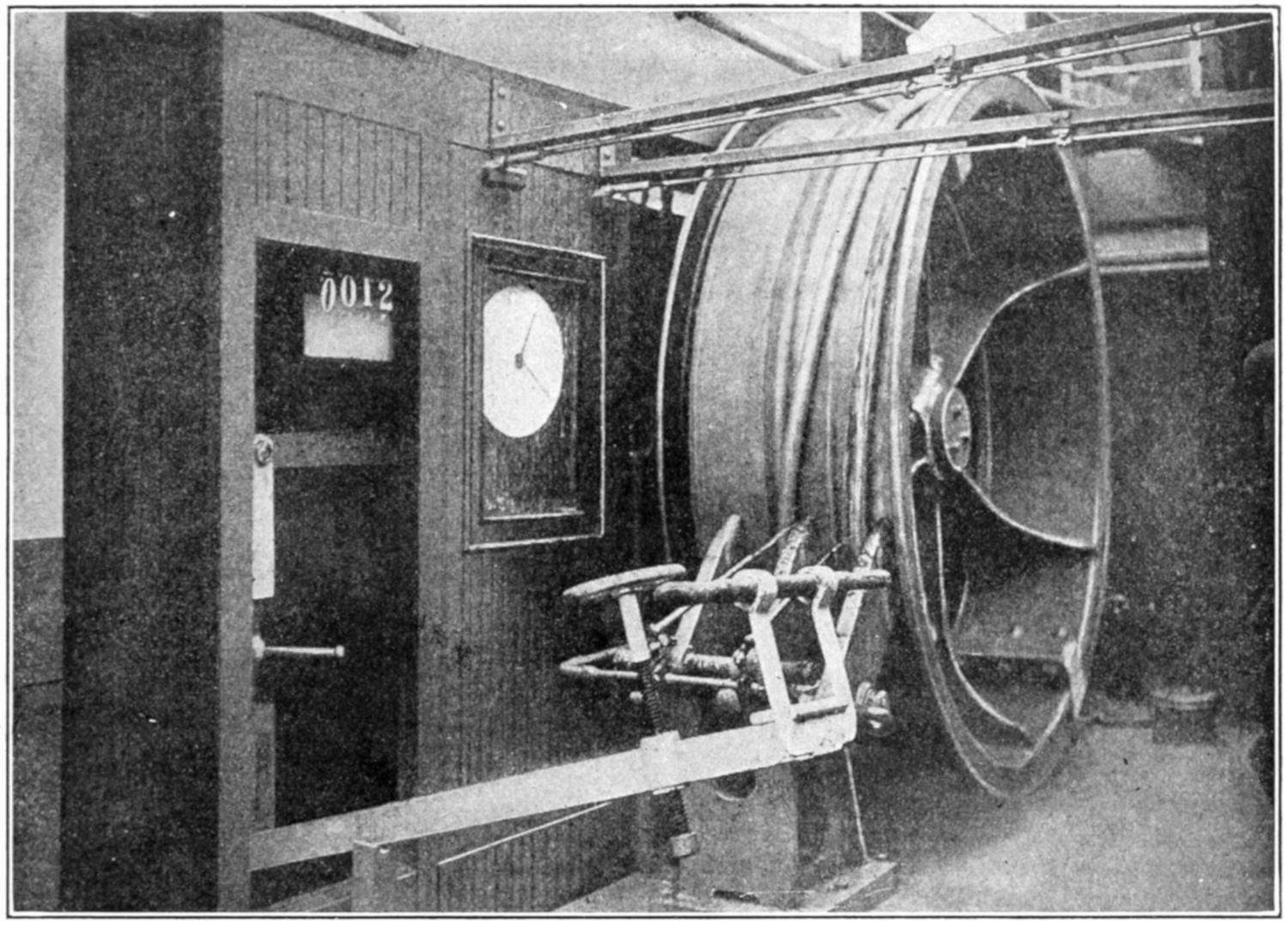
The paying-out machine. The cable makes a couple of turns around the big drum, which is connected to the dial, so that the dial indicates the length of cable which has been paid out into the sea.
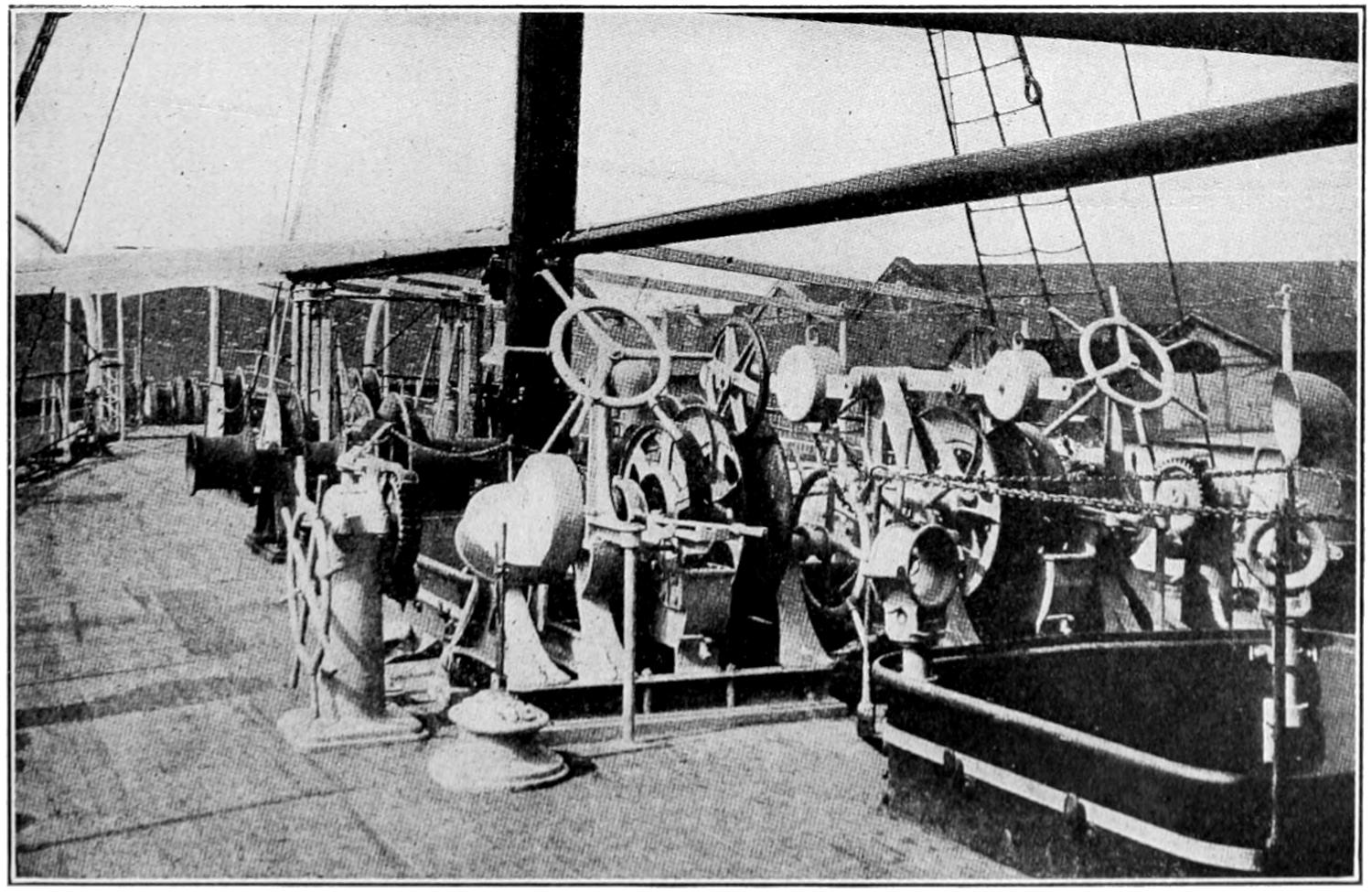
The upper forward deck of the cable steamship “Telconia,” showing the gear which is used in paying out the cable. Away in the bow are the big sheaves over which the cable goes into the sea. Nearer is a dynamometer which measures the tension on the cable.
[432]
HOW THE CABLE IS DROPPED INTO THE OCEAN
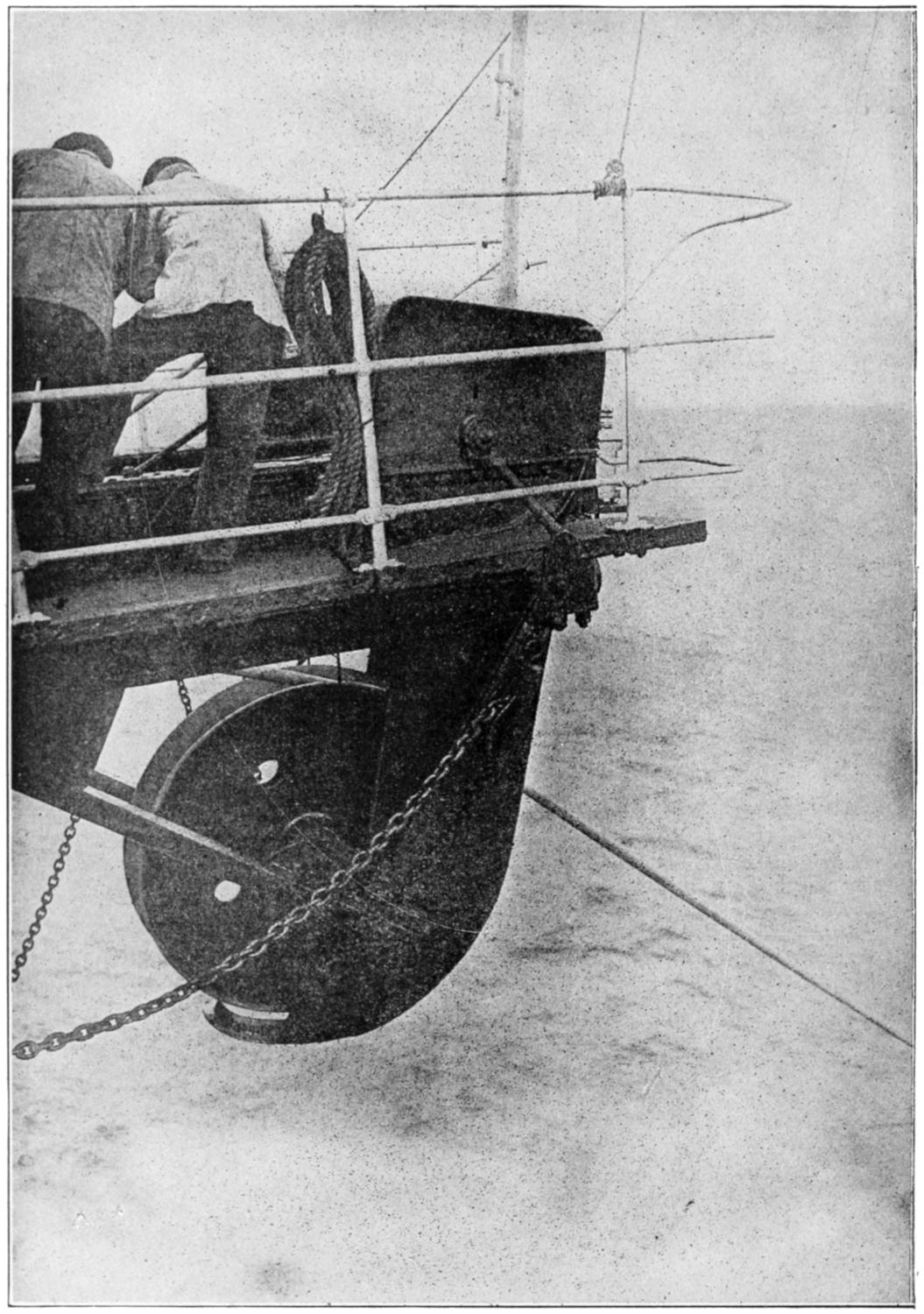
Here we see the cable on the lead, as it is called, passing over the big bow sheave from which it dives into the depths of the sea.
[433]
The vessel must pay out more than a mile of cable for every mile she travels because there must be enough slack allowed at the same time to provide for the unevenness of the bottom of the sea. For this purpose the amount of cable paid out must be measured. This is done by the paying-out machine, which is shown in one of the pictures. The difference between the speed of the ship and the amount of cable paid out gives the amount of slack. Too much slack would also be bad, so that it is a very pretty problem to pay out just enough and both the speed of the vessel and the rate of paying out the cable must be watched carefully.
One of the greatest wonders accomplished by the ingenuity of man is the ocean telegraph, by which we flash messages back and forth under the sea between the continents and completely around the world.
Hardly had the telegraph become an established fact, before Professor Morse, who made the telegraph practical, expressed the belief that a telegraph line to Europe by means of a wire laid on the bottom of the ocean was easily possible at some future time. Mr. Cyrus W. Field, the first to lay an ocean cable successfully, heard him and in his own mind said “Why not now?” The idea fixed itself so thoroughly in his resolute mind that he soon said to himself “It shall be done,” and went to work, and labored incessantly through twelve years of failure and discouragement before he accomplished his task, which was a great compliment to this giant of American stick-to-it-iveness.
While many doubted the feasibility of the project and others thought it the dream of a disordered brain, Mr. Field found many who believed in him and his idea and who loaned him their financial support for the undertaking.
THE CABLE ARRIVES ON THE OTHER SIDE
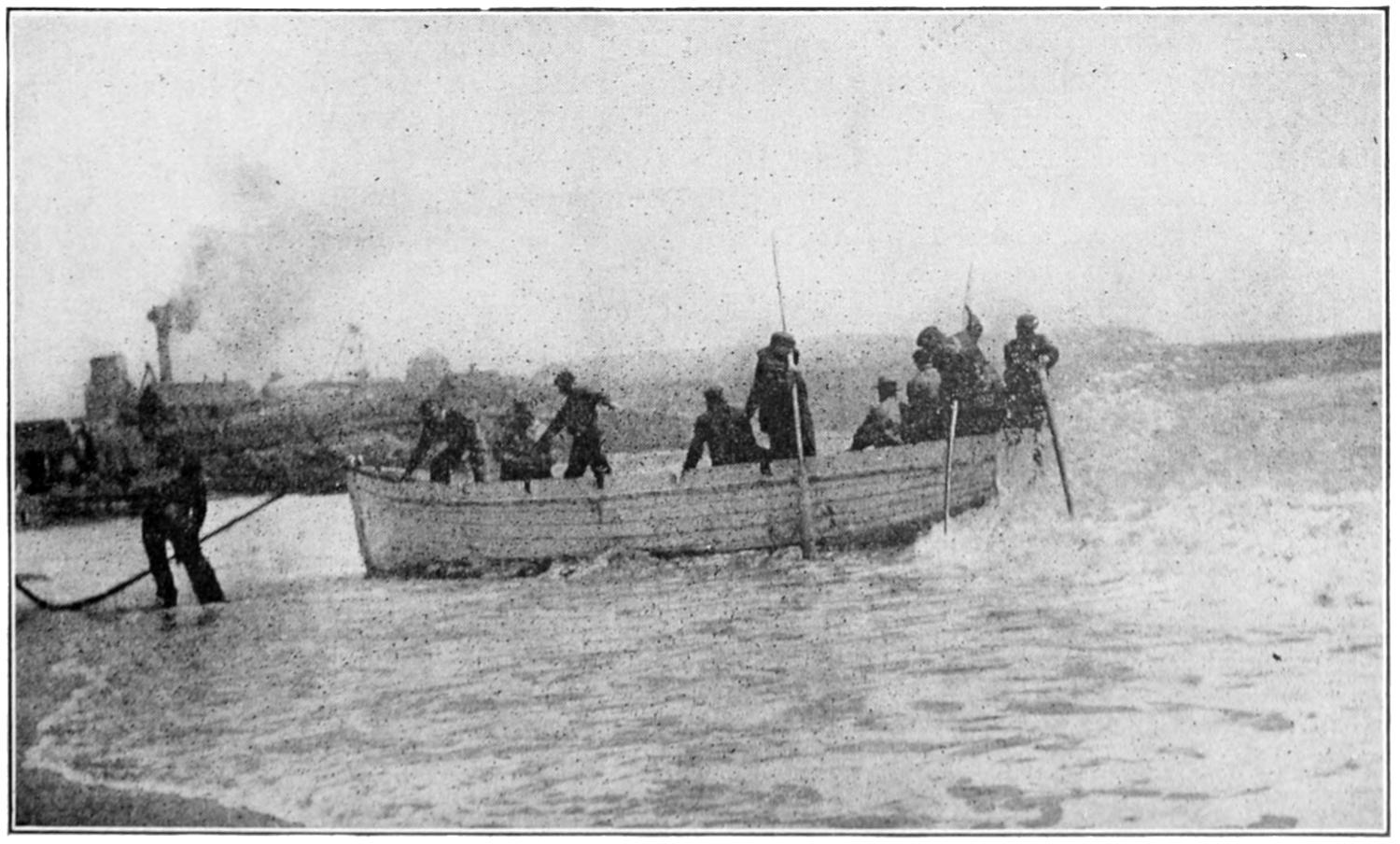
Landing the shore end of a cable. The cable is supported on several boats and this picture shows the inshore boat with the end of the cable reaching the beach with the seas breaking over her.
[434]
THE MEN WHO MADE THE OCEAN CABLE POSSIBLE
THE PIONEERS OF THE FIRST OCEAN CABLE.
American genius had not at that time asserted its supremacy in mechanics and so the first cable had to be made in England; so Mr. Field ordered one long enough to stretch from the west coast of Ireland to the eastern point of Newfoundland. English capitalists subscribed the money and the United States provided the vessel in which to store and from which to drop the cable into the ocean.
Upon the first attempt to lay the cable, every thing went along nicely for six days, and then suddenly the cable broke when three hundred and thirty-five miles had been laid, and many said it could not be done. Mr. Field, however, full of American pluck and determination, said “We will try again.” A second attempt was made with two ships, the U. S. S. “Niagara” and H. M. S. S. “Agamemnon.” Each ship carried half the cable and they traveled in company to the middle of the ocean. There the two pieces of the cable were spliced together and the ships started for the shores in opposite directions. Again, however, when only a little of the cable had been paid out—a little more than one hundred miles in fact—the cable broke and both ships were forced to return to England.
In his third attempt the cable was finally laid clear across the ocean and fastened at both ends. When tried it was found to work successfully and Queen Victoria and President Buchanan were able to exchange greetings upon the achievement of a wonderful work. The people celebrated the event on both sides of the ocean, but in the midst of the festivities, while a message was being flashed, something happened to the cable—what, we have never been able to learn—and the cable was silent, forever.
Nothing daunted, however, Mr. Field by his great courage induced his backers to buy him another cable and the “Great Eastern” sailed upon what was to be a most successful mission. Starting from the American side with the greatest steamship then known in charge of the previous cable, the other end was successfully landed at Hearts Content, Ireland, on July 27, 1866, in perfect working order, and the question of the ocean telegraph was solved.
[435]
HOW CABLES ARE REPAIRED
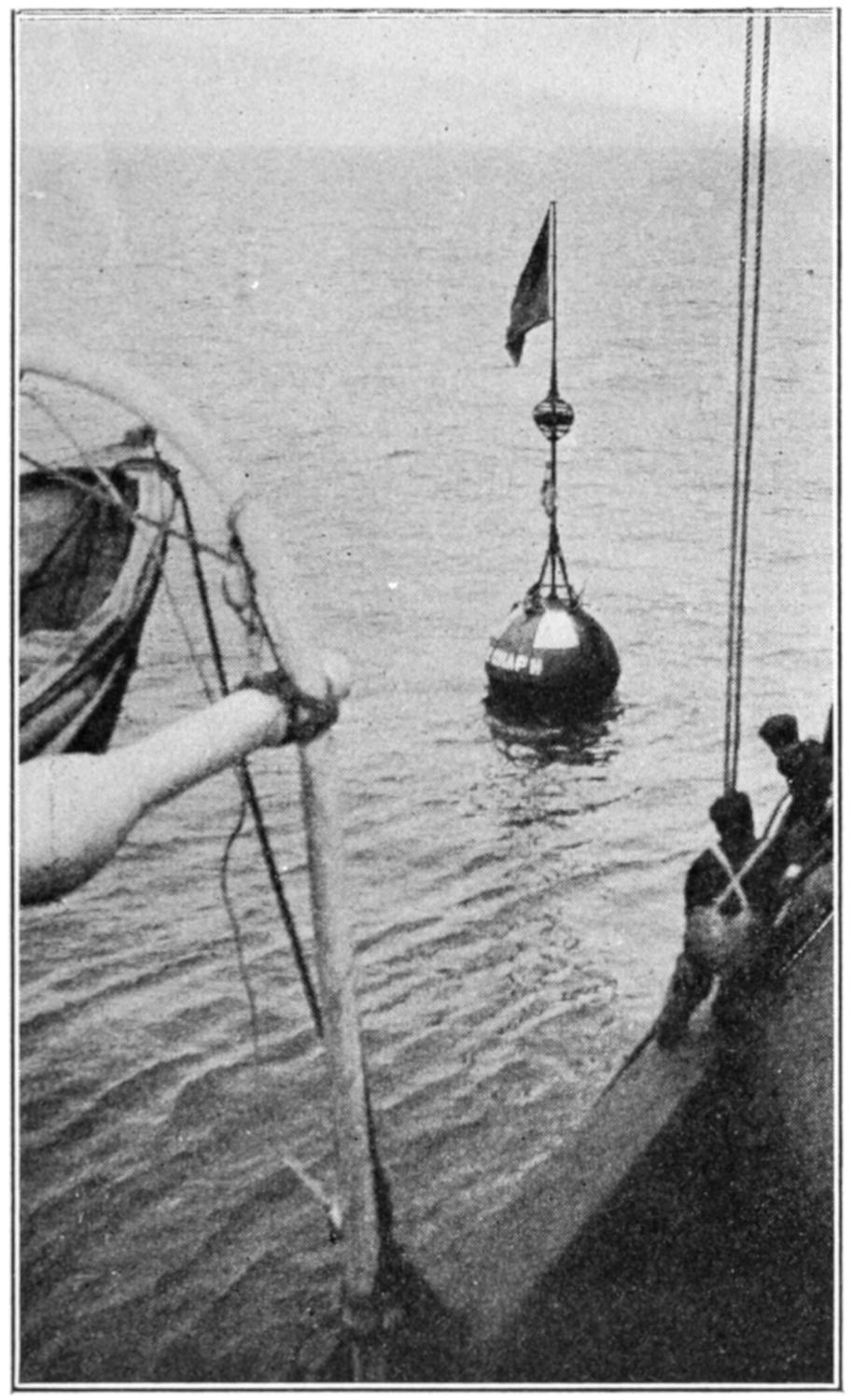
Here is a buoy which is anchored to the cable. The cable ship will pick it up and haul up the cable to the surface for inspection and perhaps it will have to be repaired.
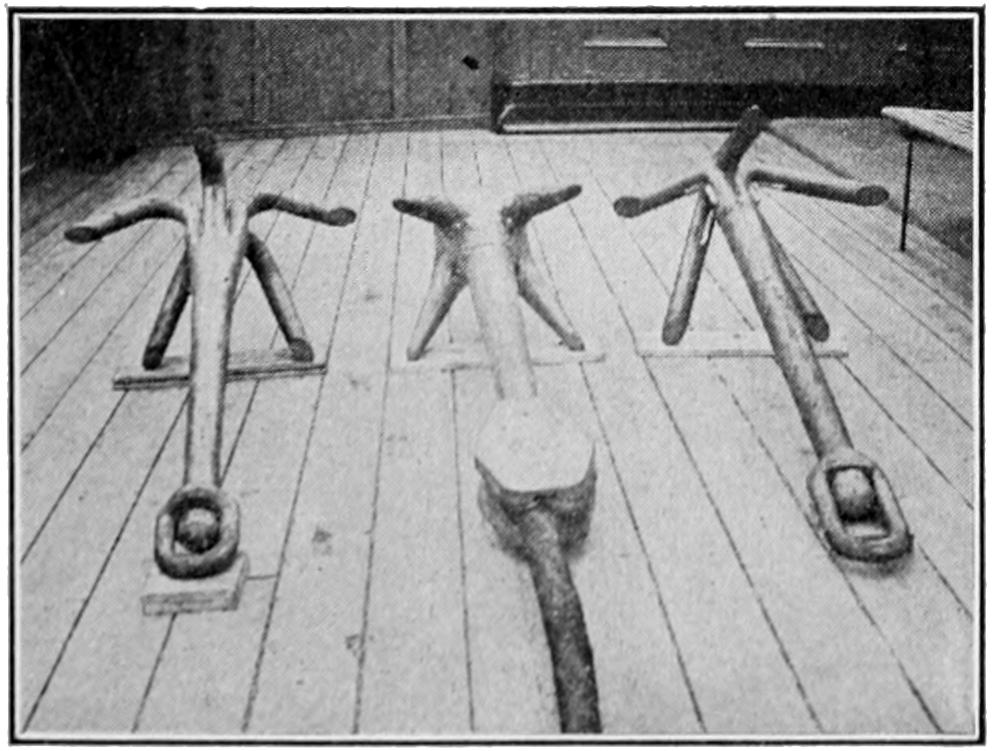
Three grapnels used for picking up a cable from the bed of the ocean. On the left is a common grapnel. In the middle is a special grapnel known as Trott-Kingsford. On the right is the ordinary cutting grapnel. Note the knives on the shaft and the insides of the prongs.
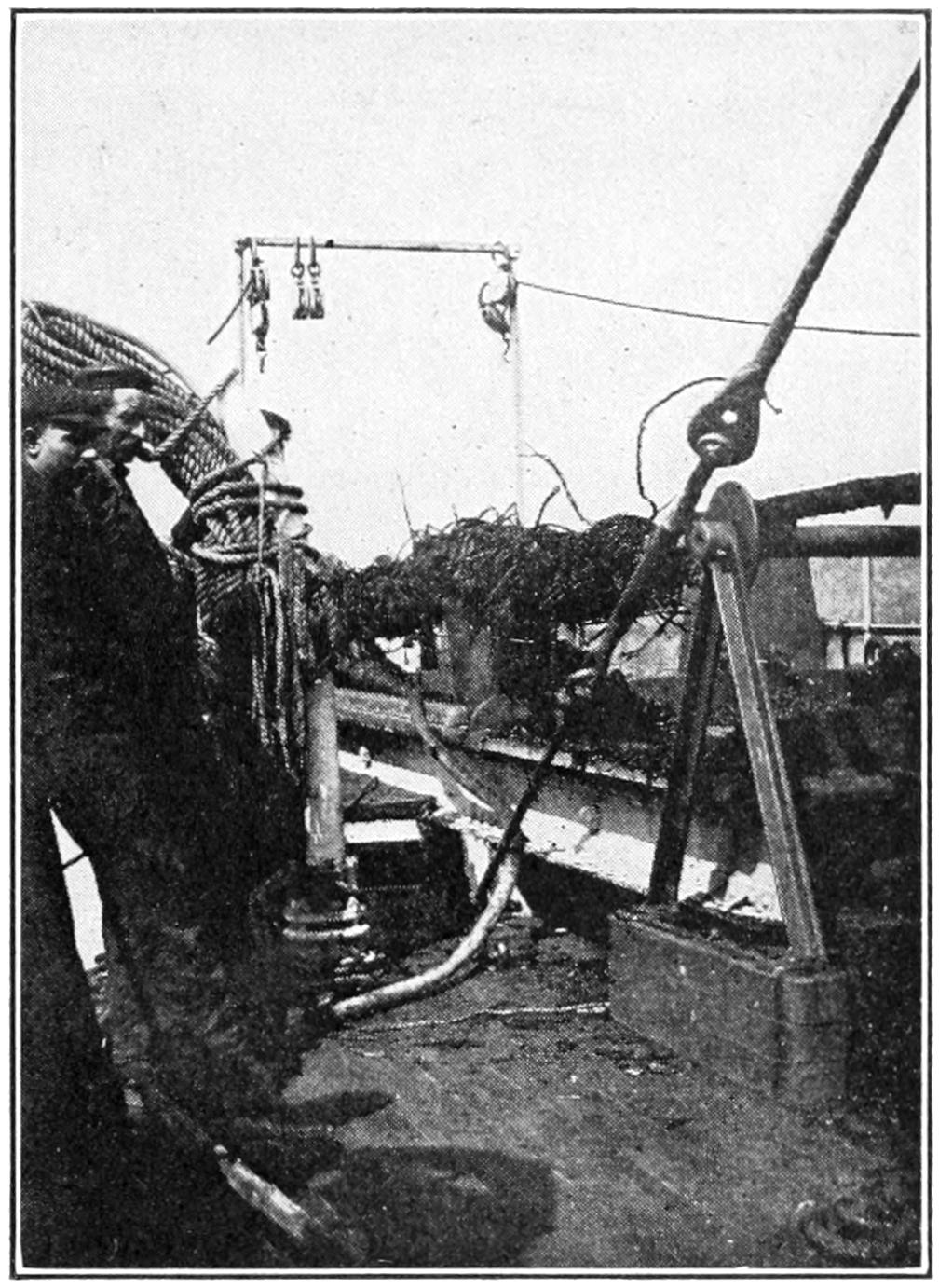
In this picture we see a portion of a cable which has been fouled by the anchor of a ship and badly damaged. Note how the wires are bunched. The cable splicers will go to work on this and put in a new piece of cable, after which it will be let down into the sea again.
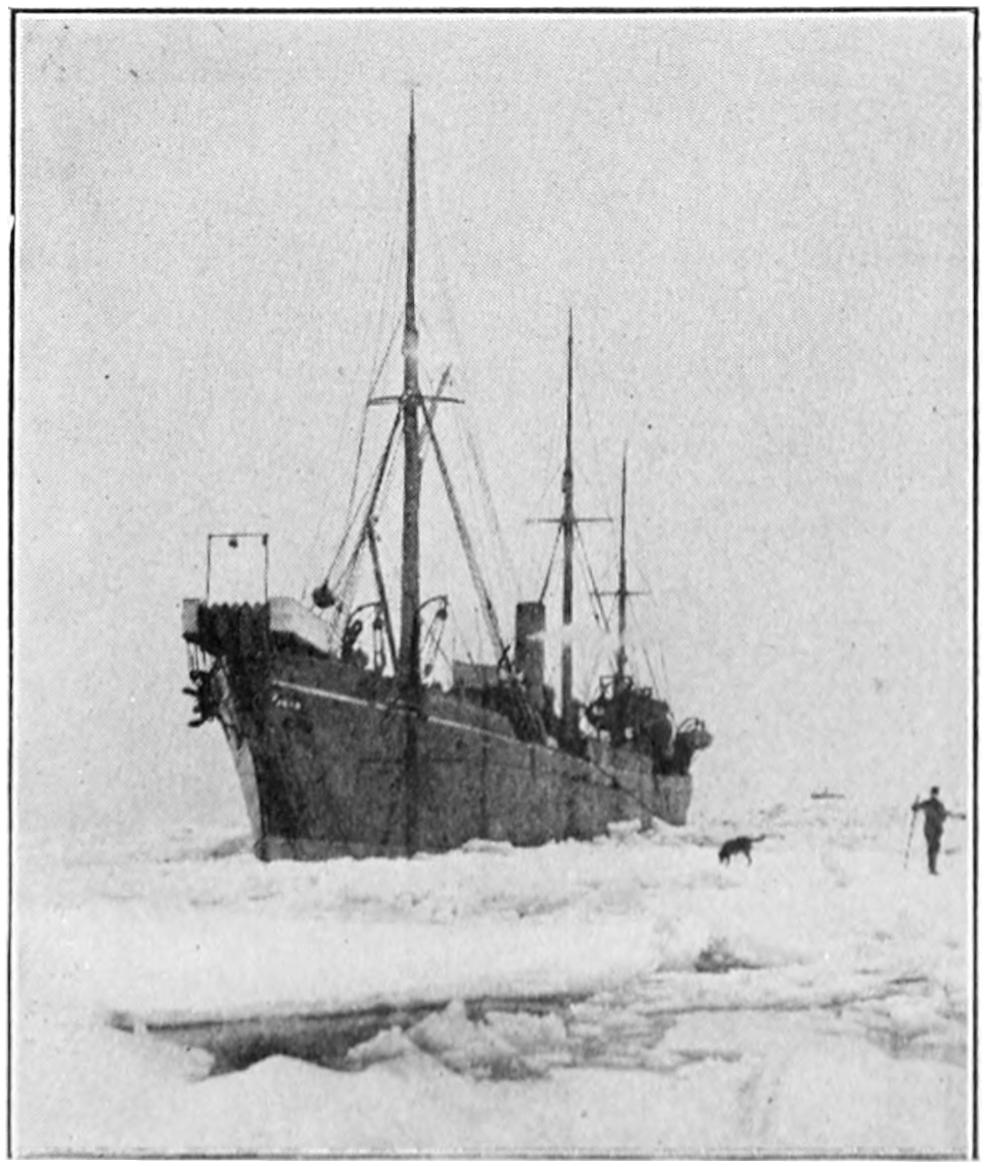
The Western Union Cable ship “Minia,” fast in an ice field.
[436]
POWERFUL ENGINES NEEDED ON CABLE REPAIR SHIPS
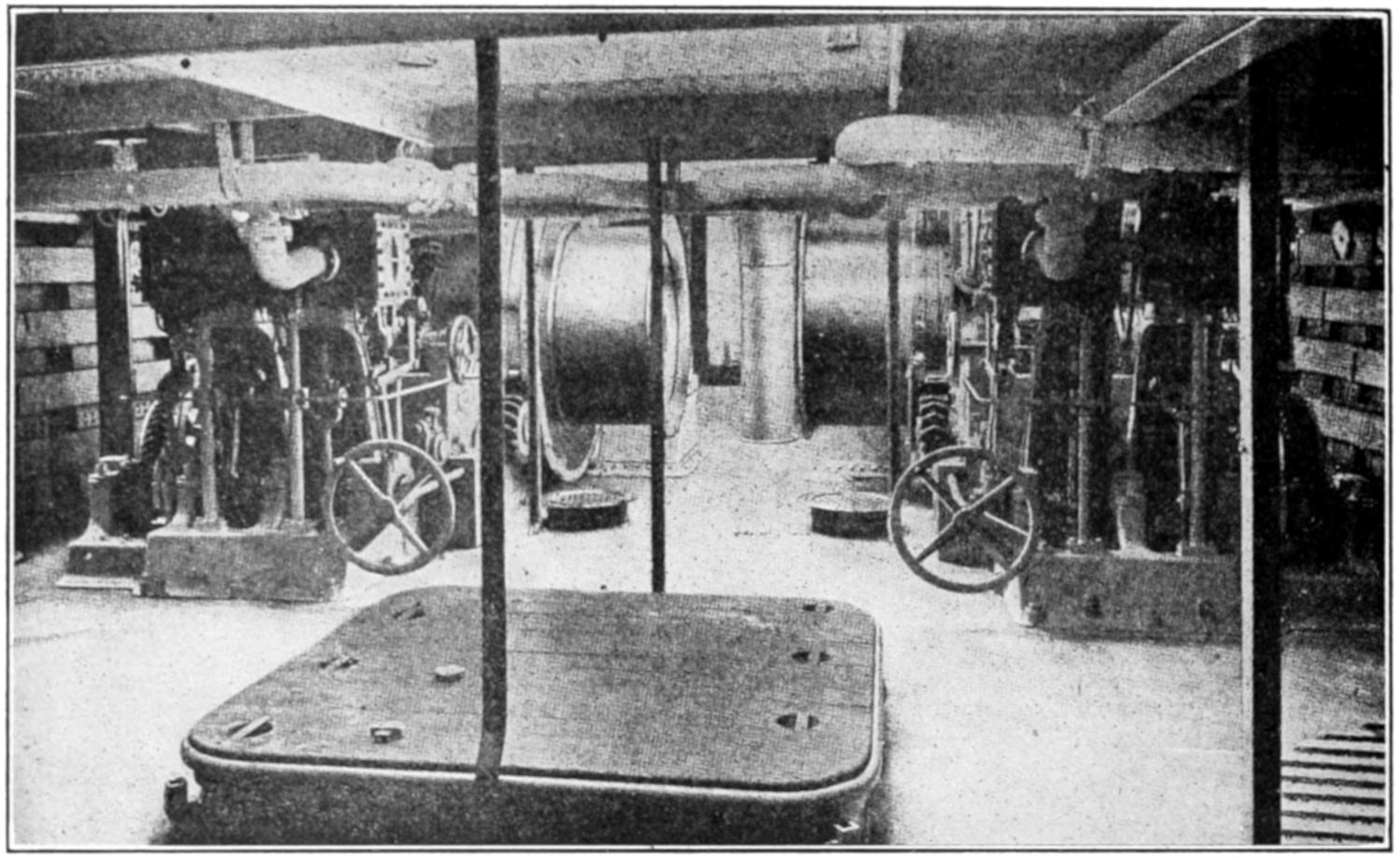
Here are the powerful engines which are used for picking up a cable which has to be raised from the bottom of the sea for inspection or repair.
In this picture we see men at work splicing a cable which has been picked up out of the depths of the sea and found to be damaged.
[437]
THE SHIP WHICH HELPED IN LAYING THE FIRST CABLE
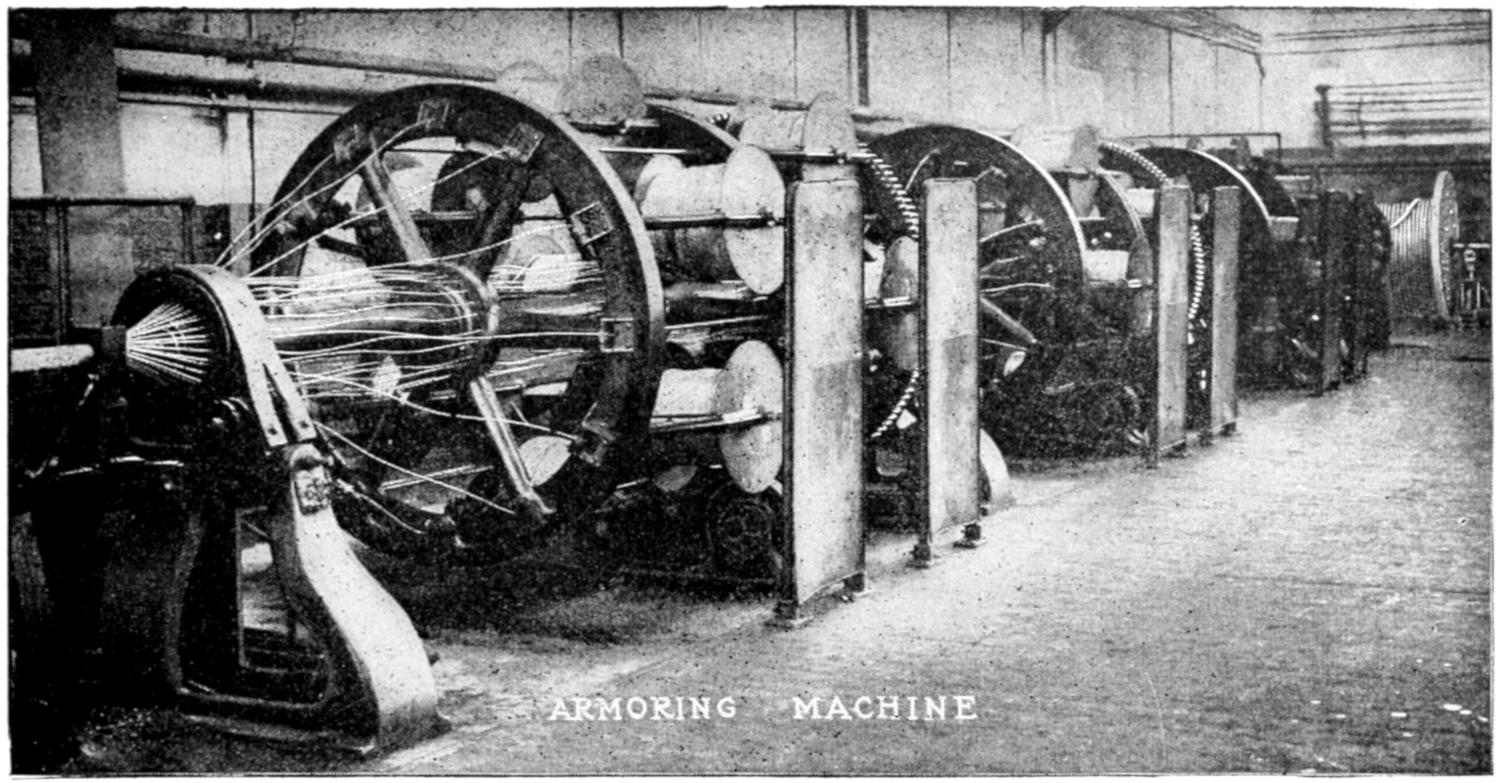
ARMORING MACHINE
Here is one of the machines used for armoring the cable. By armoring is meant winding steel wires around and around the cable to protect it from being cut by sharp rocks on the bottom or by deep sea animals like the teredo, which might attack it.
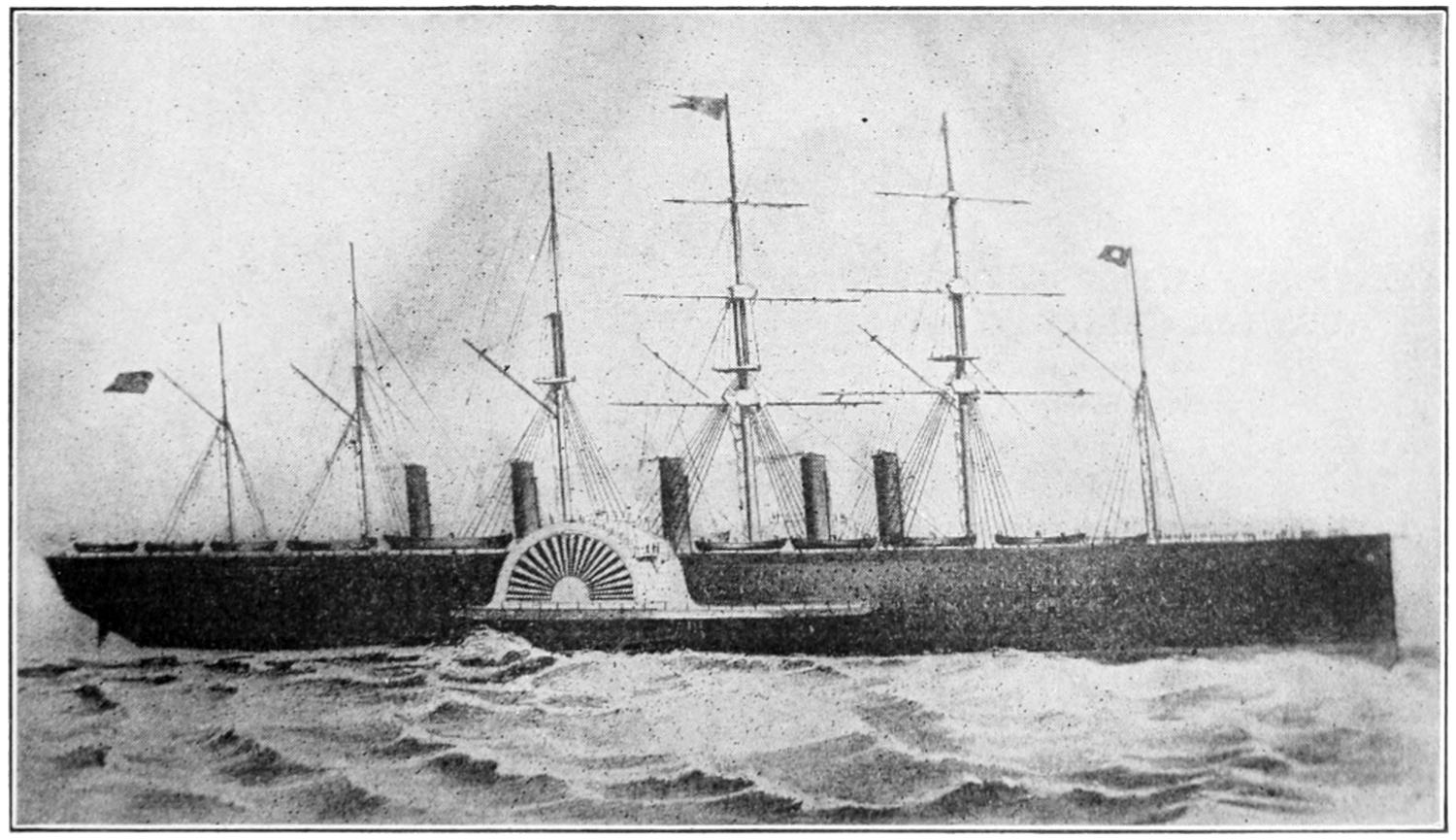
The “Great Eastern” which was the first ship to carry a cable across the Atlantic Ocean.

This is a section of a telephone cable, known as a “bulge.” It contains inductance coils to offset what is called the condenser capacity of the cable, which would otherwise cause the talking to become blurred.
[438]
THE DOTS AND DASHES WHICH FLASH ACROSS THE SEA
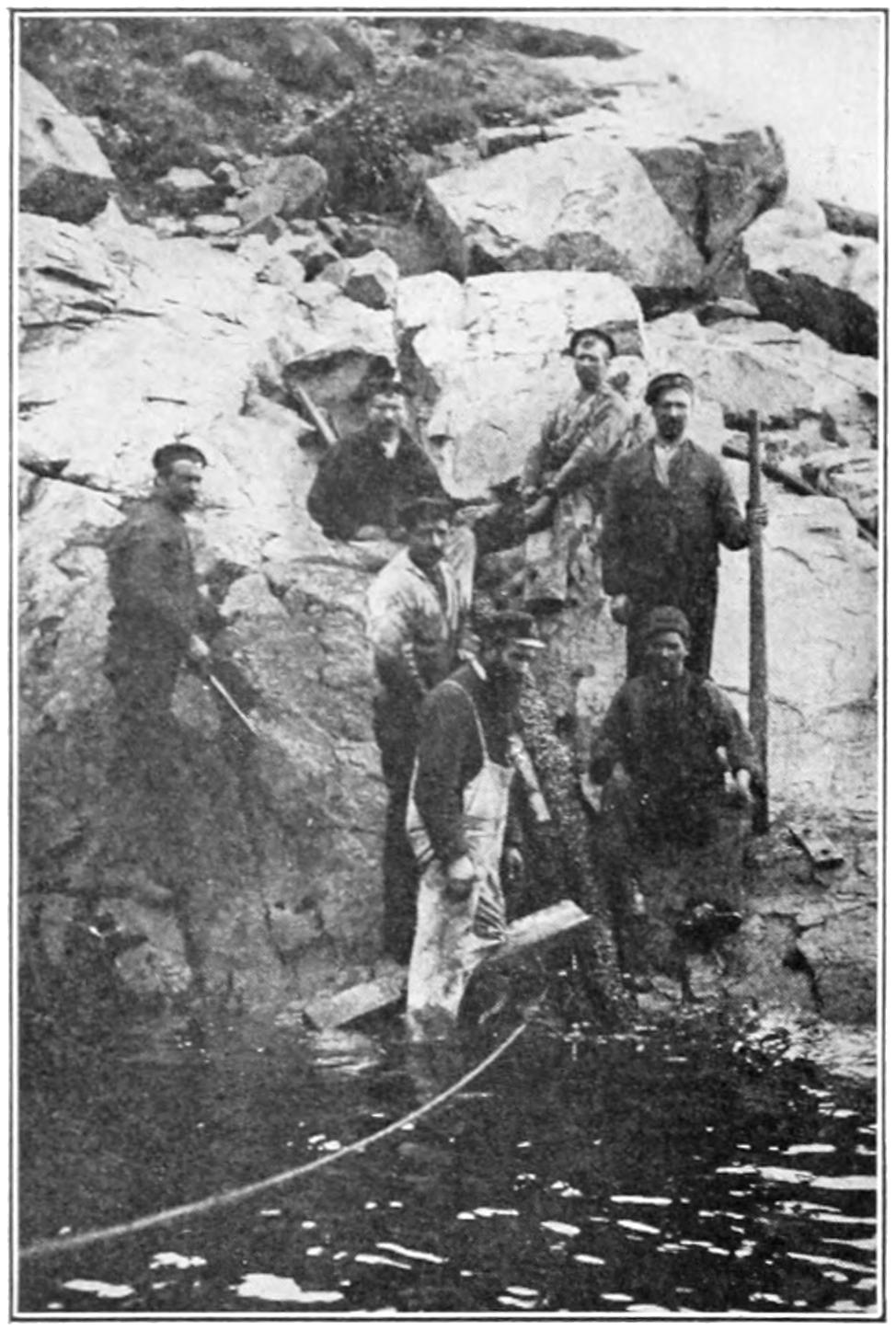
CONTINENTAL MORSE CODE SIGNALS USED IN CABLE WORKING
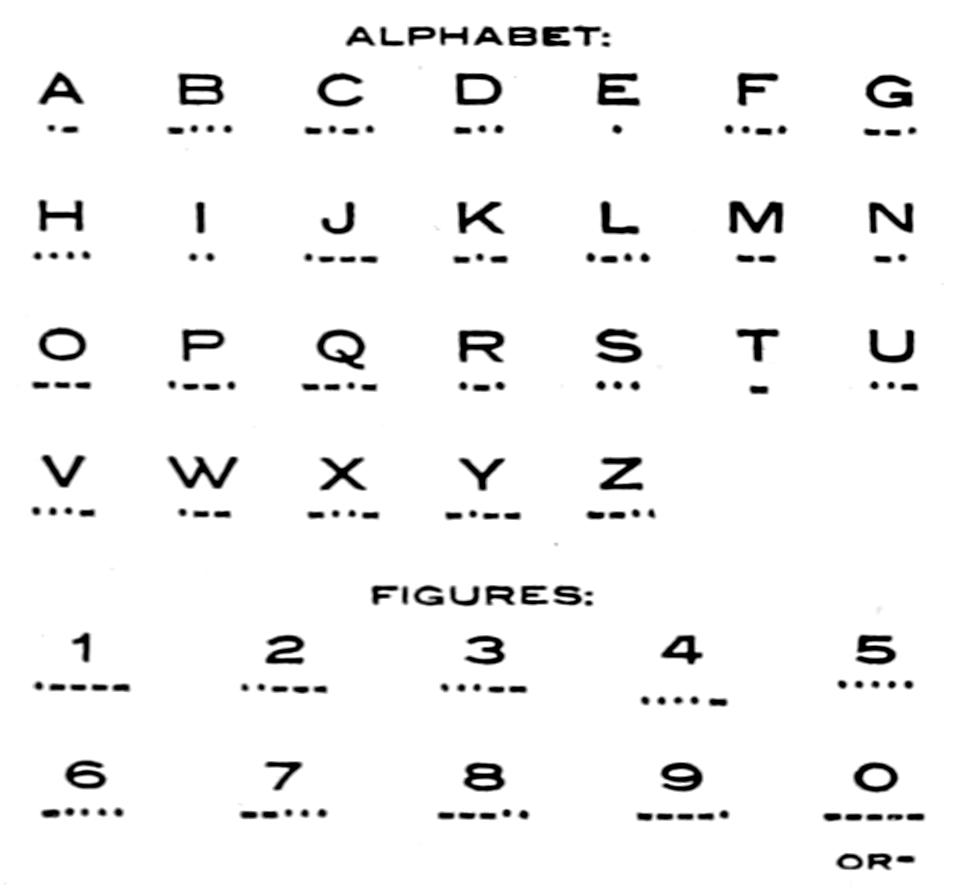
Making repairs to a cable where it comes out of the sea on to a bold rocky shore. Note how the cable is wound with chain to protect it from the rocks.
Facsimile of Continental Morse Alphabet as Signalled Across the Atlantic and Copied on Tape by Siphon Recorder Instrument at the Receiving Station. Signals Enlarged for Purposes of this Illustration.
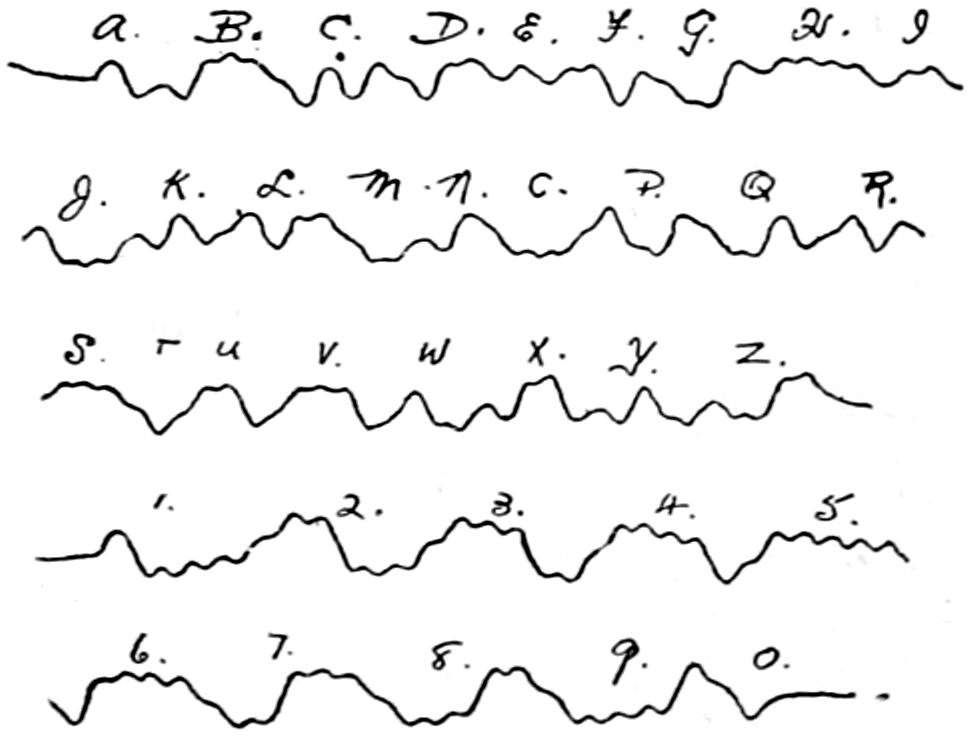
Same Signals as They Appear in Actual Working
Here are two photographs showing the continental Morse code signals used in cable working and the signals as they are received by the siphon recording instrument at the receiving station. This siphon recorder is in practical use in the cable world. The dots and dashes sent into the wire on one side of the ocean according to the Morse code, cause the siphon recorder through the means of electrified ink to make a waving line on a tape. The signals are readily reducible again if necessary to the dots and dashes of the Morse code because dots make deflections to one side of the center of the tape and dashes to the other. The operator who receives the message can therefore readily read it.
| ALPHABET: | ||||||
| A | B | C | D | E | F | G |
| · — | — · · · | — · — · | — · · | · | · · — · | — — · |
| H | I | J | K | L | M | N |
| · · · · | · · | · — — — | — · — | · — · · | — — | — · |
| O | P | Q | R | S | T | U |
| — — — | · — — · | — — · — | · — · | · · · | — | · · — |
| V | W | X | Y | Z | ||
| · · · — | · — — | — · · — | — · — — | — — · · | ||
| FIGURES: | ||||
| 1 | 2 | 3 | 4 | 5 |
| · — — — — | · · — — — | · · · — — | · · · · — | · · · · · |
| 6 | 7 | 8 | 9 | 0 |
| — · · · · | — — · · · | — — — · · | — — — — · | — — — — — |
| OR — | ||||
[439]
TO-DAY THERE ARE MANY CABLES ON THE BOTTOM
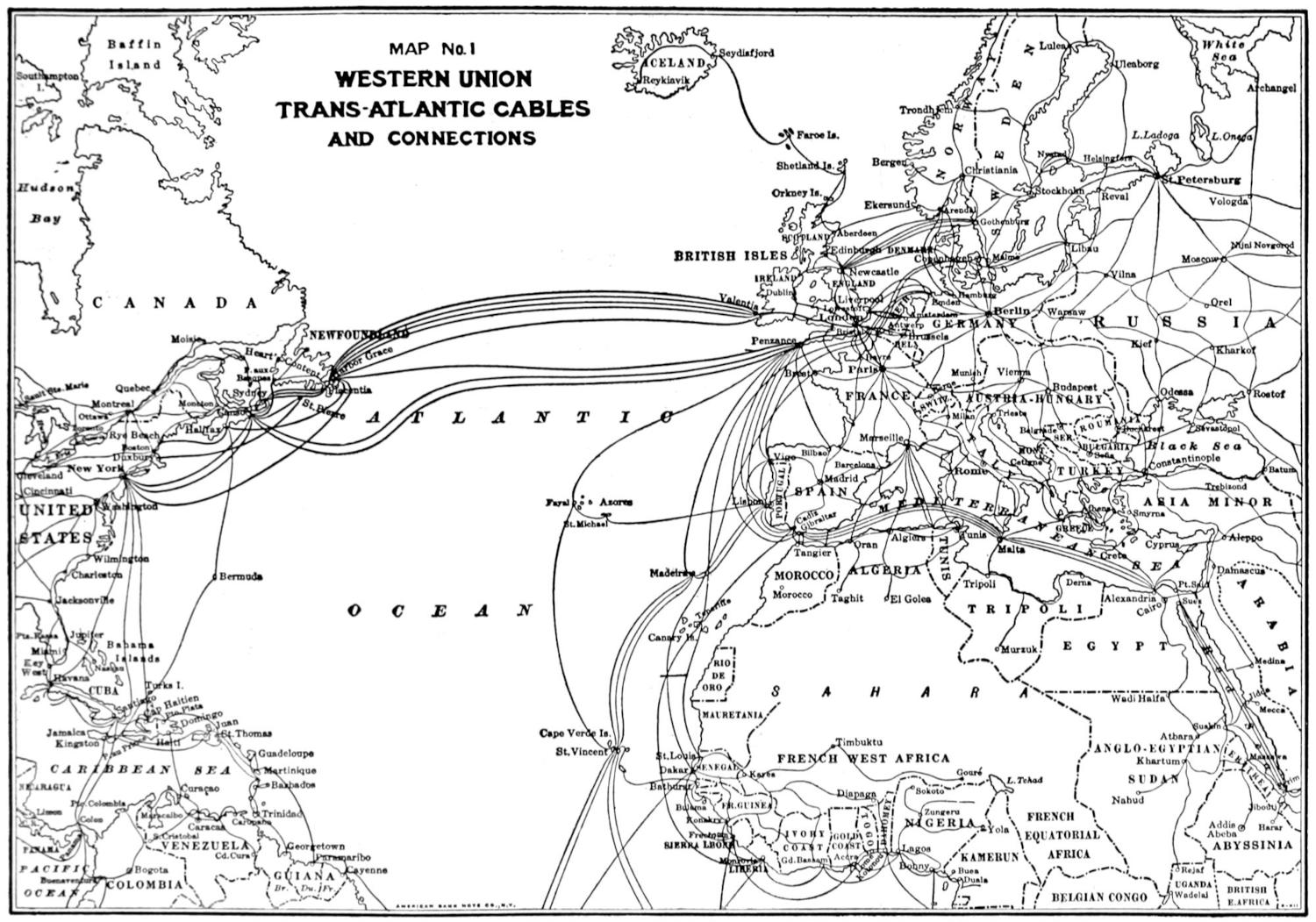
MAP No. 1
WESTERN UNION
TRANS-ATLANTIC CABLES
AND CONNECTIONS
[440]
One of the Most Powerful Locomotives in the World
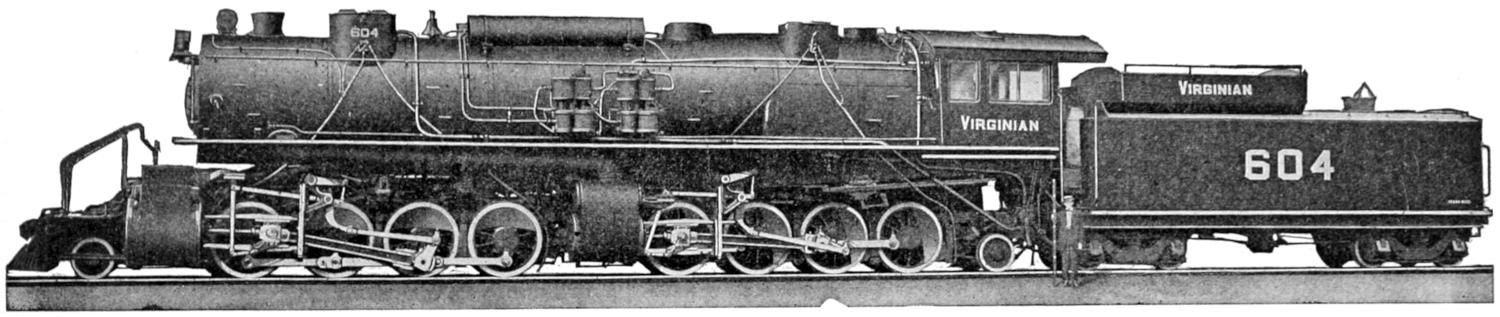
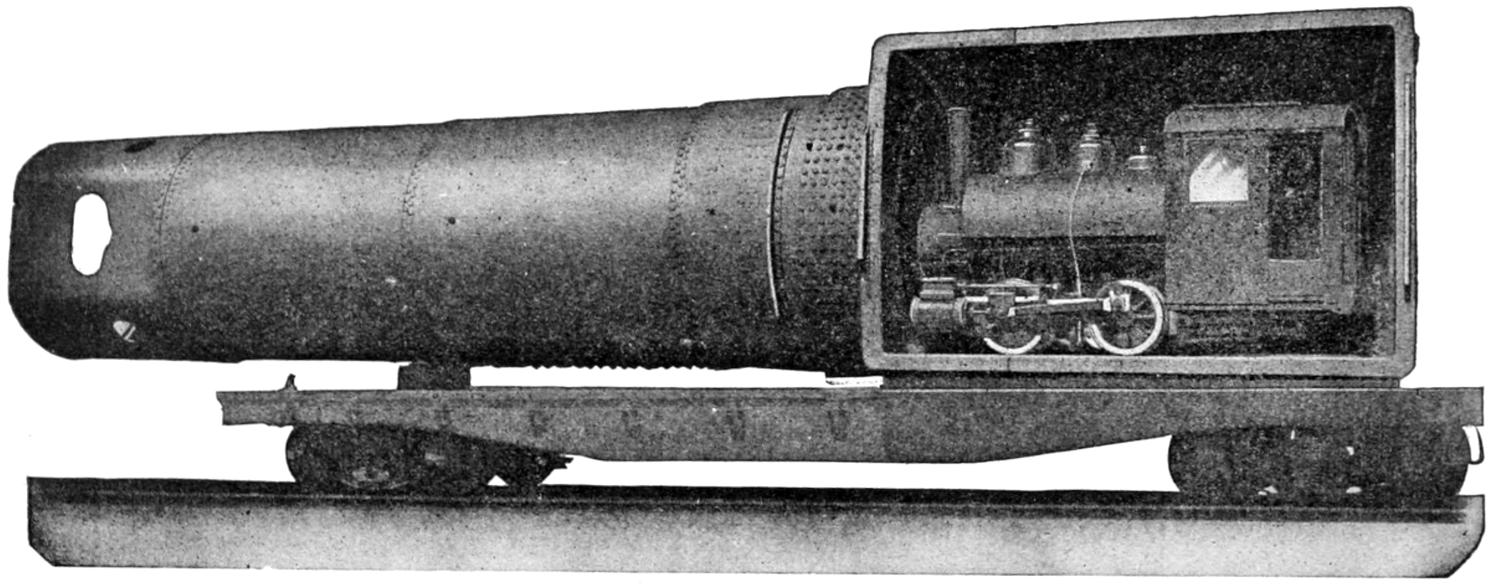
BOILER OF ARTICULATE COMPOUND LOCOMOTIVE.
The wonder of our railroad systems to-day is the growth of the locomotive. The necessity for economy in hauling long freight trains has led to the development of this type of engine. Some idea of its size can be had from the second picture, which shows the boiler and firebox of the locomotive shown in the first picture. The firebox is so large that an ordinary narrow-gauge locomotive of the old style can be comfortably stored in it.
| Loaded Weights | |
| On driving wheels | 475,000 lbs. |
| On truck wheels | 30,000 lbs. |
| On trailing wheels | 35,000 lbs. |
| Total of engine | 540,000 lbs. |
| Total of tender | 212,000 lbs. |
| Wheel Base | |
| Driving, rigid | 15 ft. 6 ins. |
| Total of engine | 57 ft. 4 ins. |
| Total of engine and tender | 91 ft. 5³⁄₁₆ ins. |
| Cylinders | |
| Diameter | H.P. 28 ins., L. P. 44 ins. |
| Stroke of piston | 32 ins. |
| Wheels | |
| Diameter of driving wheels, outside | 56 ins. |
| Diameter of truck wheels | 30 ins. |
| Diameter of trailing wheels | 30 ins. |
| Diameter of tender wheels | 33 ins. |
[441]
CYLINDERS BIG ENOUGH FOR MEN TO SIT DOWN IN
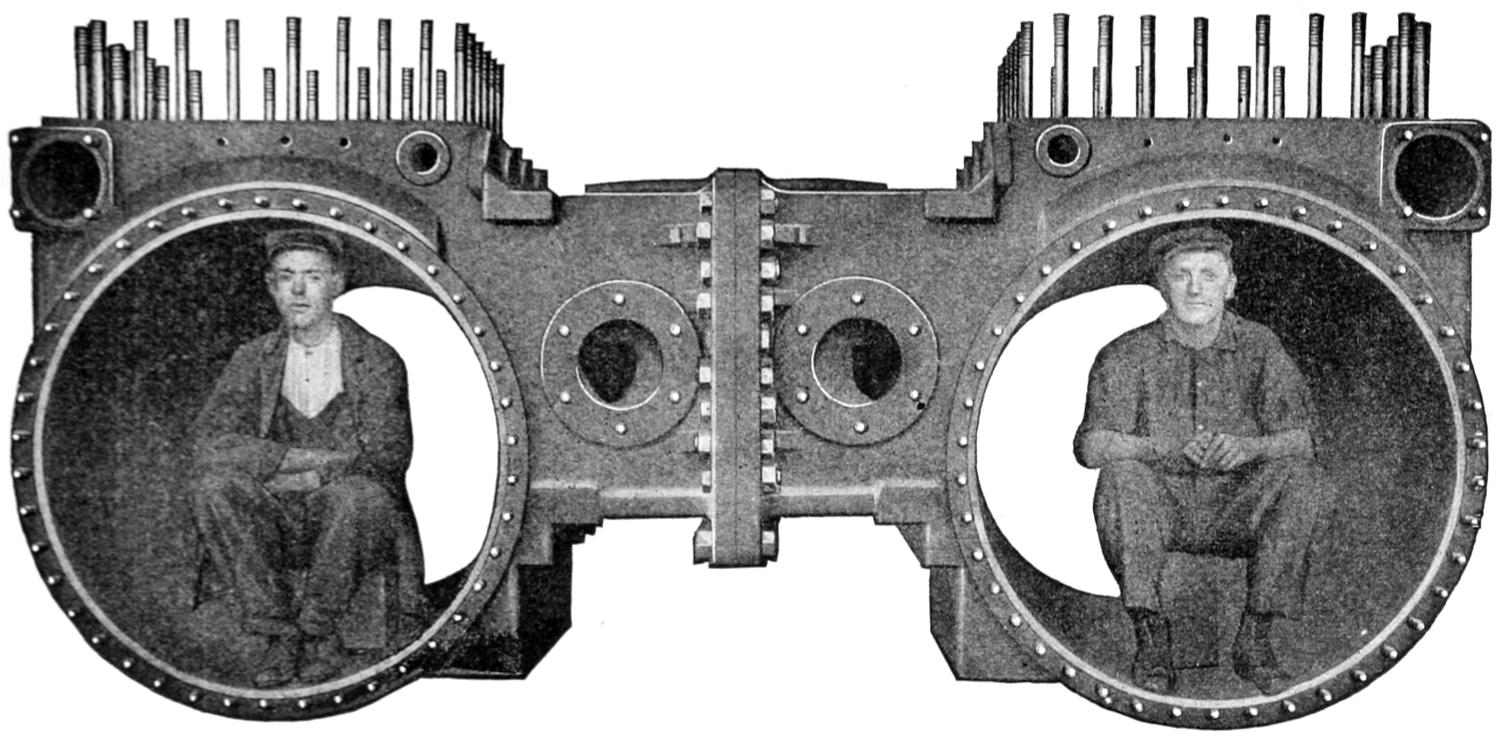
LOW PRESSURE CYLINDERS OF ARTICULATED COMPOUND LOCOMOTIVE.
In the picture we see the cylinders of the locomotive shown on the previous page. Some idea of their size can be had from the fact that a good-sized man can sit comfortably in each of them.
| Boiler | |
| Type | Ex. Wagon Top |
| Working pres. per sq. in. | 200 lbs. |
| Outside diam. at front end | 100 ins. |
| Outside diam. at back end | 112 ins. |
| Length firebox inside | 173¹⁄₁₆ ins. |
| Length firebox, actual, inside | 132 ins. |
| Width of firebox inside | 108¹⁄₄ ins. |
| No. and diam. of tubes | 334, 2¹⁄₄ ins. |
| No. and diam. of flues | 48, 5¹⁄₂ ins. |
| Length of tubes | 24 ft. 0 ins. |
| Combust. chamber length | 39¹⁄₁₆ ins. |
| Grate area | 99.2 sq. ft. |
| Heating Surface | |
| Tubes and flues | 6462 sq. ft. |
| Water tubes | 67 sq. ft. |
| Firebox | 380 sq. ft. |
| Total | 6909 sq. ft. |
| Superheating surface | 1311 sq. ft. |
| Clearance Limitations | |
| Extreme height | 16 ft. 5¹⁄₈ ins. |
| Extreme width | 11 ft. 8¹⁄₂ ins. |
| Length over all | 99 ft. 9⁵⁄₈ ins. |
| Maximum Tractive Power | |
| Working compound | 115,000 lbs. |
| Working simple | 138,000 lbs. |
| Factor of adhesion (working compound) | 4.13 |
| Factor of adhesion (working simple) | 3.44 |
| Tender Capacity | |
| Water | 12,000 gals. |
| Fuel | 16 tons |
[442]
THE LOCOMOTIVE ENGINEER’S WORKROOM
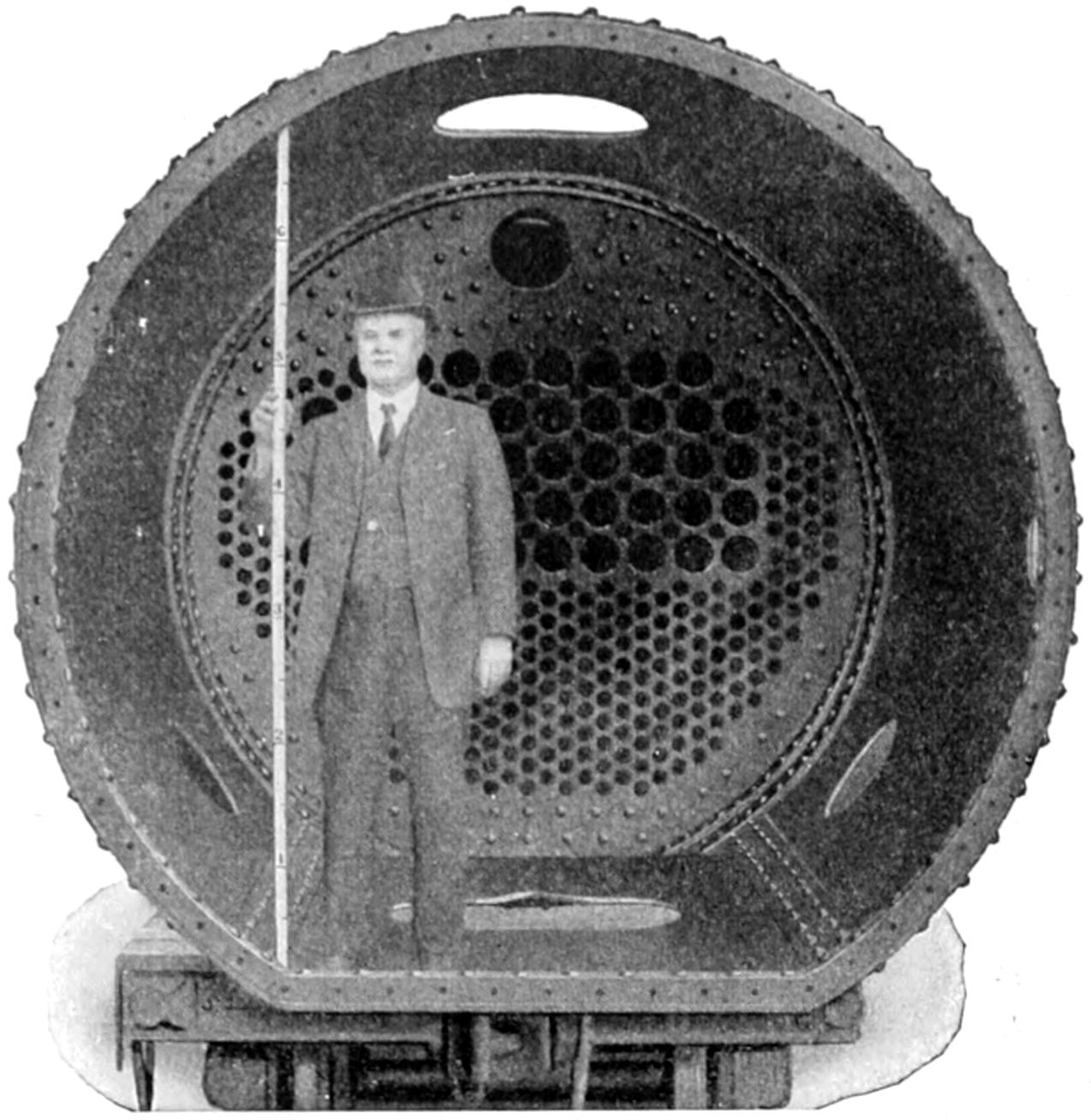
Here is a picture of one end of the boiler of this giant locomotive. It would take a man more than seven feet high to bump his head in the middle of it while standing on his feet.
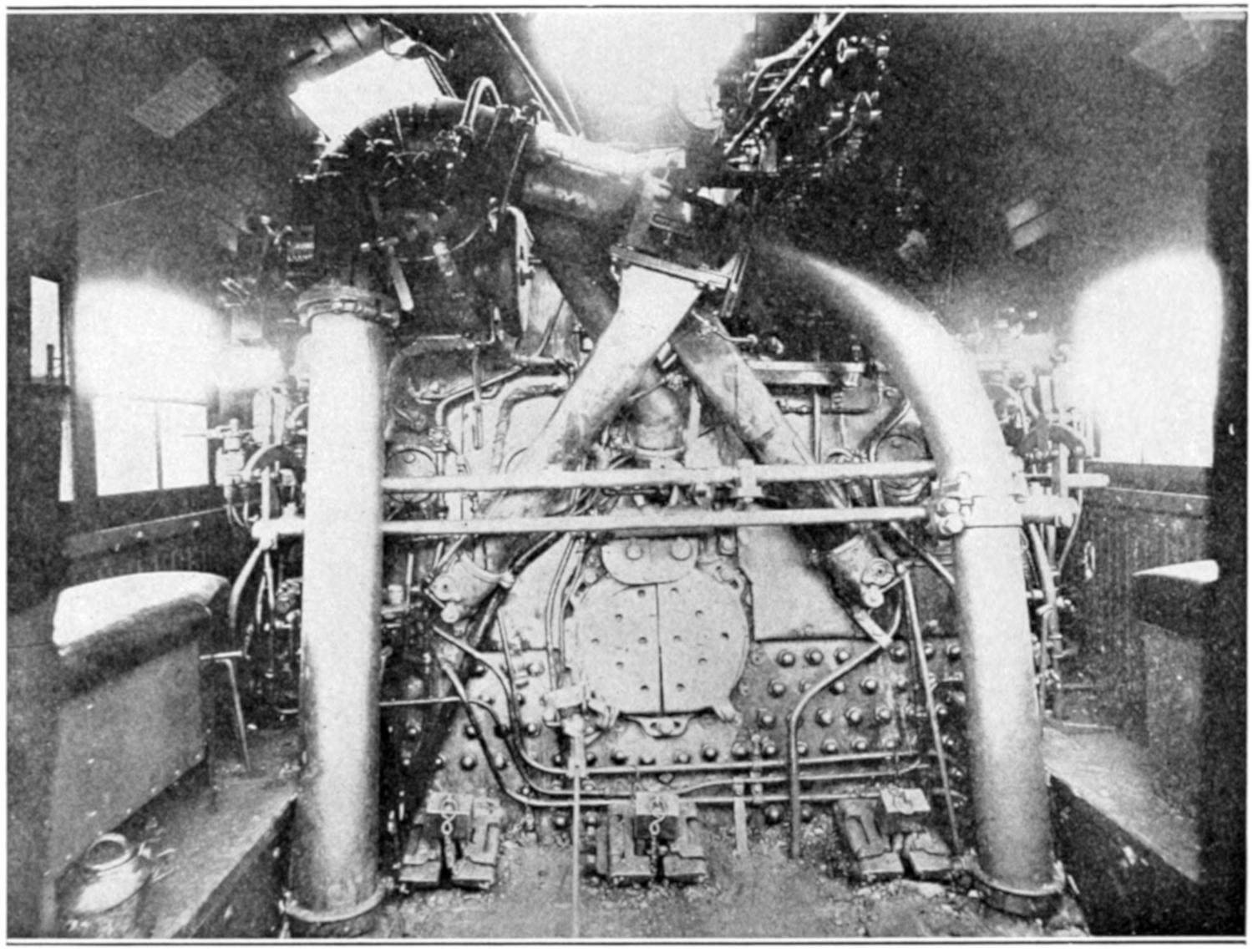
This shows a picture of the engineer’s cab of one of these great railroad machines. We are accustomed to see the levers and other machinery for operating the engine right in the back of the engine cab. Over or near the firebox. Upon looking closely we find that the operating machinery is at the side of the locomotive and far forward in the cab. In fact there is a complete set of operating machinery on both sides of the cab, so that the engineer can run the engine from whatever side he happens to be on. This is very necessary, particularly in switching. Near the end of the cab where the engineer used to sit you will notice a peculiar pipe-like arrangement. This is not for operating the engine, but is the automatic stoker, which is fully explained in the next picture. An engine of this size will require seven tons of coal per hour.
[443]
A MACHINE WHICH DOES THE WORK OF FOUR FIREMEN
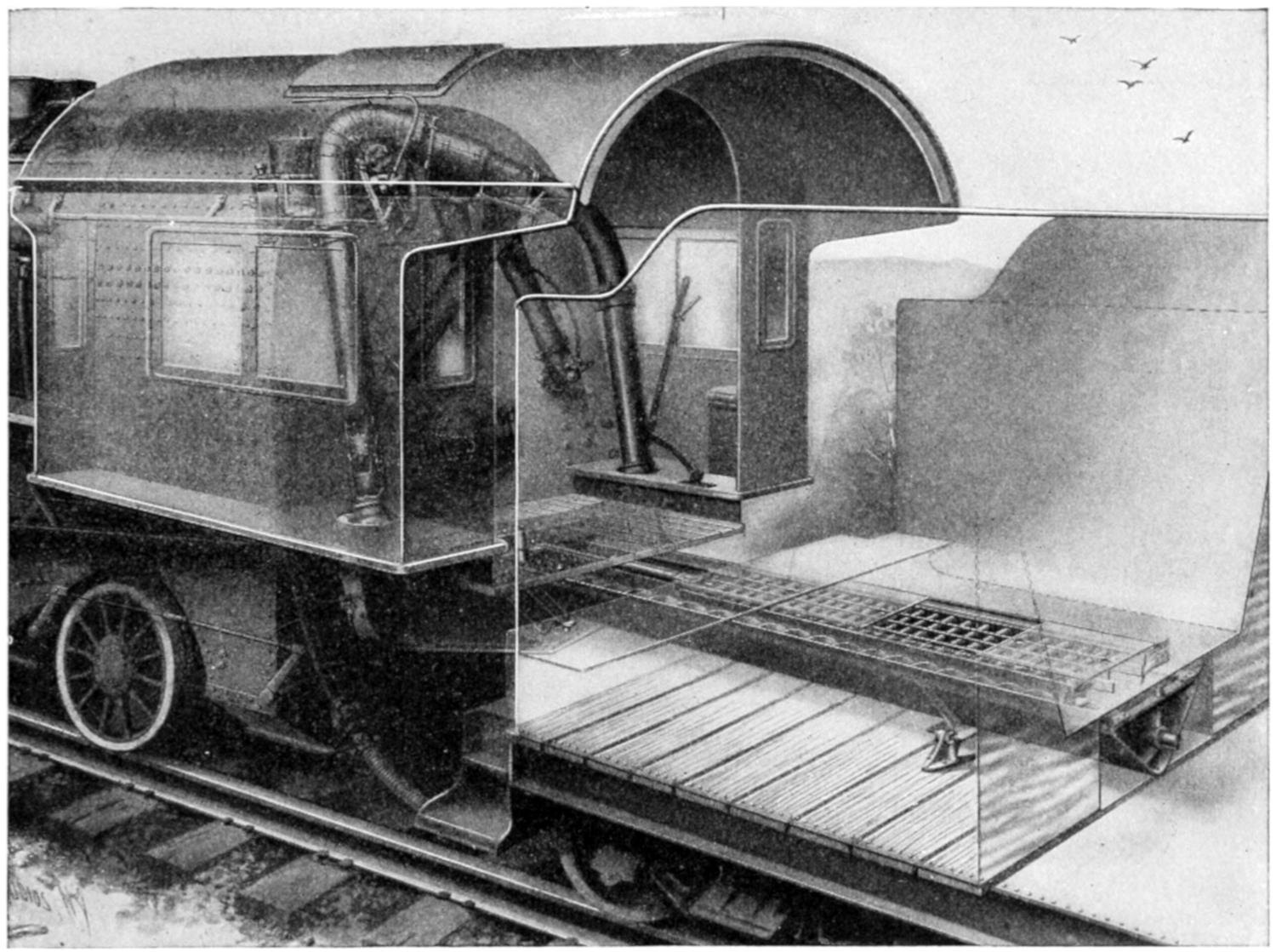
When these large locomotives were first used it was found that no one fireman could shovel in enough coal to keep the steam up. It would require three or four firemen working constantly to shovel enough coal to keep this engine going. Man’s inventive genius came to the front, however, and now we have an automatic fireman, so to speak. Instead of shoveling coal on one of these engines the fireman merely operates a lever. This is a picture of the Sweet locomotive stoker installed in a railroad engine. This machine automatically conveys coal from the tender to the locomotive, raises it by an elevator to a point above the fire door, dumps it into the firebox and spreads it evenly over the grate.

This is the new type of electric locomotive being used by the New York Central system
[444]
HOW A FAST TRAIN TAKES WATER WITHOUT STOPPING
The fast express trains haven’t time to stop and take water from the tank at the side of the railroad as in former days. This picture shows a tank built between the tracks which enables the engineer to fill his boilers without slackening speed. When approaching this tank the engineer simply lowers a tube into the water, the end of which is a scoop. The moving engine thus forces the water up into the tube, from which it runs into the boiler.
This is an improved signal tower from which switches are operated. If you were ever in a signal tower you will not recognize this as one, for you are used to seeing a room full of levers which the tower man had to pull hard when he wished to throw a switch. By the old way the end of the lever was attached to a wire which was connected with the switch. The wire running through pipes, when the operator pulled the lever the switch was pulled shut by the pull on the wire. In this new plan the switch is controlled by electricity, and the operator has merely to pull out a plug as shown in the picture, which is much easier than operating a lever.
[445]
WHAT MAKES A WIRELESS MESSAGE GO
Sketch showing arrangement of aerial on ship equipped with the Marconi Direction Finder, an instrument which tells the sea captain the exact points of the compass from which wireless distress signals are being sent and enables ships to avoid collisions in fog.
Drop a stone in a pool of water. Circular waves or ripples will travel outward in all directions. That is the principle of wireless telegraph.
If a chip be floating on the water it will be rocked by each ripple, just as a wireless receiving station will respond to the electrical waves or impulses that make up a wireless message. It is not known just how the invisible wireless waves are propelled through space, but they travel through the ether in the air in very much the same way as do sound waves. The electrical signals, too, are received only by apparatus that is attuned to them; that is, they can not be heard except at wireless stations, any more than sound can be heard by the ears of a deaf person.
The wireless waves have a definite length, can be measured in feet or meters, and are regulated according to the distance the message is to travel. Stations that send a few hundred miles use a wave length of six hundred meters, or less, while at the powerful land stations used for trans-atlantic work the wave lengths used run into as many thousands.
So that the hundreds of messages hurtling through space at the same time will not interfere, the wireless stations are equipped with tuning-apparatus through which they can adjust their wave length to receive the particular message desired. A different wave length is used by each ship or wireless shore station, and even though dozens of messages fill the air,[446] the minute the wireless operator adjusts his tuner to the length of the station he is after, that particular message stands out very strongly and all the others grow dim.
The Marconi Wireless station at Miami, Fla., which is typical of the shore stations that handle messages to several thousand ships at sea.
All ships at sea report their positions regularly; thus it is a simple matter for a shore station to send a wireless message to the ship to which it is addressed. For example, the Marconi station at Sea Gate, New York, wants to reach the Lusitania. The operator looks up that vessel on the list and notes her call signal and wave length. He adjusts his tuner to correspond and calls her signal, M F A, repeating it three times.
The wireless man on the vessel, knowing that he is within range of a shore station, has set his tuner at the wave length assigned to him and is listening. When his call letters are heard, he acknowledges them and signals to go ahead with the message. When it has been given, the Sea Gate station “signs off” with its call letters W S E and the ship operator enters in his record that that particular message reached him via the Marconi station at Sea Gate. Thus, with the wide variety in wave lengths, no confusion of messages exists and any desired ship or shore station can be called, just as a direct telephone connection is secured by giving the central station the call number of the subscriber wanted.
The actual wireless message is composed of dots and dashes, which, in certain combinations, stand for certain letters of the alphabet. This is done through opening and closing the electrical circuit by pressing a key, a sharp touch forming a dot and a longer pressure a dash, as with the wire telegraph.
If secrecy in a wireless message is wanted, the words are sent in cipher which, of course, cannot be understood by outsiders. The Government sends thousands of words each day without a single word meaning anything to the wireless stations that happen to be “listening in.” While it is true that any one owning a wireless receiving set may listen to messages flying through the air, every person within hearing who understands the Morse Code can read the telegrams that come into a telegraph office. Knowledge thus gained, however, is of little value, as the law provided heavy penalties for disclosing the contents of any kind of telegraph message.
The various apparatus that comprises a wireless equipment can not be properly explained without the use of technical language, but the general principle of operation is somewhat as follows: If a small loop of copper wire, with a slight separation between the ends, is placed across a room[447] from an electric spark, it will be slightly affected. Increase the electrical current to far greater power and control it, and the invisible electrical wave may be thrown many miles. To send a message across the ocean, the current used by the modern wireless station is so powerful that it will pass through storm and fog, even through mountains, without losing much of its force. When this tremendous force is released by pressing the telegraph key, it leaps from the aerial wires, or antennae, travels across the Atlantic and is picked up by a corresponding aerial, attuned to receive the signal.
Pack and riding horses grouped together ready for unloading the Marconi wireless set used in the cavalry.
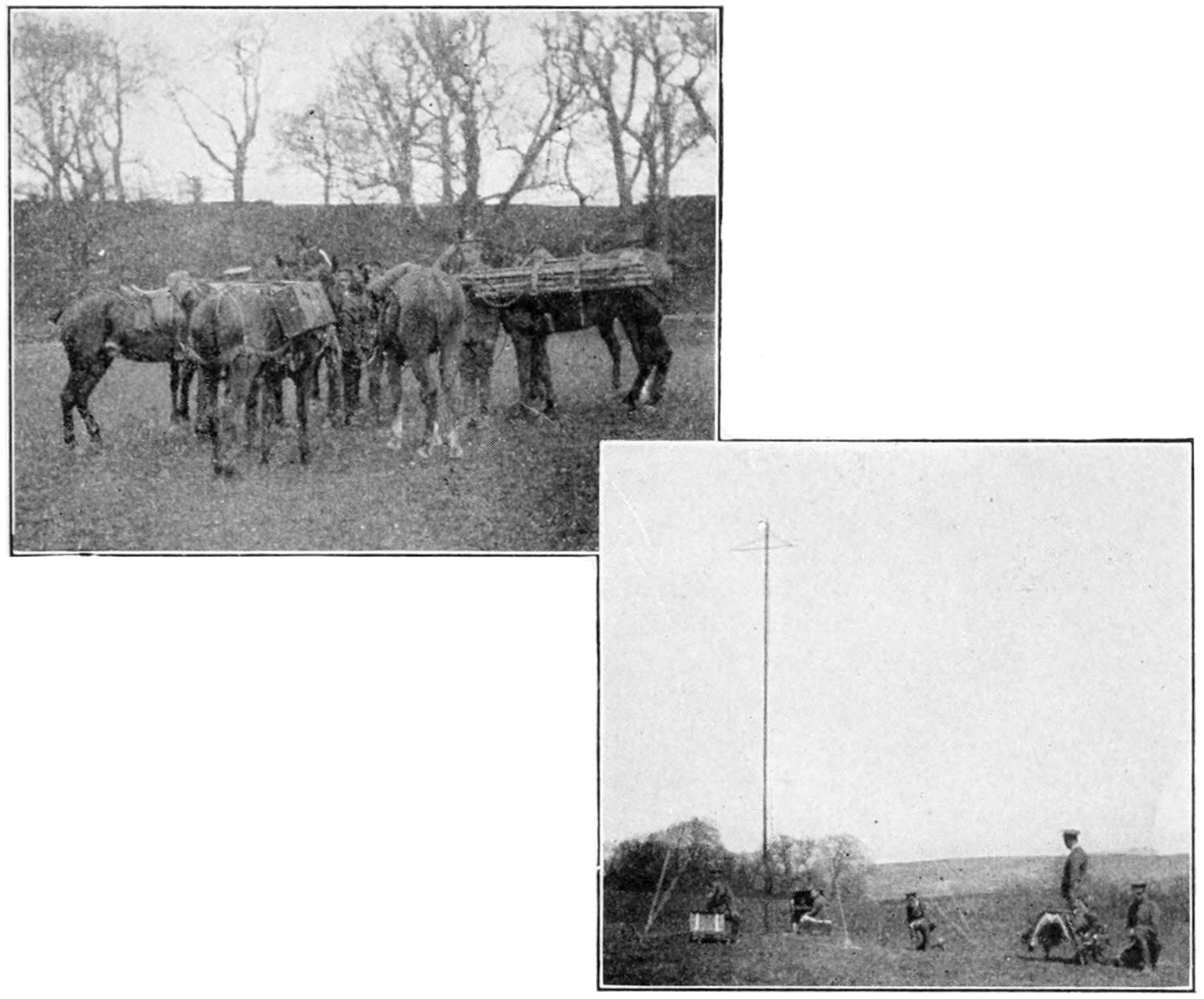
Station set up and working.
WORKING THE WIRELESS IN THE ARMY.
The aerial, or antennae, as it is called in a wireless work, is made up of copper wires. On a ship these are strung between the masts, usually consisting of two, four or six wires held apart by crosspieces. Two or more wires lead down from this to the wireless cabin.
The coil or transformer is the apparatus which produces the spark that forms the electrical waves. In small stations, the length and thickness of the spark and the speed of vibration is regulated by a thumb screw. Transformers are used when the power is taken from the alternating current of an electric light circuit.
The gap, which the electrical current jumps when the telegraph key is pressed down, is composed of two rods which slide together or apart to vary the length of the spark.
The simplest type of sending station consists of the antenna, battery, coil, wireless key and spark gap. If a change in wave length is desired a transmitting tuning coil must be added.
The receiving apparatus contains a detector, which is chiefly two mineral points lightly touching and connected with a sensitive head telephone. The incoming signals are heard as long and short buzzing sounds corresponding to the dots and dashes. The receiving tuning coil, used to adjust wave lengths, is operated by simply moving sliding contacts along a bar until the signals are more plainly heard. While the large stations have more complicated apparatus, the principle remains the same.
[448]
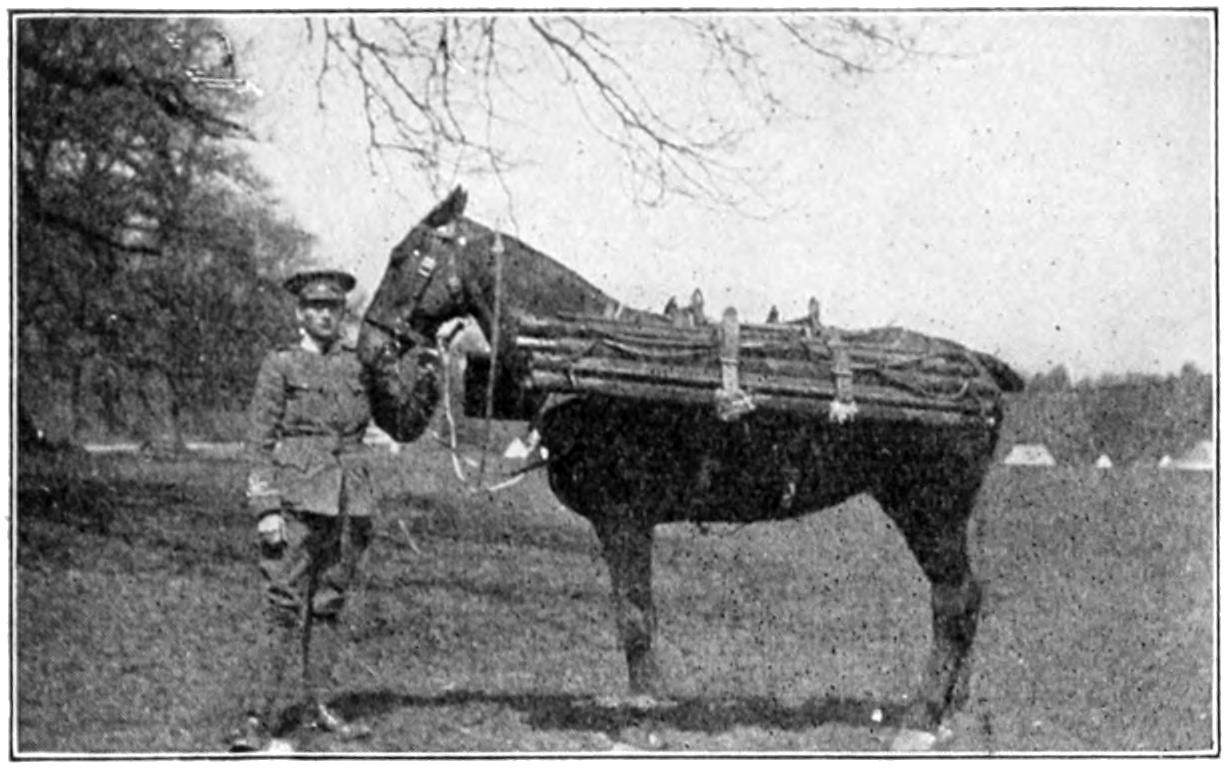
The masts for the cavalry wireless sets are so attached that they can be loaded and unloaded with the utmost rapidity; a complete station can be erected or dismantled in less than ten minutes.
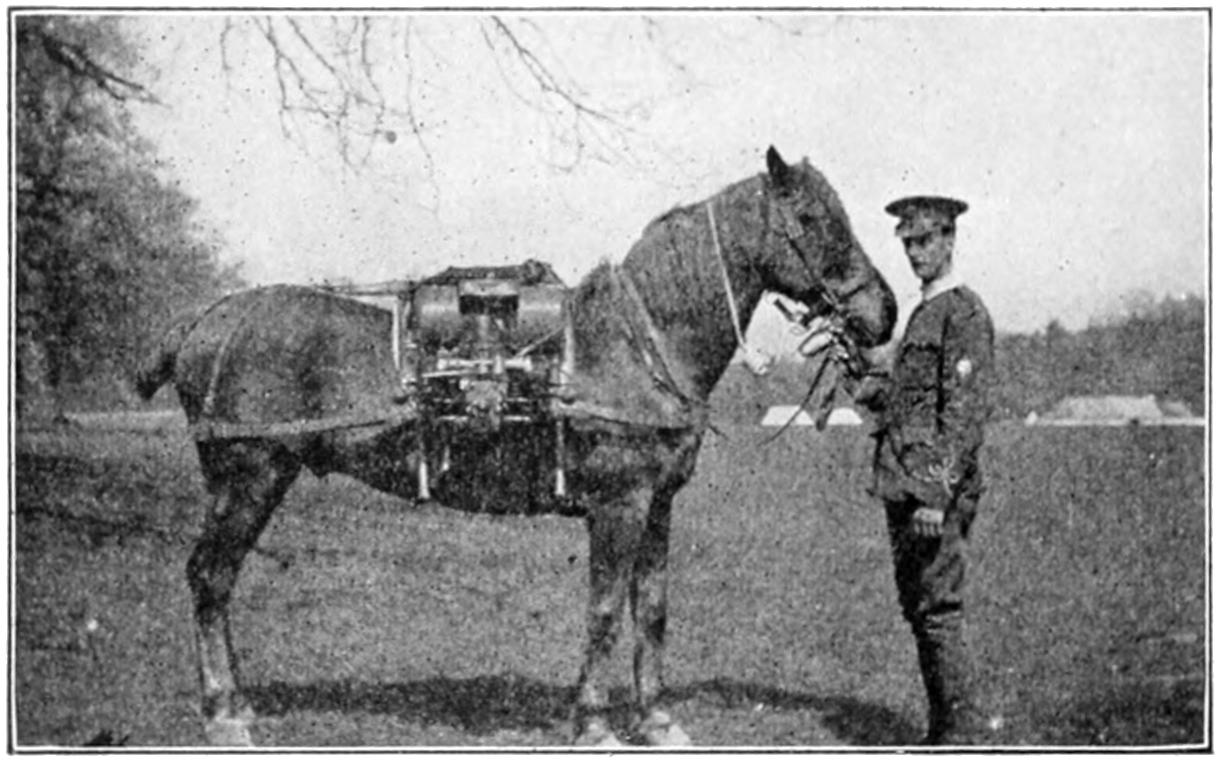
The gasoline engine which supplies the power for operating a cavalry wireless station is fitted to the saddle frame and is light enough to be carried by one horse.
THE WIRELESS IN THE ARMY
The towering masts of the Marconi Trans-Oceanic stations are often supposed to rise to their great height, so that an antennae will be raised above the obstructions between. If this were necessary, two wireless stations separated by the Atlantic would have to have masts one hundred and twenty-five miles high to rise above the curvature of the earth. The path of the wireless waves, however, is not in a straight line, but follows the curvature of the earth. Scientists explain this by saying the rarefied air above the earth’s surface acts as a shell enclosing the globe.
The speed of wireless messages is placed at 186,000 miles per second. A wireless message will thus cross the Atlantic in about one-nineteenth of a second—a period of time too small for the human mind to grasp. In other words, the wireless flash crosses in a fraction of a second a distance that the earth requires five hours to turn on its axis and the fastest ships take nearly a week to cross.
The longest distance over which a wireless message can be sent is not definitely known; the present record was made in September, 1910, by Marconi from Clifden, Ireland, to Buenos Aires, Argentina, a distance of 6700 miles.
[449]
THE WIRELESS PREVENTS ACCIDENTS AND SAVES MANY LIVES
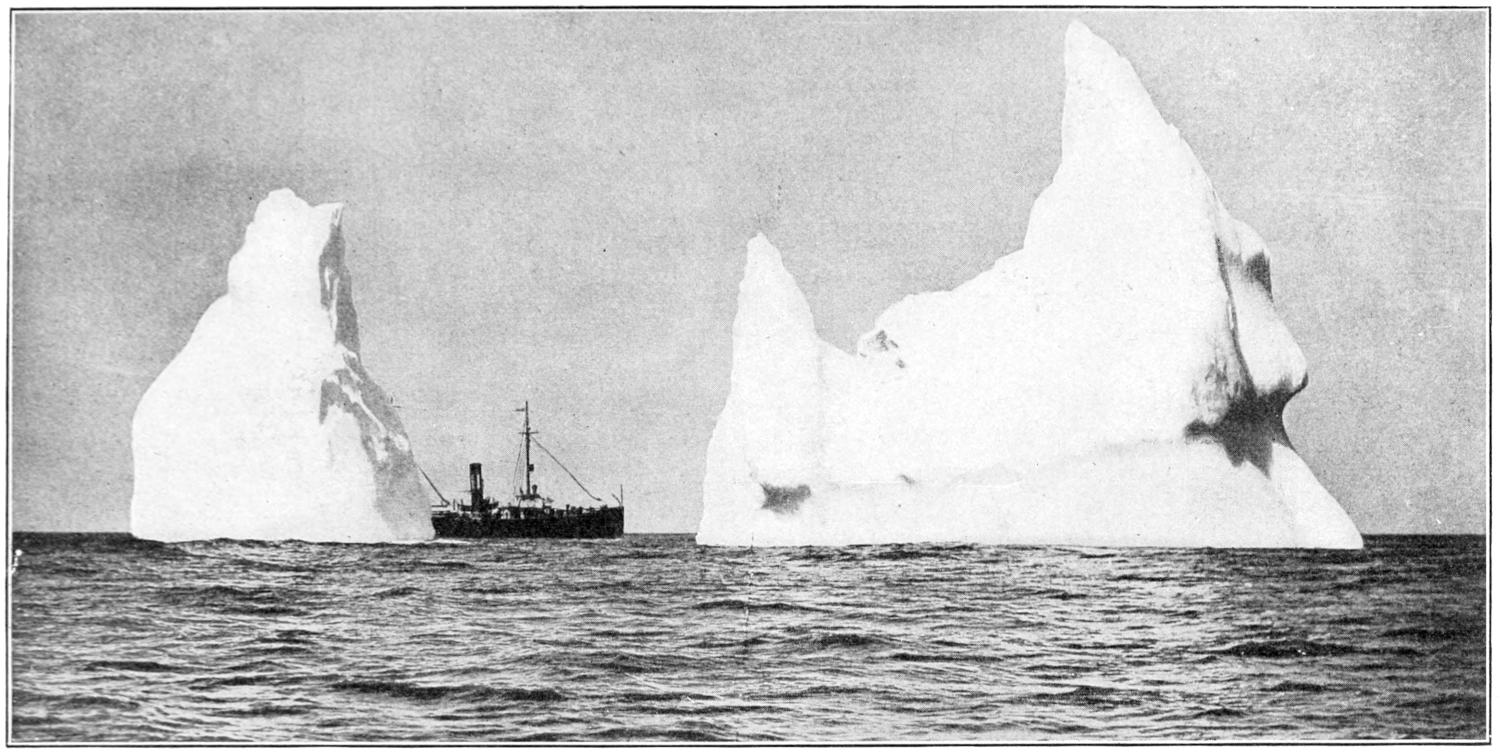
This photograph makes us appreciate what a wonderful aid is wireless to navigators. On Easter Sunday, 1914, the U. S. Revenue Cutter “Seneca,” patrolling the North Atlantic, found these two gigantic icebergs in the regular steamer lanes and sent out wireless warnings to all nearby steamships.
[450]
HOW THE WIRELESS IS INSTALLED ON FAST TRAINS
RAILROAD WIRELESS.—ANTENNA ON CARS.
WIRELESS STATION ON TRAINS.
[451]
WIRELESS STATION IN U. S. ARMY
City side of Scranton station, Lackawanna R.R., showing aerial of wireless which communicates with trains.
Photo by Stefano
WIRELESS RECEIVING STATION IN U. S. ARMY.
[452]

Guglielmo Marconi, Inventor of wireless telegraphy.
Communication without wires for thousands of miles across oceans, from continent to continent, is a far cry from sending a wireless impulse the length of a kitchen table. That is the development of twenty years.
To properly trace the development of wireless telegraphy, however, it is necessary to go back eighty-three years to when, in 1831, Michael Faraday discovered electro-magnetic induction between two entirely separate circuits. Steinheil, of Munich, too, in 1838, suggested that the metallic portion of a grounded electrical circuit might be dispensed with and a system of wireless telegraphy established. Then, in 1859, Bowman Lindsay demonstrated to the British Association his method of transmitting messages by means of magnetism through and across the water without submerged wires. In 1867 James Clerk Maxwell laid down the theory of electro-magnetism and predicted the existence of the electric waves that are now used in wireless telegraphy. Dolbear, of Tufts College, in 1836, patented a plan for establishing wireless communication by means of two insulated elevated plates, but there is no evidence that the method proposed by him effected the transmission of signals between stations separated by any distance. A year later Heinrich Rudolph Hertz discovered the progressive propagation of electro-magnetic action through space and accomplished the most valuable work in this period of speculation and experiment.
Just twenty years ago, at his father’s country home in Bologna, Guglielmo Marconi, then a lad just out of his ’teens, read of the experiments of Hertz and conceived the first wireless telegraph apparatus. This was completed some months later and a message in the Morse Code was transmitted a distance of three or four feet, the length of the table on which the apparatus rested.
Satisfied that he had laid the foundation of an epoch-making discovery young Marconi pursued his experiments and filed the first patent on the subject on June 2, 1896. Further experiments were carried on in London during that year and at the request of Sir William H. Preece, of the British Post Office, official tests were made, first over a distance of about 100 yards and later for one and three-quarter miles.
During the year following Mr. Marconi gave several demonstrations to the officials of the various European governments and communication was established up to 34 miles. In July of this year, 1897, the first commercial wireless telegraph company was incorporated in England and the first Marconi station was erected at the Needles, Isle of Wight.
On June 3, 1898, Lord Kelvin visited this station and sent the first paid Marconigram. A month later the events of the Kingstown Regatta in Dublin were reported by wireless telegraphy for a local newspaper from the steamer “Flying Huntress.” In August of that year the royal yacht “Osborn” was equipped with a wireless set, in order that Queen Victoria might communicate with the Prince of Wales, who was at Ladywood Cottage and suffering from the results of an accident to his knee. For sixteen days, constant and uninterrupted communication was maintained. Then on[453] Christmas Eve was inaugurated the first lightship wireless service, messages being sent from the East Goodwin lightship to the lighthouse at South Foreland.
PREPARING TO SEND MESSAGES ACROSS THE OCEAN
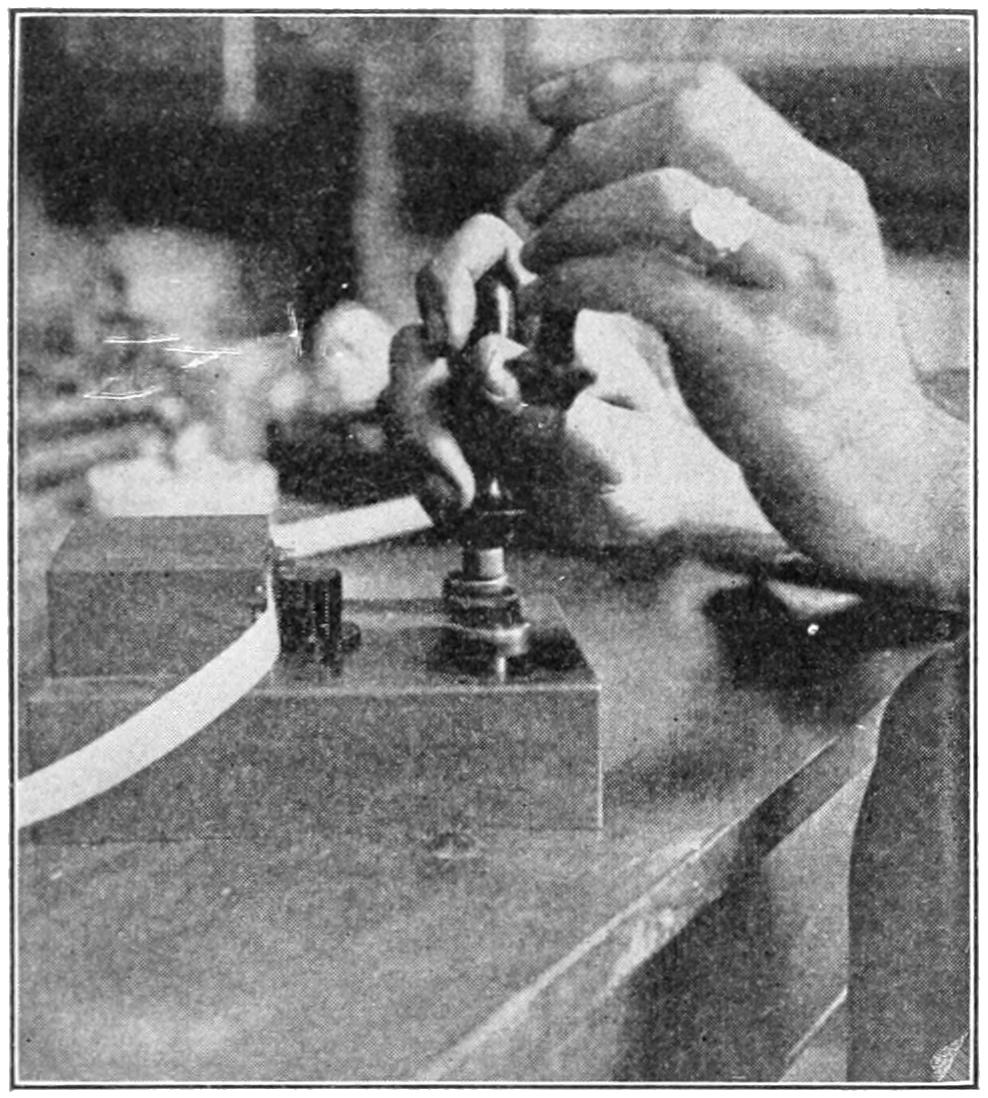
This photograph shows how wireless messages are prepared for direct transmission across the ocean. The dots and dashes of the telegraphic code are punched on tapes by skilled operators, thus insuring accuracy and a permanent record of each message. Five or six operators, and sometimes more, are steadily preparing these tapes, which are pasted together and run through a machine which operates the key at each perforation. A speed of 100 words a minute is thus obtained.
Three months later the first marine rescue was effected through this installation. The steamship “R. F. Matthews” ran into the lightship and lifeboats from the South Foreland station promptly responded to the wireless appeal for aid. The most important wireless event abroad during the year 1899 was the establishing of communication across the English Channel, a distance of thirty miles.
The American public next learned something of Marconi’s invention, for in September and October of that year wireless telegraphy was employed in reporting the International yacht races between the “Shamrock” and the “Columbia” for a New York newspaper. At the conclusions of the races, the naval authorities requested a series of trials, during which wireless messages were exchanged between the cruiser “New York” and the battleship “Massachusetts” up to a distance of about 36 miles. On leaving America, Marconi fitted the liner “St. Paul” with his apparatus and when 36 miles from the Needles Station, secured wireless reports of the war in South Africa. These were printed aboard the vessel in a leaflet called “The Transatlantic Times,” the first of the chain of wireless newspapers now published daily on practically all passenger steamships. Six field wireless sets were dispatched to South Africa about this time and were later of considerable service in the Boer War.
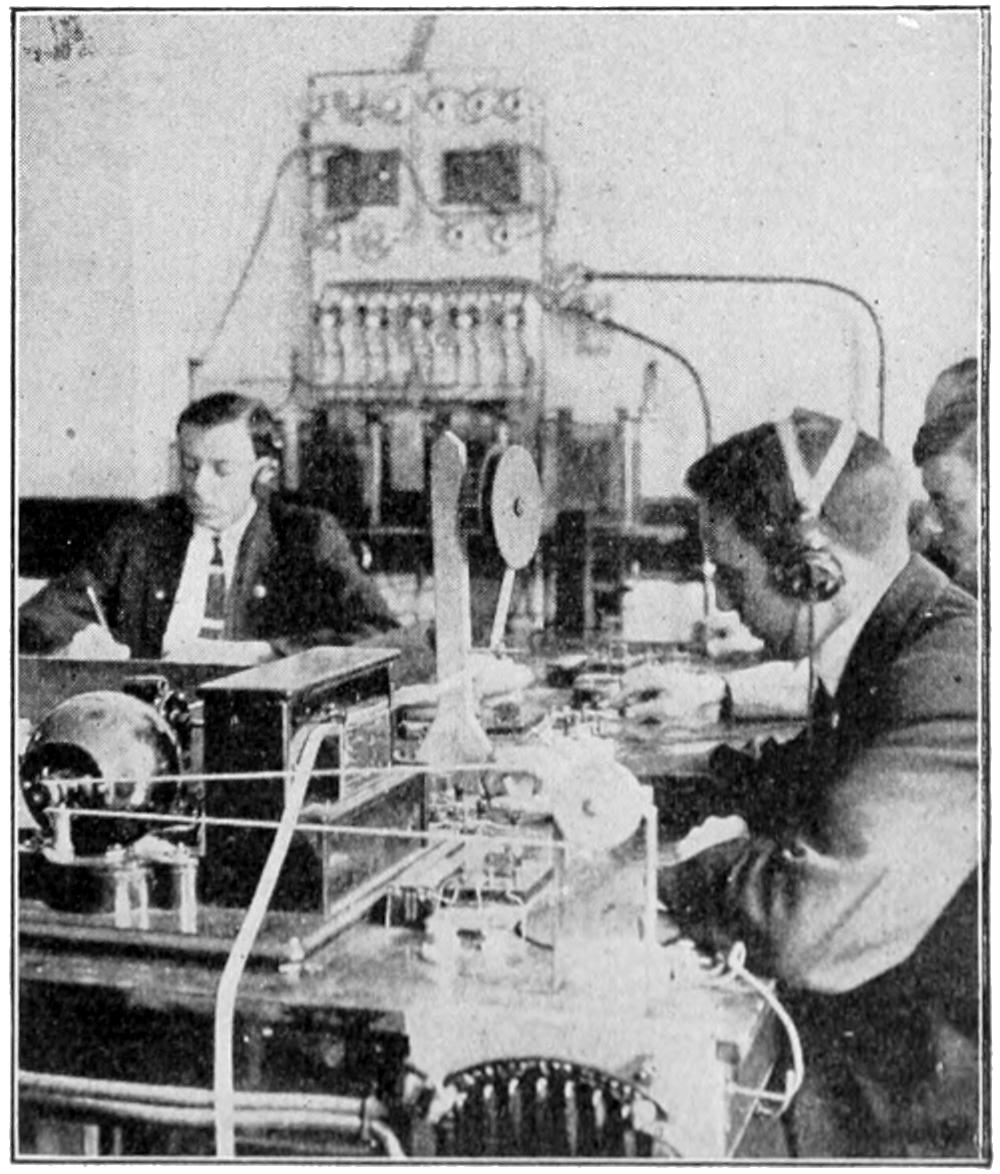
In the foreground of this picture is seen the automatic transmitter with the message perforated tape running through. This is one of the smaller wireless equipments; much larger ones are used at the new Marconi stations.
The year 1900 brought the first commercial wireless contracts. By agreement with the Norddeutscher Lloyd, Marconi apparatus was installed on a lightship, a lighthouse and aboard the liner “Kaiser Wilhelm der Grosse.” On July 4th the British Admiralty entered into a contract for the installation of Marconi apparatus on thirty-two[454] warships and shore stations and the erection of the high power station at Poldhu was commenced.
WORLD WIDE USE
OF THE WIRELESS
Work on similar station at Cape Cod was begun early in 1901 and on August 12th the famous Nantucket Island and Nantucket lightship stations opened to report incoming vessels by wireless. Heavy gales in September and November wrecked the masts at both Poldhu and Cape Cod stations and these were replaced by four wooden towers, 210 feet high. Important experimental work was then shifted to St. John’s, Newfoundland, and on December 12th and 13th, signals were received across the Atlantic from Poldhu. This to Marconi was a great achievement and the forerunner of the present day trans-atlantic service. But with the announcement that the long dreamt of feat had been accomplished a flood of vituperation from scientific men was let loose. It was nonsense; it was deliberate deception; the reading was in error, were among the comments. Another prank of the “young man with a box,” one scientist termed it. It is amusing now to recall this extraordinary treatment, but it was hardly so amusing to the young inventor, then in his twenty-seventh year.
But in spite of the skepticism, developments followed rapidly from then on and in 1902, the year in which the American Marconi Company was established, full recognition to wireless telegraphy was given by the various governments.
The wonderful growth of the Marconi system within the last twelve years is well known to all and does not require detailing. But in view of its youth as an industry and its inauspicious beginning, a glimpse into what the present day Marconi system comprises may be interesting.
More than 1800 ships are equipped with Marconi wireless and its shore stations are landmarks in practically every country on the globe.
Press and commercial messages are transmitted daily from continent to continent direct.
Shore to ship and ship to shore business each year runs into millions of words.
Marconi wireless within seventeen years, has become an absolute necessity in the maritime field, an invaluable aid in others. Regular communication has been established with icebound settlements and desert communities, and official running orders transmitted to moving railway trains. Its service is dependable under all conditions and embraces activities and locations inaccessible to any other telegraph system. Continuous service is maintained and wireless messages for all parts of the world at greatly reduced rates are received at any Western Union Office.
The direction finder and wireless compass are recent Marconi inventions.
A wide variety of types of Marconi equipment are designed for the merchant marine, warships, submarines, pleasure craft, motor cars and railroad trains; also portable signal corps sets, apparatus for aircraft, cavalry sets, knapsack sets and high-power installations for trans-ocean communication.
There is a little sucker on the end of each of the fly’s feet which makes his foot stick to the ceiling or any other place he walks, and which he can control at will. It is made very much like the sucker you have seen with which a boy can pick up a flat stone—a circular piece of rubber or leather with a string in the middle and more or less bell shaped underneath. A boy can pick up a flat stone with this kind of a sucker by pressing the rubber or leather part down flat on the stone and then pulling gently on it by the string. When he does this he simply expels the air which is between the leather part of the sucker and the stone, which creates a vacuum and the pressure of the air on the outside part of the leather enables him to pick it up. The fly has little suckers like these on each of his feet, and they act automatically when he puts his foot down. Of course the sticking power of each foot is adjusted to the weight of[455] the fly, just as the sticking or lifting power of the boy’s sucker is regulated by the weight of the stone or other object he tries to pick up. If the weight of the object is sufficient to overcome the sticking power which the vacuum creates, the stone cannot be lifted.
It is quite difficult to give a broad definition of money that will be understood by all, for in different ages and lands many things have been used as money besides the coins and bills which we think of only when we think at all what money is. Anything that passes freely from hand to hand in a community in the payment of debts and for goods purchased, accepted freely by the person who offers it without any reference to the person who offers it, and which can be in turn used by the person accepting it to give to some one else in payment of debt or for the purchase of goods, is money. This is rather a long sentence and perhaps difficult to understand, and so we will try to analyze what this means. If some one offered you a pretty stone as money in payment of a debt, it would be as good as any kind of money if you in turn could pass it on to any other person to whom you owed a debt or in payment of something you bought. The stone might appear to you to be valuable but it would not be good money unless you could count on every one else in the community accepting it at the same value. If everybody accepts it at the same value, it is as good as any kind of money. So that anything which is acceptable to the people in any community as a unit of value to pay debts, is good money, provided everybody thinks so and accepts it that way. In this case, then any kind of substance might become money provided it was used and accepted by everyone.
We need money for the sake of the convenience which it provides in making the exchange of one kind of wealth for another and as a standard of value. When a community has adopted something or anything which is regarded by all of the people as a standard of value, all of the difficulties of trading disappear.
The earliest tribes of savages did not need money because no individual in the tribe owned anything personally. All the property of the tribe belonged to the tribe as a whole and not to any particular person. Later on, when different groups of savages came into contact with each other, there arose the custom of bartering or exchanging things which one tribe possessed and which the other tribe wanted. In that way arose the business of trading or of what we call doing business, and soon the need of something by which to measure the values of different things arose. Some of the old Australian tribes had a tough green stone which was valuable for making hatchets. Members of another tribe would see some of this stone and notice what good hatchets could be made from it—better hatchets than they had been able to make. Naturally they wanted it so much that it became very valuable in their eyes and so they came wanting to buy green stones. But they had nothing like what we could call money today. They had, however, a good deal of red ochre in their lands which they used to paint their bodies. They got this red ochre out of the ground on their own lands just as the other tribe got green stones out of its ground, and those who owned the green stones which were good for making hatchets, wanted some red ochre very much, and so they traded green stones for red ochre. The green stones then took on a value in themselves for making exchanges for various commodities, and before long became a kind of money inside and outside the community so that when they wanted to obtain anything, the price was put by the merchant as so many green stones and he accepted these in payment for goods given in exchange. He was willing to do this because[456] he knew he could use them in making trades for almost anything he might want, provided he had enough of the green stones. So you see these green stones of the Australian tribe became a rudimentary kind of money, just because a desire had arisen to possess them; and the red ochre was actual money in the same sense, for when this tribe found that other tribes would value this red ochre, they began getting the things they wanted and paying for them in red ochre. But the “unit of value” had to be developed to make a currency that was elastic. It required something that could be carried about easily—in fact it had to be something small enough so a number of units of value could be carried about without too much trouble. The Indians of British Columbia solved this difficulty of making an elastic currency by adopting as a unit of value a haiqua shell which they wore in strings as ornamental borders of their dresses—and one string of these shells was worth one beaver’s skin. These shells then were real money and one of the earliest forms of it.
The skins of animals were long used by savage tribes as money. The skins were valuable in trading and a man’s fortune was reckoned by the number of skins he owned. As soon as the animals became domesticated, however, the whole animal replaced the skin as the unit of value. This change undoubtedly came because a whole animal is more valuable than only its skin. The first skins obtainable however were worn by wild animals—the kind that the people could not deliver to someone else alive and whole. But when the animals became domesticated, which meant that man tamed them and kept them where he could control them at will, the skin and the wild animal ceased to be a unit of value because it was an uncertain kind of money. Among domestic animals, oxen and sheep were the earliest forms of money—an ox was considered worth ten sheep. This idea of using cattle as money was used by many tribes in many lands. We find traces of it in the laws of Iceland. The Latin word pecunia (pecus) shows that the earliest Roman money was composed of cattle. The English word fee indicates this also. The Irish law records show the same evidence of the use of cattle as money and within recent years the cattle still form the basis of the currency of the Zulus and Kaffirs.
When slavery became prominent many lands adopted the slaves as the unit of value. A man’s wealth was reckoned by the number of slaves he owned.
Then, when the practice of agriculture became more common, people used the products of the soil as money—maize, olive oil, cocoanuts, tea and corn—the latter is said to pass current as actual money in certain parts of Norway now. They used these products of the soil for money even in our own country. Our ancestors in Maryland and Virginia before the Revolutionary War, and even after, used tobacco as money. They passed laws making tobacco money and paid the salaries of the government officials and collected all taxes in tobacco.
Other early forms of money were ornaments and these serve the purpose of money among all uncivilized tribes. In India they used cowrie shells—a small yellowish-white shell with a fine gloss. The Fiji Islanders used whales’ teeth; some of the South Sea Island tribes used red feathers; other nations used mineral products as money—such as salt in Abyssinia and Mexico.
Up to this point we have talked about the things used as money from the standpoint of primitive forms of money. Today the metals have practically driven all these other crude forms of money out.
WHY WE USE METALS
FOR COINING
The use of metals as money goes far back in the history of civilization but it has never been possible to trace the historical order of the adoption of the various metals for the purposes. Iron according to the statement of Aristotle[457] was at one time extensively used as money. Copper, in conjunction with iron, was used in early times as money in China; and until comparatively a short time ago was used for the coins of smaller value in Japan. Iron spikes were used in Central Africa and nails in Scotland; lead money is now used in Burmah. Copper has long been used as money. The early coins of England were made of tin. Finally, however, came silver and silver was the principal form of money up to a few years ago. It was the basis of Greek coins introduced at Rome in 269 B. C. Most of the money of Medieval times was composed of silver.
The earliest traces of gold used as money is seen in pictures of ancient Egyptians “weighing in scales heaps of gold and silver rings.”
There are a good many reasons why gold and silver have become almost universal materials for use as money. Perhaps this will be better understood if these reasons are set down in order.
1st. It is necessary that the material out of which money is made should be valuable, but nothing was ever used as money that had not first become desirable and, therefore, valuable as money. This is only one of the incidental reasons for taking gold and silver for coining money.
2nd. To serve its purpose best, money should be easy to carry around—in other words, its value should be high in proportion to its weight.
The absence of this quality made the early forms of money such as skins, corn, tobacco, etc., undesirable. It was difficult to carry very much money about. Imagine the skin of a sheep worth a dollar, say, and having to carry ten of them down to pay the grocer. To a certain extent this difficulty occurred with iron and copper money and in times when they used live cattle it was a pretty expensive job to pay your debts because, while the cattle could move, it was still expensive to drive them from place to place. A man who accepted a thousand cattle in payment had to go to some expense in getting them home. Then it was expensive to have money when live cattle were used because the cattle, of course, had to be fed and from that point of view the poor man who had no money was better off than the rich man who had money. When cattle were used as money it cost a lot to keep it. Our kind of money doesn’t eat anything; in fact, if you put it in a savings bank, it will earn interest money for you. But when cattle were used as money it cost a great deal to keep them and so it was worse than not earning any interest.
3rd. Another quality that money should possess is divisibility without damage and also the quality of being united again. This quality is possessed by the metals in every sense because they can be fused, while skins and precious stones suffer in value greatly when they are divided.
4th. The material out of which money is made should be the same throughout in quality and weight so that one unit of money should be worth as much as any other unit. This could never be true of skins or cattle as the difference in the size of skins is very great sometimes, and a small skin from the same animal could not be worth as much as a large one, or a skin of an animal of inferior quality so valuable as a very fine one.
5th. Another quality which money should possess is durability. This requirement made it necessary to use something else besides animals or vegetable substances. Animals die and vegetables will not keep and so lose their value. Even iron is apt to rust and through that process lose more or less of its value.
6th. The materials out of which money is made should be easy to distinguish and their value easy to determine. For this reason such things as precious stones are not good to use as money because it takes an expert to[458] determine their value and even they are not always certain to be correct.
7th. Then a very important quality that the material out of which money is made is that its value should be steady. The value of cattle varies very greatly and, in fact, most of the materials out of which the first currencies were made were subject to quick change in value in a short time. The value of gold and silver does not change excepting at long intervals. Gold and silver are both durable and easily recognizable. They can be melted, divided and united. The same is true of other metallic substances, but iron as stated is subject to rust and its value is low; lead is too soft. Tin will break, and both of them and copper also are of low value. Gold and silver change only slowly in value when the change at all; they do not lose any of their value by age, rust or other cause; they are hard metals and do not, therefore, wear. Their value in proportion to the bulk of the pieces used for money is so large that the money made from them can be carried without discomfort and it is almost impossible to imitate them.
Vermont was the first state to issue copper cents. In June, 1785, she granted the authority to Ruben Harmon, Jr., to make money for the state for two years. In October of the same year, Connecticut granted the right to coin 10,000 pounds in copper cents, known as the Connecticut cent of 1785. Massachusetts, in 1786, established a mint and coined $60,000 in cents and half cents. In the same year, New Jersey granted the right to coin $10,000 at 15 coppers to the shilling. In 1781 the Continental Congress directed Robert Morris to investigate the matter of governmental coinage. He proposed a standard based on the Spanish dollar, consisting of 100 units, each unit to be called a cent. His plan was rejected. In 1784, Jefferson proposed to Congress, that the smallest coin should be of copper, and that 200 of them should pass for one dollar. The plan was adopted, but in 1786, 100 was substituted. In 1792 the coinage of copper cents, containing 264 grains, and half cents in proportion, was authorized; their weight was subsequently reduced. In 1853 the nickel cent was substituted and the half cent discontinued, and in 1864 the bronze cent was introduced, weighing 48 grains and consisting of 95 per cent. of copper, and the remainder of tin and zinc.
The name Uncle Sam is a jocular name long in use for the Government of the United States.
Shortly after the war of 1812 was declared, Elbert Anderson of New York State, who was a contractor for the army, went to Troy, New York, to purchase a quantity of provisions. At that place the provisions were inspected, the official inspectors being two brothers named Wilson—Ebenezer and Samuel. The latter was very popular among the men and was known as “Uncle Sam Wilson” and everybody called him that. The boxes in which the provisions were packed were stamped with four letters, E. A. for Elbert Anderson, and U. S. for United States. One of the men engaged in making the inspection asked another of the workmen who happened to be a jocular fellow, what the letters E. A. U. S. on the boxes stood for. He said in reply that he did not know but thought they probably meant Elbert Anderson and Uncle Sam Wilson, and that they had left off the W which would stand for Wilson. The suggestion caught on quickly and as such things often do, the joke spread rapidly so that everybody soon thought of the name “Uncle Sam” whenever they saw the letters U. S. on anything or in any place.
The suit of striped trousers and long tailed coat and beaver hat in which Uncle Sam is now always represented in pictures, was the inspiration of the famous cartoonist.
[459]
THE WORLD’S BREAD LOAVES
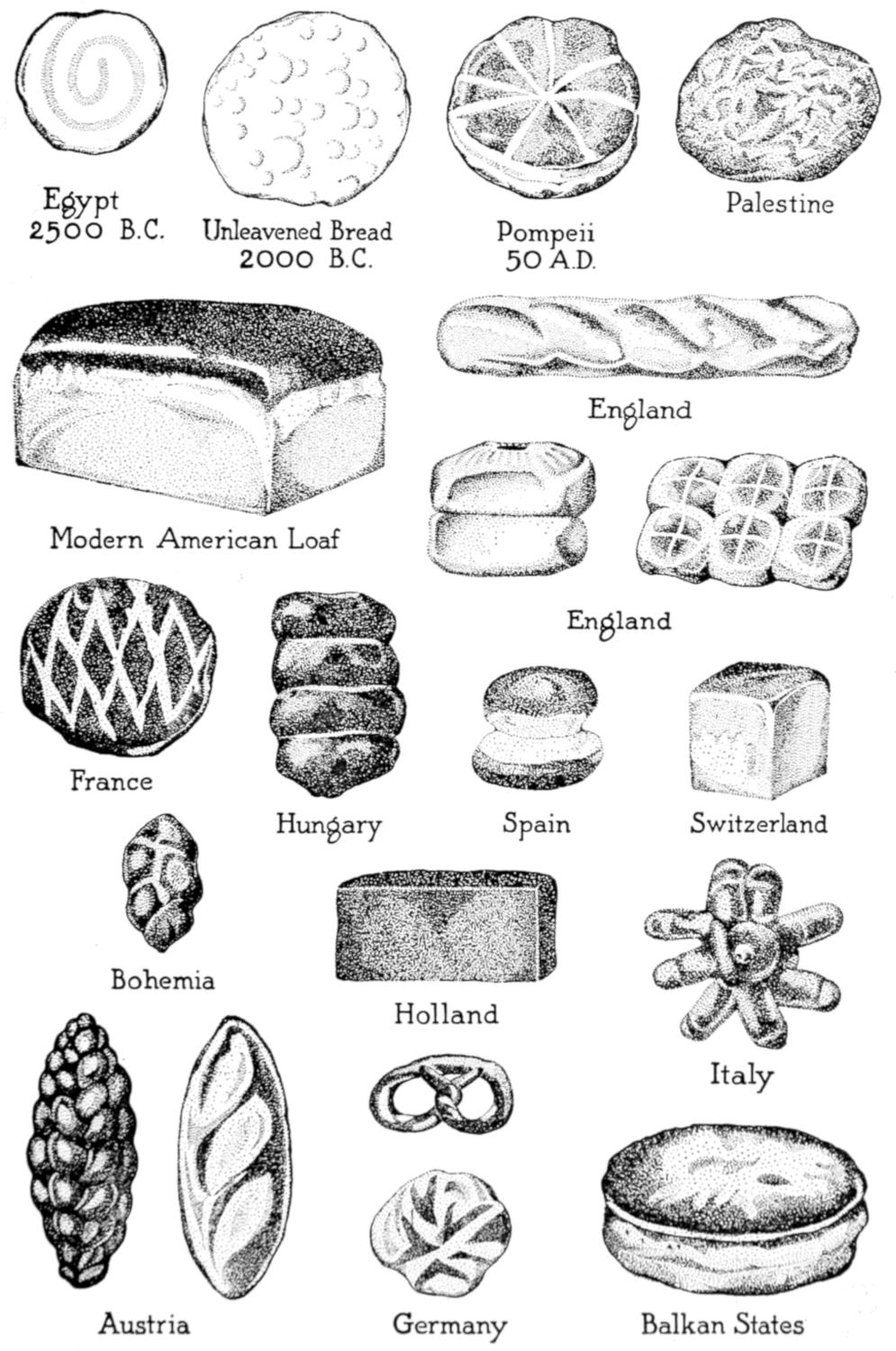
| Egypt 2500 B.C. |
Unleavened Bread 2000 B.C. |
Pompeii 50 A.D. |
Palestine |
| Modern American Loaf | England England |
||
| France | Hungary | Spain | Switzerland |
| Bohemia | Holland | Italy | |
| Austria | Germany | Balkan States | |
[460]
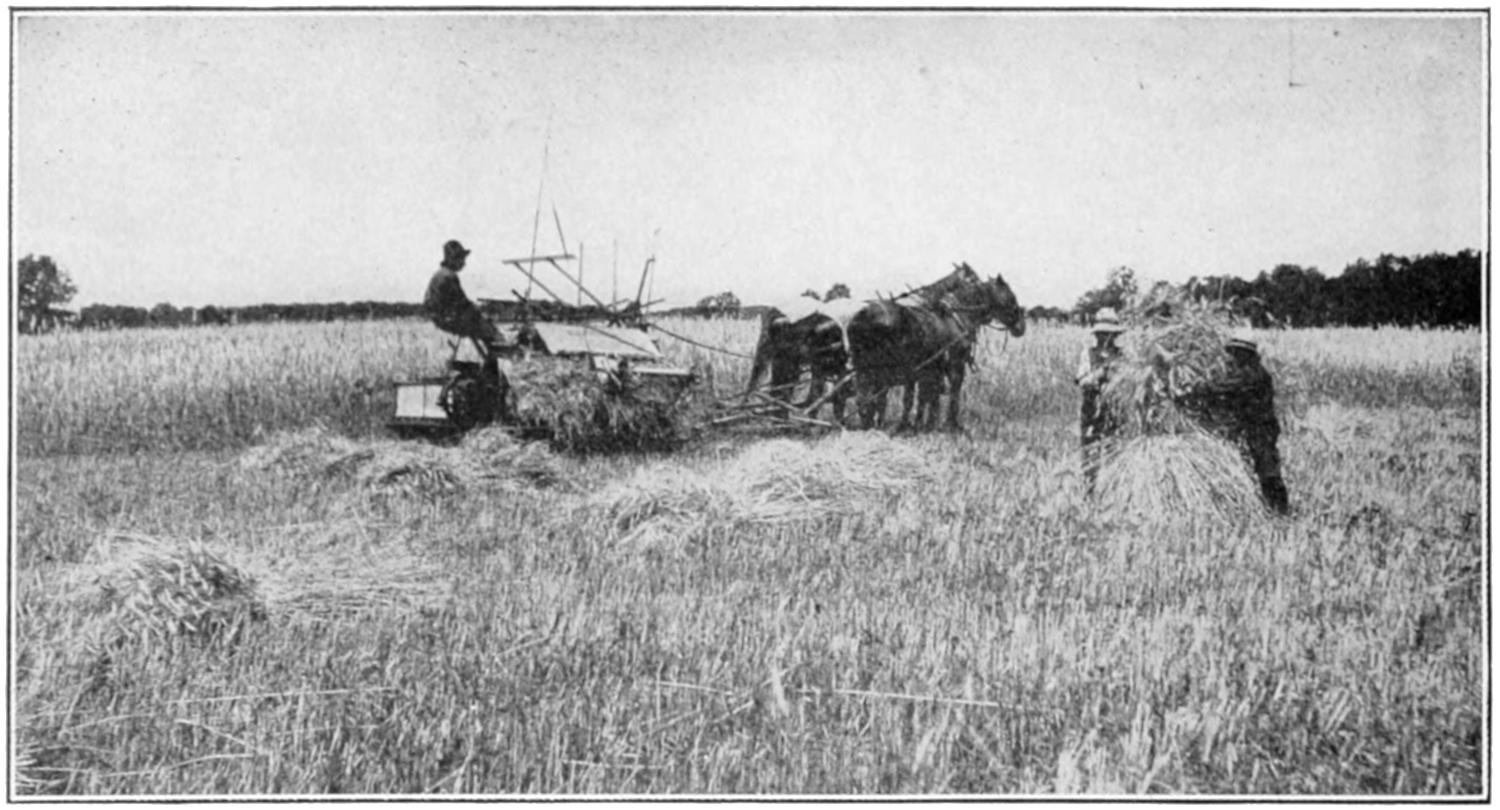
HARVESTING WHEAT.
The history of bread as a food reads like a romance. It has played an important part in the destinies of mankind and its struggles through the ages to perfection. The progress of nations through their different periods of development can be traced by the quality and quantity of bread they have used.
No other food has taken such an important part in the civilization of man.
To a large extent it has been the means of changing his habits from those of a savage to those of a civilized being. It has supplied the peaceful pursuits of agriculture and turned him from war and the chase.
It is an interesting fact that the civilized and the semi-civilized people of the earth can be divided into two classes, based upon their principal cereal foods: the rice eaters and the bread eaters.
Every one admits that rice eaters are less progressive, while bread eaters have always been the leaders of civilization.
It is an interesting fact that just as Japan is changing from a rice-eating nation to a bread-eating nation she is asserting her power.
Any one who stops to consider the history of nations will see that this matter of what we eat is the one question of vital importance.
Bread is one of the earliest, the most generally used and one of the most important foods used by man. Without bread the world would not exist without great hardship. On bread alone a nation of people can exist, and to sit down to a meal without it causes us to feel at once that something is missing.
Bread is baked from many substances, although when we think of bread, we usually think of wheat bread. It[461] is sometimes made from roots, fruits and the bark of trees, but generally only from grains such as wheat, rye, corn, etc. The word bread comes from an old word bray, meaning to pound. This came from the method used in preparing the food. Food which was pounded was said to be brayed and later this spelling was changed to bread. Properly speaking, however, these brayed or ground materials are not really bread in our sense of using the term until they are moistened with water, when it becomes dough. The word dough is an old one meaning to “moisten.” This dough was in olden times immediately baked in hot ashes and a hard indigestible lump of bread was the result. Accidentally it was discovered that if the dough was left for a time before baking, allowing it to ferment, it would when mixed with more dough, swell up and become porous. Thus we got our word loaf from an old word lifian, which meant to raise up or to lift up.
It is not clearly known when or by whom wheat was discovered, but it seems to have been known from the earliest times. It is mentioned in the Bible, can be traced to ancient Egypt and there are records showing that the Chinese cultivated wheat as early as 2700 B.C. To-day it supplies the principal article for making bread to all the civilized nations of the world.
The origin of the wheat plant is said to have been a kind of grass which is given a Latin name Ægilops ovata by the botanists.
This is a question that has puzzled the world’s scientists for more than two thousand years. From time to time it has been reported by investigators in various parts of the world that here and there wheat has been found growing wild and doing well, but every time a further investigation is made, it develops that the wheat has been cultivated by some one. There is as yet no evidence for believing that wheat will grow in a wild state.
Graham flour from which Graham bread is baked is made from unbolted flour. The process of bolting flour, which is described in one of the following pages, consists briefly in taking out of it all but the inside of the grain of wheat. When this has been done, we have pure white flour.
In making Graham flour every part of the grain of wheat is left in the flour, and ground up finely. Many people think that Graham flour is made from a special grain called Graham, but this is not true. It is said that Graham bread is not so good for you because it contains the outside covering of the wheat grain or bran which is composed of almost pure silica, the same substance of which glass is made, and cannot therefore be good for us.
Whole wheat flour is made from the whole grain of wheat from which the outside covering or bran has been separated. It contains everything but the bran and is therefore the most nutritious flour made.
The grain of wheat has several coverings of bran coats, the outer one of which is the one composed of silica, and which is not valuable as food. Underneath this husk are found the inner bran coats, which contain the gluten. Gluten is a dark substance containing the flesh-forming or nitrogenous elements, which are valuable in muscle building. The inside or heart of the grain of wheat consists of cells filled with starch, a fine white mealy powder which has little value as food, but is a great heat producer. Sometimes in making whole wheat flour, the heart of the grain is also removed, making a pure gluten flour. The name whole wheat for flour is not accurate, therefore, for Graham flour is made of the whole wheat grain, while “whole wheat” flour is made of only certain parts of the grain of wheat.
[462]
Wheat conditioners for tempering the wheat before being ground by the corrugated roller mills.
In great factories the raw material is frequently taken in at one end and comes out of the opposite end as a finished locomotive, a Pullman palace car, or a pair of shoes. There is no such progression in making flour. The wheat comes in at one place as a plain Spring or Winter wheat and at another goes out as flour, but in the process parts of it may go from top to bottom of the big mill 30 times. Instead of a factory where everything moves along from hand to hand or machine to machine, the flour mill is like a human body—a huge framework like the bones, with thousands of carrying devices, “elevators,”[463] “spouts” and “conveyors,” like the veins and arteries of the blood-carrying system. Stop up a vein of wheat, the mill becomes clogged, and finally must shut down if it cannot be mechanically relieved. It is an intricate and intensely interesting process, the result of year-to-year experience.
SEPARATING THE WHEAT FIBER AND GERMS
Purifier for separating the fiber, germ, and other impurities from the semolina (grits) before it is finally crushed or ground into flour by smooth roller mills.
From the storage bins the wheat is drawn off through conveyors to the first of several cleaning processes, the “separators,” where the coarse grain which naturally comes with the wheat, such as corn and oats, and imperfect kernels of wheat, is taken out. After this general cleaning the grain goes to the “scouring machine,” which is an interesting device—a rapidly revolving cylinder with what are called “beaters” attached. The grain is thrown against perforated iron screens. Any clinging dirt is loosened, and a strong current of air passing through the cylinder is constantly “calling for dust,” as the miller aptly expresses it, and carries the impurities away as dust and dirt. Indeed, the cleaning process seems to be a constant one from the time the wheat enters the mill until the flour is made. Having been cleansed, the wheat is now ready for the rolls except for a “tempering” process, which is to prepare the grain, so that the outside of the wheat may be taken off without injury to the inside or kernel.
Then as the grain passes to the rolls there begins a gradual reduction of wheat to flour which is most intricate.
The first sets of rolls are corrugated and so adjusted as to “break” each grain of wheat into 12 to 15 parts. The “breaking” process goes on through five different sets of rolls.
[464]
GRINDING THE WHEAT FOR MAKING FLOUR
Corrugated roller mills for grinding the wheat after it has been cleaned.
Wooden spouts for conveying the different products, bran and partly ground wheat, from one machine to another.
[465]
THE FLOUR IS READY FOR BAKING
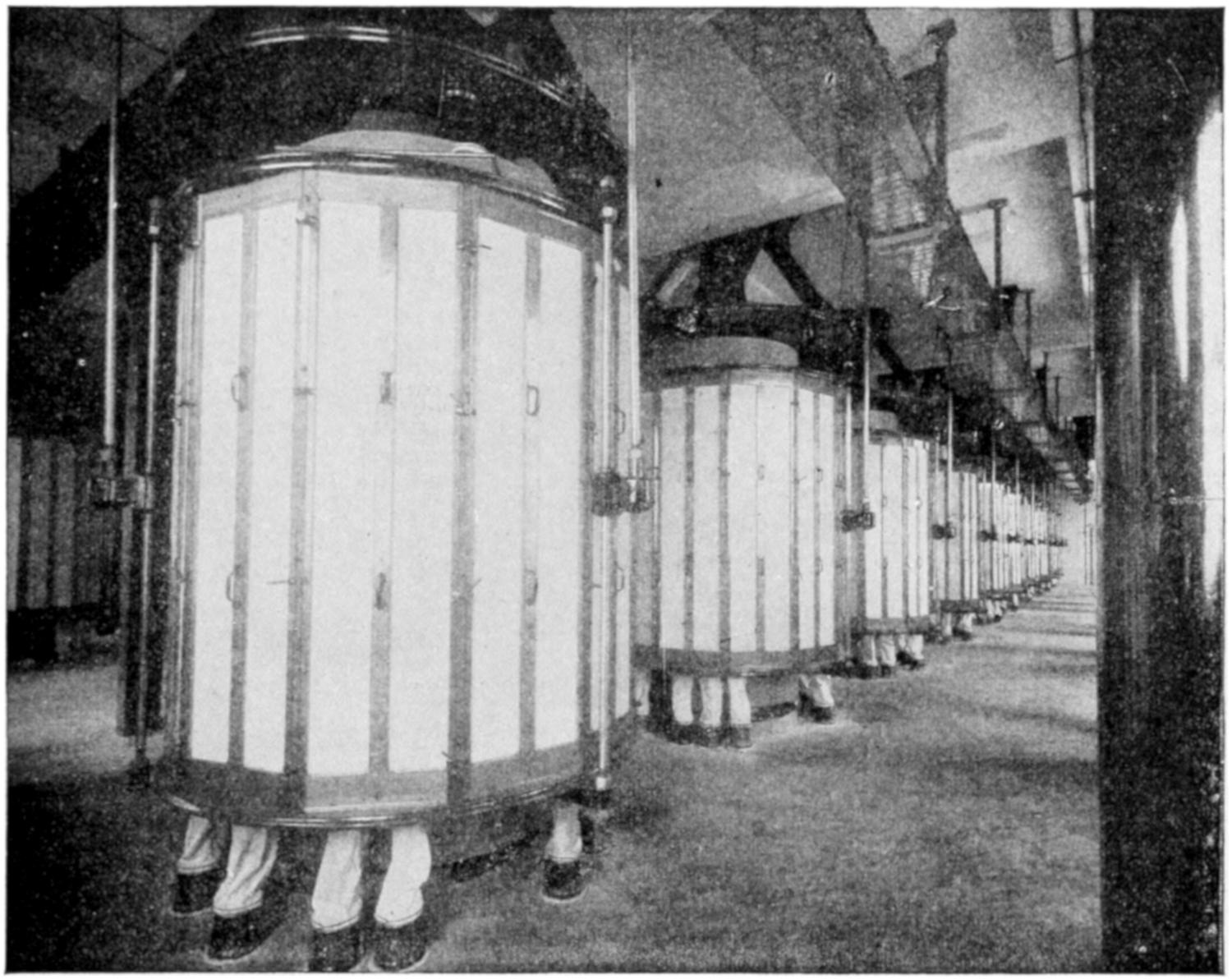
Gyrating sifter for separating the bran particles from the flour and semolina.
Closely allied with the rolling process is the bolting process, which, working hand in hand with it has made modern flour making so perfect. The bolting process consists of a series of sieves—a sifting of the broken grain so that it is finally, after repeated breaking and sifting, a flour. The bolter machine contains a number of sieves covered with silk bolting cloth with varying mesh or number of threads to the square inch. This bolting machine, moving rapidly, makes from 8 to 10 different separations of the material. From rolls to bolters, from bolters to purifiers, from purifiers to rolls, over and over, the process continues, until five different grades of “middlings” have been selected by the mechanical hands of the millers. The purifier is still another step to the process. It is a machine having eight sieves of different mesh. The “middlings” flow down over the different sieves in a thin sheet, a current of air meantime drawing all impurities out. With this purifying process completed, the material is ready for the smooth rolls.
When the flour is made it is conveyed to large round bins—five sheets of hard wood pressed together. These bins are being filled all the time and being emptied all the time, the mill being about seven hours behind the capacity of the bins, so that from start to finish the modern flour mill is a tremendously busy place.
Underneath the bins and connecting with them are the flour packers—automatic devices which pack a 3¹⁄₂-pound paper sack as accurately as a 196-pound barrel. The filled packages are sent down “chutes” to the shipping floor. There they go to wagons or through other chutes to boats.
WHERE LEAD PENCILS
COME FROM
The lead-pencil so generally used today is not, as its name would imply, made from lead, but from graphite. It derives its name from the fact that prior to the time when pencils were made from graphite, metallic lead was employed for the purpose. Graphite was first used in pencils after the discovery in 1565 of the famous Cumberland mine in England. This graphite was of remarkable purity and could be used without further treatment by cutting it into thin slabs and encasing them in wood.
For two centuries England enjoyed practically a monopoly of the lead-pencil industry. In the eighteenth century, however, the lead-pencil industry had found its way into Germany. In 1761, Caspar Faber, in the village of Stein, near the ancient city of Nuremberg, Bavaria, started in a modest way the manufacture of lead-pencils, and Nuremberg became and remained the center of the lead-pencil industry for more than a century. For five generations Faber’s descendants made lead-pencils. Up to the present day they have continued to devote their interest and energy to the development and perfection of pencil making. Eberhard Faber, a great-grandson of Caspar Faber, immigrated to this country, and, in 1849, established himself in New York City. In 1861, when the war tariff first went into effect, he erected his own pencil factory in New York City, and thus became the pioneer of the lead-pencil industry in this country. Since then four other firms have established pencil factories here. Wages, as compared to those paid in Germany, were very high, and Eberhard Faber realized the necessity of creating labor-saving machinery to overcome this handicap. Many automatic machines were invented which greatly simplified the methods of pencil making and improved the product. To-day American manufacturers supply nine-tenths of the home demand and have largely entered into the competition of the world’s markets.
The principal raw materials that enter into the making of a lead-pencil[467] are graphite, clay, cedar and rubber. Although graphite occurs in comparatively abundant quantities in many localities, it is rarely of sufficient purity to be available for pencil making. Oxides of iron, silicates and other impurities are found in the ore, all of which must be carefully separated to insure a smooth, serviceable material. The graphites found in Eastern Siberia, Mexico, Bohemia and Ceylon are principally used by manufacturers.
Pictures by courtesy Joseph Dixon Crucible Co.
FIG. 1.
FIG. 2.
FIG. 3.
Fig. 1 shows the shape in which the cedar slats arrive at the factory. These slats after grading are boiled in steam to remove what remaining sap there may be in the wood. The slats are then dried in steam-drying rooms. Then the next step is grooving and gives the results shown by Fig. 2. Now the wood is ready to receive the “leads” (which you will remember are a mixture of graphite and clay), which are placed between two slats sandwich fashion, glued, put in forms that hold them over night under a thousand pounds pressure. Fig. 3 shows the leads laid in one of the grooved slats.
The graphite, as it comes from the mines, is broken into small pieces, the impure particles being separated by hand. It is then finely divided in large pulverizers and placed in tubs of water, so that the lighter particles of graphite float off from the heavier particles of impurities. This separating, in the cheaper grades, is also done by means of centrifugal machines, but the results are not as satisfactory. After separation, the graphite is filtered through filter-presses.
The clay, after having been subjected to a similar process, is placed[468] in mixers with the graphite, in proportions dependent upon the grade of hardness that is desired. A greater proportion of clay produces a greater degree of hardness; a lesser proportion increases the softness.
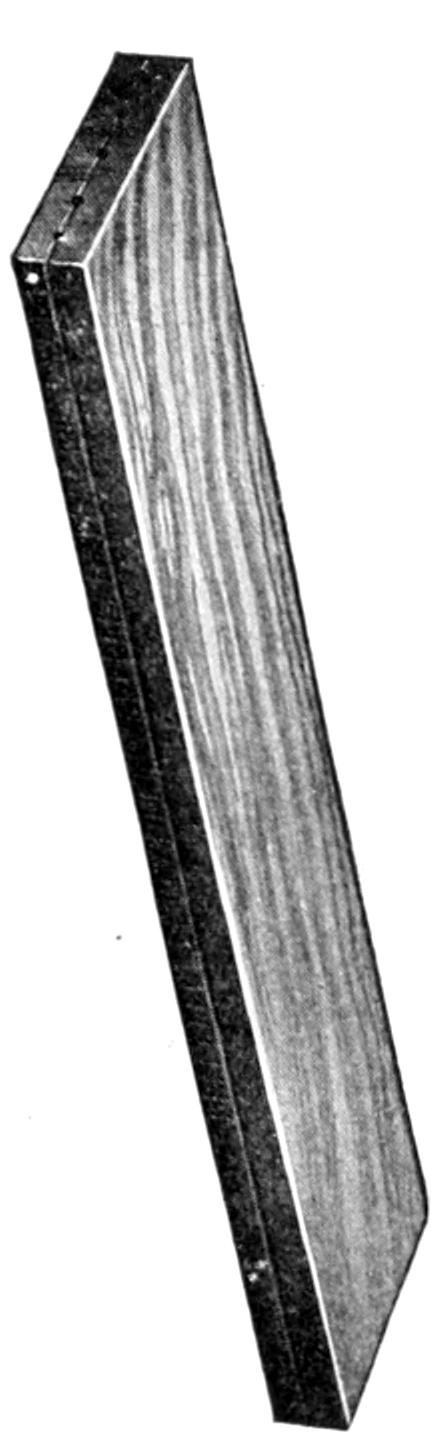
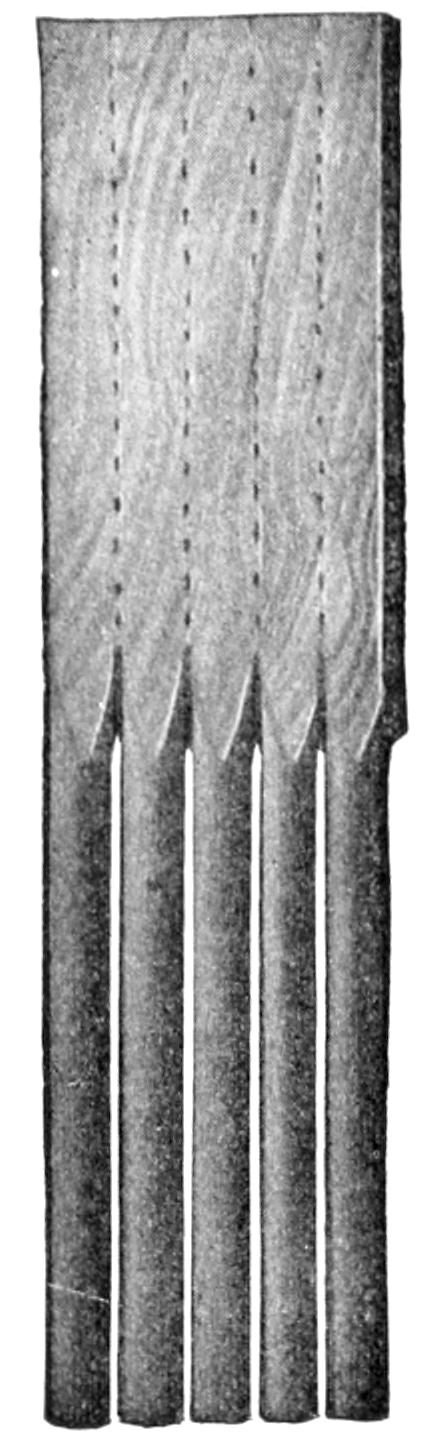

FIG. 4.
FIG. 5.
FIG. 6.
Fig. 4 shows a prospective view of the block as it appears when taken out of the form; the leads can be seen in the end. These blocks are fed to machines which cut out the pencils in one operation. An idea of this operation is given by Fig. 5, which shows a block half cut through. The pencils come out quite smooth, but are sand-papered to a finer finish before receiving the finishing coats. The finer grades of pencils are given from seven to nine coats of varnish before being passed along for the next process. Fig. 6 shows a pencil after it has been machined and before it has been varnished and stamped.
Furthermore, the requisite degree of hardness is obtained by the subsequent operation, viz., the compressing of the lead and shaping it into form ready to be glued into the wood casings. A highly compressed lead will produce a pencil of greater wearing qualities, an important feature in a high-grade pencil. Hydraulic presses are used for this purpose; and the mixture of clay and graphite, which is still in a plastic condition and has been formed into loaves, is placed into these presses. The presses are provided with a die conforming to the caliber of the lead desired, through which die the material is forced. The die is usually cut from a sapphire or emerald or other very hard mineral substance, so that it will not wear away too quickly from the friction of the lead. The lead leaves the press in one continuous string, which is cut into the lengths required (usually seven inches for the ordinary size of pencil), is placed in crucibles, and fired in muffle furnaces. The lead is now ready for use, and receives only a wooden case to convert it into a pencil.
[469]
The wood used in pencil making must be close and straight grained, soft, so that it can readily be whittled, and capable of taking a good polish. No better wood has been found than the red cedar, a native of the United States, a durable, compact and fragrant wood to-day almost exclusively used by pencil makers the world over. The best quality is obtained from the Southern States, Florida and Alabama in particular.
The wood is cut into slats about 7 inches long, 2¹⁄₂ inches wide, and ¹⁄₄ inch thick. It is then thoroughly dried in kilns to separate the excess of moisture and resin and to prevent subsequent warping. After this the slats are passed through automatic grooving machines, each slat receiving six semi-circular grooves, into which the leads are placed, while a second slab with similar grooves is brushed with glue and covered over the slat containing the leads. This is passed through a molding-machine, which turns out pencils shaped in the form desired, round, hexagon, etc. The pencils are now passed through sanding machines, to provide them with a smooth surface.
After sand-papering, which is a necessary preliminary to the coloring process, when fine finishes are desired, the pencils are varnished by one of several methods. That most commonly employed is the mechanical method by which the pencils are fed from hoppers one at a time through small apertures just large enough to admit the pencil. The varnish is applied to the pencil automatically while passing through, and the pencils are then deposited on a long belt or drying pan. They are carried slowly a distance of about twenty feet, the varnish deposited on the pencils meanwhile drying, and are emptied into a receptacle. When sufficient pencils have accumulated, they are taken back to the hopper of the machine and the operation repeated. This is done as often as is necessary to produce the desired finish. The better grades are passed through ten times or more. Another method is that of dipping in pans of varnish, the pencils being suspended by their ends from frames, immersed their entire length and withdrawn very slowly by machine. A smooth enameled effect is the result. The finest grades of pencils are polished by hand. This work requires considerable deftness; months of practice are necessary to develop a skilled workman. After being varnished, the pencils are passed through machines by which the accumulation of varnish is sand-papered from their ends. The ends are then trimmed by very sharp knives to give them a clean, finished appearance.
Stamping is the next operation. The gold or silver leaf is cut into narrow strips and laid on the pencil, whereupon the pencil is placed in a stamping press, and the heated steel die brought in contact with the leaf, causing the latter to adhere to the pencil where the letters of the die touch. The surplus leaf is removed, and, after a final cleaning the pencil is ready to be boxed, unless it is to be further embellished by the addition of a metal tip and rubber, or other attachment.
In this country about nine-tenths of the pencils are provided with rubber erasers. These are either glued into the wood with the lead, or the pencils are provided with small metal ferrules threaded on one end, into which the rubber eraser-plugs are inserted. These ferrules are made from sheet brass, which is cupped by means of power presses, drawn through subsequent operations into tubes of four- or five-inch lengths, cut to the required size, threaded and nickel-plated.
[470]
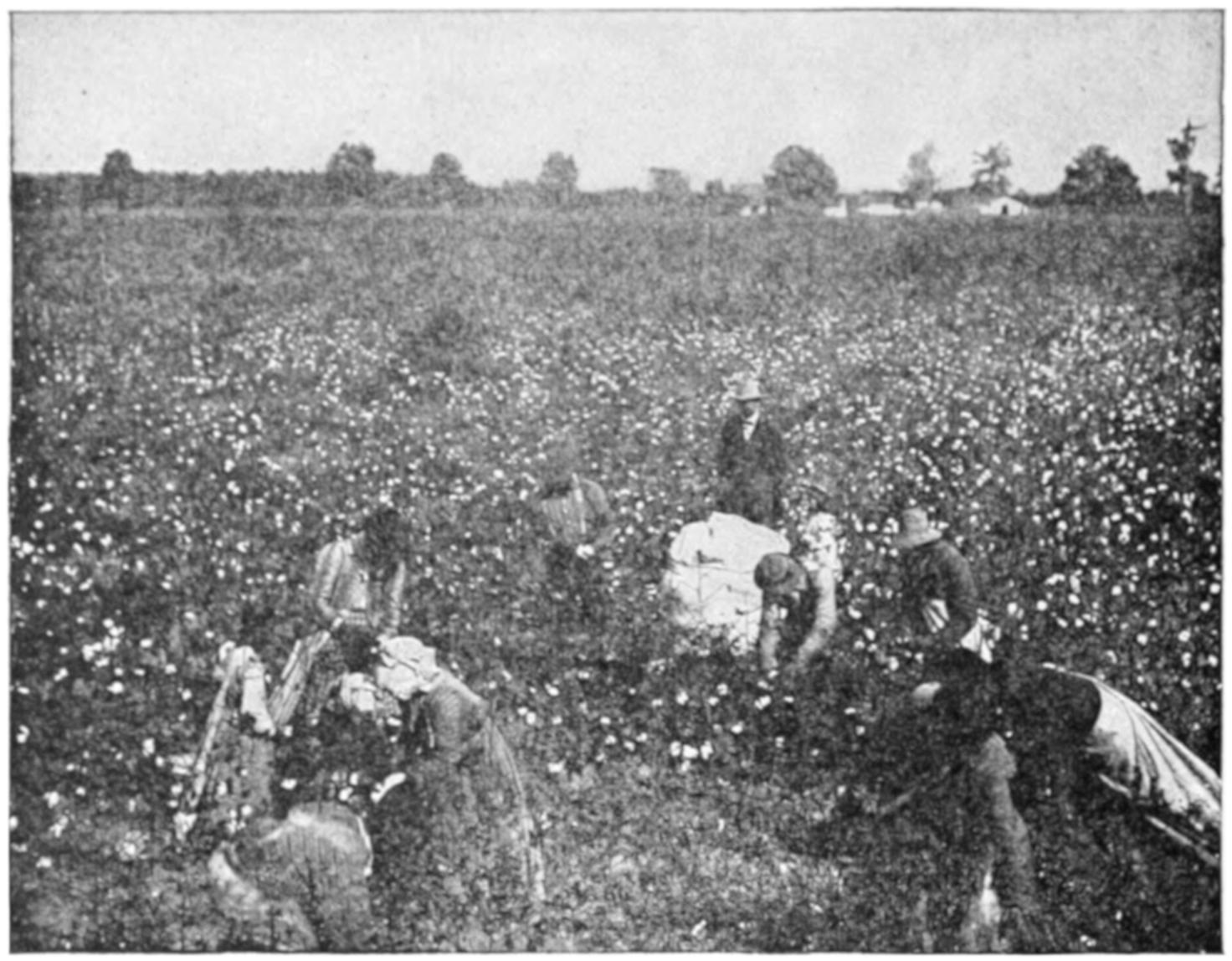
Courtesy of Doubleday, Page & Co.
A SOUTHERN COTTON FIELD
We get cotton from a plant which grows best in the warm climate of our Southern States. Cotton has been known to the people of the world for a long time. Before the birth of Christ people knew about cotton. They thought it was wool which grew on a tree instead of a sheep’s back. No other plant is of such value to man as cotton. We should learn something about a plant that is used by man in so many ways as cotton.
The cotton plant of our Southern States is a small shrub-like annual about four feet high. The flowers of the cotton plant are white at first but change to cream color and then are tinged with red. This change takes place over a period of four days when the petals drop off and leave what is called a “boll” in the calyx of the flower. This boll, which is to contain the cotton, is really the seed container of the cotton plant and keeps on growing larger until it is about as big as a hen’s egg. When it is fully grown or ripe the boll cracks and the seeds and fibrous lint burst forth. The bolls are then gathered and taken to a cotton gin, where the seeds are separated from the lint and the lint prepared for weaving.
The boll is divided into from three to five sections. Each section contains a quantity of lint and seeds. When the boll is fully grown the covering of each of the sections cracks and opens up, revealing the contents. It is just like opening the door of each section and having the contents burst out. When these bolls burst open, there is no more beautiful sight in the world than to look out over a cotton field and see the colored people—the “cotton pickers”—busy at their work picking off the bolls.
When the crop is gathered and ginned, the lint is packed into bales and taken to the cotton mill, where it is made into cloth. One of the most interesting industrial processes in the world is to see the bale of cotton go into a cotton mill and come out a piece of cotton goods.
[471]
THE COTTON ARRIVES AT THE MILL
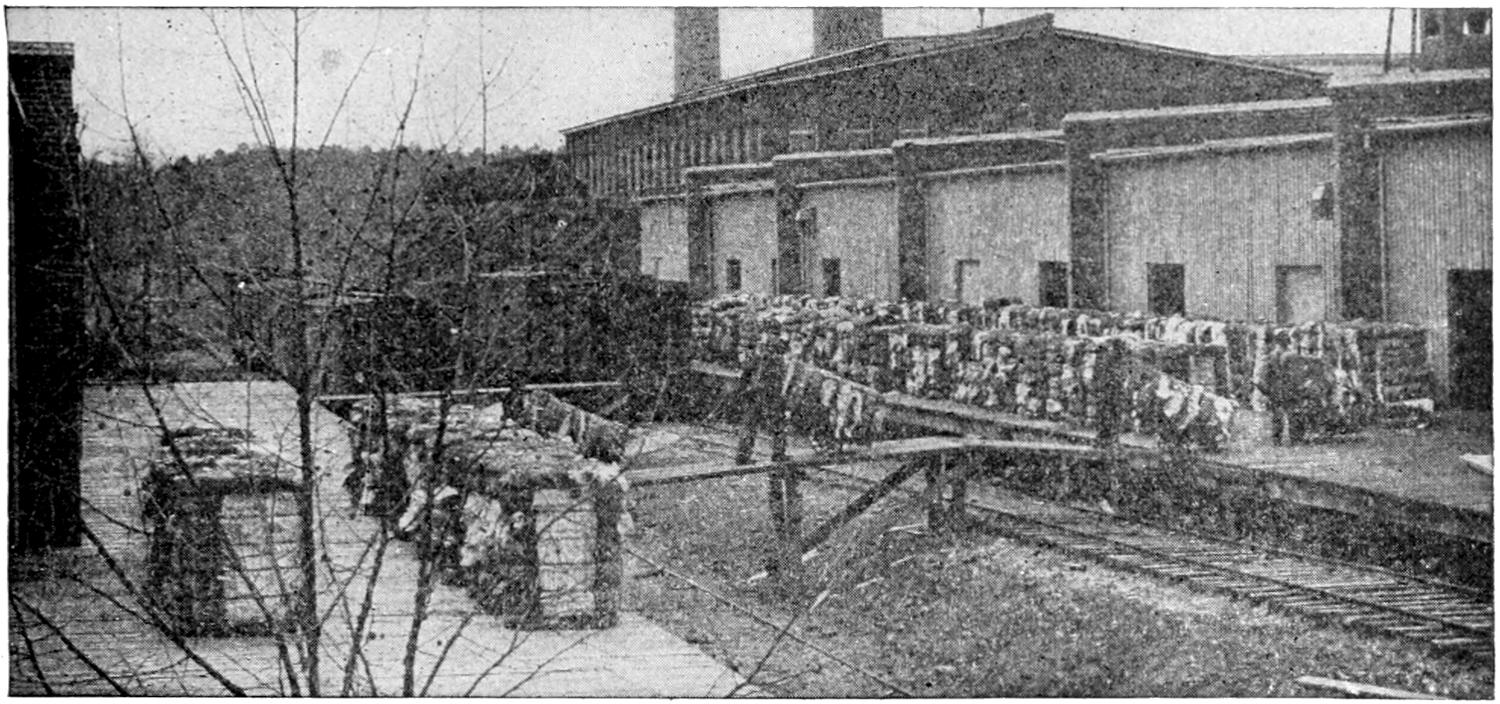
BALES OF COTTON AT COTTON MILL
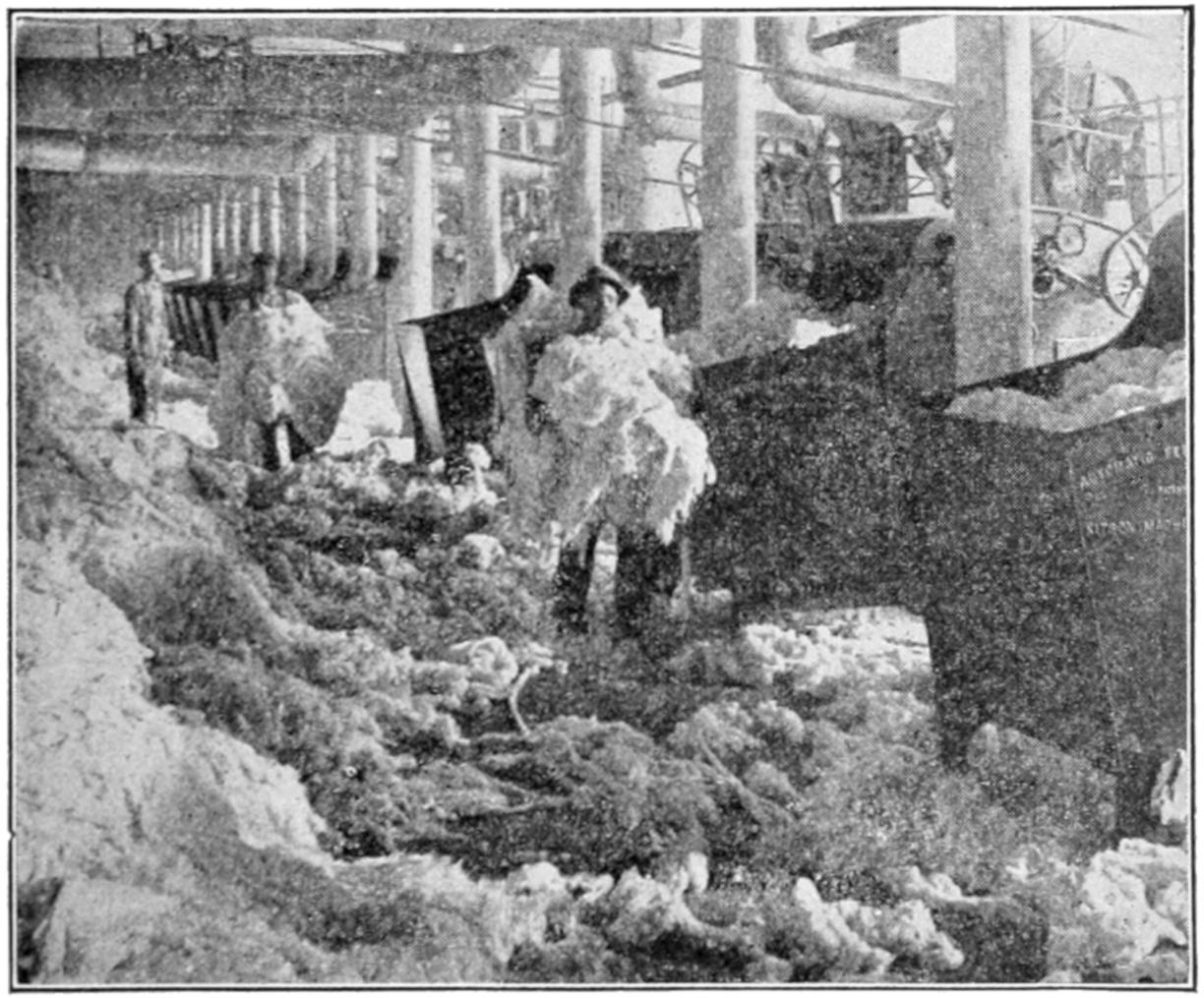
OPENING MACHINES.
The bales are opened, and the cotton is thrown into the large hoppers at the front of these machines, which open and loosen the fibers, work out lumps and remove the grosser impurities, such as dirt, leaf, seed and trash. A strong air draft carries off the dust and foreign particles, and lifts the cotton through trunks to the floor above.
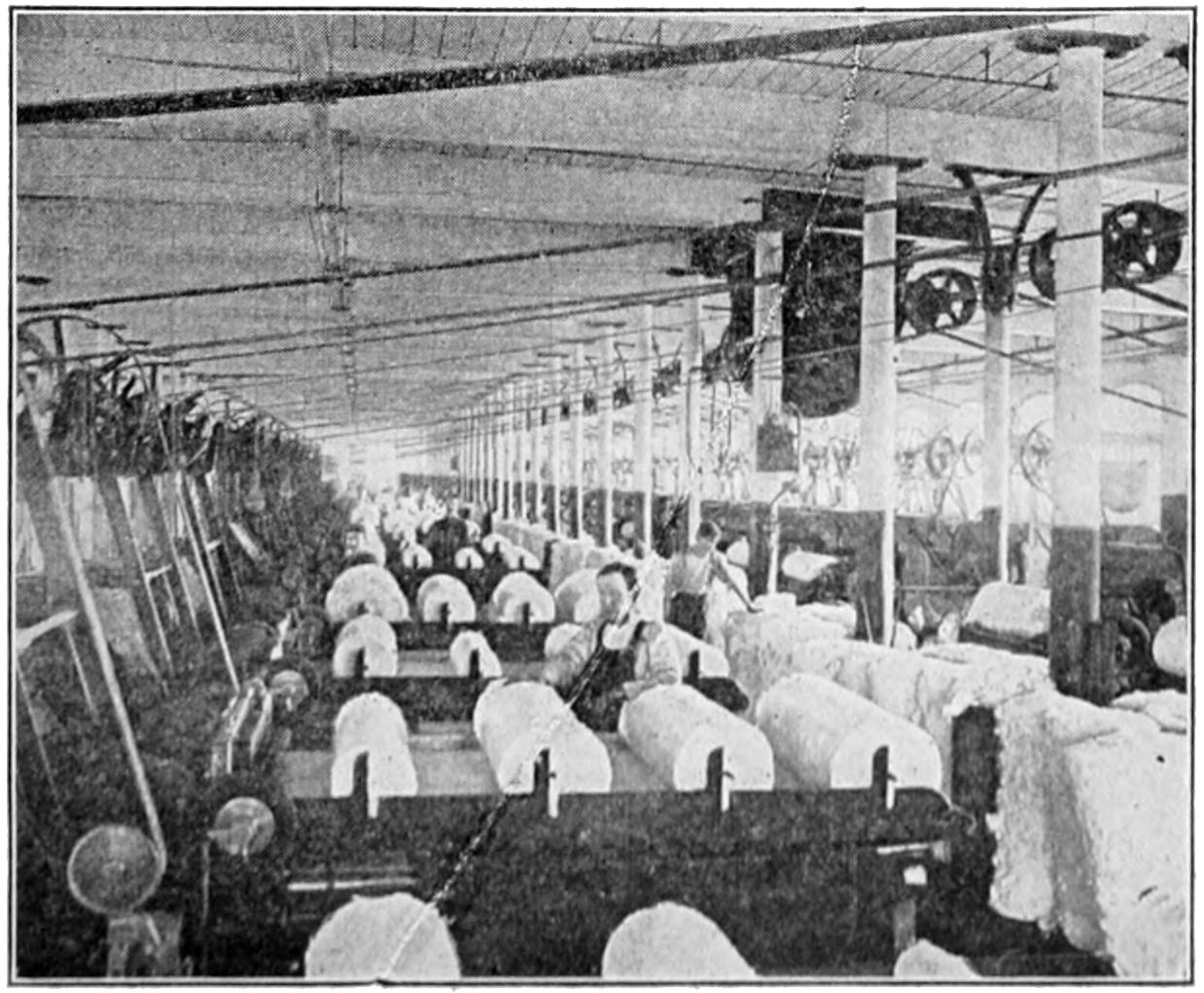
LAPPER MACHINES.
In these machines, known as Breaker and Finisher Lappers, more of the trash and impurities is beaten out of the cotton, and the lint is carried forward and wound into rolls of cotton batting, known as laps. Several of these are doubled and drawn into one so as to get the weight of each yard as uniform as possible.
[472]
FIRST STEPS IN MAKING COTTON CLOTH
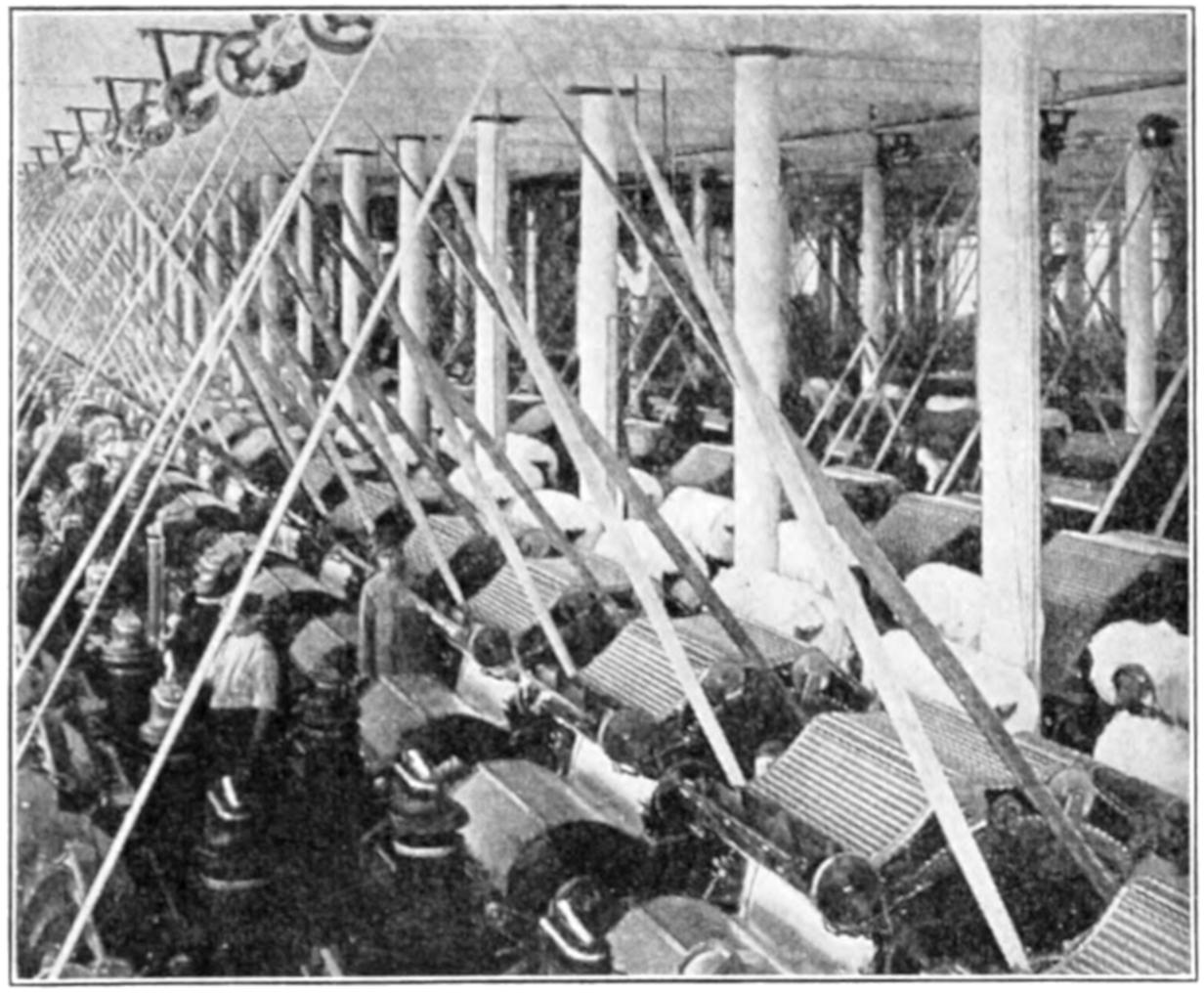
CARD ROOM.
In these machines, known as Revolving Flat Top Cards, the cotton passes over revolving cylinders clothed with wire teeth, and the fibers are combed out and laid parallel with each other. They are delivered at the front of the machine as a filmy web, which is gathered together and formed into a soft downy ribbon or rope, known as card sliver. This is automatically coiled and delivered into cans.
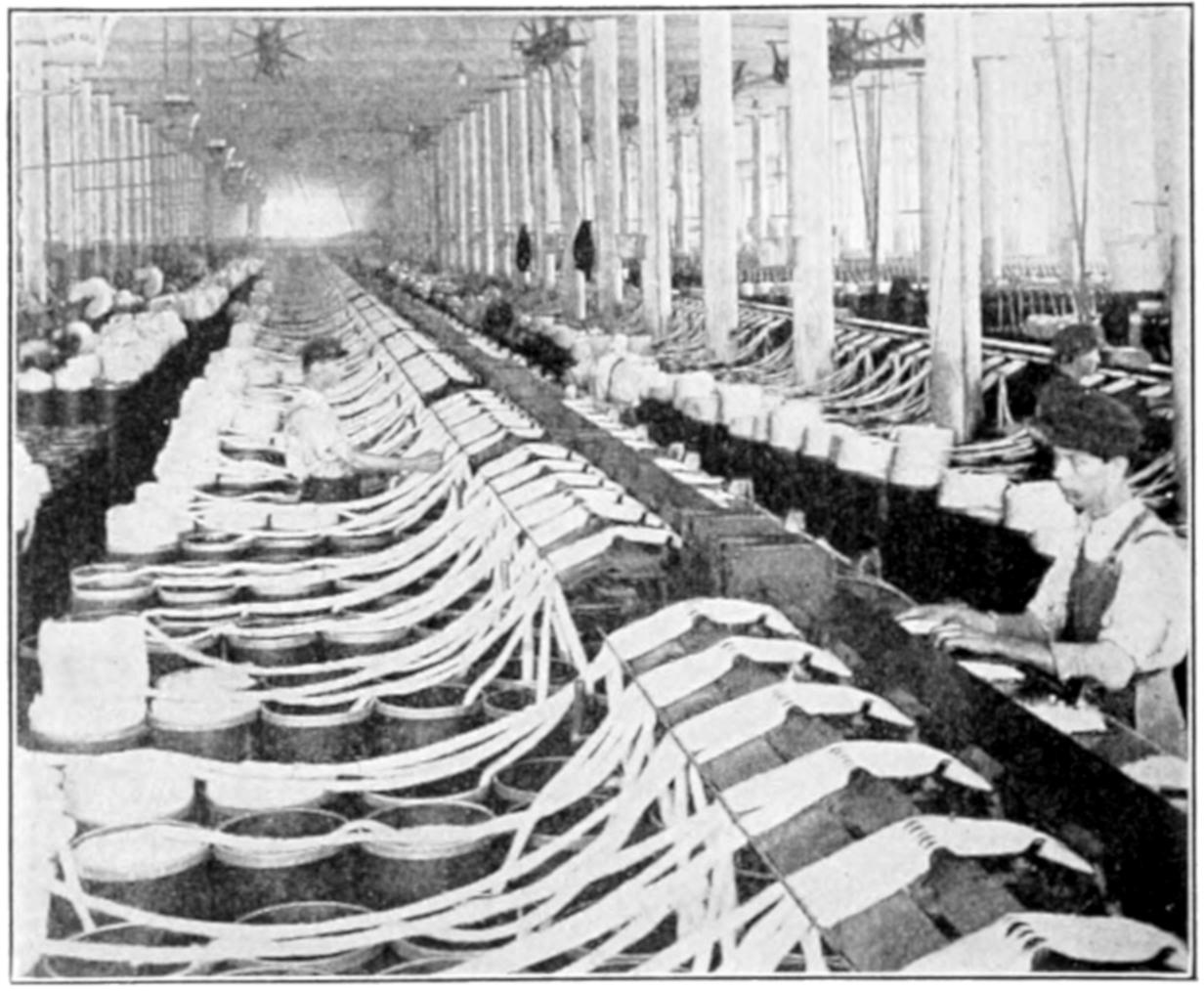
DRAWING FRAMES.
To insure uniformity in weight, so that the yarn when spun shall run even, the card slivers are doubled and drawn out, redoubled and again drawn out, somewhat in the manner of a candy maker pulling taffy, only here the process is continuous. Six strands of the card sliver are fed in together at the back of the drawing frames, pulled out and delivered as one; and the process repeated. This produces a sliver more uniform in weight, and in which the fibres are more parallel.
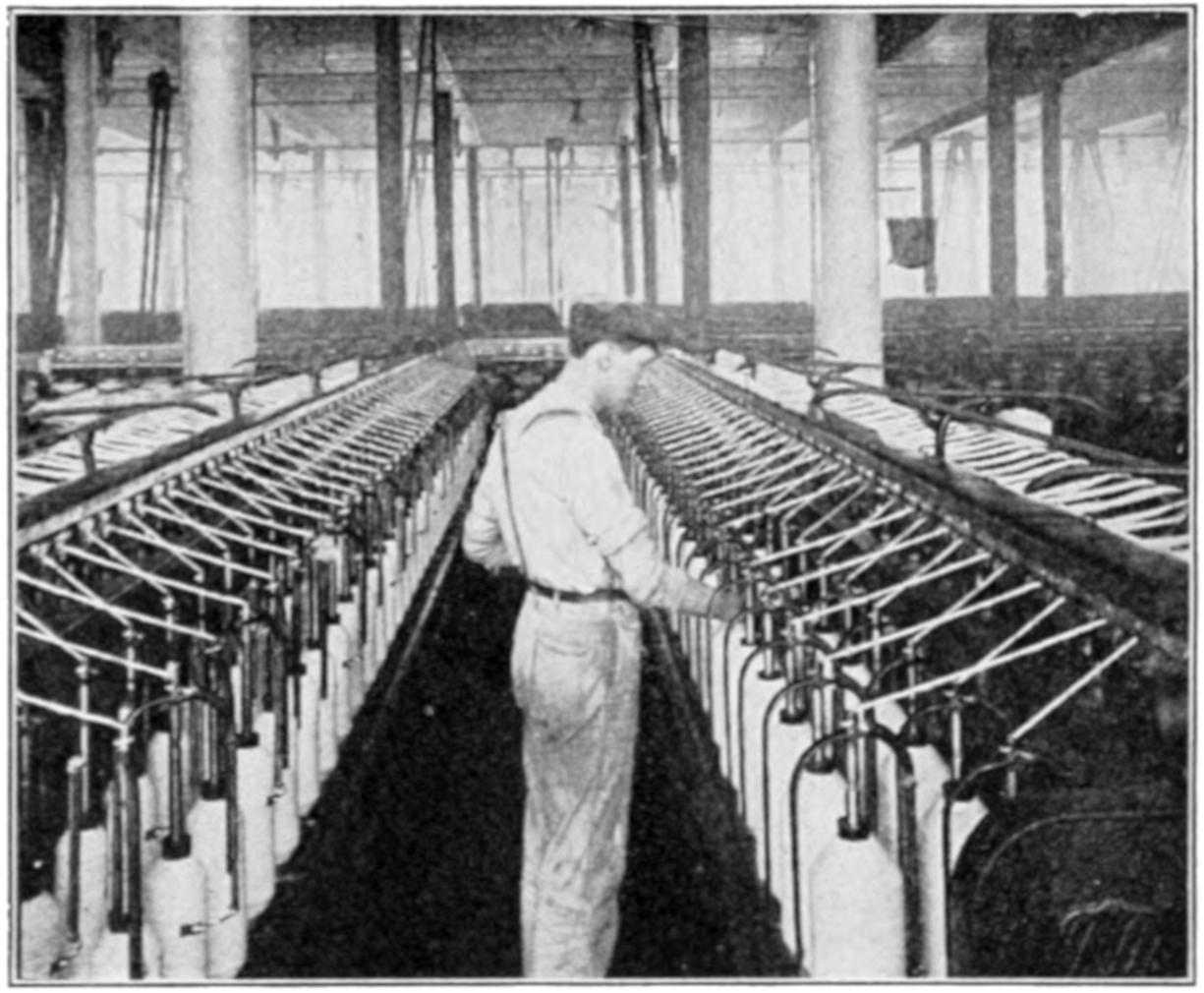
SLUBBERS.
The sliver from the drawing frames is taken to machines called slubbers, where again the fibers are drawn out, and the strand of cotton, now much finer and known as slubber roving, is given a bit of twist to hold it together, and is wound on large bobbins.
[473]
PUTTING THE COTTON FIBER ON BOBBINS
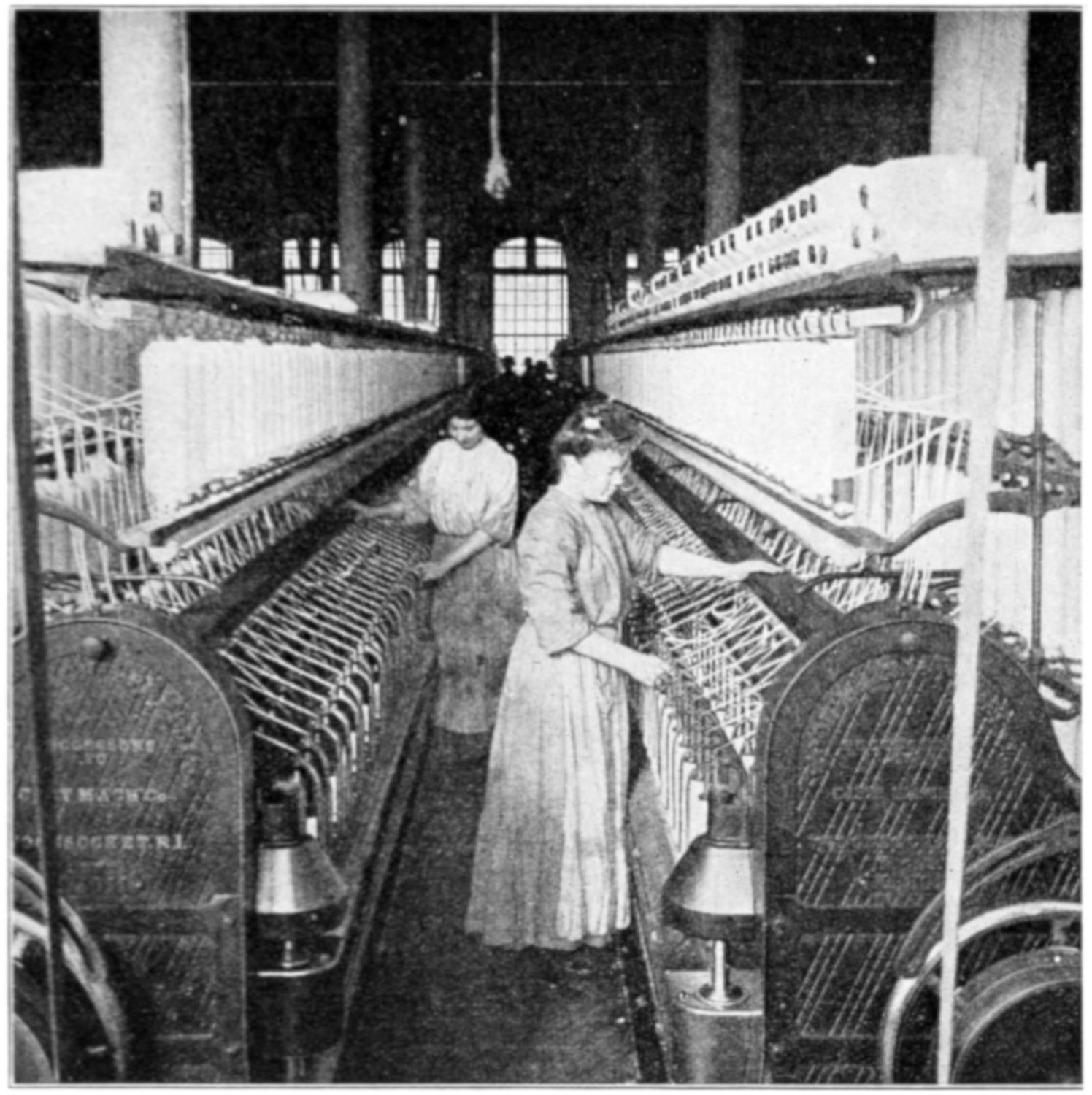
SPEEDERS.
The large bobbins of roving from the slubbers are taken to other machines known as Speeders, and are unwound through the machine, again drawn out finer and finer, and rewound on smaller bobbins. The strand of cotton known as speeder roving is now ready to be taken to the spinning room for the final draft and twist necessary to turn it into yarn.
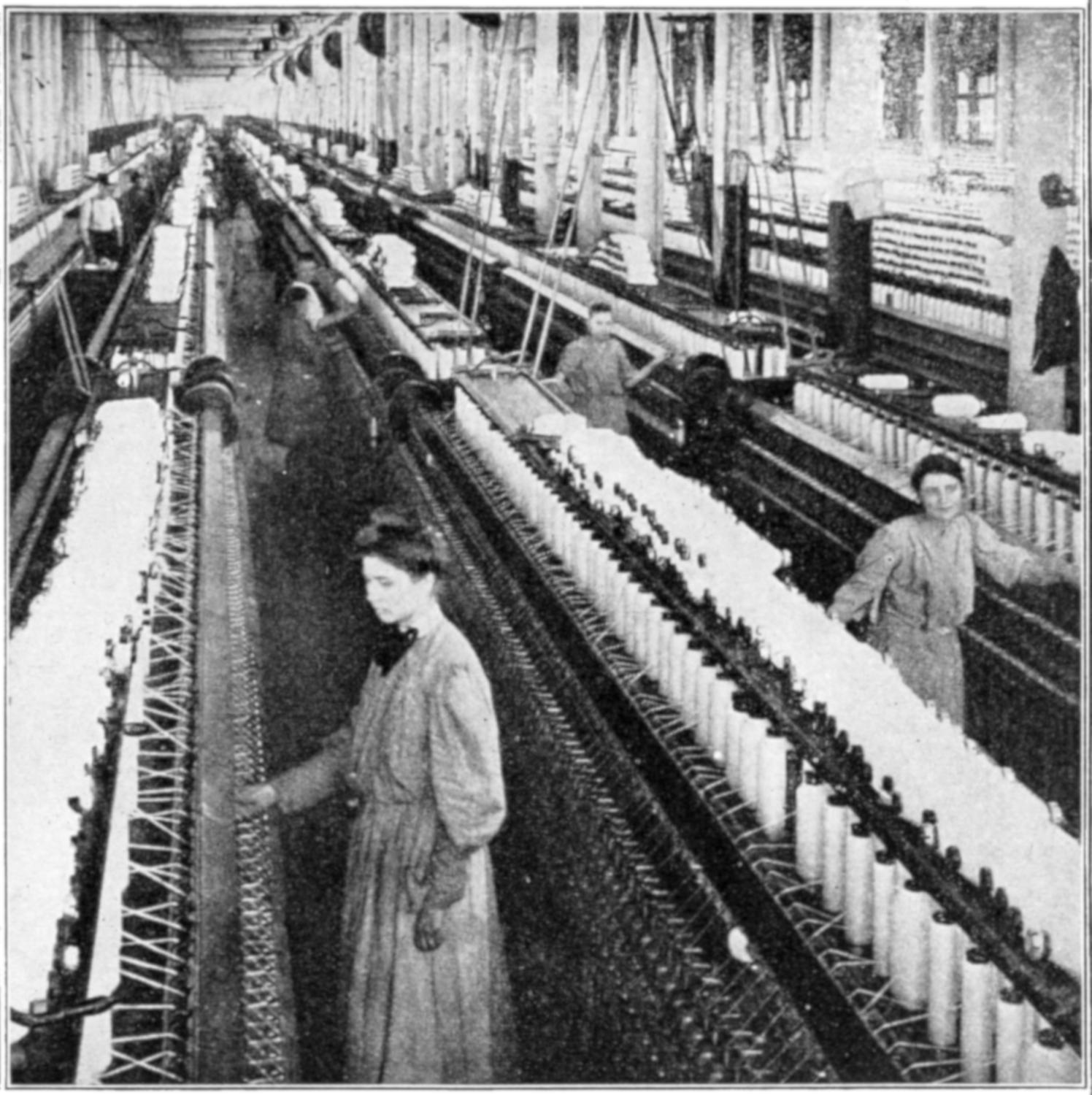
SPINNING FRAMES.
The roving from the speeders is placed on the Spinning Frames, and now undergoes its final draft as it passes through the spinning rolls. The attenuated fibres are then twisted firmly together by the action of the spindles, which turn at a speed of about 10,000 revolutions per minute. The yarn thus formed is wound on bobbins and is ready to be dyed and weaved.
[474]
THE COTTON IS READY FOR DYEING
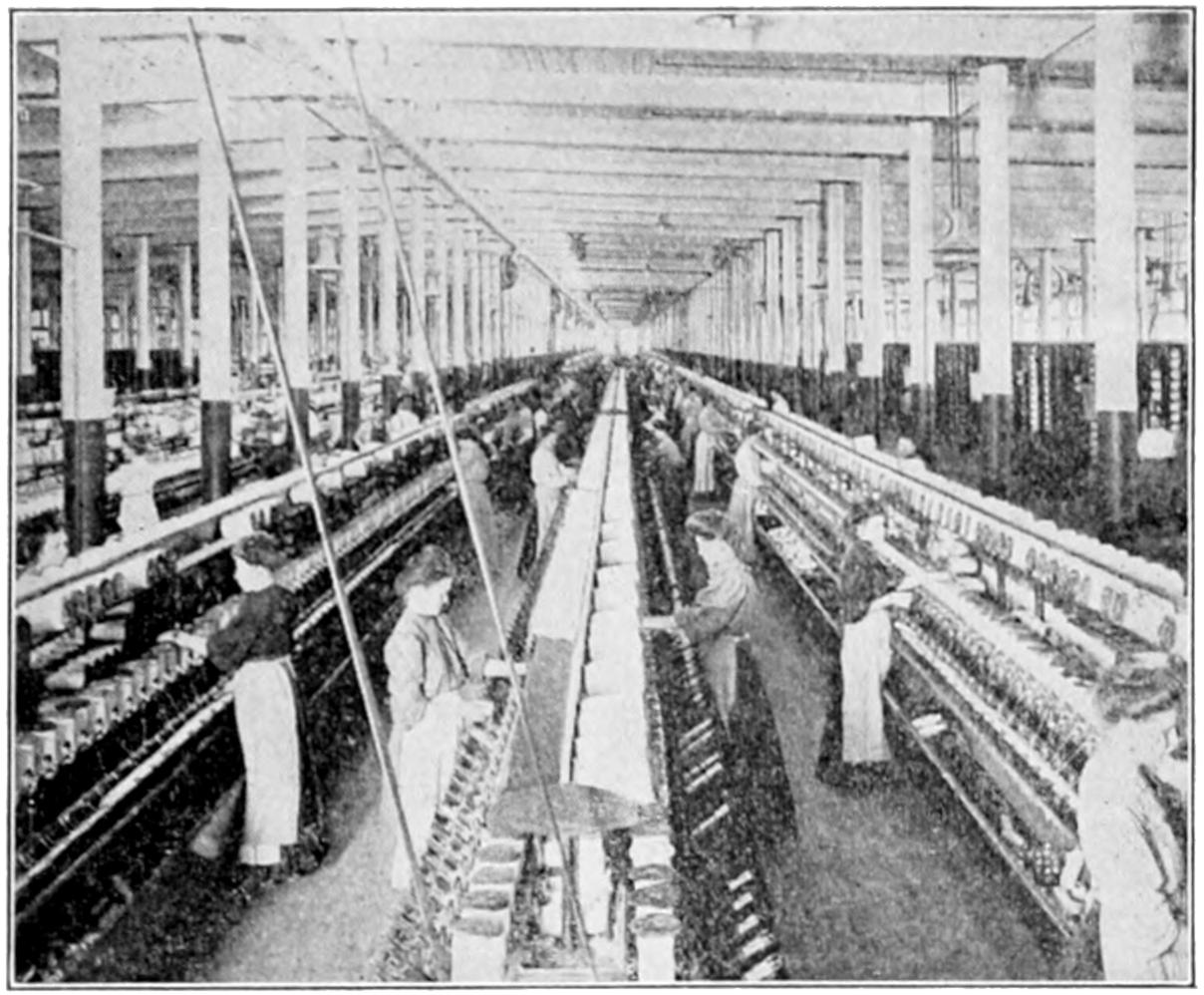
SPOOLERS.
Two kinds of yarn are delivered at the spinning frames, known as warp and filling, which make respectively the lengthwise and crosswise threads of the cloth. The filling is in its completed form ready for the loom; the warp must first be gotten into shape for dyeing and then arranged in parallel rows or sheets of thread for weaving. The first of these processes is spooling, and consists simply in unwinding the yarn from the small bobbins on which it is spun, and rewinding it on large spools.
WARPERS.
The spools of warp yarn are placed in large wooden racks or creels from which they can conveniently unwind. The separate threads are drawn through little wires in the warpers, and are gathered into a bunch or rope of threads, which is wound in a large cylindrical ball known as a warp. If any thread breaks while passing through the warper, the little wire drops and stops the machine. In this way full count of threads and uniform weight of the goods is insured.
DYE-HOUSE.
Here the warps, after being boiled and softened to enable the dye to penetrate, are passed through the indigo vats. Several runs are made to get the beautiful depth of color. This Dye-house is equipped with one hundred indigo vats, and is one of the best-lighted and cleanest-kept dye-houses in the world.
[475]
WHERE THE COTTON IS WOVEN INTO CLOTH
BEAMING FRAMES.
After being dyed, the warps are washed and then passed through drying machinery, from which they are delivered in coils. These are brought to the beaming frames, where they are again spread out into sheets of parallel threads, and passed through the teeth of a steel comb, which separates the threads and prevents tangling, and in this form they are wound on huge iron spools known as slasher beams.
SLASHERS.
From the beaming frames the warps are taken to machines known as Slashers, where they are sized or stiffened to enable them to stand the chafing at the looms incidental to the process of weaving. The slasher beams are placed in an iron frame at the back of the slashers and unwound together through the machine. With them some additional threads of white yarn are unwound at either side to form the selvage of the cloth.
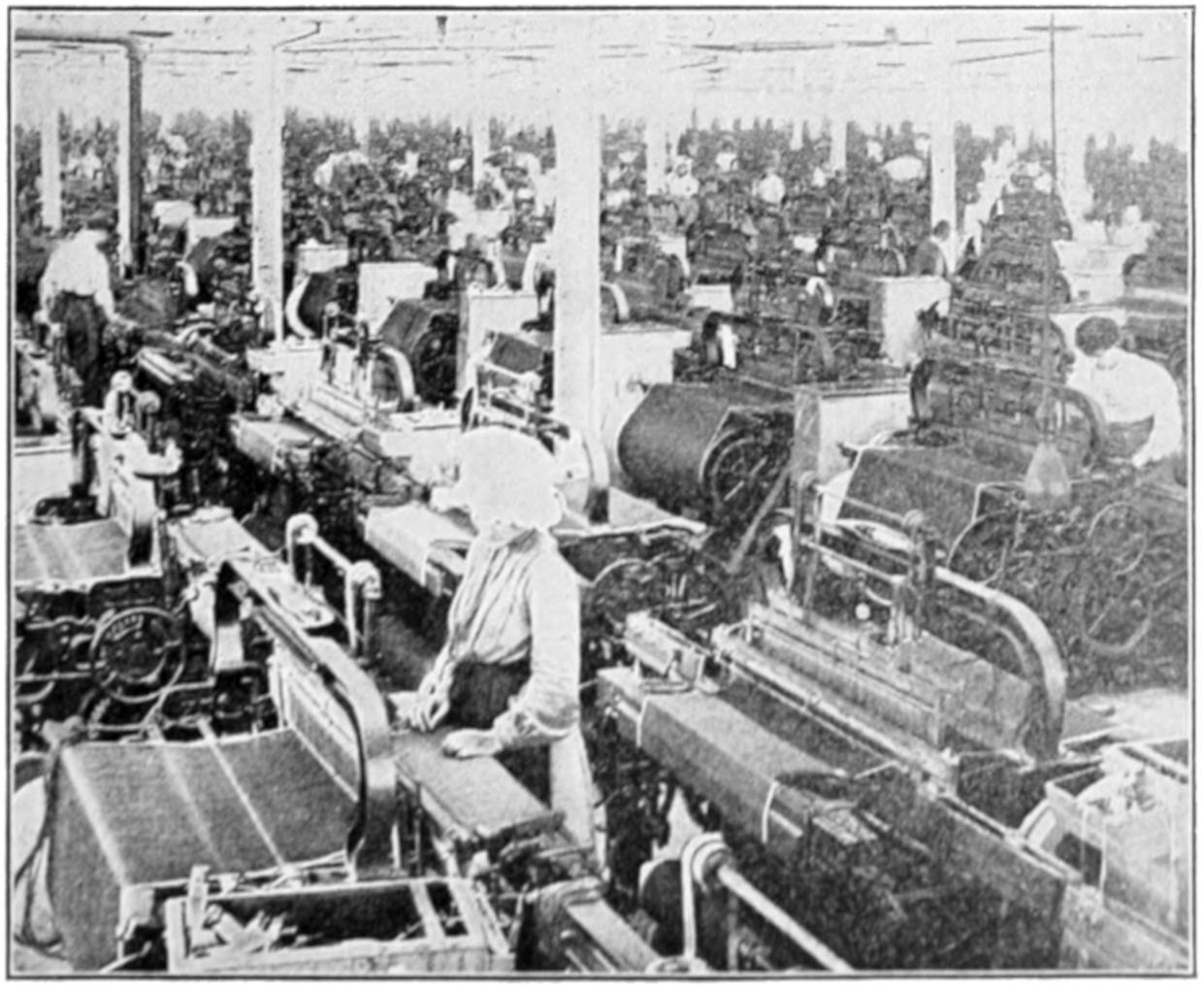
WEAVE ROOM.
The sheet of warp threads unwinds from the loom beam, receives the filling threads and is wound into a roll of cloth at the front of the loom. This weave room contains 2000 looms. It is 904 feet long by 180 feet wide (about four acres) and is the largest single weave room in the world. Overhead is the roof, which forms one vast sky-light, being of what is known as saw-tooth construction. The vertical sides of the teeth all face due north and are formed of ribbed glass, which affords the most perfect light to every section of the room.
[476]
THE COTTON CLOTH FINISHED
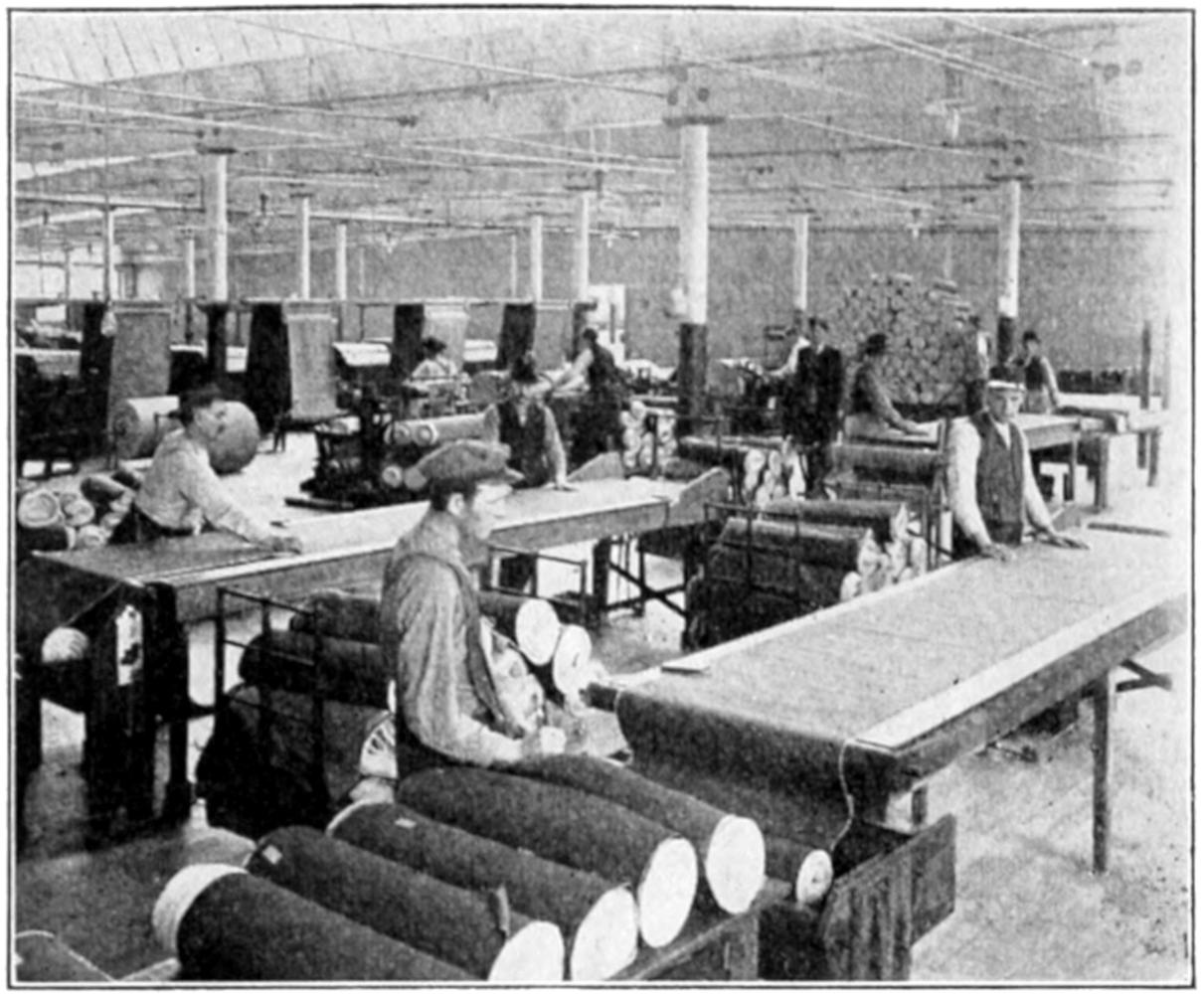
INSPECTING TABLES.
Before going to the baling presses every yard of cotton cloth passes under the vigilant eyes of the cloth inspectors, who mark as seconds and lay aside all pieces containing imperfections. This inspection is not a mere formality, but is conducted most carefully, and this department is specially located to get the best and most perfect light.
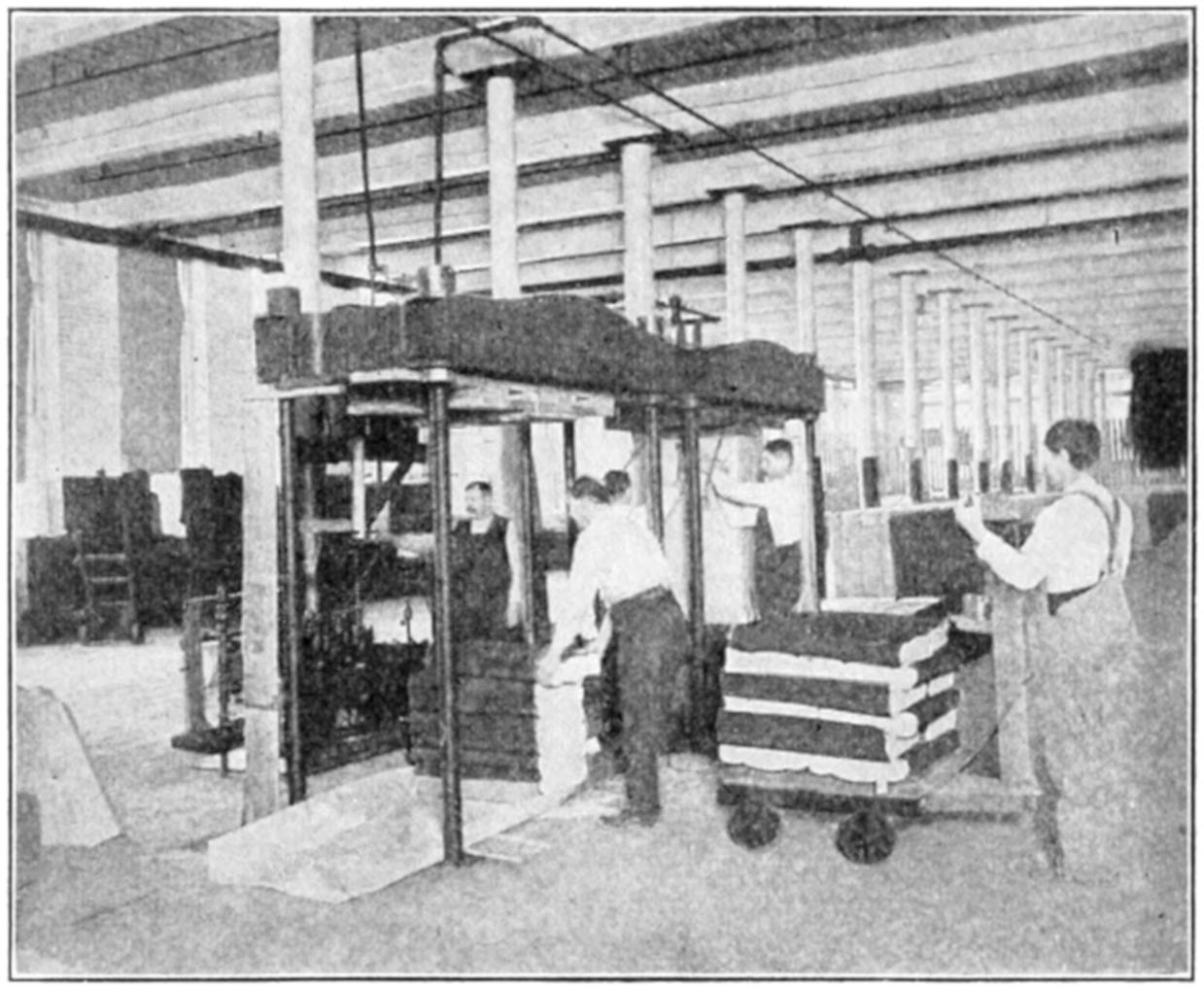
BALING PRESSES.
The bolts of finished cloth are now placed in presses and made into bales of finished cloth and are ready for the market.
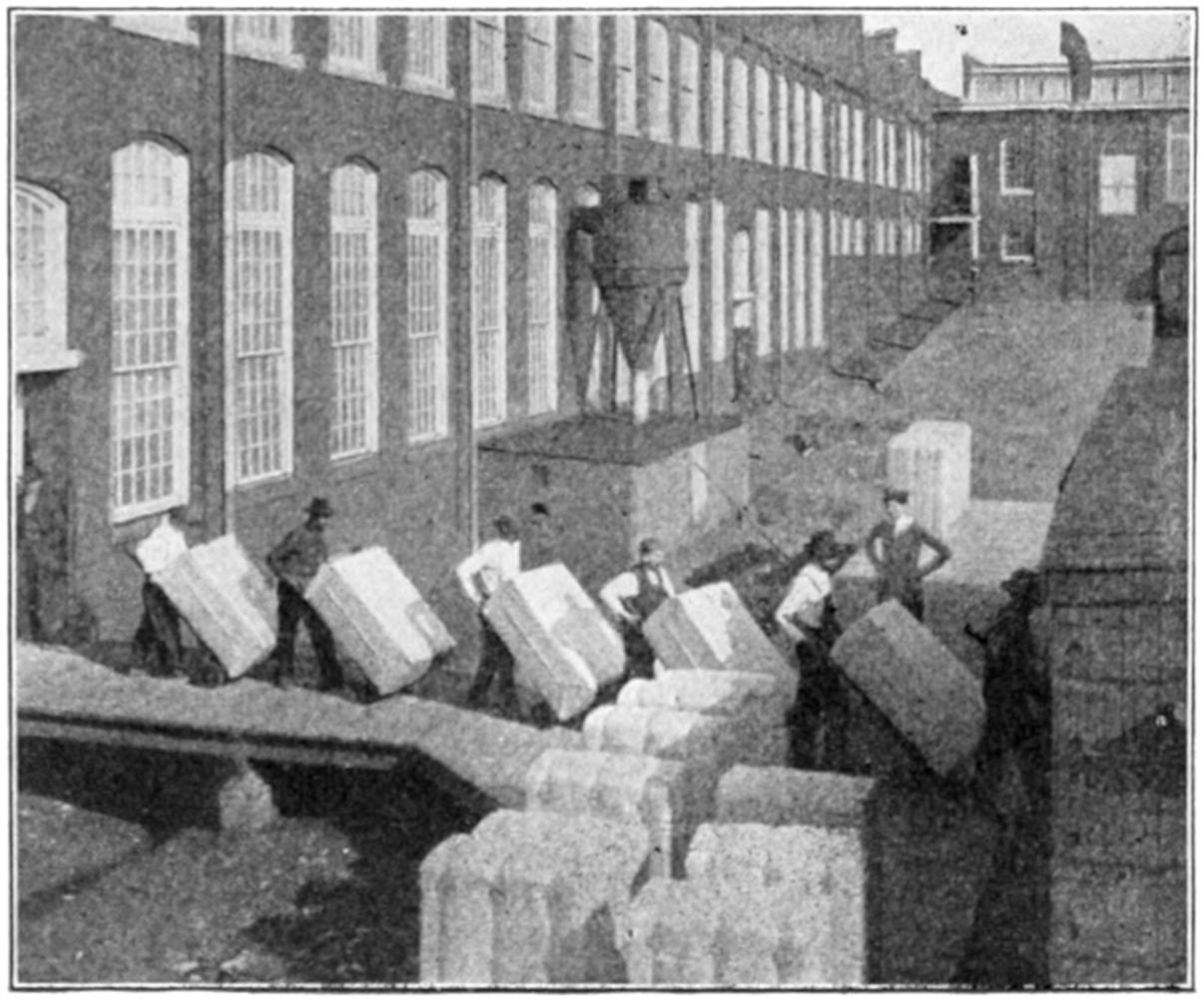
Shipping platform of the White Oak Mills, Greensboro, N. C., showing how the bales of finished cloth are handled in shipping.
Pictures herewith by courtesy of White Oak Mills.
[477]
Just who discovered cotton is not known. The early records are so incomplete that no individual can be credited with the discovery of the value of this wonderful plant. Long before Cæsar’s time, among the Hindoos they had a law that if you stole a piece of cotton you were fined three times its value. Most of the early nations were familiar with cotton—the early Egyptians, Chinese and other ancient people used it and valued it.
The United States is the leader in the production of cotton, as in many other important world products. We produce more than seventy-five per cent of all the cotton grown in the world. The remainder is practically all grown by East India, Egypt and Brazil.
The cotton plant is one of the wonder plants of the world, when you stop to think how well we could get along without wool or silk or other fabrics if we had to.
Little would be lost to the world so far as actual comfort is concerned if all of the other fabric-making materials were lost. We would sleep, as we often do now, in beds the coverings of which were pure cotton, in a room in which the rugs were woven from cotton, the sun kept out of the room by cotton window shades. We could still have plenty of good soap to wash our bodies and clothing, for much of our soap to-day is made from cotton-seed oil; then we could use a cotton towel to dry ourselves; and put on a complete outfit of clothing made entirely of cotton. White cotton table cloths and napkins are not so fine as linen; they are good enough for anyone. Your breakfast rolls will taste quite as well if baked with cottolene instead of lard; the meat for your dinner would be fed and fattened on cotton-seed meal and hulls as they are now; you would have butter made from cotton-seed that compares favorably with the butter you now have on the table; the tobacco in your cigar would continue to be grown under cotton cloth and packed in cotton bags; armies would still sleep under cotton tents and could use gun-cotton to destroy the enemy.
There are a great many different names given to cotton cloths, but they may in general be divided into five classes—plain goods, twills, sateen, fancy cloth and jacquard fabrics. The cotton cloth in each of these classes varies and goes by different names. For instance, in Plain Goods, the different kinds are lawn, nainsook, sheeting, mull, print cloth, madras. The difference lies in the number of threads in one inch of width, the fineness and the weave. The Twills have lines running diagonally and are used for linings mostly. The difference is in the weaving. Denim, largely used for overalls, belongs to the class of Twills. Sateen is used for dress linings, dresses and waists. Then there is the class of Fancy Cloths which is another kind of weave used largely in children’s clothes, shirt waists, etc., and under the name Scrim is fine for draperies and towelling. The other class, Jacquard Fabrics, represents the most complicated form of weaving and used largely under special individual names or brands for dress goods, novelties, etc.
When the cotton is spun into yarn
it is no longer sold by the bale, but
by the pound. It is impossible to make
an exact statement of the amount of
cotton cloth one pound of cotton yarn
will make, because of the difference
in weaving. It has, however, been
figured out that a pound of cotton yarn
should make
3¹⁄₂ yards of sheeting, or
3³⁄₄ yards of muslin, or
9¹⁄₂ yards of lawn, or
7¹⁄₂ yards of calico, or
5¹⁄₂ yards of gingham, or
57 spools of thread.
[478]
Picture by courtesy Browne & Howell Co.
CHRISTOFORI PIANO FROM THE METROPOLITAN MUSEUM OF ART, NEW YORK CITY.
Music is one kind of sound. All sounds, whether musical or not, are the result of sound waves in the air. They travel almost exactly like the waves of the water. They go in circles in all directions at the same speed and will go on forever unless they meet something that has the ability to stop them. If you drop a pebble into the exact center of a basin of water, you will see the ring of waves produced start from the point where the pebble entered the water and travel to the sides of the vessel, which stop them. Also the pebble as it falls into the water will make ring after ring of waves.
When you shout or ring or strike one of the keys of the piano you start a sound wave or a series of them, which you can hear as soon as the sound wave strikes your ear. When the series of waves is regular the sound produced is a musical sound, and when the sound waves are not regular in length we call it some other kind of a sound.
Acting on the knowledge so learned, man has devised numerous instruments with which he can produce musical sounds, such as the piano, phonograph, and many others.
The first real piano was made by Bartolomeo Christofori, an Italian. He invented the little hammers by the aid of which the strings are struck, giving a clear tone instead of the scratching sound which all the previous instruments produced. It took two thousand years to discover the value of the little hammers in making clearer notes. His first piano was made in 1709. The word by which we call the instrument pianoforte has, however, been traced back as far as 1598, when[479] it is said to have been originated by an Italian named Paliarino. The first piano made in America was produced by John Behnud, in Philadelphia, in 1775.
THE DISCOVERY OF STRINGED MUSICAL INSTRUMENTS
The piano is a stringed musical instrument. The name pianoforte comes from two Italian words meaning soft and loud, and is accurately descriptive of the piano because the notes can at will be made soft or loud. The piano is a development of the simplest form of making regular sound vibrations by snapping or hammering a string of some kind which is stretched tight and fastened at both ends. We must go far back into history to find the earliest traces of stringed instruments, and even then we do not know where and when they originated, for there seem to be no records which help us to trace their origin. We know that the Egyptians as far back as 525 B.C. had stringed instruments, but we only know they had them—not where they got them or who made them. There is a legend that the Roman god Mercury, while walking along the Nile after the river had overflowed its banks and the land had again become dry, stubbed his toe on the shell of a dead tortoise. He picked it up to cast it aside and accidentally touched some strings of sinew with his finger. These strings were only what remained of the once live tortoise. At the same time Mercury heard a musical note and, after vainly trying to find a cause for the musical sound, twanged the string again and discovered the music in tightly-stretched strings. He set about making an instrument, using the tortoise shell for the sound box and stretching a number of strings of sinew across it. This is only a legend, of course, but if we examine the early musical instruments of the Greeks, which was the lyre, we always find the representation of a tortoise upon it.
Other nations, such as the early Chinese, the Persians, the Hindus and the Hebrews, had stringed instruments much resembling the lyre. In the tombs of the great rulers of Egypt are found representations of harps, and one harp which had been buried in one of the tombs for more than 3000 years was actually found to be in good condition.
Picture by courtesy Browne & Howell Co.
DULCIMER.
Wherever we search among the records of early nations we find evidence that they were familiar with the music obtainable from playing upon stringed instruments, but we have never been[480] able to discover what people or what persons first learned that music could be produced with such instruments.
THE FIRST STRINGED
MUSICAL INSTRUMENT
The harp was probably the first practical stringed instrument. Its music was produced by picking the strings with the fingers or with a piece of bone or metal.
The next step was the psaltery, which was produced in the Middle Ages. It was a box with strings stretched across it and represented the first crude attempt at using a sounding board. A larger instrument which came about the same time and was very like the psaltery, was the dulcimer. Both were played by picking the strings with the finger or a small piece of bone or other substance.
Then came the keyboard, first used on stringed instruments in what is called the clavicytherium. This consisted of a box with cat-gut strings ranged in a semitriangle. On the end of each key was a quill, which picked the string when the key was operated.
After this came the clavichord. It was built like a small square piano without legs. The strings were made of brass and on the end of each key was a wedge-shaped piece of brass which picked the strings. The elder Bach composed his music on the clavichord, his favorite instrument, and that is why the music written by Bach is full of soft and melancholy notes. The clavichord produced only such notes.
The next steps brought the virginal, spinet and harpsichord. The strings on all three were of brass with quills at the key ends for picking the strings. The virginal and spinet were very much alike. The harpsichord was larger and sometimes was made with two keyboards. These instruments had notes covering four octaves only.
Picture by courtesy Browne & Howell Co.
CLAVICHORD.
The arrangement of the strings in the harpsichord provided one step nearer to our piano. It had five octaves of notes and there were at least two strings to each note instead of only one, as in previous instruments.
Picture by courtesy Browne & Howell Co.
SPINET.
Ordinarily the longest key-board of the piano has seven octaves and three notes in addition, or 52 notes, not counting the sharps and flats. An octave you, of course, know consists of the seven notes C D E F G A B.[481] Every eighth note is a repetition of the one seven notes below or above. The reason that there are no more notes or octaves on the piano is that if we extended the key-board either way one or two octaves more, we should not be able to hear the notes struck on the keys. There would be sound produced, or course, but the vibrations would be too fine for the human ear to hear. It is said that the range of the human ear does not go beyond somewhere between eleven and twelve octaves.
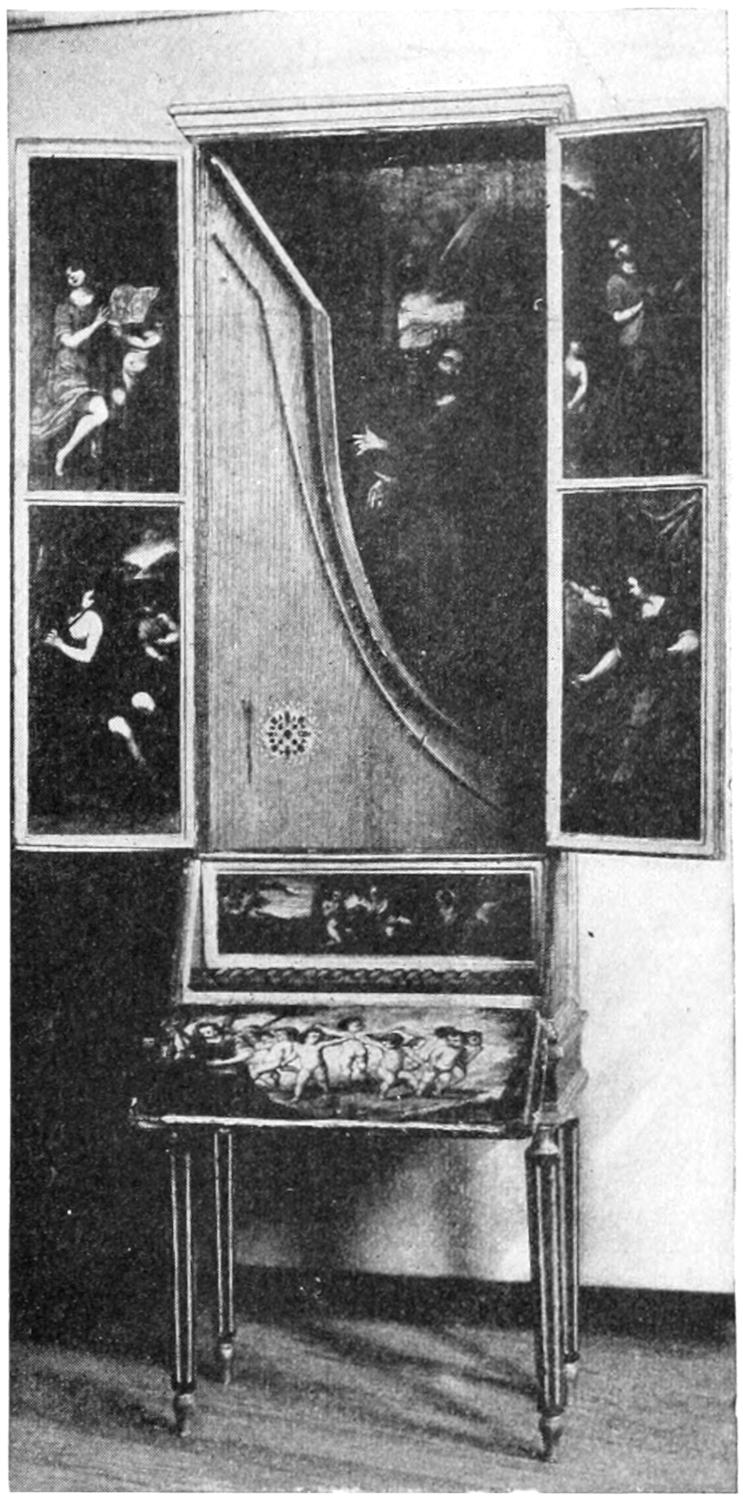
Picture by courtesy Browne & Howell Co.
UPRIGHT HARPSICHORD.
(From the Metropolitan Museum of Art, New
York City.)
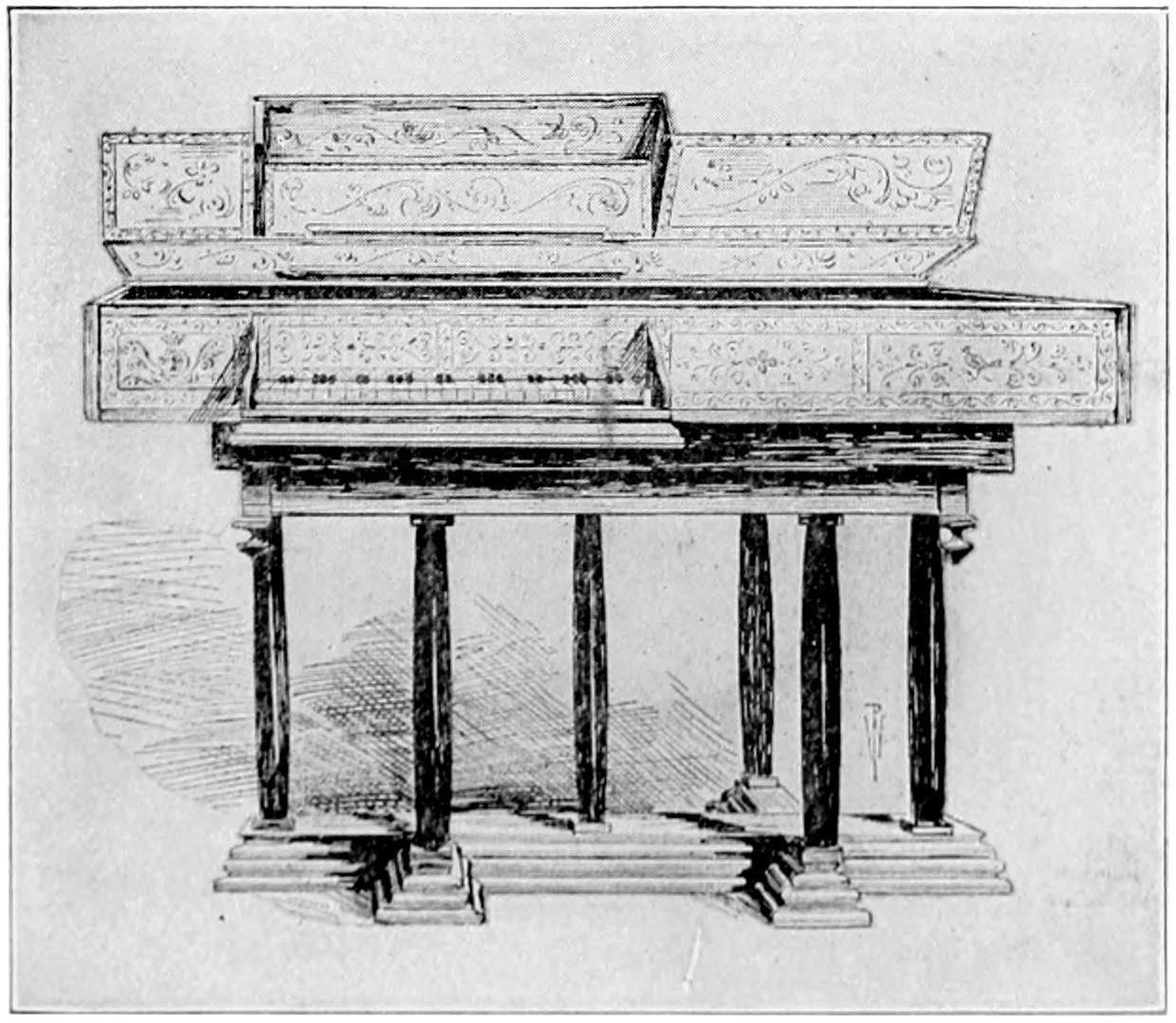
Picture by courtesy Browne & Howell Co.
QUEEN ELIZABETH’S VIRGINAL.
[482]
HOW THE MUSIC GETS INTO THE PIANO
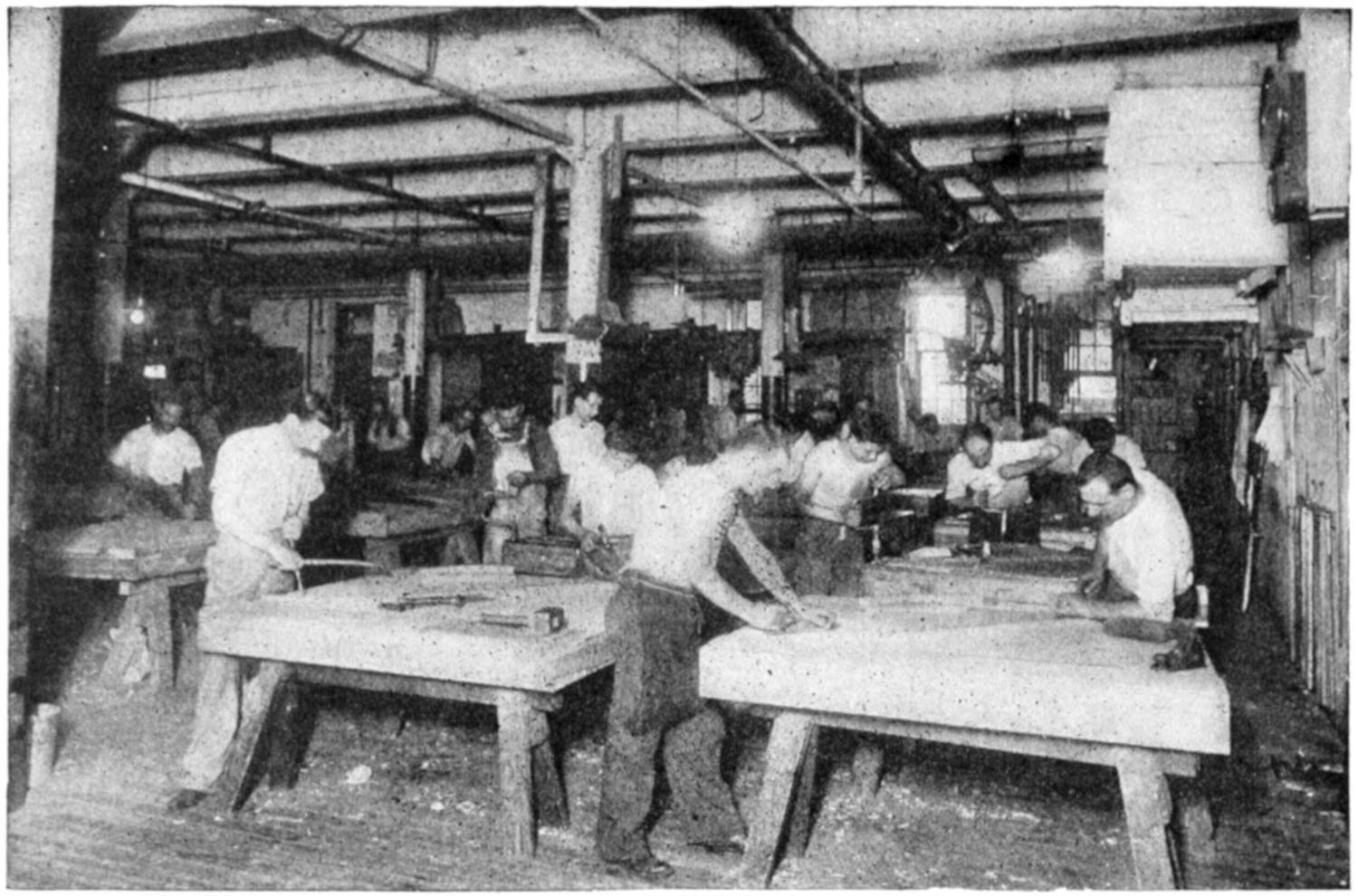
Photo by Kohler & Campbell Piano Co.
PUTTING ON THE SOUNDING BOARD.
The first operation in producing the piano is to make a wooden frame or back on which is attached first the sounding board, then the iron, harp-shaped frame to which the strings are fastened.
The tones of the piano are produced by felt-covered hammers striking the strings. The sounding board, which is made of wood, magnifies the tones.
This picture shows the mechanics glueing the sounding board to the back.
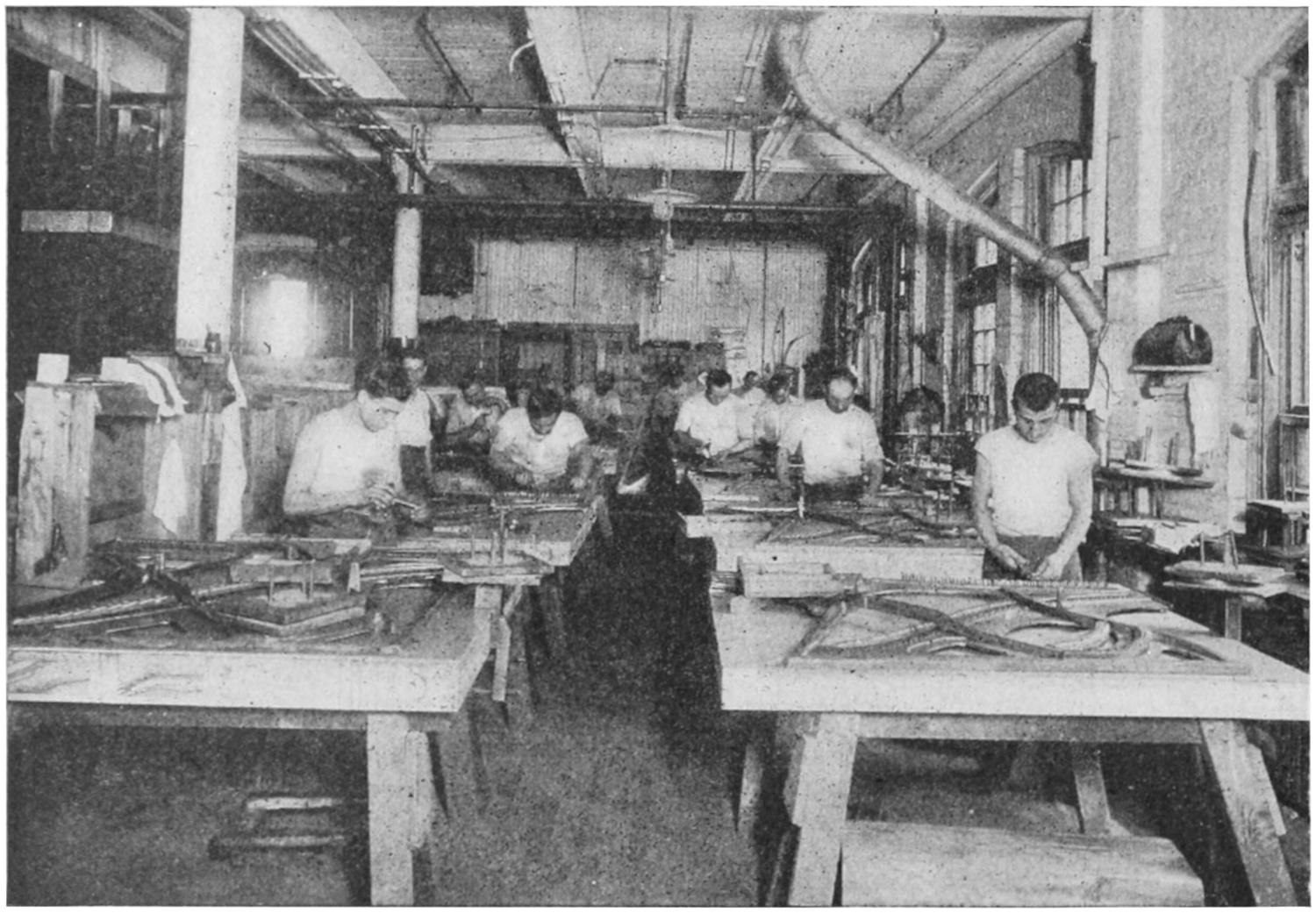
Photo by Kohler & Campbell Piano Co.
FASTENING THE STRINGS.
The strings are hitched on to pins in the iron frame at its lower end and fastened at the upper end by a metal pin or peg driven into the back. The peg is square on top, so that it can be turned with a tuning hammer or wrench in order to tighten or slacken the strings, which is the operation of tuning the piano.
[483]
THE LITTLE HAMMERS WHICH STRIKE THE PIANO STRINGS
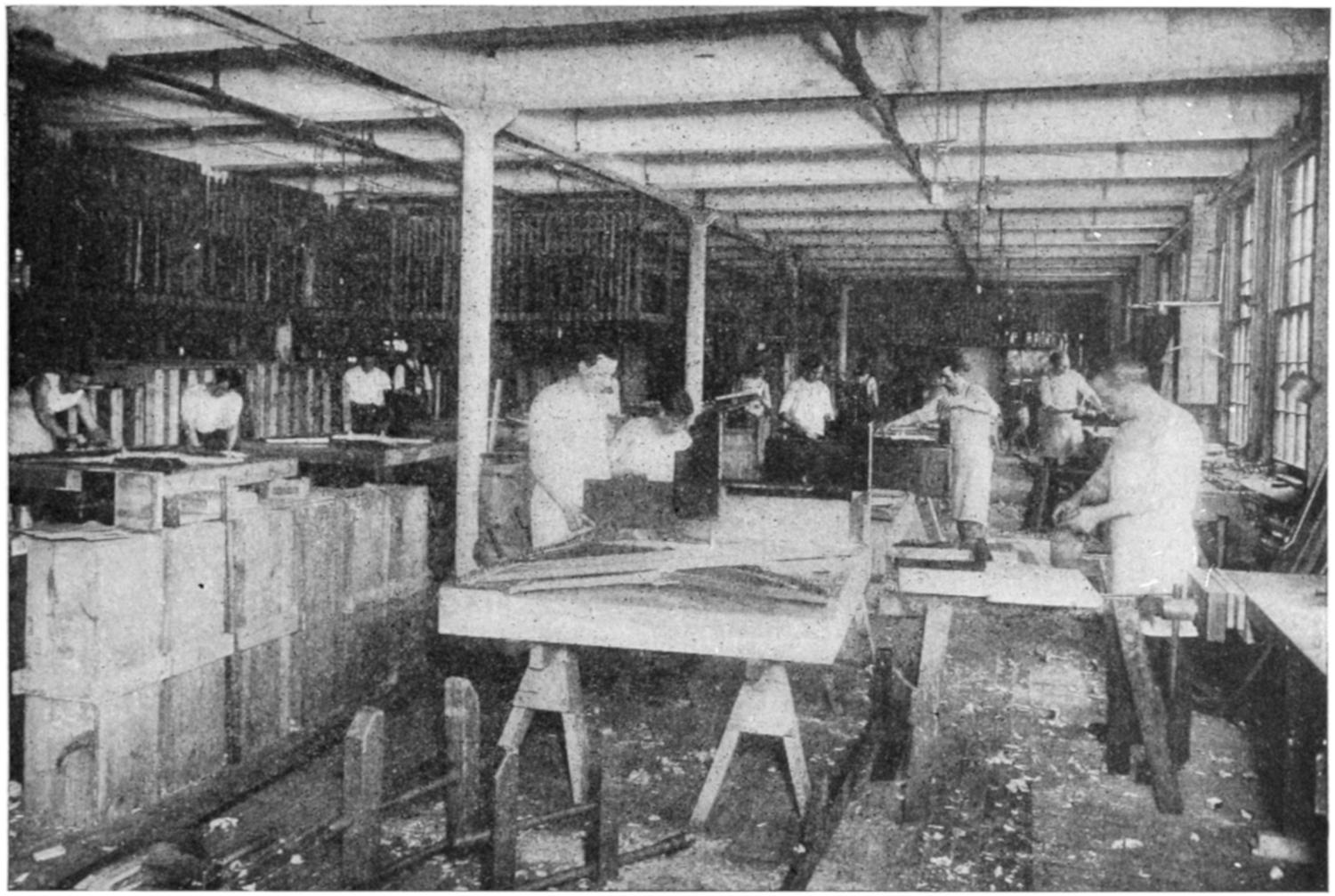
Photo by Kohler & Campbell Piano Co.
BUILDING THE CASE AROUND THE SOUNDING BOARD.
As soon as the sounding board with its iron frame and strings is complete, the outside case is built up around it, the front being left open to receive the action and key-board.
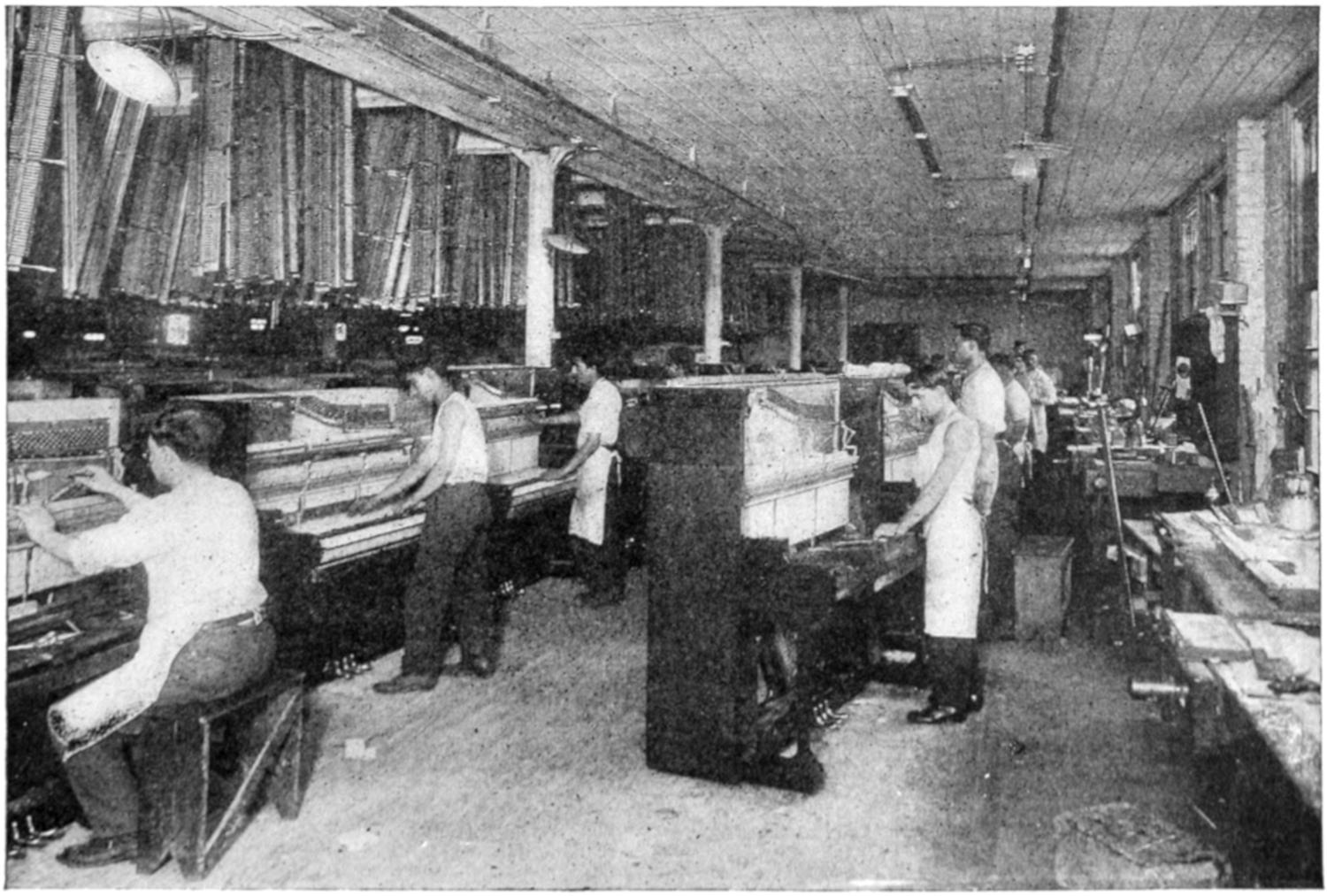
Photo by Kohler & Campbell Piano Co.
ATTACHING THE LITTLE HAMMERS THAT STRIKE THE STRINGS.
In this picture the workmen are placing the action and keys, to which are attached the little wooden felt-covered hammers, which will strike the strings and produce the tones. It took a great many years for our musical instrument makers to hit upon the idea of using these little hammers, and thus make the piano a perfect instrument.
[484]
REGULATING THE ACTION OF THE PIANO
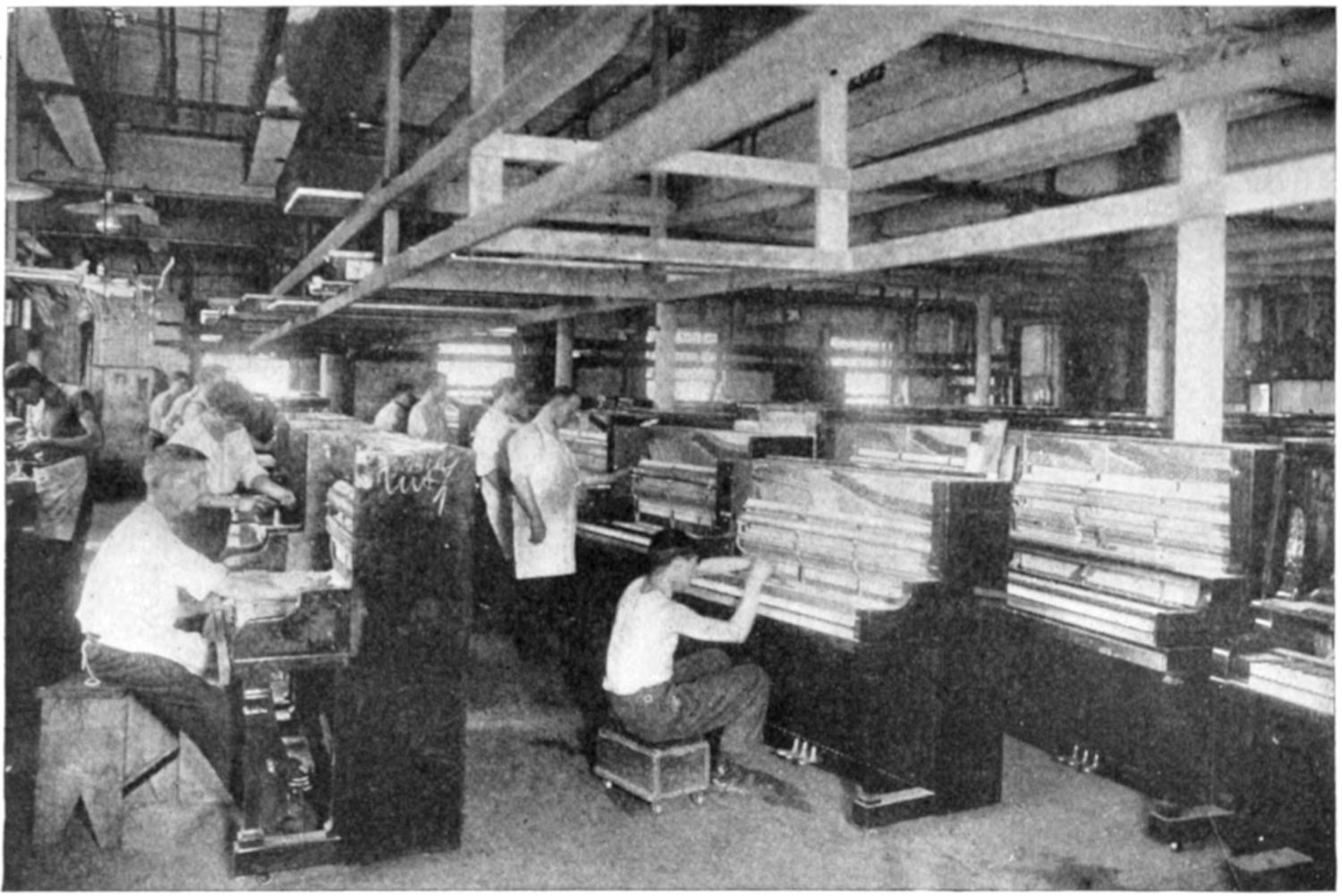
Photo by Kohler & Campbell Piano Co.
REGULATING THE ACTION AND KEYBOARD.
This picture shows the piano partly assembled and the workmen adjusting each little black and white key to the proper touch.
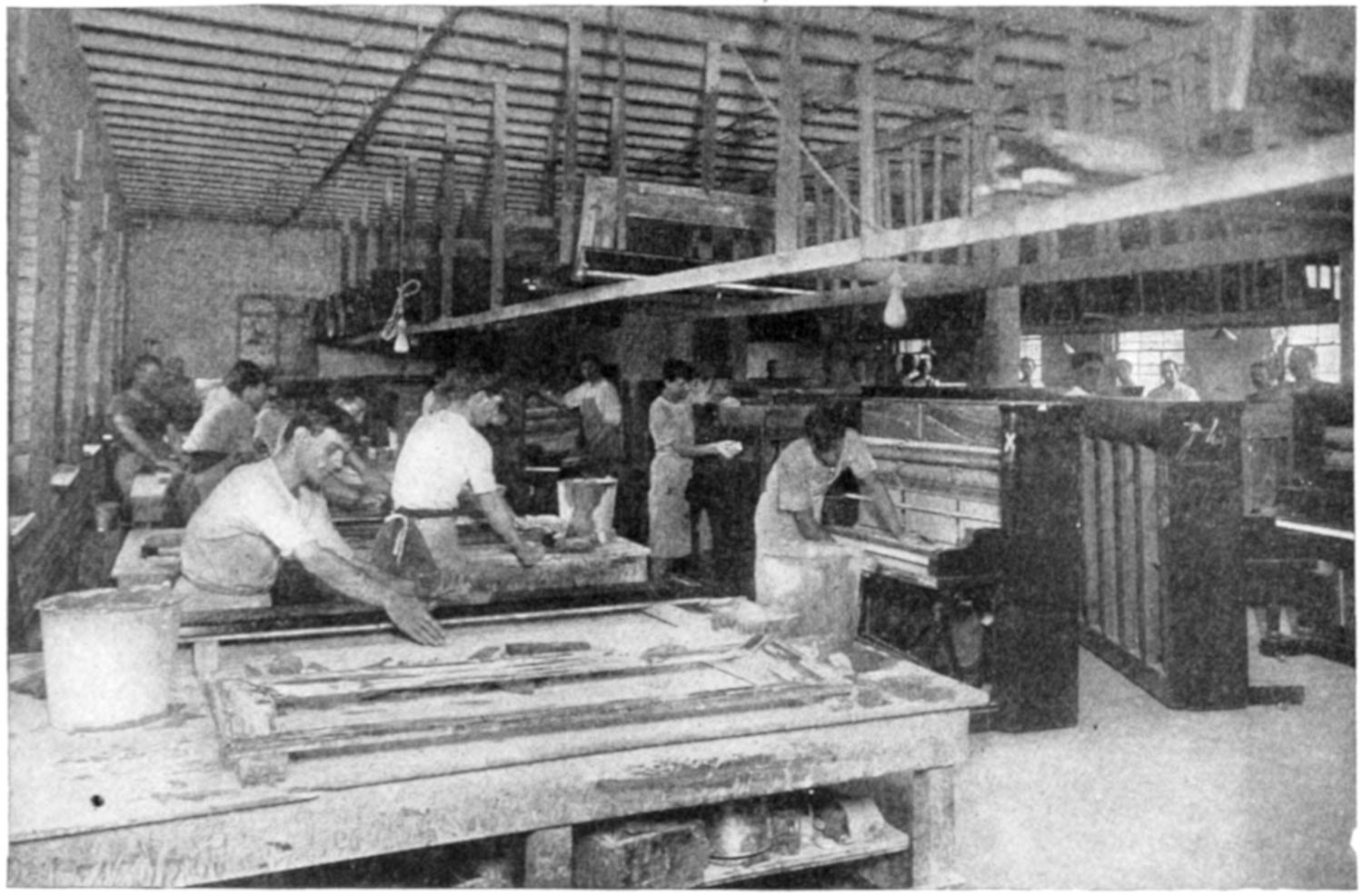
Photo by Kohler & Campbell Piano Co.
TUNING, POLISHING AND FINISHING.
The piano is now complete except for polishing and tuning. The tuning is left to the last. The tuner must have a good ear for music. With his key he tightens or loosens each of the pegs to which the wires are attached until it is perfectly in tune and all in harmony. The piano is now ready to play upon.
[485]
If you look closely at a tuning fork, or a piano string, while it is sounding, you can see that it is swinging rapidly to and fro, or vibrating. Touch it with your finger and thus stop its vibration and it no longer produces sound. The only difference that you can discover in the fork or string when sounding and when silent is that when you stop the motion it is silent and when it vibrates it makes a sound. From this we learn that the sounds are due to the vibrations of sounding bodies. This has been proven by the examination of so many sounding bodies that we believe that all sounds are produced by vibrations.
The question that next presents itself is, how the vibrations affect our ears, so as to produce the sensation of hearing. This may be made clear by a very simple, but striking, experiment. If a bell which has been arranged to be rung by clock-work is suspended under the receiver of an air pump, and the air pumped out, the sound of the bell will grow faint as the quantity of air in the receiver decreases, and finally will stop completely. By looking through the glass of the receiver, however, the bell may be seen ringing as vigorously as at first. We learn thus that the air around a sounding body plays an important part in the transmission of the vibrations to our ears. The way in which the air acts in transmitting the vibrations is as follows. At each vibration of the sounding body, it compresses, to a certain degree, a layer of air in front of it. This layer, however, does not remain compressed, for air is very elastic, and the compressed air soon expands, and in doing so compresses a layer of air just beyond it. This layer expands in its turn, and compresses another layer still further from the body. In this way waves of compression are sent through the air, at each vibration, in all directions from the vibrating body.
It must not be thought that particles of air travel all the way from the vibrating body to the ear when a sound is heard. Each particle of air travels a very short distance, never any further than the vibrating body moves in making a vibration, and the movement of the air particles is a vibratory one, like that of the sounding body. But the particles of air near the sounding body communicate their vibrations to other particles, further from that body, and these, in turn, to others still further away, so, while the particles of air themselves move very short distances, the waves produced by their vibrations may be made to travel a considerable distance.
The size of a sound wave ordinarily is very small, but sound waves are sometimes made of such size and strength as to strike our ears with a force sufficient to rupture the ear drum. Such large and forceful waves come during explosions, such as the discharges of cannon or the explosions of large quantities of gunpowder under any conditions.
From what has already been said, you will probably answer that sounds are waves in the air, which produce the sensation of hearing. This is correct, but sound is not limited to vibrations of the air. Other elastic substances can be made to vibrate in the same way, and the waves so produced when conveyed to our ears, produce the sensation of hearing. If you put your ear under water and then strike two stones together in the water you will hear a sound as readily as you would in air. Sound waves may be transmitted by solid bodies also, and some of these are better for this purpose than air or liquids. Perhaps you have tried the experiment of placing your ear against one of the steel rails on a railroad track to listen for the coming of a distant train. If you have tried this, you know that a sound that is too faint, or is made too far away, to be heard through the air, can easily be heard through the rail.
In view of the fact that other substances than air can be thrown into[486] waves that will affect the sense of hearing, we may define sound as vibrations in any elastic object, that produces the sensation of hearing.
The definition is sometimes called the physical definition of sound, in contradistinction to the physiological definition of sound which is given as the sensation produced when vibrations in elastic substances are conveyed to our ears. You will see then that sound when referring to the physical definition is what makes sound known in the physiological definition. The term sound alone, without qualifications, may have either meaning, and therefore statements concerning sound may be misleading, unless we are exact in explaining the sense in which the word is used.
When a sound is made close to us, it reaches our ears so quickly that it seems as though it took no time to travel; but when a gun is fired by a person at a distance, you will notice that after you see the flash of the gun, a little time elapses before the sound reaches your ear. It takes a little time for the light from the flash to get to your eyes, but a very short time, which you cannot appreciate. Sound travels much more slowly and the time it takes to travel a few hundred yards is noticeable. Accurate measurements of the speed of sound have been made, and it has been found that sound usually travels in air at a speed of about eleven hundred feet a second. The speed is not always the same, however, for a number of circumstances may cause it to vary. In air which is heated, the speed at which sound travels in it is increased because hot air expands. At the freezing point, sound travels through the air at the rate of 1,091 feet a second, and for every increase in temperature of one degree of heat, the speed is increased about thirteen inches a second. Accordingly at 68° F. the speed would be approximately 1,130 feet a second. Sounds also travel faster in moist air than in dry.
In other gases the speed of sound transmission may be greater or less than in air. For example, in hydrogen gas, which is much lighter than air, sound travels nearly four times as fast as it does in air. On the other hand, in carbonic acid gas, which is heavier than air, sound is transmitted more slowly.
In liquids, which are always heavier than air, you would naturally think that sound would travel more slowly than in air, but this is not true. Liquids are less compressible than gases and this causes the speed with which sound is transmitted in them to be increased. In water sound travels about four times as fast as in air.
Sounds differ from each other by the extent to which they possess three qualities, namely; intensity, pitch and quality.
The intensity of any sound that we hear depends upon the size of the waves that reach our ears. The size of a sound wave gradually decreases, as the wave travels from its starting point, consequently the intensity of a sound depends upon the distance from the point at which the sound was produced. We know this from experience and if we think of the matter for a moment we will see why it is so. At the start of a sound wave, only a small quantity of air is affected, but for every inch it travels the quantity of air to which the wave is conveyed becomes larger, and the intensity of the waves must grow correspondingly smaller, just as when a pebble is dropped into water, the ripples produced by it are highest at the point where the pebble struck the water, and grows lower and lower as their circle widens.
It has been found possible to measure the intensity of a sound wave, at different distances from the point from which it started, and from these measurements it has been learned that the decrease in the open air, follows a fixed rule that is stated thus: the intensity of a sound wave at any point is inversely proportional to the square of its[487] distance from its starting point. This rule is called “the law of inverse square,” and it means that if the intensity of a wave be measured at two points, distant say one hundred, and two hundred yards, respectively, from the starting point of the sound, the intensity of the sound at the first point will be found to be four times as great as at the second point.
We have seen that the decrease in intensity of a sound wave as it travels through the air, is due to the fact that the quantity of air set in motion by it is constantly increasing. But, if a wave is conveyed through a tube containing air, the quantity of air to which the vibrations are communicated does not increase as the wave travels forward, and theoretically there is no decrease in intensity. When a wave is actually transmitted in this way, however, it is found that there is some decrease in intensity on account of the friction of the particles of air against the sides of the tube; but the decrease from this cause is much slower than that which occurs in the open air, and consequently sounds can be heard at much greater distances through tubes than through the open air. Tubes for speaking purposes are frequently used to connect different parts of the same building, and if the tubes are not too crooked they serve their purpose very well.
Pitch is that property of sounds that determines whether they are high or low. The pitch of a sound depends upon the number of vibrations a second which the body that produces it makes. The sound of an explosion has no pitch because it makes but one wave in the air. The sound made by a wagon on a pavement has no definite pitch, for it is a mixture of sounds, in which the number of vibrations per second is not the same. Pitch is a property of continuous sounds only, and it is apparent chiefly in musical sounds, by which we mean sounds in which the vibrations are continuous and regular. In music, however, pitch is very important. In a musical instrument, the parts are so arranged that the sounds produced can be given any desired pitch, and it is by controlling the pitch that the pleasing effect of musical sounds in large measure is produced. Sounds of low pitch are produced by bodies making but a few vibrations a second while high-pitched sounds are made by bodies that vibrate rapidly.
Quality, may be defined as that property of sounds which enable us to distinguish the notes produced by different instruments. Two notes, one of which is produced upon a piano, and the other upon a violin, may have the same pitch and be equally loud, yet they are easily distinguishable. The difference in them is due to the presence of what are called overtones.
The length of a sound wave embraces the distance from the point of greatest compression in one wave to the same point in the next. This depends upon the pitch for if a sounding body is making one hundred vibrations a second, by the time the one hundredth vibration is made, the wave from the first vibration will have travelled about eleven hundred feet from the starting point, and the remaining ninety-eight waves will lie between the first and the one hundredth. In consequence of this, the wave length for that particular sound will be about eleven feet. If the sounding body had made eleven hundred vibrations a second by the time the first wave had travelled eleven hundred feet, there would have been eleven hundred waves produced, and the wave length for that sound would be one foot. The wave lengths of sounds produced by the human voice usually lay between one and eight feet, though some singers have produced notes having wave lengths as great as eighteen feet, and others have reached notes so high that the wave length was only about nine inches.
[488]
When a tuning fork is struck, it produces a sound so faint that it can scarcely be heard unless the fork is held near the ear; but if the end of the fork is held on a box or table, the sound rings out loudly and seems to come from the table. The explanation of this is very simple. When only the fork vibrates, it produces very small sound waves, because its prongs are small and cut through the air. But when it is set on a box or table, its vibrations are communicated to the support, and the broader surface of the box or table sets a larger mass of air in vibration, and so amplifies the sound of the fork. When a surface is used in this way to reinforce the vibrations of a small body, and thus produce sound waves of greater volume, it is called a sounding board. Many musical instruments, like the violin and the piano, owe the intensity of their sounds to sounding boards, which reinforce the vibrations of their strings.
WHAT A SOUNDING
BOARD DOES
Columns of air, like sounding boards, serve to reinforce sound waves. Unlike sounding boards, however, they do not respond equally well to a large number of different sounds. They respond to one sound only, or to several widely different ones. This may be shown as follows: Take a glass tube about sixteen inches long, and two inches in diameter, and after thrusting one end of it into a vessel of water, hold a vibrating tuning fork over the other end. By gradually lowering the tube into the water a point will be reached at which the sound becomes very loud, and as this point is passed the sound gradually dies away again. By raising the tube again the sound is again made loud when the tube reaches a certain point. This shows that to reinforce sound waves of a certain vibration frequency, the column of air in the tube must be of certain length.
Let us now see why the waves produced by the tuning fork are reinforced only by a column of air of a certain length. When the prongs of the fork make a vibration, a wave of air is produced which enters the tube, goes down to the water, is reflected, and comes back toward the fork. Now, if the reflected wave reaches the fork at the precise moment when it has completed one-half of its vibration and is about to begin upon the second half, it will strengthen the wave produced by the second half of the vibration; but if the reflected wave reaches the fork before or after the beginning of the second half of the vibration, it will not reinforce it. At the downward movement of the lower prong of the tuning fork, a wave of compression is sent down into the tube, and is reflected at the surface of the water. In order to reinforce the wave produced by the prong when it moves upward, the reflected wave must reach the fork just at the time that the prong reaches its normal position and before it starts upon the second half of its vibration.
Not only do columns of air tend to reinforce notes having a certain rate of vibration, but all elastic bodies have a certain rate at which they tend to vibrate, and when sounds having the same rate of vibration are produced near them, these bodies will vibrate in sympathy with them. If the sounds be kept up long enough, the sympathetic vibrations in objects near them sometimes become so great that they can easily be seen. Goblets and tumblers made of thin glass show this property very strikingly. When the proper notes are sounded the glasses take up the vibrations, and give a sound of the same pitch. If the note is loud, and is continued for some time, the vibrations of a glass sometimes become so great that the glass breaks. Large buildings, and bridges also, have rates at which they tend to vibrate, and this fact is the foundation for the old saying, that a man may fiddle a bridge down, if he fiddles long enough.
By musical sounds, are meant sounds that are pleasant to hear, and their combination in such a way that their effect[489] is agreeable produces music. Any instrument, therefore, that is capable of producing pleasing sounds may be called a musical instrument, and music is sometimes produced by very odd devices; but by musical instruments we ordinarily mean instruments that are especially designed to produce musical sounds. The number of such instruments that have been invented is enormous, but all of them may be divided into comparatively few classes, only two of which are of much importance. The two classes, only two of which are of much importance. The two classes referred to are stringed instruments and wind instruments.
WHAT PITCH IS
IN MUSIC
Stringed musical instruments are those in which the sounds are produced by the vibration of a number of strings, and are generally reinforced by a sounding board. The strings are arranged in the instruments in such a way that the pitch of the sound produced by each string shall bear relation to the pitch of those obtained from the other strings. As long as this relation exists, the instrument is said to be in tune, and when the relation is destroyed, the instrument is out of tune, and the music produced by it is apt to contain what we call discords.
The conditions that determine the pitch of sounds produced by strings can be very easily discovered by experiment. Thus, by taking two pieces of the same wire, one twice as long as the other, and stretching them equally, you will observe on striking them that the shorter one yields the higher note. If their vibration frequencies are measured it will be found that the shorter string has a vibration frequency just twice as great as that of the longer string. From this we conclude that when two strings of the same size (and material) are stretched equally taut, their vibration frequencies are inversely proportional to their lengths.
By now taking two pieces of wire, of the same size and length, and stretching them so that the tension of one is four times as great as that of the other, we shall find that the vibration frequency of the tighter string is just twice as great as that of the looser. Thus, we see that the vibration frequency depends upon the tension applied to a string, and, that in strings of the same size and length, the vibration frequencies are proportional to the square roots of their tensions.
Now taking two strings of the same length, but with the diameter of one twice as great as that of the other, and stretching them equally, we shall find that the vibration frequency of the smaller string is twice that of the larger; which shows that when the lengths and tensions of two strings are equal, their vibration frequencies are inversely proportional to their diameters.
In constructing stringed instruments, advantage is taken of each of these conditions that affect the vibration of strings, and the requisite pitch is secured in a string by choosing one of convenient length and diameter, and by stretching it to just the right tension.
When a string is plucked in the middle, it vibrates as a whole, and its rate of vibration, or vibration frequency, is determined by the three conditions that have just been discussed; but if a finger is laid on the string, in the middle, and the string is plucked between the middle and the end, the string will vibrate in halves, and the middle point will remain at rest. If the string had been touched at a point one-fourth of the length from the end it would have vibrated in fourths, and there would have been three stationary points.
When vibrations are set up in a string, with nothing to prevent the free vibration of the whole string, it first vibrates as a whole, and the sound produced is known as the fundamental tone of the string; but very soon smaller vibrations of segments of the string begin, first of halves of the string, then of thirds, and then of fourths. These smaller vibrations produce sound waves that blend with the fundamental tone and are known as overtones. The combined sound of the fundamental tone and the overtones is called a note. The[490] overtones present in notes that have the same fundamental tone are not the same when the notes are produced by different instruments, and, consequently, the sound of notes of the same pitch is not the same on different instruments. This difference in notes of the same pitch has already been mentioned, but the way in which overtones are produced was not explained in connection with it.
In wind instruments the sounds are produced by the vibrations of columns of air in pipes. In the organ, which is probably the best example of a wind instrument, the vibrations are usually produced by causing a current of air to strike a sharp edge, just above the opening of the pipe, as is done in a common whistle. A portion of the air current is deflected into the organ pipe, and it sets up vibrations in the air within the pipe.
The pitch of the sound produced by an organ pipe is determined by the length of the pipe. A pipe that is open at both ends, called an open pipe, produces a sound that has a wave length twice as great as the length of the pipe; and if the pipe is open at one end only, a closed pipe, the sound produced has a wave length twice the length of the open pipe. Hence it will be seen that a closed pipe produces a sound that has the same pitch as that produced by an open pipe that is twice as long.
The phonograph, graphophone, gramophone, sonophone, and other talking machines, furnish one of the best proofs of the wave theory of sound, because their invention was based upon that theory. The first talking machine was that invented by Thomas A. Edison and called by him the phonograph. The others merely show the principle of the phonograph applied in different ways, and need not be separately described. The reasoning that led Edison to invent the phonograph was that if the sound waves produced by the human voice were allowed to strike a thick disk of hard rubber or metal, they would cause the disk to vibrate in a certain way, and if the disk were again made to vibrate as it had done under the influence of the voice, the sounds of the voice would be reproduced. The difficult part of the task of making a talking machine was in finding a way to make the disk vibrate again as it did under the influence of the voice. This, however, was finally accomplished, providing the disk with a needle, that rests on a cylinder of hard wax, which turns slowly under the point of the needle while the sound waves are striking the disk. The vibrations of the disk cause the point to indent the surface of the wax so as to produce a groove of varying depth on its surface. After the vibrations of the speaker’s voice have been recorded in this way on the surface of the wax cylinder the needle can be made to retrace its path, and will cause the disk to vibrate as it did under the tones of the speaker’s voice. These last vibrations of the disk produce sound waves similar to those of the voice, but their amplitude is less and the sound is not so loud.
It is very doubtful if a red flag really makes a bull more excited or more quickly than a rag of any other color or any other object which the bull can see plainly but does not understand. Conceding for the moment that red excites a bull more than any other color, the answer to the question will be found in the statement that anything unusual which the bull sees has a tendency to make him angry and the thing which he can see at a distance more quickly will start him going most quickly. He can see a red rag better perhaps than almost any other color. There may be something about the color which excites him just as some notes on the piano will worry some dogs, but there is no way of studying the bull’s anatomy to determine why red should excite him more than any other color, if that is so.
[491]
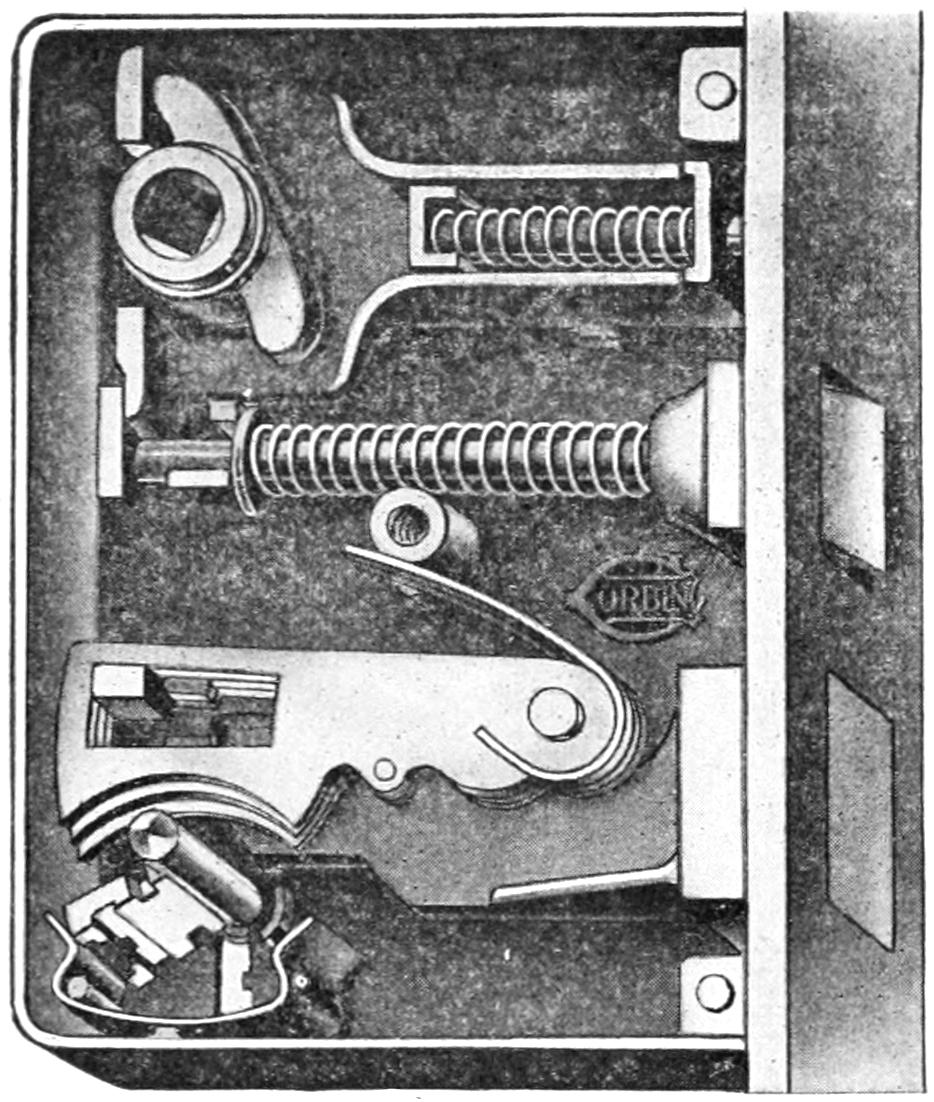
Fig. 1.
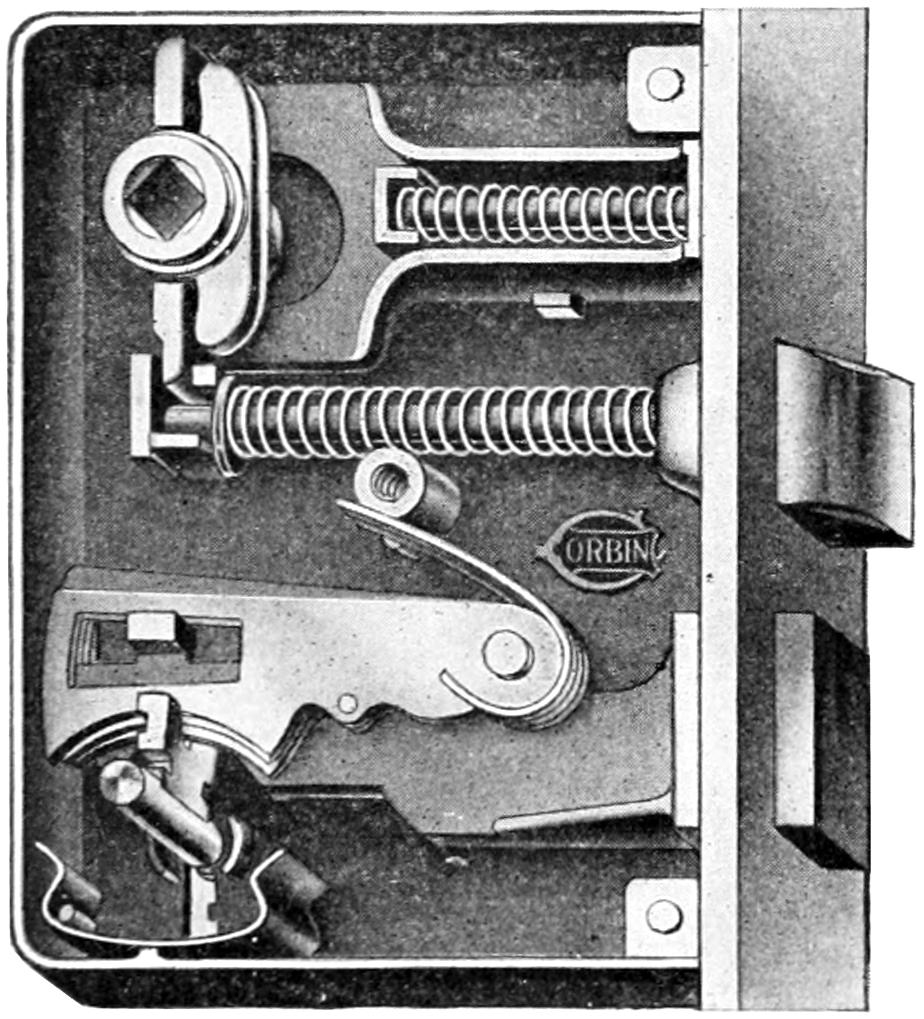
Fig. 2.
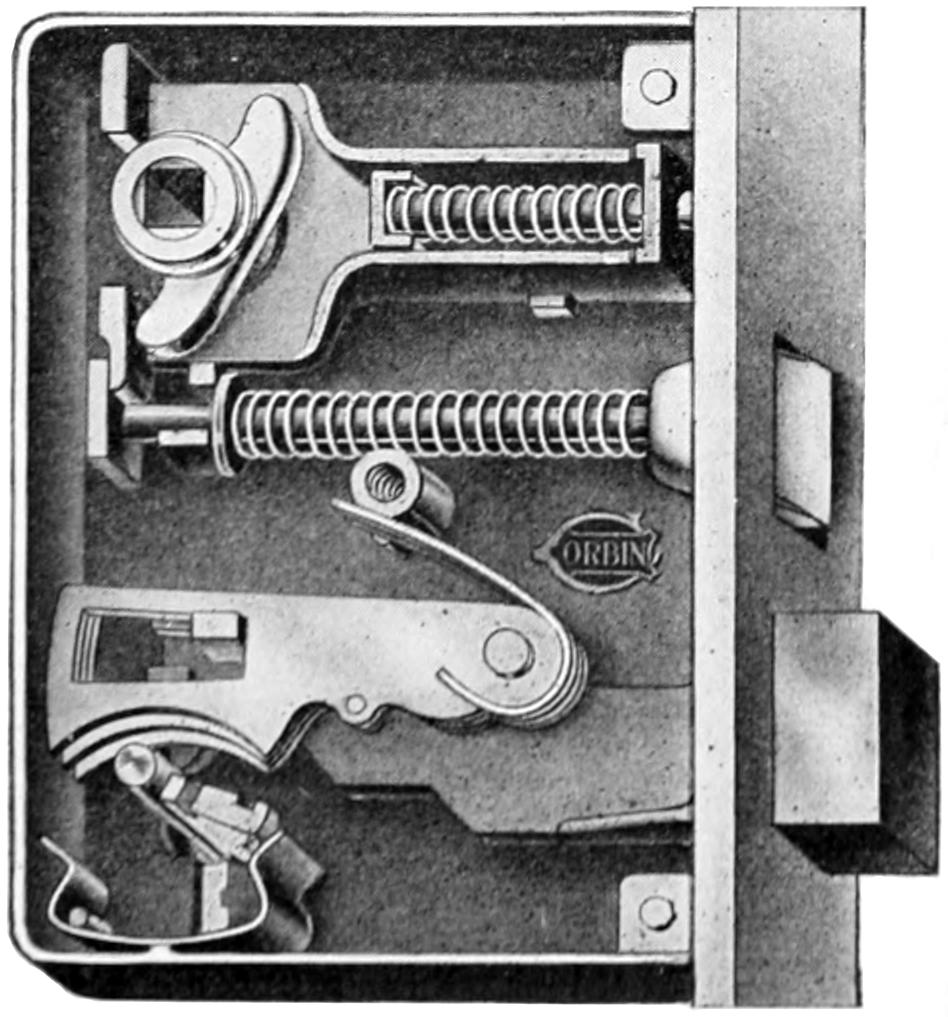
Fig. 3.
All of that portion of the lock which is shown above the round central post is operated by the knob, the spindle of which passes through the square hole. Before the knob is turned, the parts are in the position shown in figure 2, with the latch bolt protruding. Turning the knob to the left gives the position shown in figure 1, the upper lever in the hub pushing back the yoke, which in turn pushes back the latch bolt. When the hand is removed, the springs cause the parts to return to the position shown in figure 2. Turning the knob to the right also retracts the latch bolt, as shown in figure 3, by means of the lower lever on the hub.
The spiral spring on the latch bolt is lighter than the one above it. This gives an easy, lively action to the bolt, with very little friction when the door is closed, while the heavier spring above gives a quick and positive action of the knobs.
All of that portion of the lock which is shown below the round central post is operated by the key. The square stud is attached to the bolt, and in figure 1, it is seen that the projections on the flat tumblers prevent the stud from moving forward, holding the bolt in retracted position. When the key is turned as shown in figure 2, it raises the tumblers releasing the stud, and then pushes the bolt out, the tumblers falling into position as shown in figure 3, with the projections again engaging the stud and preventing the bolt from moving until the key is turned backward, again raising the tumblers and releasing and retracting the bolt.
There are three ways in which keys are made individual to the locks they fit.
a. By changing the shape of the keyhole. This may be done shorter or longer, wide or narrow, straight or tapering and with projections on the sides which the key must fit, making it difficult or impossible for keys of a different class to enter the lock. In the lock shown, a projection on the keyhole will be noted, fitting a groove in the bit of the key.
b. By wards attached to the lock-case. The two crescent-shaped wards seen near the key in figure 2 illustrate this feature. Similar wards are placed on the lock cover. These fit into the two notches shown on the key bit in figure 4, and their shape and position are varied at will.
c. By changes in the tumblers. There are five flat tumblers in the lock shown, and their lower edges fit into the end of the key bit. By varying their height, changes in the cutting of the key are made necessary.
The security of a lock depends very largely upon its being so made that no key will operate it except the one which belongs to it, and this is obtained by guarding the keyhole by means of a, by preventing the wrong key from turning by means of b, and by still further limitations by means of c.
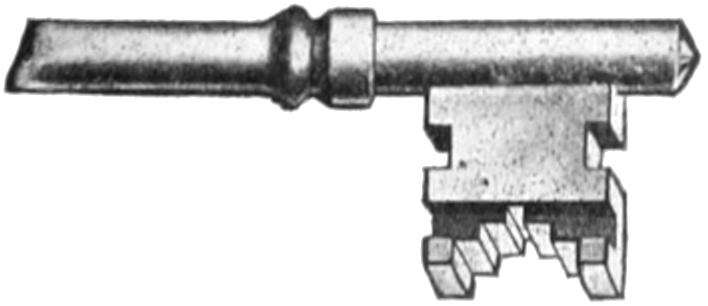
[492]
HOW A CYLINDER LOCK WORKS
FIGURE 1. PARTS OF CYLINDER LOCK.
FIGURE 2.
FACE OF CYLINDER LOCK.
Door locks of the highest grade of security are made with a locking cylinder, which contains tumblers in the form of miniature bolts which make it impossible to operate the lock except with the key to which it is fitted. This is screwed into the lock-case through the side of the door, with the lever on the inner end engaging the end of the bolt in the lock, so that as it is moved it either retracts or “throws” the bolt as desired.
Figure 1 shows all the parts of a modern master-keyed lock. Figure 4 shows a broken view of the cylinder with all parts in position. Figure 3 shows a simpler form used when the master key is not desired. Figure 2 shows the front, the only part which is visible when the lock is in use, with its keyway of tortuous shape which will not admit flat-picking tools.
When the lock is assembled, the pin tumblers project through the shell, the master cylinder and the key plug holding all parts firmly bolted or fastened together. When the proper key is inserted, the tumblers are raised until the “breaks” in all of them coincide with the surface of the key plug, releasing it and permitting the key to turn it. If any one of the five tumblers is .002 inch too high or too low, the key will not turn; so that no key except the one made for the lock can be used.
In the master-keyed lock, the master key causes the breaks to coincide with the outer surface of the master ring. It is thus possible to have a master key which will fit any desired number of locks with the individual or change keys all different from each other and from the master key.
The balls reduce friction to such an extent that a key has been inserted and withdrawn for a million times without affecting the accuracy of the lock.
FIGURE 3.
INTERIOR OF CYLINDER LOCK WITHOUT MASTER KEY.
FIGURE 4.
INTERIOR OF MASTER-KEYED CYLINDER LOCK.
[493]
Salt is one of the things with which we come in contact with daily perhaps more than any other. With the exception of water, probably no one thing is used more by all civilized people than salt.
You have already learned in our talk on elements the difference between a mere mixture of substances and a chemical compound. You remember that when some substances are only mixed together, they do not lose their identity. In a compound the substances are always combined in fixed proportions and the properties of the compound are often very different from those of the things that make it. Common salt is made of two substances, that are not at all like salt, and are very different from each other. One, sodium, is a soft, bluish metal, and the other is chlorine, a yellowish-green gas. The chemical name for salt is sodium chloride which is derived from the two names sodium and chlorine.
Sodium and chlorine are both what we have learned to call elements. An element being a substance which cannot be separated into substances of different kinds. There are now known about seventy such elements. All the substances around us are composed of these elements alone, or chemically united in different compounds, or simply mixed together. Most of them, however, are mixtures, not of separate elements, but of compounds. The soil under our feet is a mixture of compounds. Water is also a compound. Pure compounds very rarely occur naturally. Salt is sometimes found almost pure; but generally is mixed with so many other things that we have to take them out to get absolutely pure salt. For practical every-day use it is unnecessary to purify the salt.
Salt is found in large quantities in the sea water, in which it is dissolved with some other substances. It is also found in salt beds, formed by the drying up of old lakes that have no outlets; salt wells, that yield strong brine; and salt mines, in which it is found in hard, solid, transparent crystals, called rock salt. Rock salt is the purest form in which salt is found and, to prepare it for market, it is merely necessary to grind it or cut into blocks. The greatest deposit of salt in the world is probably that at Wielizka in Poland, where there is a bed 500 miles long, 20 miles wide, and 1,200 feet thick. Some of the mines there are so extensive that it is said some of the miners spend all their lives in them, never coming to the surface of the earth.
A trip through these mines is interesting. In one of them can be seen a church made entirely of salt. The salt supply of the United States is obtained chiefly from the salt wells of Michigan and New York, the Great Salt Lake in Utah, and the rock-salt mines of Louisiana and Kansas.
In the arts and manufactures, the most important uses of salt are in glazing earthenware, in extracting metals from their ores, in preserving meats and hides, in fertilizing arid soil, and also, as we shall presently see, in the manufacture of soda. Of equal importance, perhaps, is its use in food. Most people think it not only lends a pleasant flavor, but is itself an important article of diet. It is certain, that all people who can obtain it use salt in their food, and where it is scarce, it is considered one of the greatest of luxuries.
Soda is of interest to us, not so much on account of its use in our households, as because it plays on extremely important part in two industries that contribute greatly to our comfort, viz., the manufacture of glass and soap.
Soda is not found naturally in great abundance, as salt is, but is generally made from other substances. Formerly it was made almost entirely from the ashes of certain plants. One, known as the Salsoda soda-plant, was formerly cultivated in Spain for the soda contained in it, and the ashes, or Barilla, as they were called, were soaked in water to dissolve out the soda. Now, however, the world’s soda supply is produced from common salt by two processes,[494] known from the names of their inventors as the Leblanc and Solvay processes.
WHERE WE
GET SODA
In the Leblanc process the first step is to treat the salt, or sodium chloride, with sulphuric acid. As a result of this, a compound of sodium, sulphur, and oxygen, called sodium sulphate is formed, together with another acid containing hydrogen and chlorine, and called hydrochloric acid. This acid is driven off by boiling, and the sodium sulphate is left.
The next step in the process is to convert the sodium sulphate, or “salt cake,” into soda, or, to give it its chemical name, sodium carbonate. This change is brought about by mixing the salt cake with limestone and coal and heating the mixture. Just what changes go on when this is done, are not known, but the chief ones are probably the following: the coal, which consists for the most part of an element called carbon, takes the oxygen out of the sodium sulphate, and unites with it to form carbonic acid gas, leaving a compound of sodium and sulphur called sodium sulphide; this acts on the limestone, which is composed of a metal, calcium, in combination with carbon and oxygen, and causes the sulphur in the sodium sulphide to combine with the calcium, forming calcium sulphide, while the sodium combines with the carbon and oxygen and forms the desired compound, sodium carbonate. After the heating, the resulting mass which contains calcium sulphide, sodium carbonate, and some unburned coal, and is known as “black ash,” is broken up and treated with water. This dissolves the sodium carbonate, leaving the rest undissolved, and when part of the water is evaporated crystals containing sodium carbonate and water are formed. By heating these the water may be driven off, and the sodium carbonate left behind as a white powder.
The Solvay, or ammonia soda, process consists in forcing carbonic acid gas through strong brine, to which a considerable quantity of ammonia has been added. When this is done, crystals are formed in the brine, which are composed of a compound of hydrogen, sodium, carbon, and oxygen, and are called sodium bicarbonate. This substance, which is the soda we sometimes use in baking bread, is decomposed by heating, into water and sodium carbonate, the soda used for washing.
The Leblanc process was formerly used almost altogether for making soda; but in recent years the Solvay process has come into extensive use, and it is said that now more than half the soda of the world is made in this way.
The little round stones you are thinking of are really pebbles which have been worn smooth and round by being rubbed against each other in the water, through the action of the waves on a beach, or the running water of brooks and streams. This sort of rock is called a water-formed rock. Some of them have travelled many miles before they are found side by side on the shore or in a large mass of what we would call conglomerate rock. But whenever you see a round smooth rock or pebble you may be quite sure that it was made round and smooth by the action of water.
You sometimes see large rocks made of small stones of various colors and sizes. You can often find a large rock of this kind standing by itself. If you examine it carefully, you will find it consists of an immense number of small stones of different sizes and of a variety of colors, all fastened together as though with cement. This kind of rock is called conglomerate. We know two kinds of conglomerate rock, one, quite common, in which the little stones are round and smooth, and another, not seen so often, in which the stones are sharp. The latter sort is sometimes called breccia, to distinguish it from the former, which is called true pudding stone.
[495]
Clay is the result of the crumbling of a certain kind of rocks called feldspars. When feldspar is exposed to the action of the weather, it crumbles slowly at the surface and the little fragments combine with a certain amount of water, forming clay. Pure clay is white and is used in the manufacture of china and porcelain. The common clay that we usually think of when we think of clay, is generally yellowish, but there are many different colored clays. Most of these colors, particularly those of red clay, yellow clay and blue clay, come from the iron which is present in the clay. Clay which contains iron is useful for making bricks. Bricks are made from clay by first softening the clay and pressing it in molds, the size of a brick. When dried for a time in the sun they are put into an oven and baked in great heat and they become quite hard and generally red. Most of the clay from which bricks are made turns red when baked, whether blue, yellow or red, because the iron which is in the clay is generally turned red when subjected to heat.
For making porcelains it is desirable to use the kinds of clay which contain nothing that melts when heated to a high degree. Clays which contain substances which melt in strong heat are, therefore, not good for making porcelains. There is a pure white clay called Kaolin which is very excellent for this purpose. Clay out of which we make firebrick for lining stoves and fireplaces is free from substances which melt. Several kinds of clay are good for making paints.
Slates such as are used in school and as roofing material are formed of clay, which has been hardened under pressure and heat. When this occurs it does so because a number of layers of clay, one on top of the other, have at sometime been subjected to great heat and pressure within the earth with the result that the clay is pressed into very thick layers and changed in color by the heat and becomes hard. There are many kinds of slate. Some of the slate, as found in slate mines, is used to make roofs over buildings and for this purpose they are cut to shapes very much like wooden shingles. They are easily broken, however, as slate is very brittle.
Slate is used in many other ways besides for roofs and school slates. Sometimes it is made into slate pencils but, since paper has become so cheap, comparatively few slate pencils are used in the school room today.
Where anything through which rays of light cannot pass intercepts the light rays coming from a luminous body, the light rays are turned back in the direction from which they come and the part on the other side of the object which intercepted the light goes into shade and a shadow results. A shadow then is produced by cutting off one or more light rays. We notice shadows when the sun is bright in the daytime and at night when we walk along the streets lighted partly by street lamps. The shadows we see in the daytime are caused by our cutting off and throwing back some of the light rays which come from the sun. These are not so dark as the shadows we see at night because the rays of light from the sun are so bright and are reflected from so many other objects to the side and in back of us.
When, however, we are walking along a dimly lighted street and come to a street lamp the shadows our bodies cause are quite black. The night shadows are darker because the source of light is less intense and the objects to the side of and in back of us (if we are walking toward the light) do not reflect so much of the light rays as they do of the sun’s rays in the daytime.
[496]
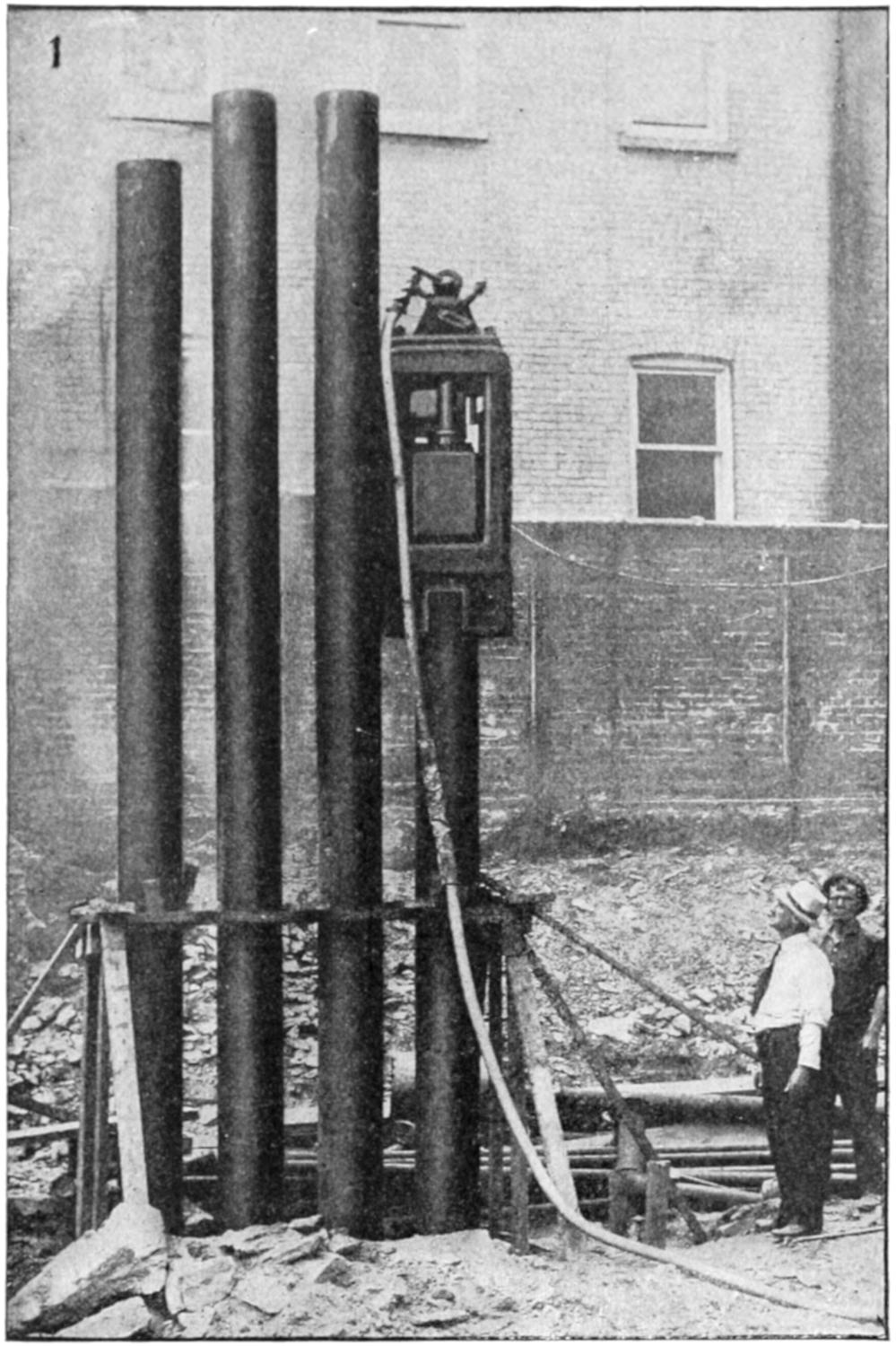
DRIVING THE HOLLOW STEEL PILES TO BED ROCK.
Rapidity of building construction is of primary importance in every city of metropolitan size. When real estate is sold at the rate of several hundred dollars a square foot it is self-evident that time is indeed money. The delay of a few days in completing a structure may deprive the owner of the chance of earning thousands in rental money. Because of the excessive depth of an open caisson, the completion of a foundation may be delayed for months. Hence the building may not be completed until the renting period has passed and the owner must wait an[497] entire year before he can expect any financial return on his investment.
Because rapidity is so essential in city building construction the method of first sinking an open pit to rock in providing a foundation has been displaced to a large extent by a system in which heavy hollow steel piles are employed in clusters to support a building. The hollow piles are driven through quicksand to rock, cleaned out and ultimately filled with concrete.
PILES ARE DRIVEN DOWN
TO SOLID ROCK
In this method of constructing foundations, which is illustrated, hollow steel piles are driven in the well-known manner down to solid rock. The steel pile sections vary in length from 20 feet to 22 feet, and in diameter from 12 inches to 24 inches. If the ground is to be penetrated to a depth greater than 22 feet, the sections of piling are connected by means of a sleeve in such manner that a watertight joint is formed. Under a pressure of 150 pounds to the square inch a jet of compressed air is then employed to blow out the earth and water contained within the shell. A spouting geyser of mud rising sometimes to a height of 150 feet, and occasional large pieces of rock blown up from a depth of 40 feet below the ground, bear testimony to the terrific force of the air blast.
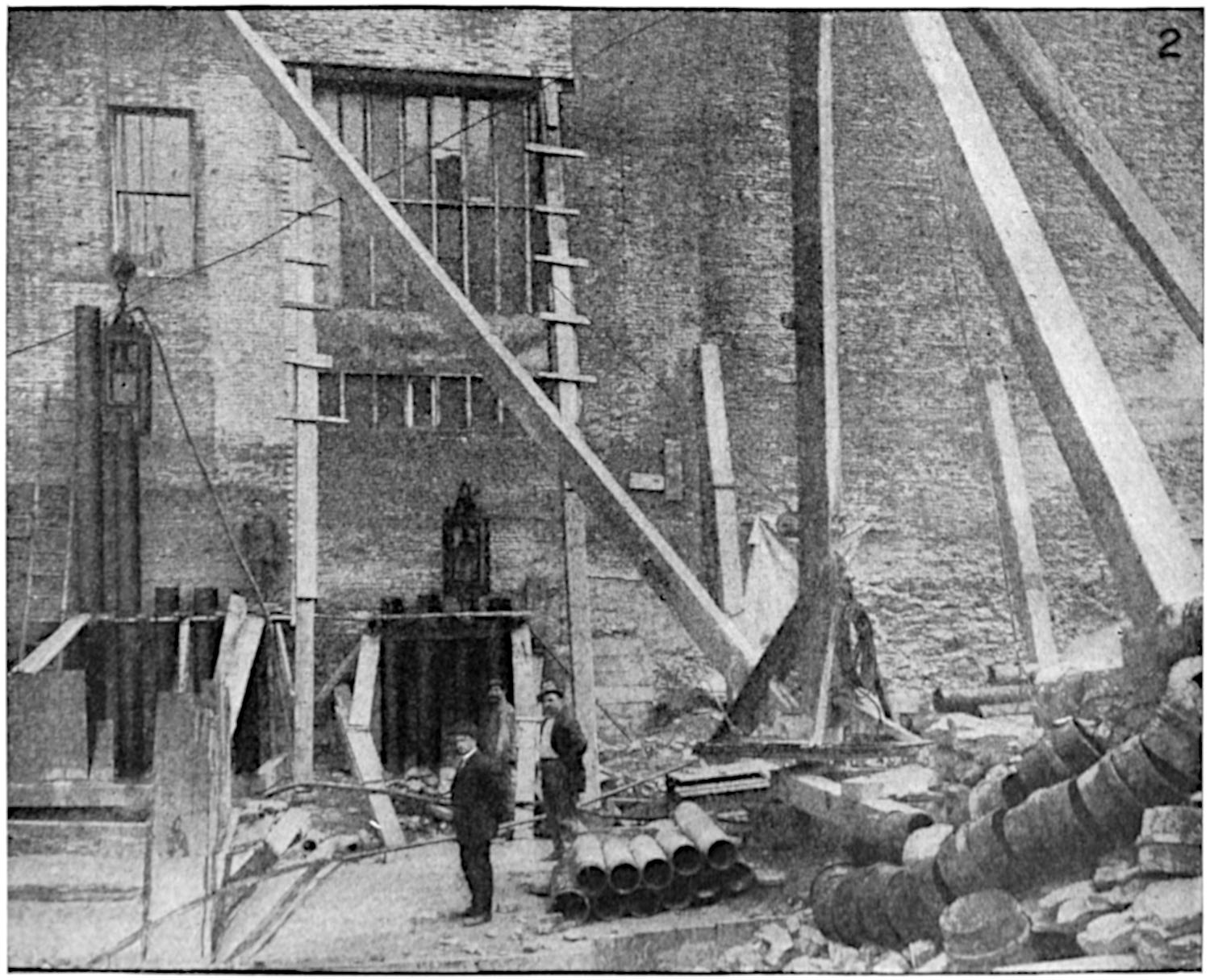
THE PILES ARE ABOUT TWENTY-TWO FEET LONG. IF GREAT DEPTHS ARE TO BE REACHED SECTIONS OF PILING ARE JOINED TOGETHER BY MEANS OF A SLEEVE.
When the shell has been completely cleaned out by means of the blast of compressed air, the exposed rock can be examined by lowering an electric light. Steel sounding rods are employed to test the hardness of the rock and to detect the difference between soft and hard bed rock. After the piles in each pier have been cleaned out, they must be cut off at absolutely the same height—sometimes a very difficult task when there is little room. The oxy-acetylene torch is used for the purpose, the intensely hot flame cutting off the steel almost like butter at the exact elevation desired.
[498]
CUTTING STEEL PILES WITH A HOT FLAME
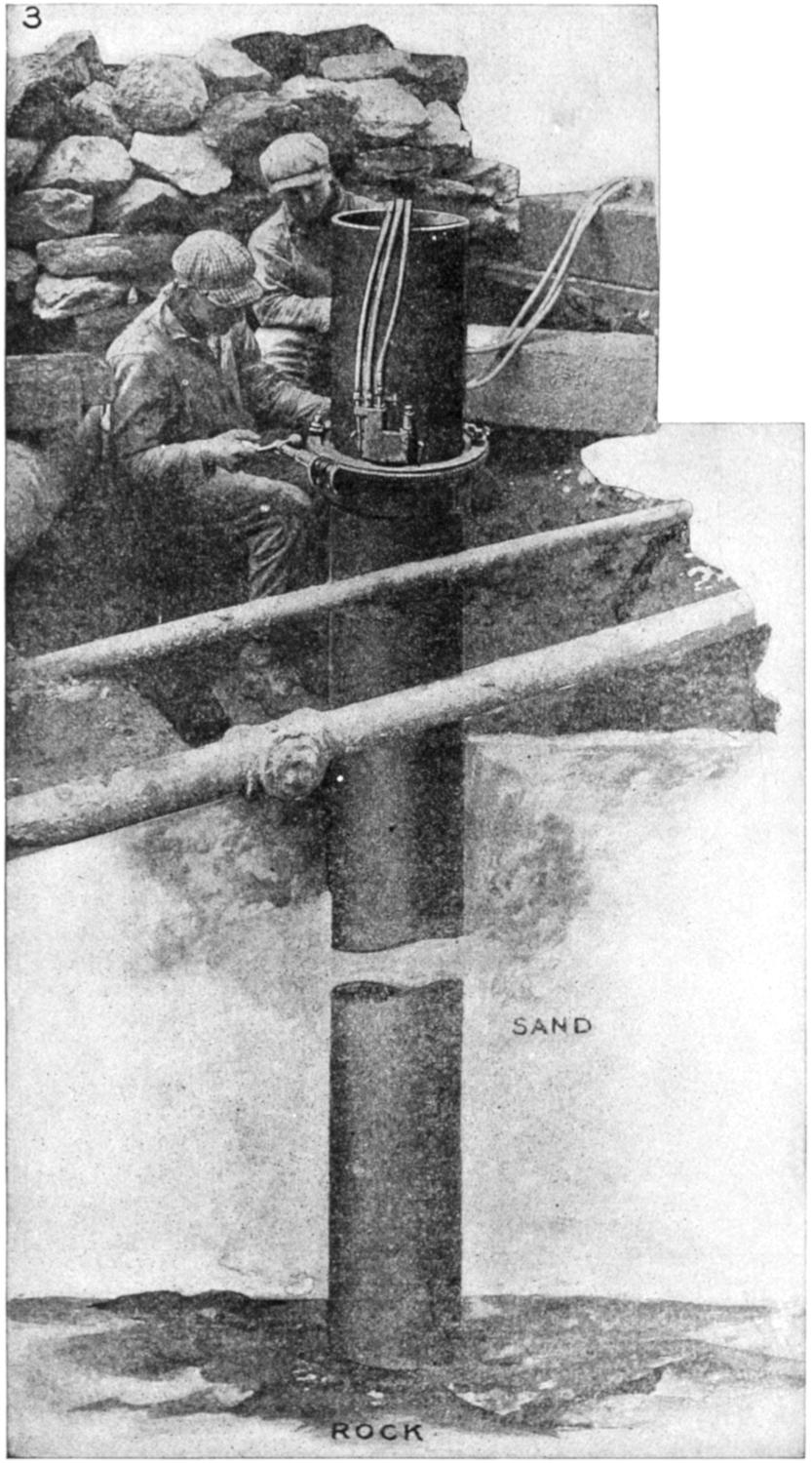
PILE BEING CUT TO PROPER LEVEL BY MEANS OF OXY-ACETYLENE TORCH.
After the piles in each pier have been cleaned out they must be cut off at exactly the same height—sometimes a very difficult task when there is little room. The oxy-acetylene torch is used for the purpose, the intensely hot flame cutting off the steel almost like butter.
[499]
A CLUSTER OF PILES, CLEANED OUT, FILLED WITH CONCRETE AND CUT OFF FLUSH BY MEANS OF THE OXY-ACETYLENE FLAME.
PILES ARE NEXT FILLED
WITH CONCRETE
The hollow shell is next filled with concrete reinforced by means of long two-inch steel rods, sometimes fifty feet in length. On clusters of these concrete-filled piles, the weight of the building is supported.
That this method of constructing foundations is indeed rapid, the story of the work at 145-147 West Twenty-eighth Street, New York City, proves. Rock was located 38 feet below the curb. The material above it was clay and water-bearing sand. Structural steel was due in three weeks, but the completion of the cellar was still ten days off. The steel pile foundation method offered the only solution of the problem. Specifications were drawn which called for eighty-five 12-inch steel piles, driven to rock, blown clean by compressed air, and filled with concrete, reinforced with 2-inch rods. Despite various obstructions on the ground (shoring of neighboring buildings and the like) the driving was started on June 30th. The excavator was still taking out his runway while the rear half of the lot was completely driven. After he had left the ground a compressor was set up, and the first pipe was blown on July 7th. Three days later all driving and cleaning had been completed. During the following two days all the piles were filled and capped. In a word, the entire foundation had been completed three days before the expected arrival of the steel.
CONCRETE PILES WHICH HAVE BEEN SUNK TO ROCK BOTTOM AND IN WHICH TWO-INCH STEEL RODS HAVE BEEN INSERTED TO ACT AS REINFORCEMENT FOR THE CONCRETE WHICH WILL EVENTUALLY BE POURED IN.
Such rapid work is not unusual with the steel foundation method. On another contract, work was completed not in the three months stipulated, but in exactly one month and a half, during which brief time all the excavation had been done, including sheeting, shoring, pile-driving, the mounting of concrete girders to carry the wall and[500] capping of the piles ready to receive the grillage.
THE STEEL PILE IS EASILY FORCED EVEN THROUGH THE SOFT UPPER LAYERS OF BED ROCK. SOMETIMES VERY LARGE PIECES ARE BLOWN UP INTO THE AIR BY THE BLAST OF COMPRESSED AIR.
Sometimes difficulties are encountered which would prove all but insurmountable and certainly hopelessly expensive with other methods. Thus in carrying out the one contract, water was found 12 feet from the curb. Two running streams had intersected at that point. The piles were simply sunk through the stream to rock bottom without any difficulty.
The excessive cost of open-pit work has sometimes made it impossible to build twelve or fourteen-story buildings in many sections of the city of New York. The steel pile has, however, made steel building construction profitable.
The carrying capacity of a steel pile is enormous. On a single 12-inch steel pile one hundred tons can be safely maintained. Piers containing sixteen piles have been used, and loadings up to 1300 tons are not unusual.
Naturally the question arises: Do the steel piles deteriorate in time? The question has been answered over and over again by the piles themselves. After a service of fifteen years the steel foundation piles were removed from the site of a building which now stands at the northwest corner of Wall and Nassau streets, in New York City. They showed practically no deterioration. The oxidation on the outside was almost negligible.
BLOWING OUT MUD AND ROCK WITH COMPRESSED AIR
CLEANING OUT A HOLLOW STEEL PILE BY MEANS OF COMPRESSED AIR A GEYSER OF MUD ALWAYS APPEARS.
[501]
A DRIVEWAY ALONG THE TOP OF THE OLIVE BRIDGE DAM.
It is easy for you boys and girls who live in the city to run into the kitchen or bathroom when you are thirsty and by a simple turn of the faucet tap secure a glass of cool and refreshing water, but did you ever stop to think how many men must constantly work and how great and perfect arrangements must be made before it is possible to supply a great city with water to drink, to bathe in, and for cooking and washing?
No one who has never had the experience of being in a town or city from which the water supply has been cut off, for a day or a number of days, can realize how necessary water is in our daily lives. We are so used to having all the water we want at any time that we even complain when in summer we are asked to drink water which is not iced. Drinking ice-water is very much of a habit. In tropical countries where there is no ice, people drink the water just as they find it, and if you were to go there and drink the waters for a few days, you would soon find that the water slakes your thirst even when quite warm, so it is not the ice in the water that quenches your thirst, but the water itself, and the ice-water is not good for you, as the doctor will tell you, because it chills the stomach.
The best way to find out where the water in the faucet comes from is to follow it back to its source. Let us see. Here we are in the kitchen and you have just had a drink of water taken from the faucet above the sink. The faucet, you will notice, is attached to a small pipe which is fastened to the wall back of the sink. We look under the sink and see that the pipe goes through a hole in the floor, so we reason that the water must come from the cellar. Let us go down cellar and see. Yes, here is the little pipe that comes down through the floor under the sink and we follow it along the wall toward the front of the house, and well, well, there it goes right out through the stone foundation of the house. So we conclude that the water comes from somewhere outside of the house, and that the little pipe we have been following is only a means of getting it from the outside into the house. We now mark the place in the wall where the pipe goes through and run around to the front of the house to see where it comes out, but we don’t see it. It must be buried in the ground, so we get a spade and pick and begin to dig a hole in the ground, and pretty soon we find the little pipe pointing straight out toward the street. We keep on digging the dirt away, and thus open a little trench from the house to the middle of the street and when we get there after a great deal of digging we find our little pipe attached to a larger pipe which seems to run along the ground in the middle of the street; so we are still in the dark as to where the water comes from, excepting that so far as our own home is concerned we know that it gets into the house through a little pipe which is attached to a big pipe in the middle of the street. By this time we know we have a big job on hand.
[502]
HOW A BIG DAM IS BUILT
BUILDING OLIVE BRIDGE DAM TO FORM THE ASHOKAN RESERVOIR.
The great Ashokan reservoir is situated about fourteen miles west of Kingston on the Hudson River. Its cost is $18,000,000, and it will hold sufficient water to cover the whole of Manhattan Island to a depth of twenty-eight feet. The water is impounded by the Olive Bridge dam, which is built across Esopus Creek, and also by the Beaver Kill and the Hurley dikes, which have been built across streams and gaps lying between the hills which surround the reservoir.
THE OLIVE BRIDGE DAM, 4650 FEET LONG, 200 FEET HIGH.
The dam is a masonry structure 190 feet in thickness at the base, and 23 feet thick at the top. The surface of the water when the reservoir is full is 590 feet above tide level. The total length of the main dam is 4560 feet, and the maximum depth of the water is 190 feet. The area of the water surface is 12.8 square miles, and in preparing the bottom it was necessary to remove seven villages, with a total population of 2000. Forty miles of highway and ten bridges had to be built. In the construction of the dam and dikes it was necessary to excavate nearly 3,000,000 cubic yards of material, and 8,000,000 cubic yards of embankment and nearly 1,000,000 cubic yards of masonry had to be put in place. The maximum number of men employed on the job was 3000.
[503]
HOW THE PIPES RUN
THROUGH THE STREET
We are pretty tired of digging by this time, so we call in all the boys and girls in town to help us dig so that we may see where these pipes come from, and we have a regular digging carnival. We follow the big pipe along our own street until we come to the corner. Here we find that our larger street pipe is connected with a still larger pipe, so we think we had better follow the larger pipe. We keep on digging, getting more of the boys and girls to help, and we follow that big pipe right out to the edge of town where we see it runs into another stone wall which you knew all the time was the reservoir, but concerning what it was for you were perhaps never quite clear.
Right near the place where the pipe goes in is a stairway which leads up to the top of the wall, so the whole crowd of boys and girls climb the steps and you are at the top of the reservoir; and there spread out before you, you see a big lake surrounded with a stone wall and you see where the water comes from—the reservoir—at least so you think. But you are wrong. You really haven’t come anywhere near the source of the supply. For soon as you walk around the broad top of the wall which surrounds your reservoir, you meet a man who asks you what you want, and you tell him that you have been finding out where the water in the faucet came from, but having found out you thought you would go back home.
The man smiles at you, but, as he is good-natured and sees you are really trying to find out where the water comes from, he tells you that since you have gone to all the trouble of digging up the streets to follow the pipes, you might as well learn all about it.
He first tells you that the reservoir is not really the place where the water comes from but only a tank, so to speak. He explains to you that most of the faucets in the city are higher than the real source of the water, which is out in the country miles away, and as water will not run up hill, it is necessary to keep the city’s daily supply in some place that is higher than the highest faucet in the city, so that it will force its way into and fill to the very end all of the large pipes in the streets and the small pipes which go into the houses, so that the water will come out just as soon as you turn the faucet.
Then he takes you over to a large building near the reservoir which you have always called the water works, but never knew exactly what it was for. He takes you into a large room where there is a lot of nice-looking machinery working away steadily but quietly, and tells you that these are the great pumps which lift the water from the great pipes which bring it from far away in the country, into the reservoir we have just seen, from which the water runs into and fills all of the pipes into the city.
He also tells you that in some cities it is impossible to find a place to build a reservoir which is higher than the highest places in the city. In such places, the pumps in the water works pump the water direct into the city water pipes and force the water to the very end of all the pipes and keep it there under pressure all the time.
From the pumping station he takes you down stairs in the water works and shows you the huge pipe which brings the water to the water works from the country. It is quite the largest pipe you ever saw. You see it is not really an iron pipe, but built of concrete, which is quite as good. You will be surprised to have our friend, the water-works man, tell you that three average-sized men could stand up on each other’s shoulders inside the great pipe.
[504]
HOW THE BIG PIPES ARE LAID THROUGH THE COUNTRY
OLIVE BRIDGE DAM; ESOPUS CREEK FLOWING THROUGH TEMPORARY TUNNEL.
PLACING THE 9¹⁄₂ FOOT STEEL PIPES.
[505]
A HUGE UNDERGROUND RIVER
The water is conducted from Ashokan reservoir as a huge, underground, artificial river. The aqueduct is ninety-two miles in length from Ashokan to the northern city line, and it should be explained that it is built on a gentle grade, and that the water flows through this at a slow and fairly constant speed. The aqueduct contains four distinct types: the cut-and-cover, the grade tunnel, the pressure tunnel, and the steel-pipe siphon. The cut-and-cover type, which is used on fifty-five miles of the aqueduct, is of a horseshoe shape and measures 17 feet high by 17 feet 6 inches wide, inside measurements. It is built of concrete, and on completion it is covered in with an earth embankment. This type is used wherever the nature of the ground and the elevation allow. Where the aqueduct intersects hills or mountains, it is driven through them in tunnel at the standard grade. There are twenty-four of these tunnels, aggregating fourteen miles in length. They are horseshoe in shape, 17 feet high by 16 feet 4 inches wide, and they are lined with concrete. When the line of the aqueduct encountered deep and broad valleys, they were crossed by two methods: if suitable rock were present, circular tunnels were driven deep within this rock and lined with concrete. There are seven of these pressure tunnels of a total length of seventeen miles. Their internal diameter is 14 feet, and at each end of each tunnel a vertical shaft connects the tunnel with the grade tunnel above. If the bottom of the valley did not offer suitable rock for a rock tunnel, or if there were other prohibitive reasons, steel siphons were used. These are 9 feet and 11 feet in diameter. They are lined with two inches of cement mortar and are imbedded in concrete and covered with an earth embankment. There are fourteen of these pipe siphons of a total length of six miles. At present one pipe suffices to carry the water. Ultimately three will be required for each siphon.
Our water-works man sees how earnest you are in seeing just where the water comes from, so he proposes that we go find out. We go outside and there is an automobile all ready to go and we jump in and the machine starts off along quite one of the nicest roads you were ever on. Soon you exclaim, “Why, this is the aqueduct road,” and so it is. The great pipe through which the water comes to the city is an aqueduct and they have built the road right over the place where the aqueduct runs. Away we go as fast as the car can carry us, sometimes ten, or twenty or perhaps fifty miles, according to what city you are in. The city goes as far as it must to find a supply of pure water and plenty of it and spends millions upon millions[506] of dollars to make its supply of water good and certain. Occasionally we come to a little stone house along the way where we can go down and see the sides of the great stone pipe. After a while, however, we find our aqueduct road comes to an abrupt stop before another great stone wall. It is the great dam which has been built out there in the country to form one end of a great tank that catches and holds the waters from the creeks and rivers that flow into it. Usually the dam is built up right across a river. They simply build the dam strong enough to stop the river from going any further. Then, of course, the water piles up on the other side of the dam and occasionally this tank, which is simply another huge reservoir, gets so full that the water flows over. It does not really overflow the top of the dam, because underneath the top the engineers have left openings here and there for the water to get through. If it were not for these loopholes, so to speak, the great wall of water within the reservoir, piled against the dam, would break down the wall no matter how well built, by the great pressure it exerts.
THROUGH THIS CHAMBER THE FLOW OF WATER TO THE AQUEDUCT IS REGULATED.
THE REAL SOURCE
OF THE WATER
We are now near to the real source of the water. We take a trip around the top of the great reservoir. Around at the other end we find what looks like a river, excepting that there isn’t any current to speak of. It is a river, but a much deeper one than it would have been but for the dam which has been built across it, and originally its surface was quite far down in a valley. Sometimes man makes his water dam at one end of a lake, which has been formed by streams flowing into a valley which has no opening for the water to run out of. In these cases the lake will be high up in the hills and man simply builds his dam at one end, lets the end of his aqueduct into the bottom of the lake and the water flows. In other cases he picks out a valley where there is no lake at all, builds his dam and then drains the water which he finds in small lakes higher up in the hills into the one big valley and makes a very large lake. But the water in the lakes comes originally from the creeks, rivers or springs which run into it, and so we will follow our original river back into the hills. Here and there along its course we find a little stream flowing into our river and, as we go up higher and higher into the hills, we find our river getting smaller and smaller. Now it is only a creek and, if we go far enough, we find its source but the tiniest kind of a tinkling brook with the water dripping almost noiselessly between the rocks as it makes its path down the side of the hill. There is the source of the water in the glass you have just enjoyed.
[507]
DIGGING A HOLE UNDER A RIVER
DIAMOND DRILL BORING A HORIZONTAL HOLE 1100 FEET BELOW THE HUDSON RIVER.
HUDSON RIVER SIPHON, 1100 FEET BELOW THE RIVER.
Of the many siphons constructed, by far the most interesting and difficult is that which has been completed beneath the Hudson River. The preliminary borings made from scows in the river showed that great depths would have to be reached before rock sufficiently solid and free from seams was encountered to withstand the enormous hydraulic pressure of the water in the tunnel. After failing to reach rock by the scow drills, two series of inclined borings were made from each shore, one pair intercepting at about 900 feet depth and the other at about 1500 feet. Both showed satisfactory rock, and accordingly a shaft was sunk on each shore, to a depth of approximately 1100 feet, and then a horizontal tunnel was driven connecting the two. It is of interest to note that because of the enormous head, which must be measured from the flow line far above the river surface, the pressure in the horizontal tunnel reaches over forty tons per square foot.
[508]
THE HIGHEST BUILDING IN THE WORLD UPSIDE DOWN
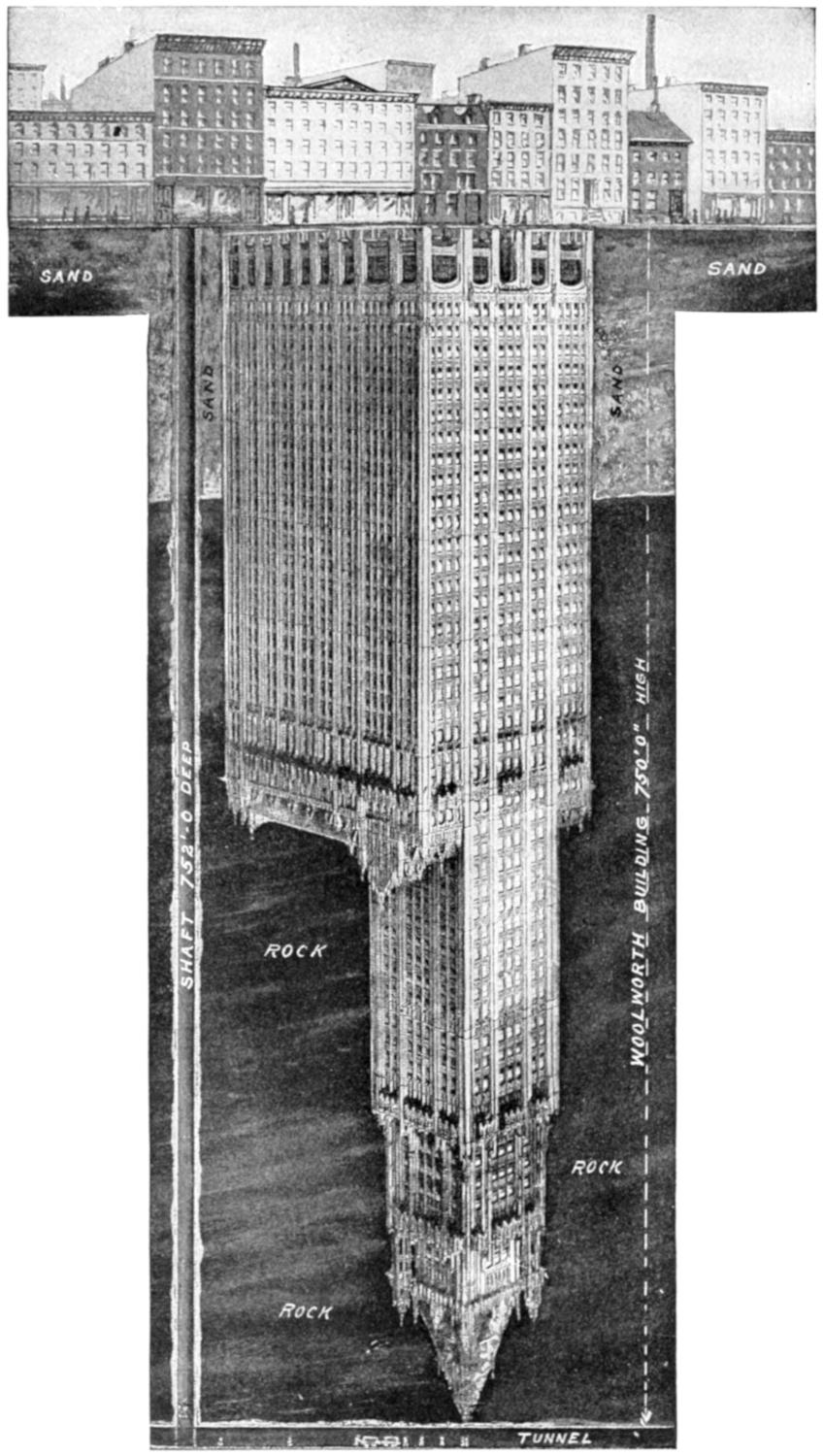
SHAFT 752′-0 DEEP
WOOLWORTH BUILDING 750′ 0″ HIGH
This picture shows the depth to which the pipes which carry the water through the city must sometimes be sunk in order that it will be certain to remain in place. To illustrate this in connection with the depth of the water tunnel in one place in the city of New York, our artist has taken the liberty of turning the Woolworth Building upside down. Even this building, which is the tallest business building in the world, and is 792 feet high, would not penetrate the water tunnel, at the point shown, which is at the Clinton Street shaft at the west bank of the East River.
[509]
It was formerly called fixed air, and is a gaseous compound of carbon and oxygen. It is procured by the processes of combustion and respiration, and hence is always present in the air, though in minute quantity. Plants live upon it and absorb it into their tissues; they abstract and assimilate its carbon, and return its oxygen to the atmosphere in a pure condition. It is also present in spring water, and often in quantities, so that it sparkles and effervesces; it is also produced during the processes of putrefaction, fermentation, and slow decay of animal and vegetable substances in presence of air. It is largely employed by the manufacturers of aerated bread and aerated waters. Under a pressure of about 600 pounds it liquefies, and when allowed to escape through a small jet it rapidly evaporates and causes intense cold, so much so as to become frozen. It does not support burning. The gas derived from it, carbon dioxide, is invisible, and is heavier than air by one half, and has a pungent odor and slightly acid taste. In a pure state the gas cannot be respired, as it supports neither respiration nor combustion. When the portion in the atmosphere is increased to a considerable extent, as happens sometimes, it endangers life. The familiar “rising” of bread is brought about by carbonic acid gas escaping through and permeating the dough, making it light and porous. In this form it is known as yeast or as baking powder. We see its uses also in the chemical fire-engine.
In some parts of the world large quantities of carbonic acid gas are constantly issuing from openings of the earth’s surface. Two such places are the famous Poison Valley of Java, and the Grotto del Cane, near Naples, in Italy. The former is a small valley about a half a mile around and about thirty-five feet deep, in which the air is so loaded with carbonic acid gas that animals entering it are killed in a few minutes. Even birds that fly over the valley are overcome if they do not rise high above it. The Grotto del Cane, or Grotto of the Dog, is a small cavern in the crater of a volcano. A stream of carbonic acid gas flows constantly into the grotto, but the level of the gas does not reach the height of a man’s mouth. When the same air is breathed over and over again, the quantity of carbonic acid in it is increased so much, that it may become as deadly as the air in the Poison Valley.
Two other gases that may generally be found in air are ozone and ammonia. The first is merely a form of oxygen that is produced by the passage of lightning through the air. After severe thunderstorms, it is said to be present, sometimes, in sufficient proportion to give to the air a slightly pungent odor. It is more active chemically than is the ordinary form of oxygen, and consequently has a stimulating effect upon animals.
Ammonia, or hartshorn, as it is sometimes called, from the fact that it was formerly obtained by distilling the horns of harts, or deer, is almost always present in the air in small quantities. It is produced chiefly by the decay of animal and vegetable matter, especially the former. Though present in the air in very small quantities, it is of much value to the plant world, because it contains nitrogen in a form in which it can be readily absorbed by plants. All plants contain some nitrogen, which is essential to their growth, but the[510] greater part of the nitrogen in the air is not in such form that it can be absorbed by them. They must obtain their supply from the soil, which usually contains some nitrogen in a form that may be taken up by plants, and from the ammonia in the air. The latter is not taken directly out of the air by the plants, but the rains falling through the air absorb the ammonia and carry it to the soil, from which it is taken up into the plants by their roots.
VARIOUS GASES
FOUND IN AIR
Besides the gases that have been mentioned, there is present in the air, at all times, a small quantity of water-vapor, which is, in many ways as important to mankind as is the oxygen itself. The quantity of water in the air is not always the same. As a rule, the quantity is greater in warm air than in cold, and is less over land than over water. Frequently the air feels damp in cold weather, and dry in hot weather, and it is natural to suppose that there is more vapor in the air on the damp day than on the dry one. This, however, is not always true. There is usually more moisture in the air on a warm summer day than on a cold day in winter, though the winter day may seem much more moist. You will be able to understand why this is so by comparing the air to a sponge. If we fill a sponge with water, and squeeze it gently, a little water will be forced out of it. If we then remove the pressure on the sponge. When the air cools, will appear dry on the surface, but there will still be water in it, and on being squeezed harder than before it will again become moist on the surface and more water will be forced out of it. Now cold has an effect upon moisture-laden air very much like that of pressure on the sponge. When the air cools, some of the moisture is forced out of it, and the air seems damp. When it warms again, the air seems dry, though there is still water-vapor in it. It seems dry because it can absorb more water-vapor, just as the sponge seems dry after you cease to squeeze it, though it still contains water. From this we see that the air does not always seem moist when there is much water-vapor in it, nor dry when there is only a little. It feels moist when there is as much water-vapor present as it can hold, and dry when it can held more than it already has. And we also see that in hot weather the air can hold much more moisture than it can in cold weather, so that whether the air feels dry or moist, there is generally much more water-vapor in it in hot weather than in cold.
It is easy to see that, over water, the air naturally takes up more moisture than over land, because there is so much more water there to be transformed into vapor. Over the surface of seas, lakes and rivers, water is continually being converted into vapor by the process of evaporation, and this vapor is absorbed by the air.
Let us now consider the solid particles floating in the air, the dust that is seen dancing in the path of a sunbeam. Whenever we examine the air, these small particles are found, even on the tops of mountains, and at points so high above the earth that they have been reached only by balloons. Of course, there is very much less dust high above the earth than near the surface, where the winds are constantly stirring up the loose soil, and throwing into the air small particles of every kind. In cities, where factory chimneys are continually pouring out clouds of smoke, and the people and vehicles are constantly disturbing the dust of the streets, the air always contains more dust than does the air of the country.
In order that we may breathe air, the oxygen in it has been mixed with four times as much nitrogen and argon, which must be inhaled with the oxygen, though they have no more effect on the body than the water you take with a strong medicine to weaken it. The oxygen, however, has a very important effect upon the body, and if we compare the air we exhale with that we inhale we find considerably less oxygen in the former than in the latter. In place of the oxygen, the air has received carbonic acid gas. It may seem very strange to say that there is burning going[511] on in the body, but that is very nearly what takes place. The chief difference from coal-burning is that in the body the process goes on so slowly that it does not make the body very hot; but when we set fire to coal, the process is much more rapid, and a large amount of heat is produced in a short time, so that the coal becomes very hot. The products of breathing and of coal-burning are the same, carbonic acid gas being the chief one. When coal is burned it disappears, together with some of the oxygen of the air, and in their stead we have carbonic acid gas. When a breath is taken some of the material of the body disappears, as does some of the oxygen of the air, and in place of them carbonic acid gas is found. If we could weigh the coal burned and the oxygen that disappears in the burning of it, and could then weigh the carbonic acid gas that is produced in the burning, we should find that the latter weighs just as much as the coal and the oxygen together. So, too, if we could weigh the oxygen that disappears from the air we breathe, and also find the weight of the material taken from our bodies by breathing, we should find that the two together weigh just as much as the carbonic acid gas given off in our breath. In neither case is anything absolutely destroyed; the substances resulting from the change weigh just as much as those that took part in it.
Having learned that a quantity of oxygen disappears every time we take a breath, every time we build a fire, it would seem that in the thousands of years during which men and animals have been living on the earth, all the oxygen would have been exhausted and nothing left in its place but carbonic acid gas. That, however, is impossible, as the carbonic acid gas is used up almost as fast as it is produced and the oxygen is returned to the air in its stead.
HOW PLANTS EAT
CARBONIC ACID
All trees and plants, from the great redwood trees of California to the smallest flowers that dot the fields, need carbonic acid gas to keep them alive and to make them grow. Their leaves have the power when the sun shines on them to take up carbonic acid from the air and to return oxygen in exchange. In this way you see that the balance is kept just as it should be. The oxygen needed by animals of all kinds is furnished by the plants, and the carbonic acid required by plants is thrown off in the breath of animals.
It is a proved fact that the sun revolves on its axis. All parts of its surface, however, do not rotate with the same velocity. The rotation of the sun differs from that of the earth in this respect.
This constitutes the visible proof that the physical state of the sun is different from the earth’s, although they are composed of similar chemical elements.
The earth, being covered with a solid crust, and being also, as recent investigation demonstrates, as rigid as steel throughout its entire globe, rotates with one and the same angular velocity from the equator to the poles.
If you stood on the earth’s equator you would be carried by its daily rotation round a circle about 25,000 miles in circumference. If you stood within a yard of the North or South Pole you would be carried, by the same motion, round a circle not quite 19 feet in circumference. And yet it would require precisely the same time, viz., twenty-four hours, to describe the 19-foot circle as the 25,000-mile one.
If you were guessing you would naturally say that gold is, of course, the most valuable of the metals. But you would be wrong. The proper answer to this is iron. We do not mean the pound for pound value, for you could get much more money for a pound of gold than for a pound of iron, but we mean in useful value—iron is in that sense the most valuable metal known to man. This is so because iron is of great service to man in so many different ways, and it is very well that there is so great a quantity of it for man’s use.
[512]
WHERE DOES TOBACCO COME FROM?

GROWING TOBACCO UNDER CHEESECLOTH.
[6] Copyright by Tobacco Leaf Publishing Co.
It is now generally agreed that the word tobacco is derived from “tobago,” which was an Indian pipe. The tobago was Y-shaped, and usually consisted of a hollow, forked reed, the two prongs of which were fitted into the nostrils, the smoke being drawn from tobacco placed in the end of the stem. The island of Tobago, contrary to the belief of many, did not furnish the name for tobacco, but on the other hand, it was given that name by Columbus, owing to its resemblance in shape to the Indian pipe.
While tobacco is now found growing in all inhabited countries, it is a native of the Americas and adjacent islands. Its discovery by civilized man was coincident with the discovery of this continent by Christopher Columbus in 1492. Columbus and his adventurous sailors found the native Indians using the weed on the explorer’s first visit to the new world. Investigation has established that the plant was first used as a religious rite and gradually became a social habit among the natives. Columbus and his Castilian successors carried the weed to Spain. Sir Walter Raleigh took it to England, Jean Nicot, whose name is immortalized in nicotine, introduced it to the French; adventurous traders brought the seed to Turkey and Syria, and Spanish argosies carried it westward from Mexico to the Philippines and thence to China and Japan. Thus within two centuries after its discovery tobacco was being cultivated in nearly every country and was being used by every race of men.
While tobacco is a native of the Americas, it is a fact that it will grow after a fashion almost anywhere. Milton Whitney, Chief of the Division of[513] Soils, United States Department of Agriculture, in his bulletin on tobacco soils says tobacco can be grown in nearly all parts of the country even where wheat and corn cannot economically be grown. The plant readily adapts itself to the great range of climatic conditions, will grow on nearly all kinds of soil and has a comparatively short season of growth. But while it can be so universally grown, the flavor and quality of the leaf are greatly influenced by the conditions of climate and soil. The industry has been very highly specialized and there is only demand now for tobacco possessing certain qualities adapted to certain specific purposes.... It is a curious and interesting fact that tobacco suitable for our domestic cigars, is raised in Sumatra, Cuba and Florida, and then passing over our middle tobacco States the cigar type is found again in Massachusetts, Connecticut, Pennsylvania, Ohio and Wisconsin.... It is surprising to find so little difference in the meteorological record for these several places during the crop season. There does not seem to be sufficient difference to explain the distribution of the different classes of tobacco, and yet this distribution is probably due mainly to climatic conditions.... The plant is far more sensitive to these meteorological conditions than are our instruments. Even in such a famous tobacco region as Cuba, tobacco of good quality cannot be grown in the immediate vicinity of the ocean or in certain parts of the island that would otherwise be considered good tobacco lands. This has been experienced also in Sumatra and in our own country, but the influences are too subtle to be detected by our meteorological instruments.... Under good climatic conditions, the class and type of tobacco depend upon the character of the soil, especially on the physical character of the soil upon which it is grown, while the grade is dependent largely upon the cultivation and curing of the crop. Different types of tobacco are grown on widely different soils all the way from the coarse sandy lands of the Pine Barrens, to the heavy, clay, limestone, corn and wheat lands. The best soil for one kind of tobacco, therefore, may be almost worthless for the staple agricultural crops, while the best for another type of tobacco may be the richest and most productive soil of any that we have.
WHERE HAVANA TOBACCO
IS GROWN
Havana tobacco, which means all tobacco grown on the island of Cuba, possesses peculiar qualities which make it the finest tobacco in the world for cigar purposes. The island produces from 350,000 to 500,000 bales annually, of which 150,000 to 250,000 bales come to the United States for use in American cigar factories. The best quality of the Cuban tobacco comes largely from the Vuelta Abajo section, although some very choice tobaccos are raised also in the Partidos section. Remedios tobaccos are more heavily bodied than others and are used almost exclusively for blending with our domestic tobaccos. While there are innumerable sub-classifications, such as Semi-Vueltas, Remates, Tumbadero, etc., the three general divisions named above, Vuelta Abajo, Partidos and Remedios, embrace the entire island. If a fourth general classification were to be added, it would be Semi-Vueltas. The Vuelta Abajo is grown in the Province of Pinar del Rio, located at the western end of the island. It is raised practically throughout the entire province. Semi-Vueltas are also grown in Pinar del Rio, but the trade draws a line between them and the genuine Vueltas. Partidos tobacco, which is grown principally in the Province of Havana, differs from the Vuelta Abajo in that it is of a much lighter quality. The Partidos country is famous for its production of fine light glossy wrappers. Tobacco from the foregoing sections is used principally in the manufacture of clear Havana cigars. Some of the heavier Vueltas, however, are also used for seed and Havana cigar purposes. Remedios, otherwise known as Vuelta-Arriba, is grown in the Province of Santa Clara, located in the center of the island. This tobacco is taken almost entirely by the United States and Europe and is used here for filler purposes, principally in seed and Havana[514] cigars. Its general characteristics are a high flavor and rather heavy body, which make it especially suitable for blending with our domestic tobaccos. Havana tobacco is packed and marketed in bales.
The first step is the preparation of the seed beds. For these beds low, rich, hardwood lands are selected. The trees are cut down and the wood split, converted into cord wood and piled up to dry. About the middle of January this wood is stacked up on skid poles and ignited. The ground is thus cleared by burning, the fires being moved from spot to spot until a sufficient area is cleared. By this process all grass, weeds, brush and insects are eradicated. The ground is then dug up with hoes and cleared off and a perfect seed bed is made.
The tobacco seed is first mixed with dry ashes in the proportion of about a tablespoonful of seed to a gallon of the ashes, and about this quantity is sowed over a square rod of land. This amount is calculated to supply plants enough for one acre of ground, but the farmers usually double the planting as a precaution against emergencies. After the seed beds are sowed they are covered over with cheesecloth as a means of protection, and they are carefully weeded and watered until the leaves have attained a length of about four inches. They are then ready for transplanting, which operation begins about the middle of April.
In the meantime, the tobacco-growing areas have been prepared by plowing and fertilizing. The matter of fertilization has been the subject of much study and many experiments, and it has been definitely established that cow manure is one of the best for this purpose. This natural fertilizer is distributed on the fields at the rate of ten to twenty two-horse loads to each acre. In addition to this from two hundred to three hundred pounds of carbonate of potash, and from two thousand to three thousand pounds of bright cottonseed meal are employed. The total cost of this fertilizer amounts to about $120 per acre.
After the fertilizer is well plowed into the land the ground is laid off into ridges about four feet apart, made by throwing two one-horse furrows together. These ridges are about two feet in width and are flattened on the top so as to make a level bed for the young plant. The farmer then measures off and marks these rows at intervals of 16 to 18 inches. At each mark he makes a small hole, and after pouring in a pint of water the plant is carefully set. Machine planters are used for this purpose to a limited extent.
The growers usually calculate on finishing their planting about the first of June. The young plants are then closely watched and are hoed and cultivated at least once a week. They are also supplied with sufficient water to keep them alive and growing. At this stage of the proceedings, the planter begins to look out for worms. The butter worm is one of his greatest enemies. This is a small green moth that lays its eggs in the bud of the plant and turns into a worm two days later. To stop the ravages of this insect, it is customary to use a mixture composed of some insecticide mixed with corn meal. A small pinch of this mixture is inserted at regular intervals in the bud of each plant until the plant is nearly grown.
When the tobacco is about three feet high, all such leaves as were on the plant when it was first set out are picked off and thrown away. About this time the crop is usually threatened by another enemy known as the horn worm. This is a large, mouse-colored moth, which swarms over the field about sun-down, and deposits green eggs about the size of a very small bird shot, on the back sides of the leaves.[515] This is a very ravenous insect and unless carefully watched it will devour every leaf of tobacco, leaving nothing but the stalks standing. It is removed by picking off and by insecticides.
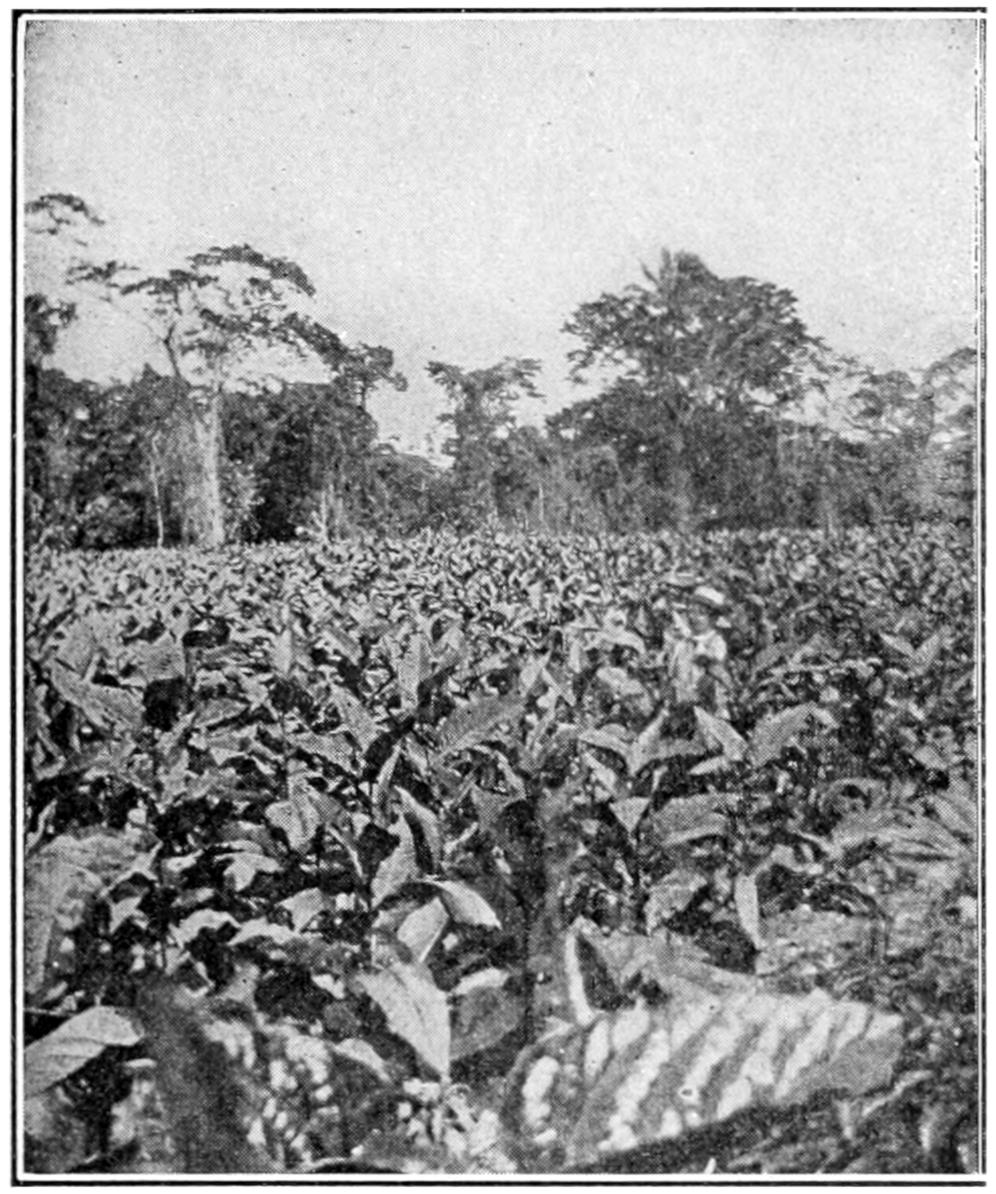
A FIELD OF FINE HAVANA.
About sixty to ninety days after setting, the bottom leaves on the plant are ripe and the grower is able to remove from three to four on each stalk. This is called priming. The primer detaches each leaf carefully and places it face down in his left hand, inspecting it at the same time to see that no worms are carried to the barns. Upon accumulating a handful, he places them in baskets that are lined with burlap to prevent injury to the leaf, and the filled baskets are either carried or hauled to the barns.
About this time the plants have begun to bud out at the top, and this bud, with a few small leaves around it, is broken off. This process is called topping, and is done for the purpose of confining the development of the plant to the leaves below. After topping, the priming of the tobacco is continued for about three weeks, and until all the upper leaves of marketable value have been harvested. In the meantime, the suckering has to be looked after, which is the removing of the small branches that have a tendency to grow out of the main stalk of the plant.
In the barns the leaves are placed on long tables, behind which stand the stringers. They string the leaves, each separately, on strong cotton twine, about thirty leaves to a string, spaced about an inch apart. If this is not done carefully and accurately, several leaves may become bunched together and the cure will thereby be impaired. It is attention to this detail which prevents the defect known as pole-sweat. These strings are tied at either end to a tobacco lath, and the lath is hung upon two poles. These poles are placed in courses in the barn, at spaces of two feet, one above the other.
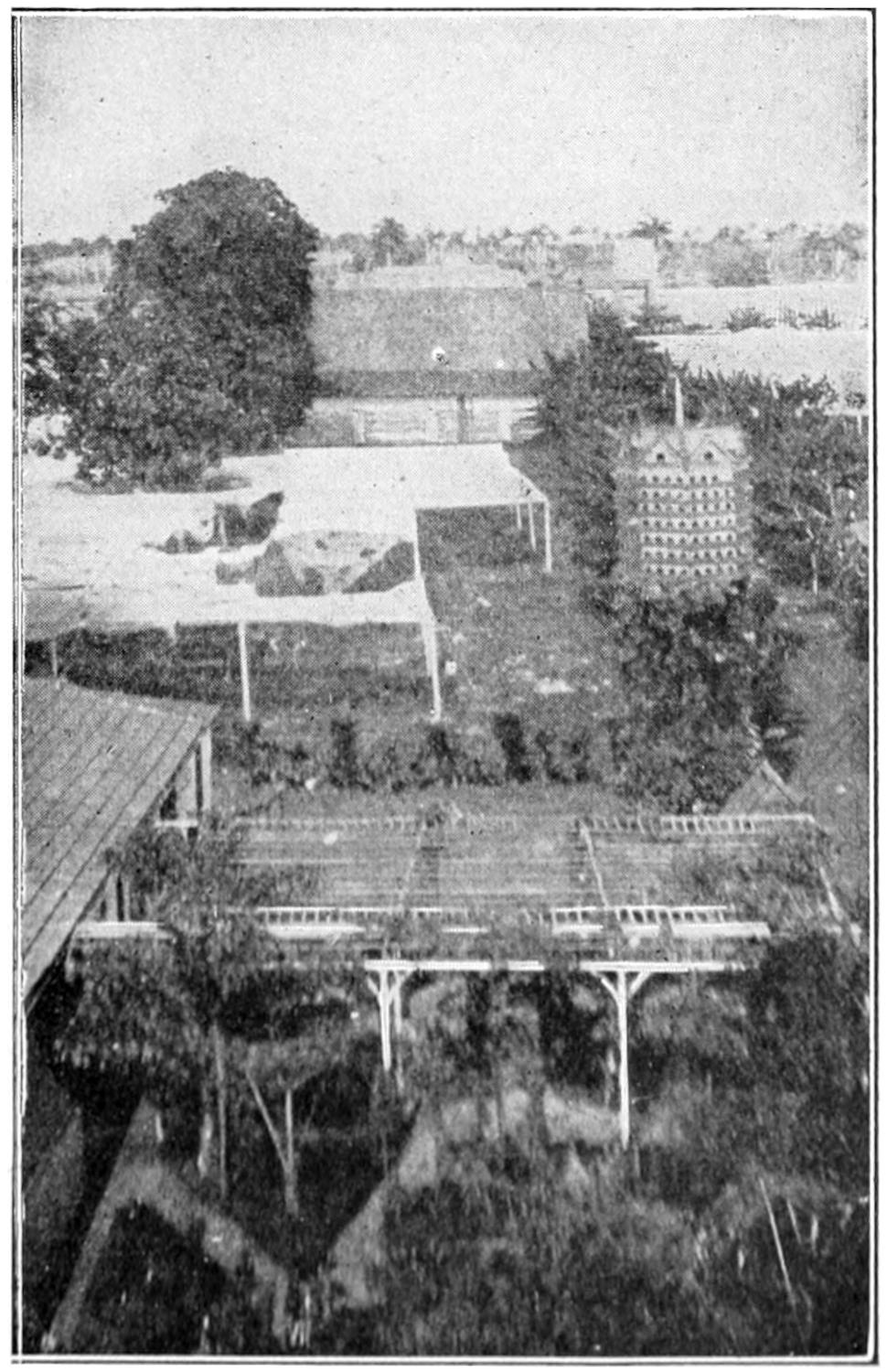
A MODERN CUBAN TOBACCO PLANTATION.
HOW TOBACCO
IS CURED
Here the tobacco undergoes its preliminary, or barn cure, and during this period the grower is constantly on the anxious seat, having to open[516] and close his curing houses according to the changes in the weather, and to look closely after the ventilation of his crop in order to avoid the development of stem rot and other afflictions with which the tobacco is threatened at this stage of the proceedings.
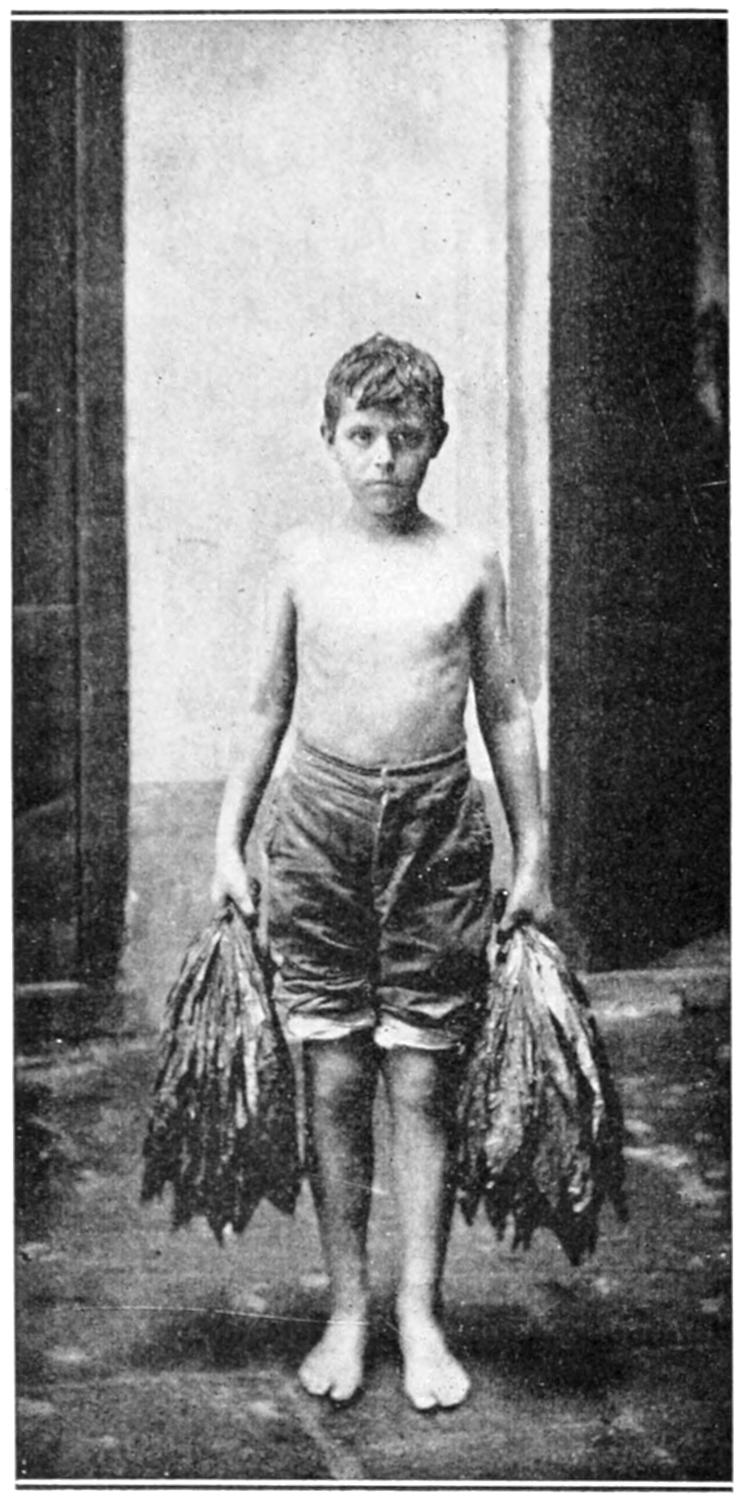
A STAND OF TOBACCO IN EACH HAND.
In due course of time the laths are taken down, the strings removed and the leaves are formed into hands and tied with a string. The tobacco is then packed temporarily in cases and delivered at the fermenting house, where it is put into what is known as the bulk sweat. This consists of uniform piles of tobacco covered over with blankets, and which are frequently “turned” in order that they shall cure evenly and not become too dark in color. From the bulk sweat the tobacco goes to the sorting tables, where it is divided into numerous grades of length and color. It is then turned over to the packers, who form it into bales.
As the young plants spring up and begin to grow, they are thinned out, watered and cared for until along in October or November, and as soon as the weather becomes settled for the season, the little seedlings are transplanted into the field. Some growers use shade, but most of the tobacco is grown in the open. The plants are placed in rows, very much as corn is planted, only farther apart. The plants are carefully protected from weeds and insects, and in December the early tobacco is ready to be harvested. Here the mode of procedure differs according to the discretion of the grower. The plan universally in vogue until recent years was to cut the plant down at the base of the stalk. Lately, however, the more scientific growers harvest their tobacco gradually, picking it leaf by leaf, according as they ripen and mature. The tobacco is then allowed to lie in the field until the leaves are wilted. The stalks (or stems, according to the method followed) are then strung on cujes or poles, so that the plants hang with the tips down. The tobacco is then allowed to hang in the sun until it is dry and later carried into the barns, where the poles are suspended in tiers until the barn is full. Tobacco barns everywhere are constructed with movable, or rather, adjustable, side and end walls which permit of a constant adjustment of the ventilation. While hanging in the barn the tobacco undergoes its preliminary cure and changes in color from the green of the growing plant to a yellowish brown. The climatic changes have to be carefully studied during this process. If the weather is extremely dry it is customary to keep the barns closed in the daytime and to open the ventilators at night.[517] It is generally desirable to keep the tobacco fairly dry while it is undergoing the barn cure. After a few weeks, and when the hanging tobacco has reached the proper stage of maturity, a period of damp weather is looked for so that the dry leaves may be rehandled without injury. When the desired shower comes along the tobacco is stripped off the poles and placed in pilon—that is, in heaps, or piles, on the floors of the barns and warehouses, each pile being covered with blankets. Here, being in a compact mass, it undergoes the calentura, or fever, by which it is pretty thoroughly cured, the color changing to a deeper brown. After about two weeks in the piles it is sorted, tied into small bundles or carrots, and these in turn are packed in bales. After being baled the tobacco, if allowed to remain undisturbed, undergoes a third cure, by which it is greatly improved in quality. It is then ready for the factory.
A TOBACCO BARN.
The shade-growing method is one of the institutions of modern tobacco cultivation. The principle is this: The sun, shining on the tobacco plants, draws the nutrition from the earth, and the plant ripens quickly, the leaves having a tendency to be heavy-bodied and not very large. To defeat these results and produce large, thin, silky leaves for cigar-wrapper purposes, the grower sometimes covers his field with a tent of cheesecloth or with a lattice-work of lathing which protects the growing tobacco from the direct rays of the sun. Thus the ripening process is slower, causing the leaves to grow larger and thinner and less gummy; and being thinner and less gummy, they are of a lighter color when finally cured. This method is employed by some growers in cigar-leaf districts, such as Cuba, Florida and Connecticut.
TAKING TOBACCO FROM BALES
While many labor-saving devices have been introduced in all branches of tobacco manufacture, it is a curious fact that in the production of the best grade of cigars, namely, the clear Havana, the work is done entirely by hand. In fact, it may be said that in the process of manufacturing fine cigars exactly the same principles are followed as those of two centuries ago. There has been much improvement in the artisanship of the worker, of course, but no rudimentary change in method.[518] In the manufacture of snuff, chewing and pipe tobacco, cigarettes and all-tobacco cigarettes, machinery plays an important part; and mechanical devices are also used extensively in the production of five-cent cigars and in the still higher priced grades of part-domestic cigars, such as the seed and Havana. Some of these appliances are almost human in their ingenuity. But in fashioning the tobacco of Cuba into cigars that are perfect in shape, in formation and in all the qualities that go to make a good cigar, there is no substitute for the human hand.
Upon opening a bale of tobacco the workman takes each carrot out separately, shakes it gently to separate the leaves, and then moistens it, either by dipping it into a tub of water from which it is quickly removed and shaken to throw off the surplus water or else by spraying it with a blower. It is left in this condition over night, so that the leaves may absorb the moisture and become uniformly damp and pliable.
The tobacco is then turned over to the strippers, who remove the midrib from each leaf, at the same time separating the wrapper from the filler. From this point on the treatment of the wrappers and fillers is different.
The half leaves suitable for fillers are spread out and placed one on top of the other, making what are called books. These books are placed side by side, closely together, on a board, and a similar board is placed on top of the tobacco to hold it in position. Later, it is packed into barrels, the tops of which are covered with burlap, and there it undergoes a fermentation. It is usually allowed to remain in this condition for ten days or two weeks, when it is rehandled and inspected, and if found to be in the right condition, it is placed on racks, where it remains until it is in just the proper state of dryness to be ready for working.
THE GREAT CARE NECESSARY IN SELECTION
The wrapper leaves, after leaving the hands of the stripper, are taken by the wrapper selector, who sits, usually, at a barrel, and spreads out each leaf, one on top of the other, over the edge of the barrel, assorting them as to size, color, etc., into several different piles or books. Each of these piles is divided into packs of twenty-five each, and each lot of twenty-five is folded over into what is called a “pad” and tied with a stem. It is in this form that they go to the cigarmaker.
Every morning the stock is distributed among the cigarmakers. Each workman is given enough tobacco to make a certain number of cigars, and when his work is finished he must return either the full number of cigars or the equivalent in unused leaves.
The tools of the cigarmaker consist merely of a square piece of hardwood board, a knife and a pot of gum tragacanth. He sits at a table upon which rests the board, and at which there is also a gauge on which the different lengths are indicated. Fastened to the front of each table is a sack or pocket of burlap into which the cuttings that accumulate on the table are brushed. The operator deftly cuts his wrapper from the leaf, fashions the filler into proper form and size in the palm of his hand (this is known as the “bunch”) and rolls the tobacco into cigar form, In winding the wrapper around the “bunch” the operator begins at the “lighting end” of the cigar, called the “tuck,” and finishes at the end that goes into the mouth, which is called the “head.” A bit of gum tragacanth is used to fasten the leaf securely at the “head.” The cigar is then held to the gauge and is trimmed smoothly off to the proper length by a stroke of the knife at the “tuck.” The cigars are taken up in bundles of fifty each. They next pass into the hands of the selectors, who separate them into different piles, according to the color of the wrappers, and who also reject any cigars that may be of faulty construction. Broken wrappers, bad colors or any other defects are sufficient to cause the rejection of a cigar. The rejected cigars are known as resagos (“throwouts”) or secundos.
From the selectors the cigars go to the packers, whose duty it is to place them in the boxes, and to see that the colors in each box are uniform, marking the temporary color classification on each box in lead pencil. After being[519] packed, the filled boxes are put into a press and so left for twelve hours or until the cigars conform somewhat to the shape of the box which contains them. On being removed from the press, if to be banded, the cigars are carefully removed in layers from the box, the bands affixed, and the cigars replaced. The goods are then placed in an air-tight vault to await shipment.
When the cigarmaker ties up his bundle of fifty cigars, he attaches to it a slip of paper upon which is marked his number. This enables the manufacturer to keep an accurate account of the number of cigars made by each workman and also to place the responsibility for any defects in the workmanship. Cigarmakers are paid by the piece, the scale of wages ranging from $16 to $100 per thousand. In nearly every factory there may be found advanced apprentices or old men working at the rate of $14 per thousand and also there may be found skilled artisans making exceptionally large odd sizes at more than $100 per thousand, but these are not generally considered in the regulation scale of prices. In averages, the workmen earn about $18 a week and make about 150 cigars a day.
The internal revenue from tobacco for one year would build fourteen battleships of the first-class; or it would pay the salary of the President of the United States for nearly a thousand years. It would pay the interest on the public debt for three years, and there would be enough left over to add a dollar to the account of every savings bank depositor in the United States.
The money spent by smokers for cigars only, not counting cigarettes, smoking and chewing tobacco and snuff would more than pay for the building of the Panama Canal, besides taking care of the $50,000,000 paid to the new French Canal Co., and the Republic of Panama for property and franchises. And in addition to this it would cover the cost of fortifying the Canal.
Or it would build a fleet of thirty-five trans-Atlantic liners, each exactly like the lost Titanic, coal them, provision them and keep them running between New York and Liverpool with a full complement of passengers and crew, almost indefinitely.
There are 21,718,448 cigars burned up in the United States every twenty-four hours; and 904,935 every hour; and 15,082 every minute; and 251 every second.
The annual per capita consumption of cigars in the United States, counting men, women and children, is eighty-six cigars.
If all the cigars smoked in the United States in one year were put together, end to end, they would girdle the earth, at its largest circumference, twenty-two times.
As to the cigarettes, there are 23,736,190 of them consumed in the United States every day; and 989,007 every hour; and 16,482 every minute. With every tick of your watch, night and day, the year around, the butts of 275 smoked-up cigarettes are dropped into the ash tray.
Cigarette smokers in the United States, not counting those who roll their own smokes from tobacco, spend $60,645,966.36 for the little paper-covered rolls.
If all the cigarettes smoked in the United States in one year were placed end to end and stood up vertically they would make a slender shaft rising 512,766 miles into the heavens.
If strung on a wire they would make a cable that would reach from the earth to the moon and back again, with enough left over to circle one-and-a-half times around the globe.
If this quantity of tobacco could be placed on one side of a huge balancing scale it would take the combined weight of four vast armies, each army consisting of 1,000,000 men, to pull down the other side of the scale.
The weight of the tobacco consumed in the United States in a year is equal to the weight of the entire and combined population of Delaware, Maryland, West Virginia, North Carolina, South Carolina, Georgia, Florida, Tennessee and Alabama.
[520]
HOW OUR FINGER PRINTS IDENTIFY US
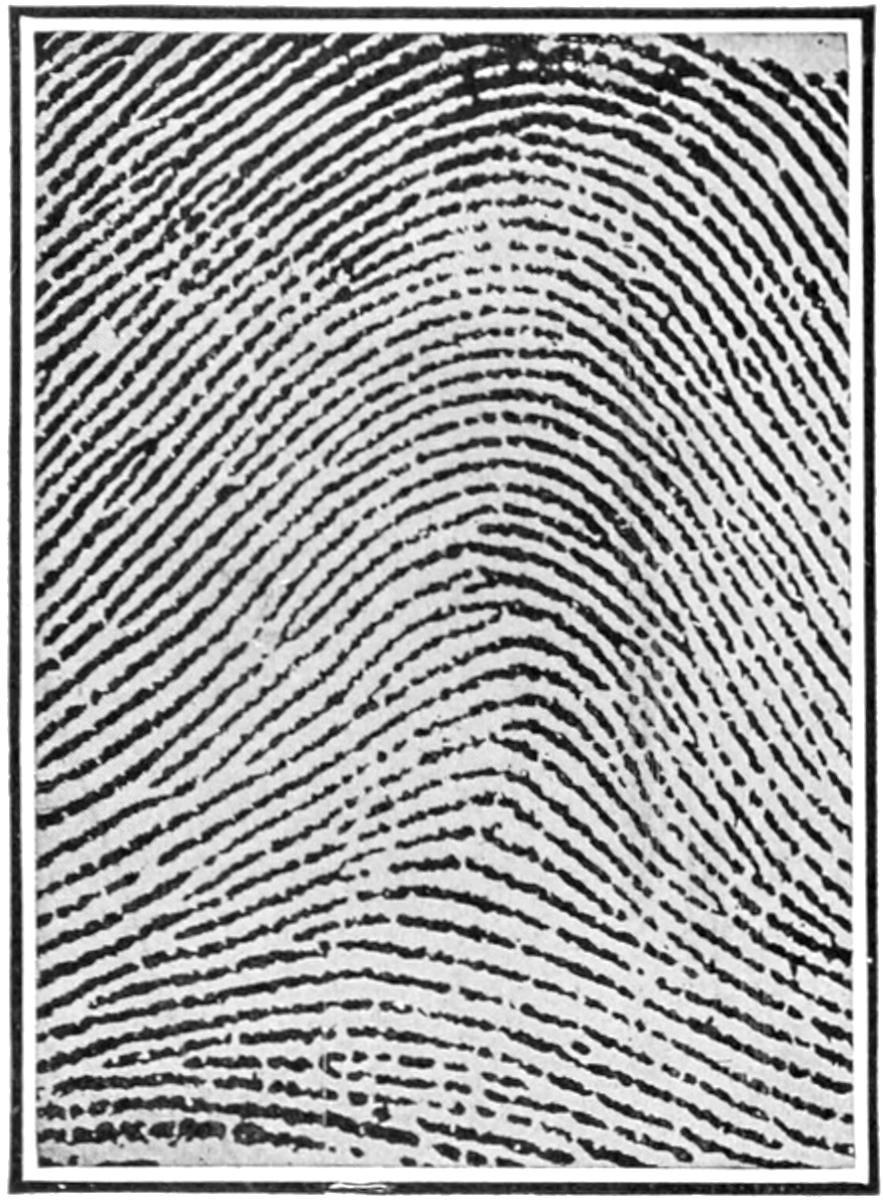
ARCH: IN THIS PATTERN RIDGES RUN FROM ONE SIDE TO ANOTHER, MAKING NO BACKWARD TURN.
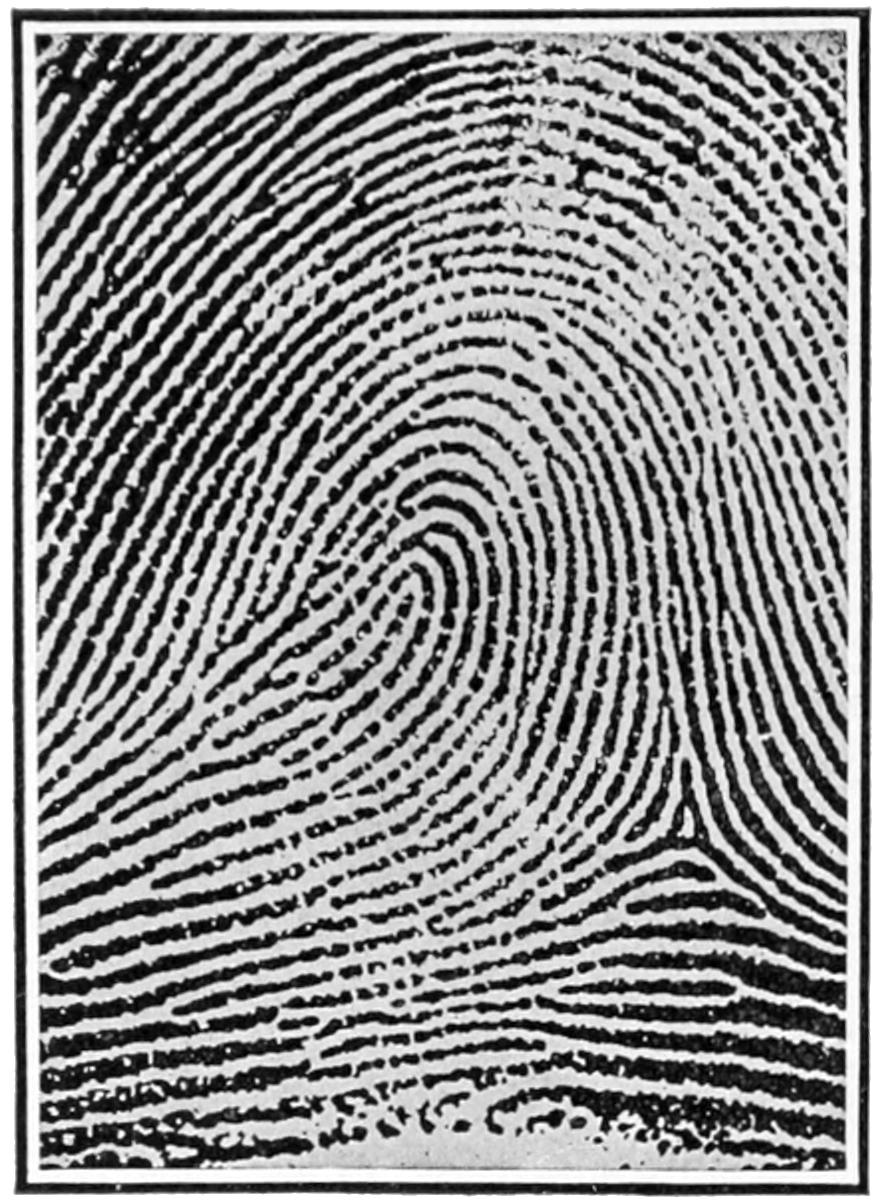
LOOP: SOME RIDGES IN THIS PATTERN MAKE A BACKWARD TURN, BUT WITHOUT TWIST.
[7] Engravings and story by the courtesy of Scientific American.
One of the most interesting facts about our fingers is that every member of the human race, irrespective of age or sex, carries in person certain delicate markings by which identity can be readily established. If the inner surface of the hand be examined, a number of very fine ridges will be seen running in definite directions, and arranged in patterns, there being four primary types—arches, loops, whorls, and composites. It has been demonstrated that these patterns persist in all their details throughout the whole period of human life. The impressions of the fingers of a new-born infant are distinctly traceable on the fingers of the same person in old age. The fact that these patterns on the bulbs of the fingers are characteristic of and differentiate one individual from another, makes it an ideal means of fixing identity. Even men who look so much alike that it is virtually impossible to tell one from the other so far as facial characteristics are concerned, can be identified by their finger impressions.
Innumerable illustrations can be given of how the perpetrators of crime have been identified and convicted by their finger prints. Impressions left by criminals on such articles as plated goods, window panes, drinking glasses, painted wood, bottles, cash boxes, candles, etc., have often successfully supplied the clue which has led to the apprehension of the thief or thieves. One of our illustrations is that of a champagne bottle which was found empty on the dining-room table of a house which had been entered by a burglar in Birmingham, England. There was a distinct impression of a thumb mark on the bottle. An officer of the Birmingham City Police took the bottle to New Scotland[521] Yard, London, and within a few minutes a duplicate print was found in the records. The burglar was arrested the same evening.
FINGER PRINTS OF DIFFERENT PEOPLE ARE DIFFERENT
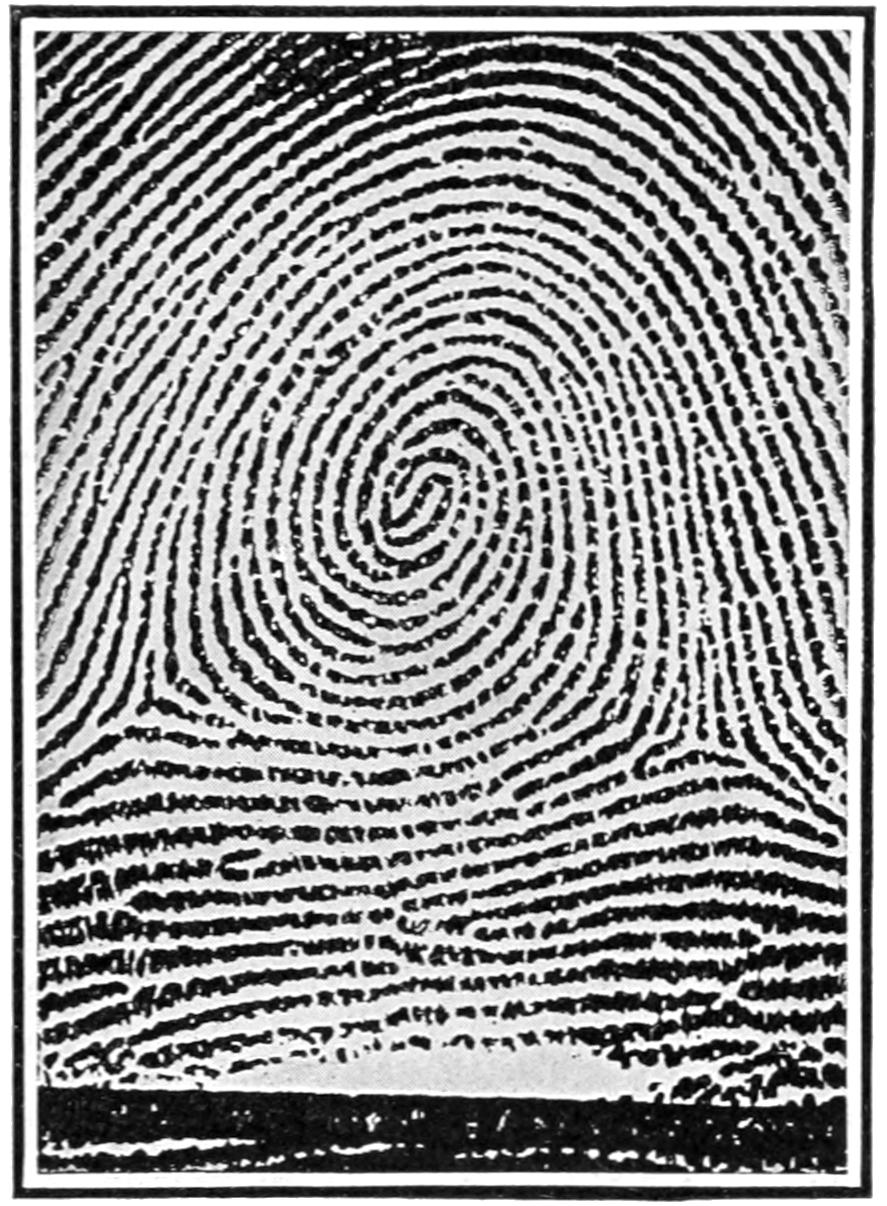
WHORL: RIDGES HERE MAKE A TURN THROUGH AT LEAST ONE COMPLETE CIRCUIT.
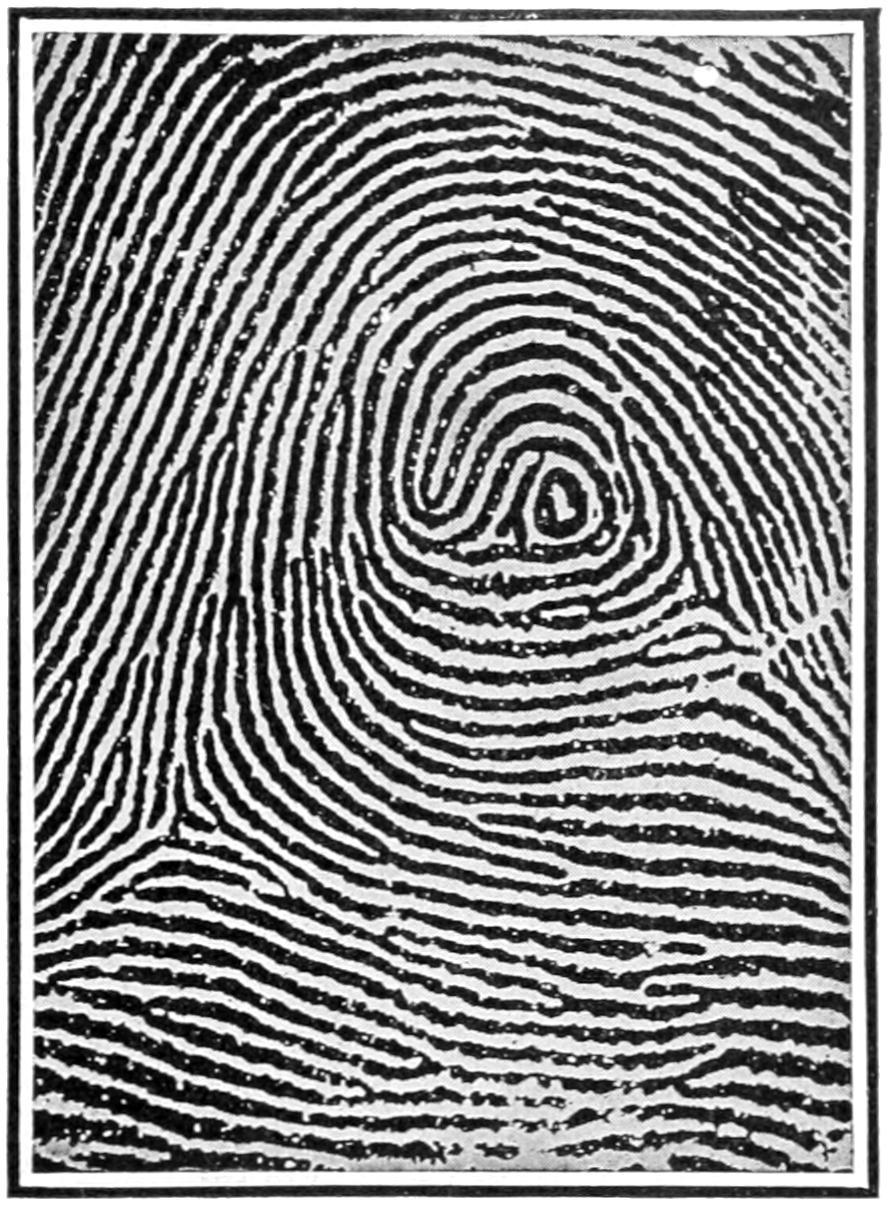
COMPOSITE: INCLUDES PATTERNS IN WHICH TWO OR MORE OF THE OTHER TYPES ARE COMBINED.
Many similar instances could be given of how thieves have been caught by handling bottles and glasses. On one occasion a burglar entered a house in the West End of London, and before leaving helped himself to a glass of wine. On the tumbler used he left two finger imprints, and these were subsequently found, upon search in the records at New Scotland Yard, to be identical with two impressions of a notorious criminal, who was in due course arrested and sentenced to four years’ imprisonment.
A somewhat gruesome relic is a cash-box which bears the blurred thumb mark of a man who was convicted of murder. The box was found in the bedroom of a man and his wife who were murdered at Deptford, London, in 1905. The cash-box was taken to New Scotland Yard, and the impression photographed and enlarged. Two brothers, suspected of the crime, were arrested, and the thumb print of one was found to be identical with that on the lid of the box. Our photograph of a gate recalls a curious case that recently occupied the attention of a London magistrate. In this instance a thief successfully climbed the gate, which was ten feet high. In his attempt to reach the ground on the inner side he placed his feet on the center cross-bar, at the same time holding the spikes with his right hand. In this position he fell, and the ring he wore on his little finger caught on the spike indicated by the arrowhead. This caused him to remain suspended in the air until his weight tore the finger from his hand. The ring with the finger was found on the spike, and in due course was received at New Scotland Yard. An impression was taken of the finger, and search among the records revealed a duplicate print, which led to the man’s arrest.
If a criminal handles a piece of candle or removes a pane of glass and leaves these behind, it is a hundred to one he has left a valuable clue for the police. The candle shown on the following[522] page bears the imprint of a man’s thumb, and was found in a house which a burglar had entered. By handling the candle, the thief virtually signed the warrant for his own arrest.
The system was first used by the police in the Province of Bengal, India, at the instigation of Sir William Herschel. Its value was at once apparent. The work of the courts was considerably lightened, as the natives recognized that a system of identification had been discovered which was indisputable. Then from the police it was introduced into various branches of the public service, and here again its value was quickly demonstrated. When native pensioners died, for instance, friends and relatives personated them, and so continued to draw their allowances. By recording the identity of pensioners by finger prints, this evil was quickly stamped out.
IMPRESSIONS MADE BY THE FINGERS AND PALMS
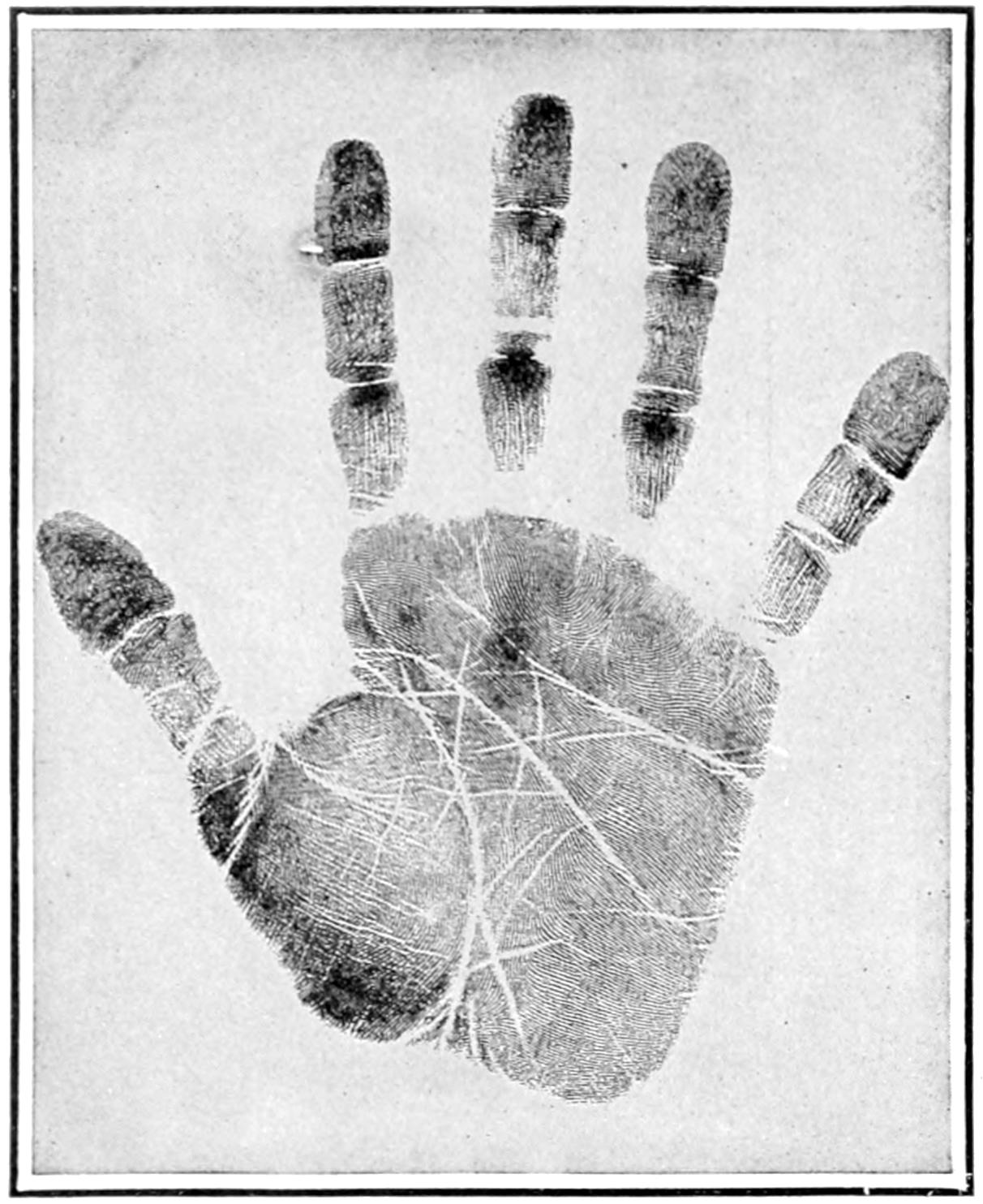
PALMARY IMPRESSIONS OF WHOLE HAND, SHOWING HOW IT IS COVERED WITH RIDGES AND PATTERNS.
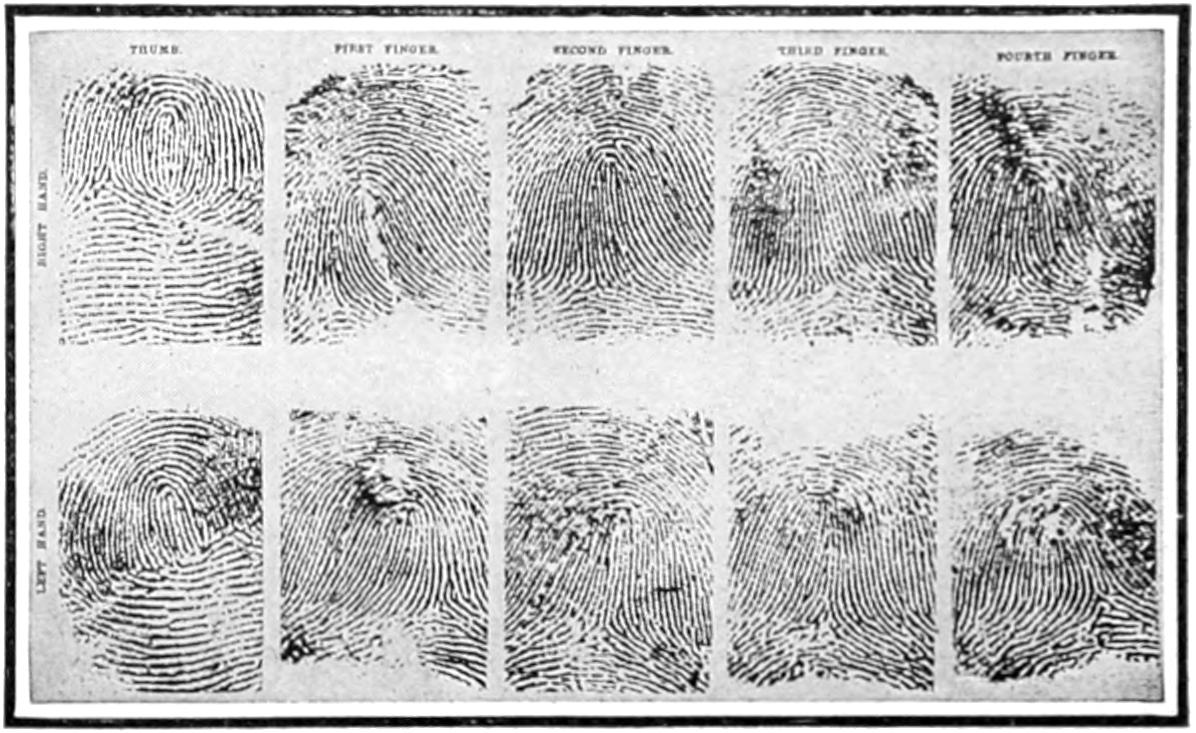
| THUMB | FIRST FINGER |
SECOND FINGER |
THIRD FINGER |
FOURTH FINGER |
|
| RIGHT HAND | |||||
| LEFT HAND | |||||
FINGER IMPRESSIONS OF AN ORANG-OUTANG (ANTHROPOID APE) TAKEN AT THE LONDON ZOO. THEY WERE MADE BY SCOTLAND YARD.
The wonderful lineations, in the form of ridges and patterns, which adorn the palmar surface of the human hand, had, of course, been known for many years. Mr. Francis Galton, the famous traveler and scientist, was perhaps the first to give serious attention to the subject of finger prints. He discovered many interesting facts about them. Then, in 1823, Prof. Purkinje, of Breslau, read a paper before the University of Breslau on the subject. Up to this date, however, no practical use could be made of the impressions for the want of a system of classification. Prof. Purkinje certainly suggested one, but little notice appears to have been taken of it.
Naturally, to be of any value to the police or to any government department, it is absolutely essential to classify the prints in such a way that they could be readily referred to and identity established without undue delay. It was virtually left to Sir William[523] Herschel, of the Indian Civil Service, to invent a really practical system of classification, so it may be claimed that the finger-print method of identification, as at present adopted, is the discovery of an Englishman. Then it is only fair to add that Sir Edward R. Henry, the Commissioner of the Metropolitan Police of London, has also devoted much time and study to the subject. His book, “Classification and Uses of Finger Prints,” has passed through many editions, and has been translated into several foreign languages.
HOW THIEVES HAVE BEEN CAUGHT THROUGH FINGER PRINTS
A CHAMPAGNE BOTTLE HAVING THUMB IMPRINT, WHICH LED TO ARREST OF A BURGLAR.

CANDLE BEARING THUMB MARK OF A BURGLAR.
CASH-BOX IN BEDROOM OF MURDERED MAN AND WIFE. THE THUMB IMPRESSION (POINTED AT BY ARROW) LED TO ARREST OF THE MURDERER.
Impressions are divided up into four distinct types or patterns. First, we have arches in which the ridges run from one side to the other, making no backward turn. In loops, however, some of the ridges do make a backward turn, but are devoid of twists. In whorls some of the ridges make a turn through at least one complete circuit. Under composites are included patterns in which two or more of the former types are combined in the same imprint. Although similarity in type is of frequent occurrence, completely coincident ridge characteristics have never been found in any two impressions. It is not necessary here to enter into a detailed account as to how the classification of these wonderful lineations of the human hand is effected. It is based on a number value, attained by an examination, by means of a magnifying glass, of the “deltas” and “cores,” which break up a collection into as many as 1024 separate primary groups, each of which can again, by a system of sub-classification, be further split up into quite a number of sub-groups. When the British police discover finger prints on articles at the scene of crime, the latter are at once conveyed to New Scotland Yard. If the impressions are very faint, a little powder, known to chemists as “grey powder” (mercury and chalk), is sprinkled over the marking and then gently brushed off with a camel-hair brush. This brings out the imprint much more clearly. If one places his dry thumb upon a piece of white paper no visible impression is left. If powder, however, is sprinkled over the spot and then brushed off, a distinct impression is seen. In the case of candles and articles of this nature, a drop of printer’s ink is lightly smeared over an impression, in order the more clearly to define the ridges and patterns.
[524]
A SPIKE THAT CAUGHT A CRIMINAL
ON THE SPIKE OF THE GATE (INDICATED BY AN ARROW) A CRIMINAL LEFT HIS FINGER AND RING, WHICH LED TO HIS CONVICTION.
At the headquarters of the British police at New Scotland Yard they possess special cameras and a dark room for photographing these thumb marks. The dark room is 21 feet long and 7 feet wide. When finger prints are required for production in court they are first enlarged five diameters with an enlarging camera. The negatives are afterward placed in an electric light enlarging lantern, with which it is possible to obtain photographic enlargements of a thumb mark 36 inches square. The lantern is arranged on a specially made table 12 feet long, the lantern running between tram lines, so that when moved it is square with the easel.
Criminals have naturally come to dread the value of their thumb marks as a means of identifying their movements. Some will try to obliterate the markings by pricking their fingers, but so far this has not availed them. To successfully accomplish this it would be necessary to obliterate the whole of the palmary impressions on the tip of each finger of each hand.
Then the system, too, is far in advance of any other, both in reliability and simplicity of working. Compared to anthropometry, for instance, invented by M. Bertillon, in which measurements of certain portions of the body are relied upon as a medium of identification, the finger-print system is certainly preferable. In the first place, the instruments are costly and are liable to get out of order; while the measurements can only be taken by a fairly educated person, and then only after a special course of instruction. In the finger-print system the accessories needed are a piece of paper and ink, while any person, whether educated or not, after half an hour’s practice, can take legible finger prints. Then the classification of the latter is much simpler and readier of access than the former.
At the time of writing there are some 164,000 finger-print records in the pigeon-holes at New Scotland Yard, and the number now being added to it is at the rate of about 250 weekly. The system, too, is not only in use in Great Britain, but in all the provinces of India, including Burma, and in most of the British colonies and dependencies. It is being rapidly extended, not only throughout Europe, but also through North and South America.
[525]
RECORDS OF FINGER PRINTS ARE KEPT AT HEADQUARTERS
SPECIMEN FORM.
This Form is not to be pinned.
MALE.
H.C.R. No. .....
Name .....
Aliases .....
Classification No.
28. MM.
32. II.
RIGHT HAND.
| 1.—Right Thumb. | 2.—R. Fore Finger. | 3.—R. Middle Finger. | 4.—R. Ring Finger. | 5.—R. Little Finger. |
| (Fold.) | (Fold.) | |||
Impressions to be so taken that the flexure of the last joint shall be immediately above the black line marked (Fold). If the impression of any digit be defective a second print may be taken in the vacant space above it.
When a finger is missing or so injured that the impression cannot be obtained, or is deformed and yields a bad print, the fact should be noted under Remarks.
LEFT HAND.
| 6.—L. Thumb. | 7.—L. Fore Finger. | 8.—L. Middle Finger. | 9.—L. Ring Finger. | 10.—L. Little Finger. |
| (Fold.) | (Fold.) | |||
LEFT HAND.
Plain impressions of the four fingers taken simultaneously.
RIGHT HAND.
Plain impressions of the four fingers taken simultaneously.
Impressions taken by
Classified at H.C. Registry by
Tested at H.C. Registry by
13336
Rank Police Force.}
Date
Date
(P.T.O.)
[526]
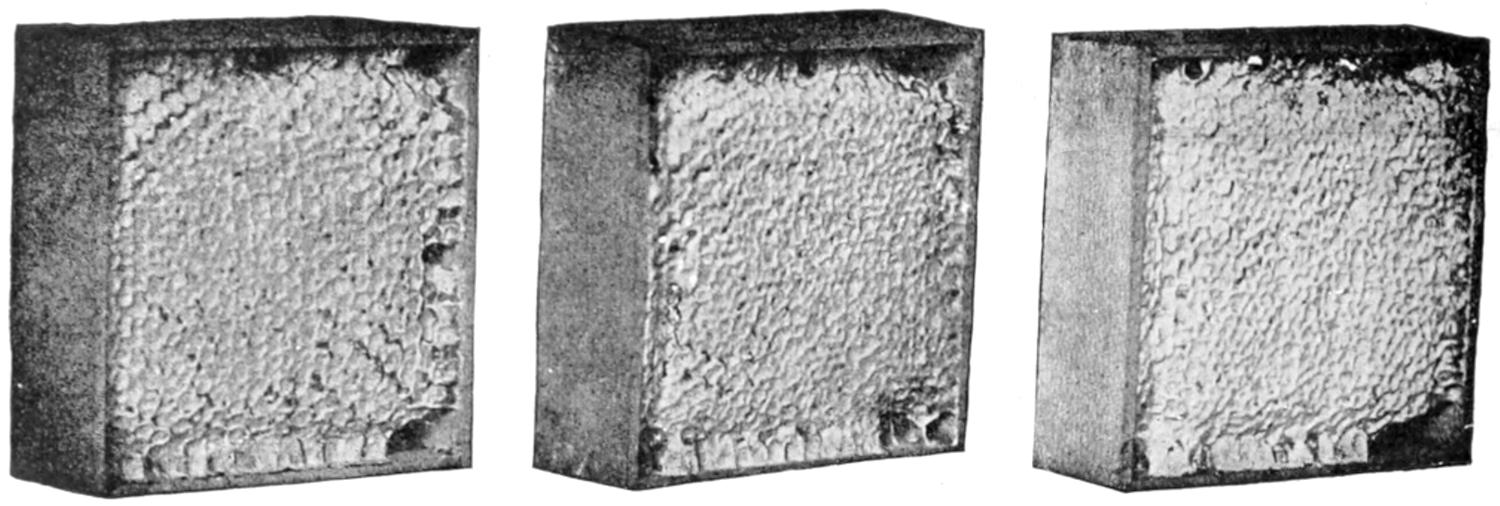
COMBS OF HONEY AS WE RECEIVE SAME
[8] Pictures by Courtesy of E. R. Root Co.
Of all the insect associations there are none that have more excited the admiration of men of every age or that have been more universally interesting than the colonies of the common honey-bee.
The ancients held many absurd views concerning the generation and propagation of bees, believing that they arose from decaying animals, from the flowers of certain plants, and other views equally ridiculous from our present point of view.
Honey is a sticky fluid collected from flowers by several kinds of insects, particularly the honey bee; and the common honey bee from the earliest period has been kept by people in hives for the advantage and enjoyment which its honey and wax gives. It is found wild in North America in great numbers, storing its honey in hollow trees and other suitable locations, but not native to this country, having been introduced in North America by European colonists.
The story of the honey bee is one of the most interesting of all stories of the living things found on the earth. The busy bee is the ideal example of hard and persistent work and has for a long time been the subject of interesting study for young and old. The bee is one of the busiest of all of the world’s workers, and it is from the honey bee that we get our expression “as busy as a bee”; such other expressions as “to have a bee in one’s bonnet”; also such others as “quilting bees” and “husking bees” are founded on the known activities of the honey bee. The first expression means “to be flighty or full of whims or uneasy motions” which comes from the restless habits of bees, and “quilting bee” or “husking bee”[527] originated from the knowledge that bees work together for the queen. In a quilting bee or husking bee a number of people get together and work together for a time for the benefit of one individual.
WORKER-BEE.
QUEEN-BEE, MAGNIFIED.
DRONE-BEE.
HOW A BEE
MAKES HONEY
A colony of bees consists of one female, capable of laying eggs, called the queen; some thousands of undeveloped females that normally never lay eggs, the workers; and, at certain seasons of the year, many males, the drones, whose only duty is to mate with the young queens. These different kinds of individuals can readily be recognized by the difference in size of various parts of the body, so that even the novice at bee-keeping can soon recognize each with ease. This colony makes its home in nature in a hollow tree or cave; but it thrives perhaps even better in the hives provided for it by man. In a modern hive, sheets[528] of comb are placed in wooden frames which are hung in the hive-box in such a way that they can be removed at the pleasure of the bee-keeper. A sheet of comb is made up of small cells in which honey is stored by the bees, and in which eggs are laid, and young bees develop.

BEES LIVING ON COMBS BUILT IN THE OPEN AIR.
In the spring of the year the colony consists of a queen and workers, there being no drones present at this time. During the winter the bees remain quiet, and the queen lays no eggs, so that there are no developing bees in the hive. The supply of honey is also low, for they have eaten honey all winter, and none has been collected and placed in the cells. As soon as the days are warm enough the bees begin to fly from the hive in search of the earliest spring flowers. From these flowers they collect the nectar, which is transformed into honey, and pollen, which they carry to the hive on the pollen-baskets on the third pair of legs.

CUCUMBER-BLOSSOM WITH A BEE ON IT; CAUGHT IN THE ACT.
The nectar is taken by the bee into its mouth, and then passes to an enlargement of the alimentary canal known as the honey-stomach, where it is acted upon by certain juices secreted by the bee. The true stomach lies just behind the honey-stomach; and if the bee needs food for its own immediate use it passes on through the opening between the two stomachs. On its arrival in the hive the bee places its head in one of the cells of the comb and deposits there the nectar which it has carried in. By this time the nectar has been partly transformed into honey, and the process is completed by the bees by fanning the cells to evaporate the excess of moisture which still remains. When a cell has been filled with the thick honey the workers cover it with a thin sheet of wax unless it is to be eaten at once. The pollen is also deposited in cells, but is rarely mixed with honey. The little pellets which the bees carry in are packed tightly into cells until the cell is nearly full. If a cell of pollen be dug out of the comb, one can often see the layers made by the different pellets. This collecting of nectar and pollen continues throughout the summer whenever there are flowers in bloom, and ceases only with the death of the last flowers in the autumn.
Almost as soon as the honey and pollen begin to come in, the queen of the colony begins to lay eggs in the cells of the center combs. The title of queen has been given to the female bee which normally lays all the eggs of the colony, under the supposition that she governs the colony and directs its activities. This we now know to be an error, but the name still remains. Her one duty in life is that of egg-laying. She is most carefully watched over by the workers, and is constantly surrounded by a circle of attendants who feed her and touch her with their antennæ; but she in no way dictates what shall take place in the hive. The eggs are laid in the bottom of the hexagonal cells, being attached by one end to the center of the cell. The first eggs laid develop into workers, and are deposited in cells one-fifth of an inch across. As the colony increases in size by the hatching-out of these workers, and as the stores of honey and pollen increase, the queen begins to lay in larger cells measuring one-fourth[529] of an inch, and from the eggs laid in these cells drones (or males) develop.
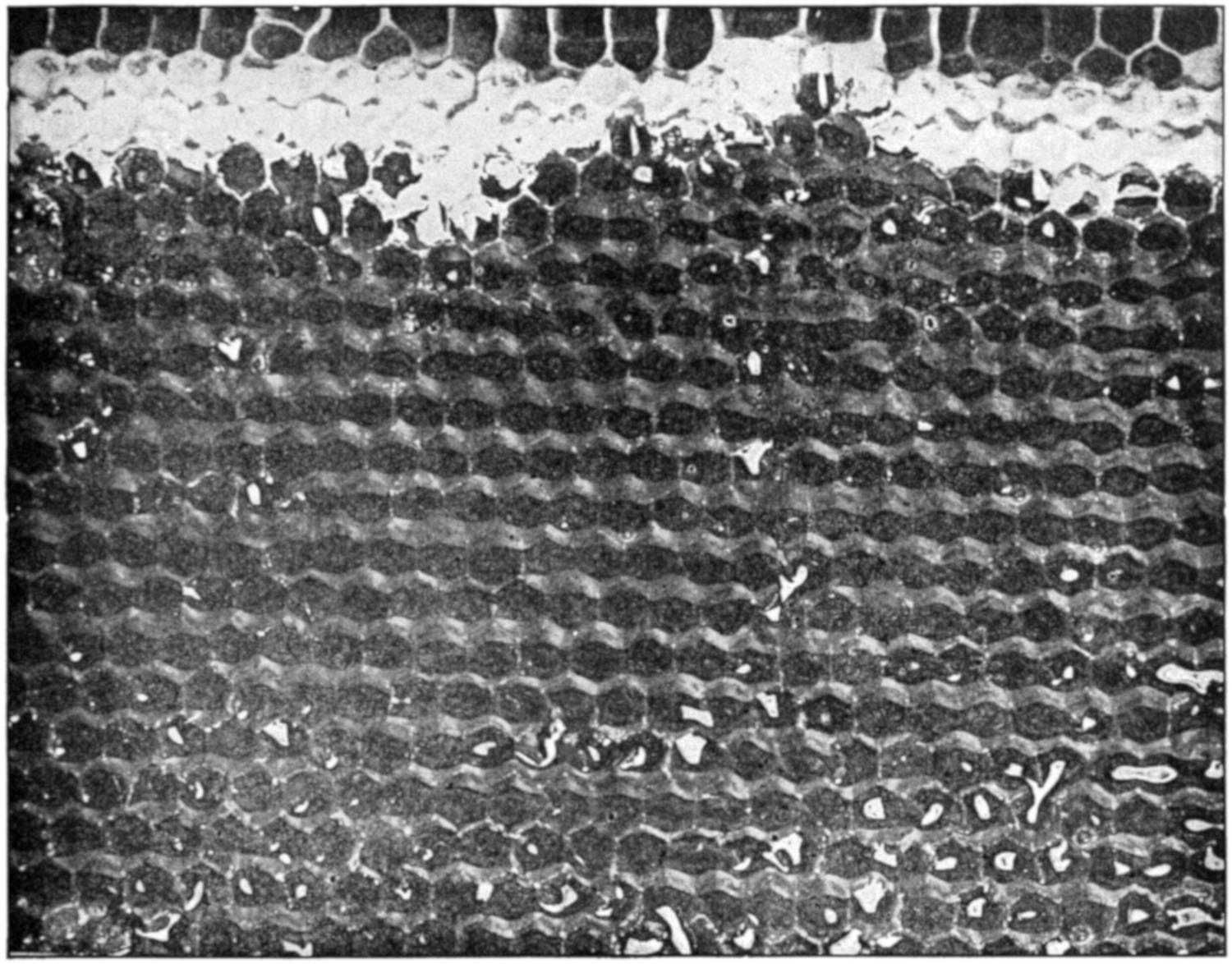
THE DEVELOPMENT OF COMB HONEY.
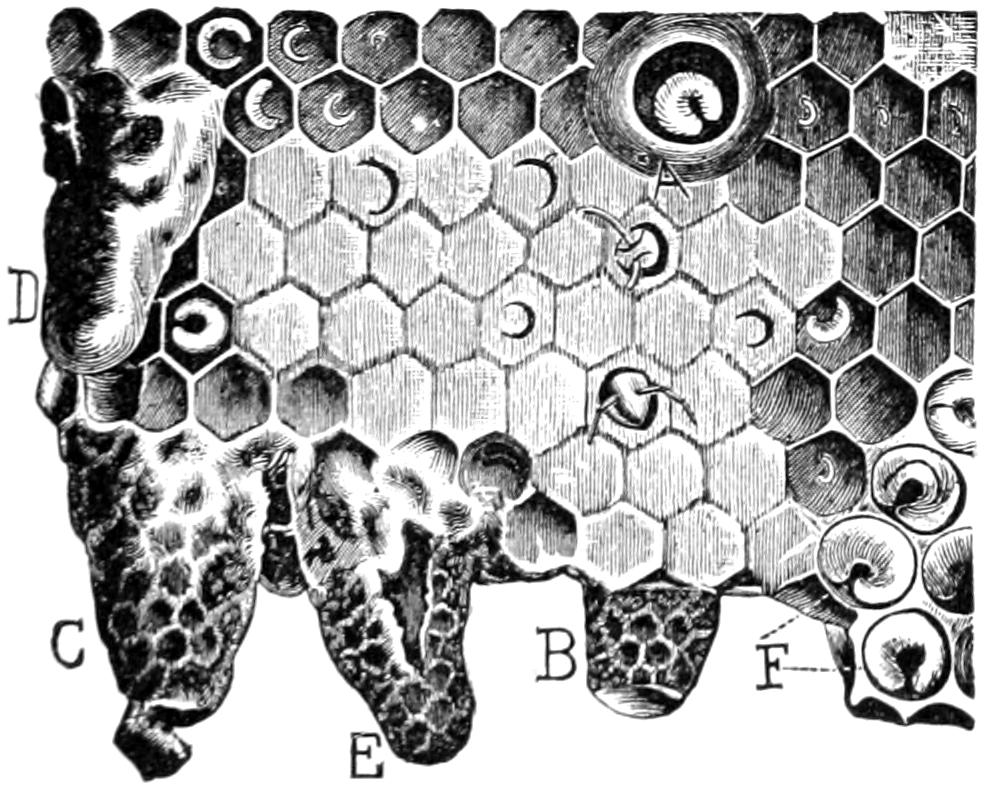
QUEEN-CELLS.
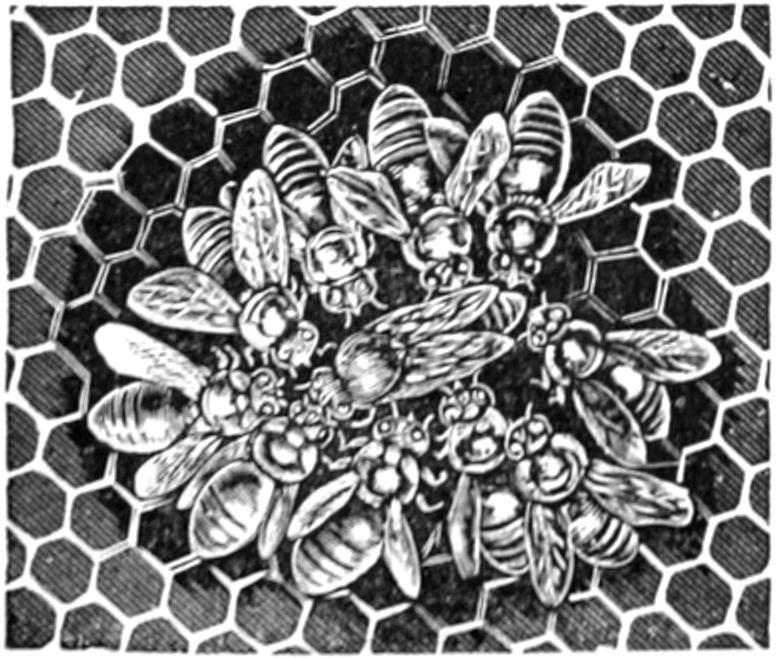
THE QUEEN AND HER RETINUE.
The eggs do not develop directly into adult bees, as might be inferred from what has just been said; but after three days there hatches from the egg a small white worm-like larva. For several days the larvæ are fed by the workers, and the amount of food consumed is truly remarkable. The larva grows rapidly until it fills the entire cell in which it lives. The workers then cover the cell with a cap of wax, and at the same time the larva inside spins a delicate cocoon under the cap.
HOW THE EGG OF THE QUEEN BEE LOOKS
EGG OF QUEEN UNDER THE MICROSCOPE.
[530]
HOW HONEY DEVELOPS IN A COMB
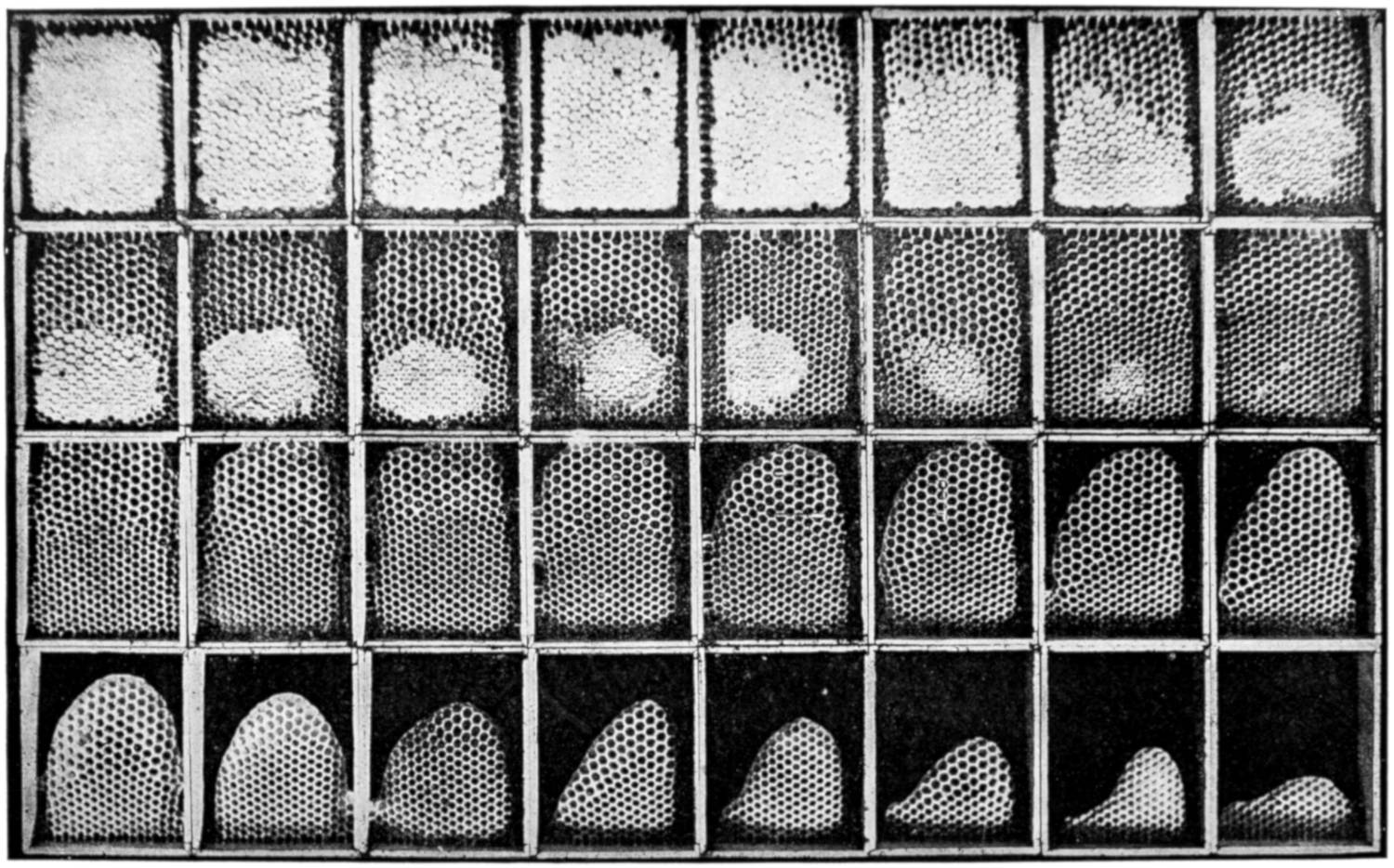
THE DEVELOPMENT OF COMB HONEY.
[531]
The worker brood can at once be distinguished from the drone brood by the fact that the workers place a flat cap over worker brood and a high arched cap over drone brood; and this is often a great help to the bee-keeper in enabling him to determine at once what kind of brood any hive contains. Twenty-one days from the time the egg is laid the young worker-bee emerges from its cell, having gone through some wonderful transformations during the time it was sealed up, this stage being known as the pupa stage. For drones the time is twenty-four days.
HOW A SWARM WILL SOMETIMES OCCUPY A SMALL TREE AND BEND IT OVER BY ITS WEIGHT.
About the time the drones begin to appear, the inmates of the hive begin to prepare for swarming, which, to any one watching the habits of bees, is one of the most interesting things which takes place in the colony. Several young worker larvæ are chosen as the material for queen-rearing, generally located near the margin of the comb. The workers now begin to feed these[532] chosen larvæ an extra amount of food and at the same time the sides of the cells containing them are remodeled and enlarged by the destruction of surrounding cells. The queen (or royal) cell is nearly horizontal at the top, like the other cells of the comb, and projects beyond them; but then the workers construct another portion to the cell into which the queen larva moves. This is an acorn-shaped cell placed vertically on the comb, about as large as three ordinary cells. As the cell is being built, the queen larva continues to grow until the time comes for her to be sealed up and enter her pupa state. Although it takes the worker twenty-one days to complete its development, the queen passes through all the stages and reaches a considerably larger size in but sixteen days.
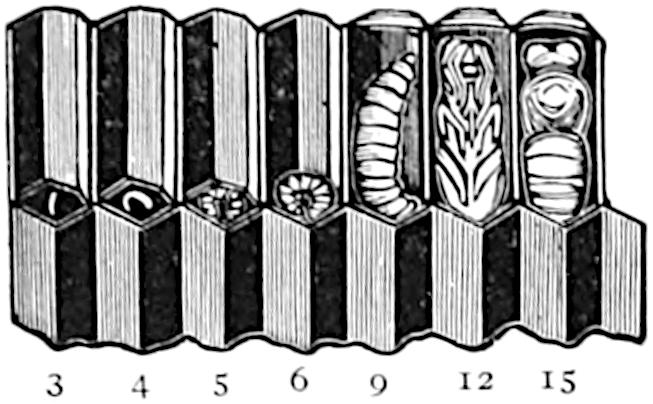
THE DAILY GROWTH OF LARVÆ.
DRONE-COMB. WORKER-COMB.
HOW THE HONEY COMB IS MADE
A STUDY IN CELL-MAKING.
Note that the cells are made independent of each other, and that it is the refuse wax, like droppings of mortar in brick-laying, that seems to tumble into the interstices to fill up.
In the swarming season, at about the time the new queens are ready to leave their cells, the old queen leaves the hive and takes with her part of the workers, this being known as swarming.
[533]
CLIPPING THE QUEEN BEE’S WINGS
HOW TO BUMP THE BEES OFF A COMB.
MANNER OF USING GERMAN BEE-BRUSH
M. G. Dervishian’s method of catching queens, for caging or clipping their wings, by means of a jeweler’s tweezers.
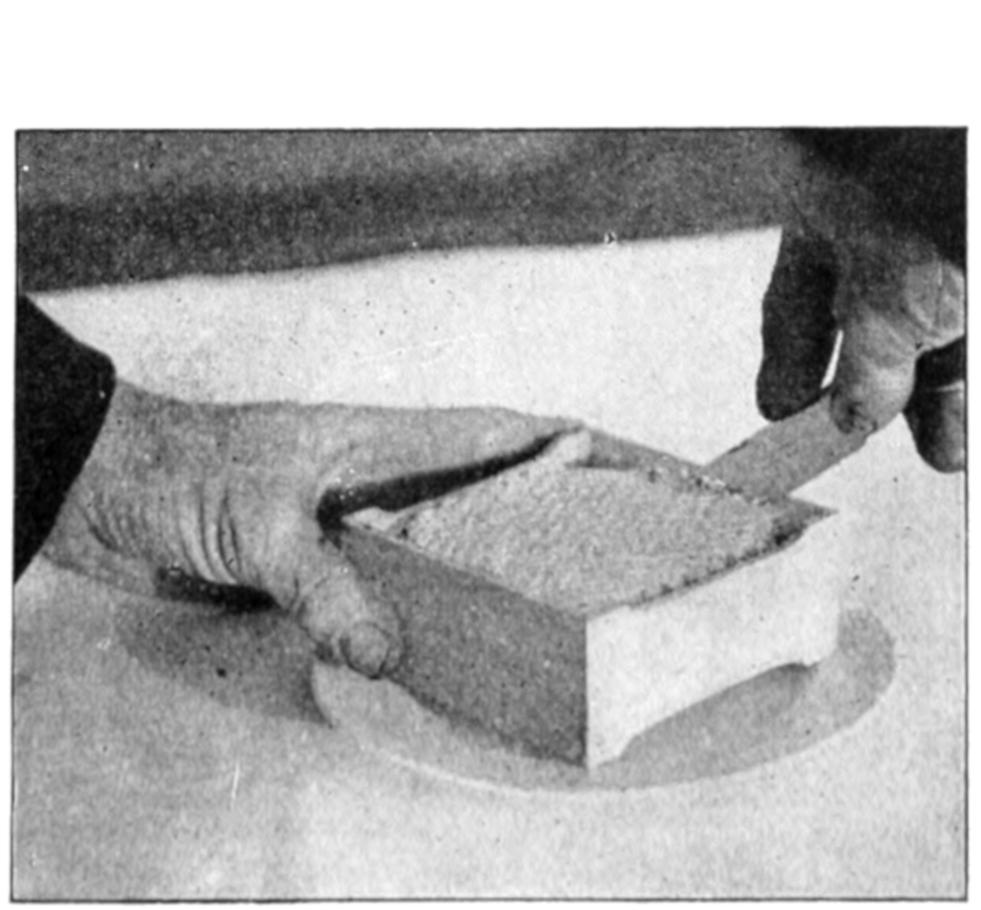
“THE PROOF OF THE PUDDING IS IN THE EATING.”
[534]
WHAT AN APIARY LOOKS LIKE
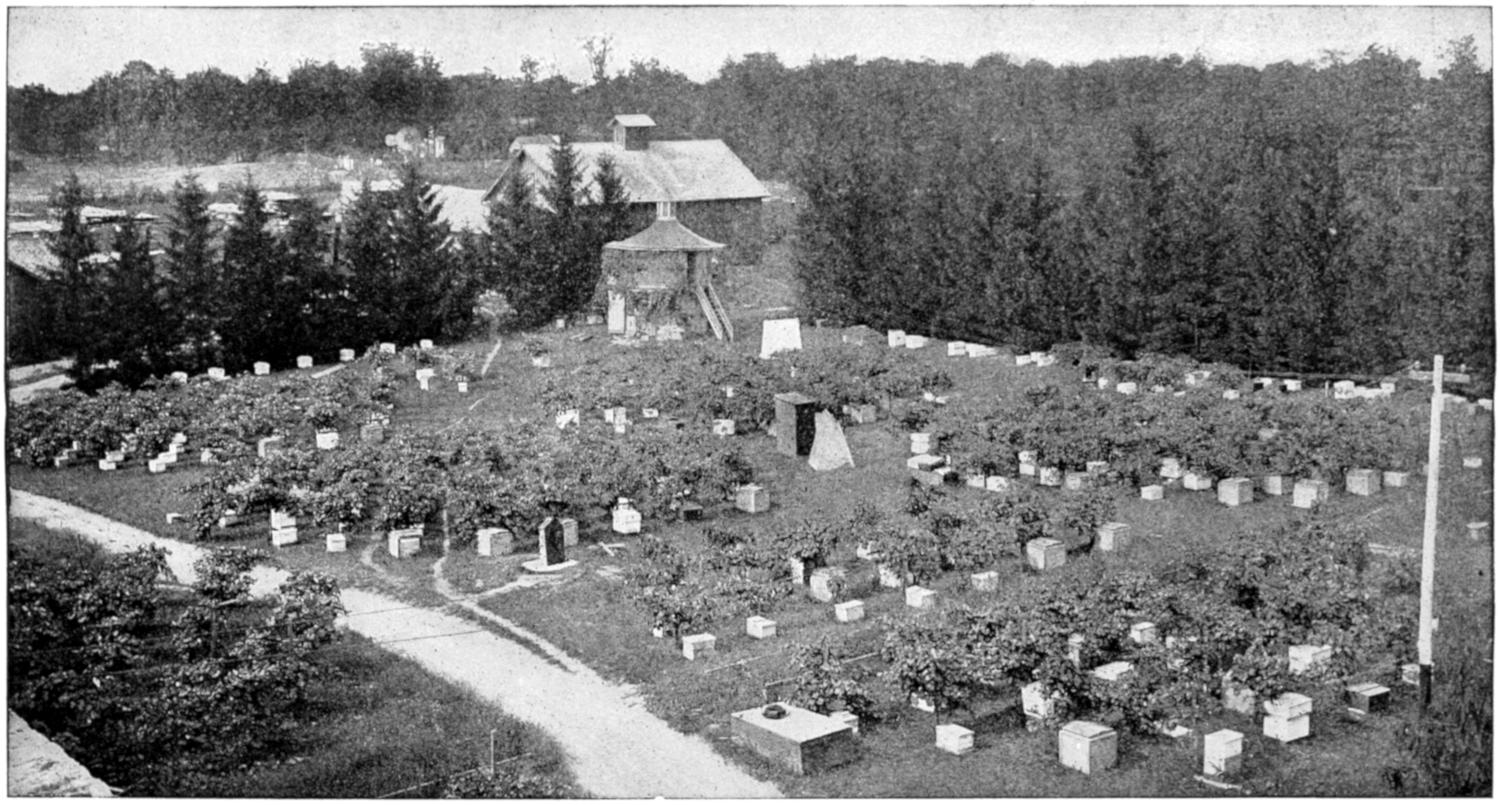
AN APIARY IN SUMMER.
This photo shows the windbreak of evergreens surrounding the yard. The house-apiary is shown in the background, the upper story of which is used as a workshop. A trellis of grapevines is placed in front of each hive. In summer there is ample shade, and in the fall and early spring the leaves are shed, leaving plenty of sun to strike the hives when it is most needed.
[535]
HOW THE HONEY MAN HANDLES THE BEES
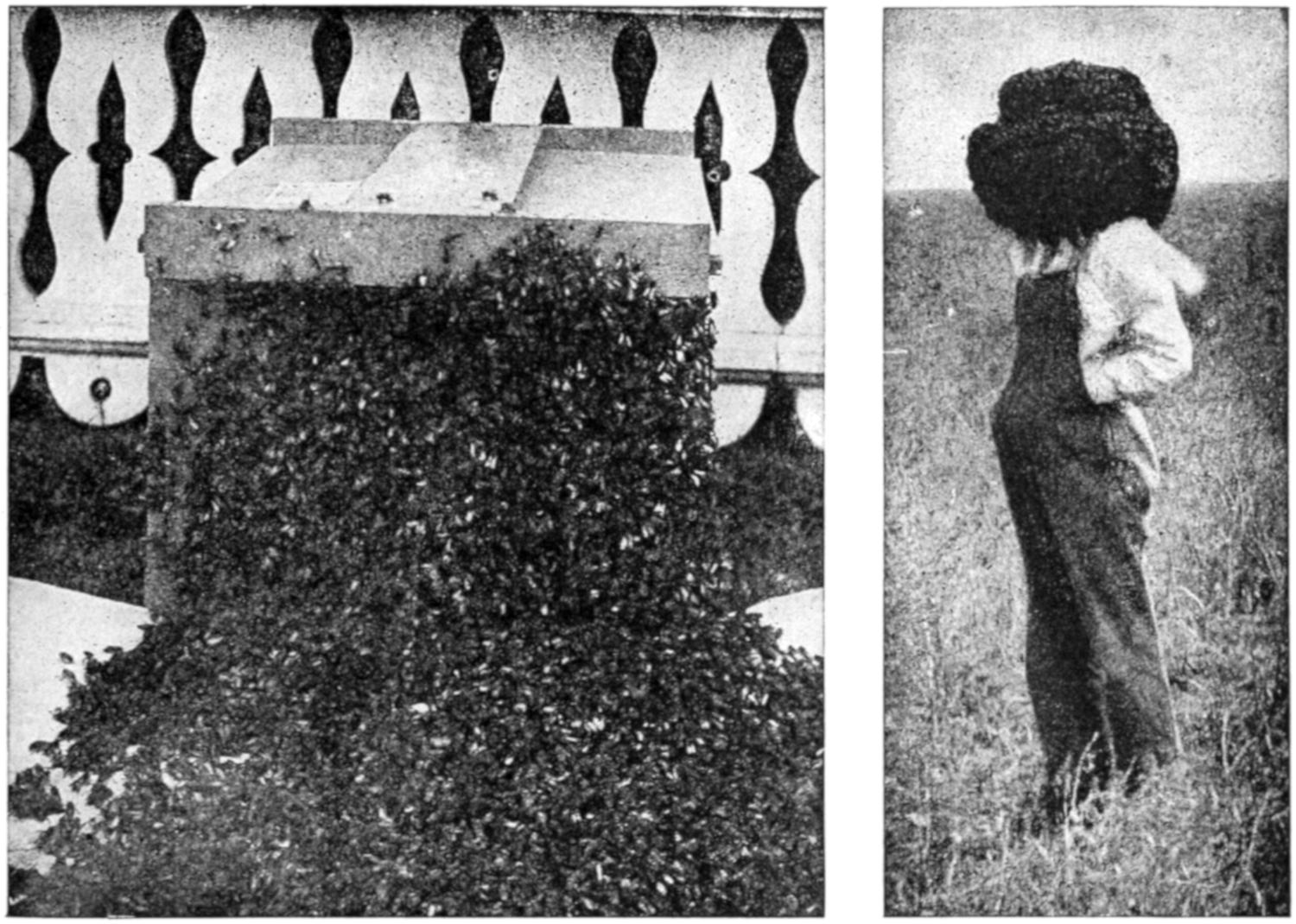
A SWARM ENTERING A HIVE.
A LIVE BEE-HAT.
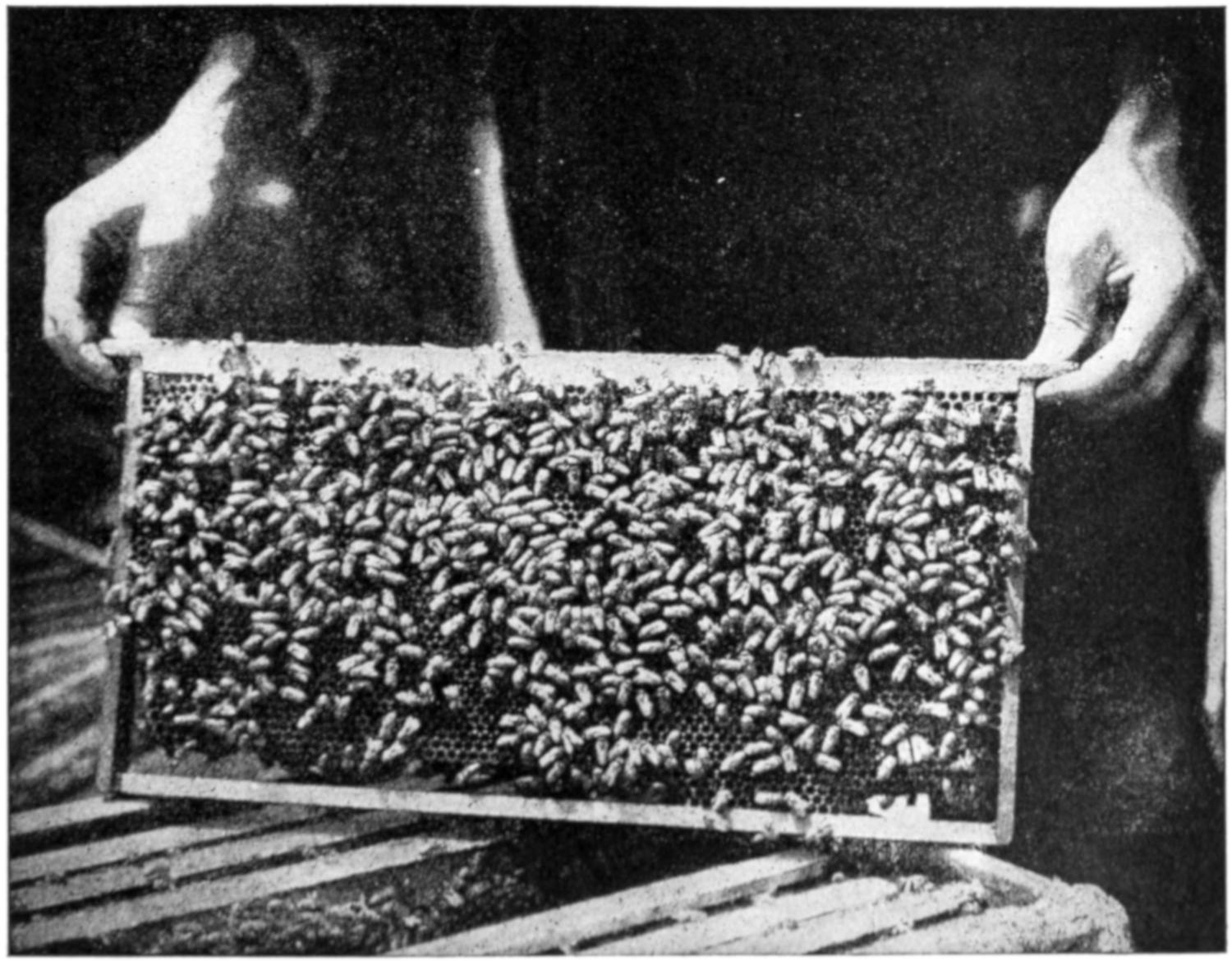
A FRAME OF BEES, SHOWING ONE WAY OF HOLDING AN UNSPACED FRAME.
[536]
In the hands of a bee-keeper the departing swarm will be put into another hive provided he wishes to increase the number of his colonies; but in a state of nature the swarm will find an old hollow tree or some similar place in which to establish itself. The bees, before leaving their old hive, fill themselves with honey until the abdomen is greatly distended, and for this reason it is not necessary for them to collect nectar for a day or two, for they have other work to do. Some of the bees begin to clean out the new quarters and get it fit for occupancy; but most of them begin the construction of new combs. To do this they suspend themselves in curtains from the top of the hive, and remain motionless for some time. The wax used in building comb is secreted by the workers in eight small pockets on the lower side of the abdomen while they thus hang in curtains. Finally, after enough wax has been formed, they begin to build. The small flakes of wax are passed forward to the mouth, there mixed with a salivary secretion to make the wax pliable, and then are placed on the top of the hive by the first comb-builders. Other workers then come and place their small burdens of wax on those first deposited, and this continues until the combs are finished. There is more to comb-building than the mere sticking on of wax plates, however, and nothing in all bee instincts is more wonderful than the beautiful plan on which they build the comb. The cells are hexagonal in shape, so that each cell in the center of the comb is surrounded by six others. Nor is this the only remarkable thing in their architecture, for each comb is composed of a double row of cells, the base of each cell being formed of three parts, each one of which is likewise a part of a separate cell of the other side of the comb. By this method the bees obtain the greatest possible capacity for their cells, with the least expenditure of wax. The accuracy of the cells of the comb has in all ages been an object of admiration of naturalists and bee-keepers.
As soon as there are some cells constructed, and even before the cells are entirely completed, the queen begins to lay eggs, and the workers begin to collect the stores of honey and pollen. They also collect in considerable quantity a waxy substance from various trees, commonly called propolis, with which they seal the inside of the hive, closing up all openings except the one which serves as the entrance.
HOW THE HONEY BEE DEFENDS HIMSELF
EFFECT OF A STING NEAR THE EYE.
The cells which are used for the storage of honey generally slant upward slightly to help keep the honey from running out. Queen-cells are made only when a new queen is to be reared.
It is true that bees cannot bite and kick like horses, nor can they hook like cattle; but most people, after having had an experience with bee-stings for the first time, are inclined to think they would rather be bitten, kicked, and hooked, all together, than risk a repetition of that keen and exquisite anguish which one feels as he receives the full contents of the poison-bag.
[537]
After the bee has penetrated the flesh on your hand, and worked the sting so deeply into the flesh as to be satisfied, it begins to find that it is a prisoner, and to consider means of escape. It usually gets smashed at about this stage of proceedings, unless it succeeds in tearing the sting—poison-bag and all—from the body; however, if allowed to do the work quietly it seldom does this, knowing that such a proceeding seriously maims it for life, if it does not kill it. After pulling at the sting to see that it will not come out, it seems to consider the matter a little, and then commences to walk around it, in a circle, just as if it were a screw it was going to turn out of a board. If you will be patient and let it alone, it will get it out by this very process, and fly off unharmed. I need not tell you that it takes some heroism to submit patiently to all this maneuvering. The temptation is almost ungovernable, while experiencing the intense pain, to say, while you give it a clip, “There, you little beggar, take that, and learn better manners in future.”
Well, how does every bee know that it can extricate its sting by walking around it? Some would say it is instinct. Well, I guess it is; but it seems to me, after all, that it “sort o’ remembers” how its ancestors have behaved in similar predicaments for ages and ages past.
After one bee has stung you, if you remain where you were stung, the smell of the poison, or something else, will be pretty sure to get more stings for you, unless you are very careful. It has been suggested that this is owing to the smell of the poison, and that the use of smoke will neutralize this scent. This probably is so.
The blade of a knife, if one is handy, may be slid under the poison-bag, and the sting lifted out, without pressing a particle more of the poison into the wound. When a knife-blade is not handy, push the sting out with the thumb or finger nail in much the same way. It is quite desirable that the sting should be taken out as quickly as possible, for if the barbs once get a hold in the flesh, the muscular contractions will rapidly work the sting deeper and deeper. Sometimes the sting separates, and a part of it (one of the splinters, so to speak) is left in the wound; it has been suggested that we should be very careful to remove every one of these tiny points; but after trying many times to see what the effect would be, I have concluded that they do but little harm, and that the main thing is, to remove the part containing the poison-bag before it has emptied itself completely into the wound.
What you eat determines your color, according to Bergfield, a German investigator. Not necessarily that you yourself could effect any change in color, but your ancestors for thousands of years have unconsciously been influenced by the food they have eaten and the drinks they have drunk.
For instance, the original men were black, says Bergfield. Their chief diet was of vegetables and fruits, he explains, and these same food contains manganates that are not unlike iron. Dark browns and blacks result from this combination. It is a scientific fact that negroes who drink milk and eat meat are never as dark as those who eat vegetables.
Again, Mongols are yellow because they have descended from races that were fruit-eating, and who, making their way into the deepest nooks and widest plains of Asia, developed into shepherds and lived largely on milk. Of course it is now known that milk contains a certain percentage of chlorine, and has a decidedly bleaching effect. In the case of Caucasians, they are said to have become white by adding salt to their foods, which common salt is a strong chloride, and powerful in bleaching the skin.
[538]
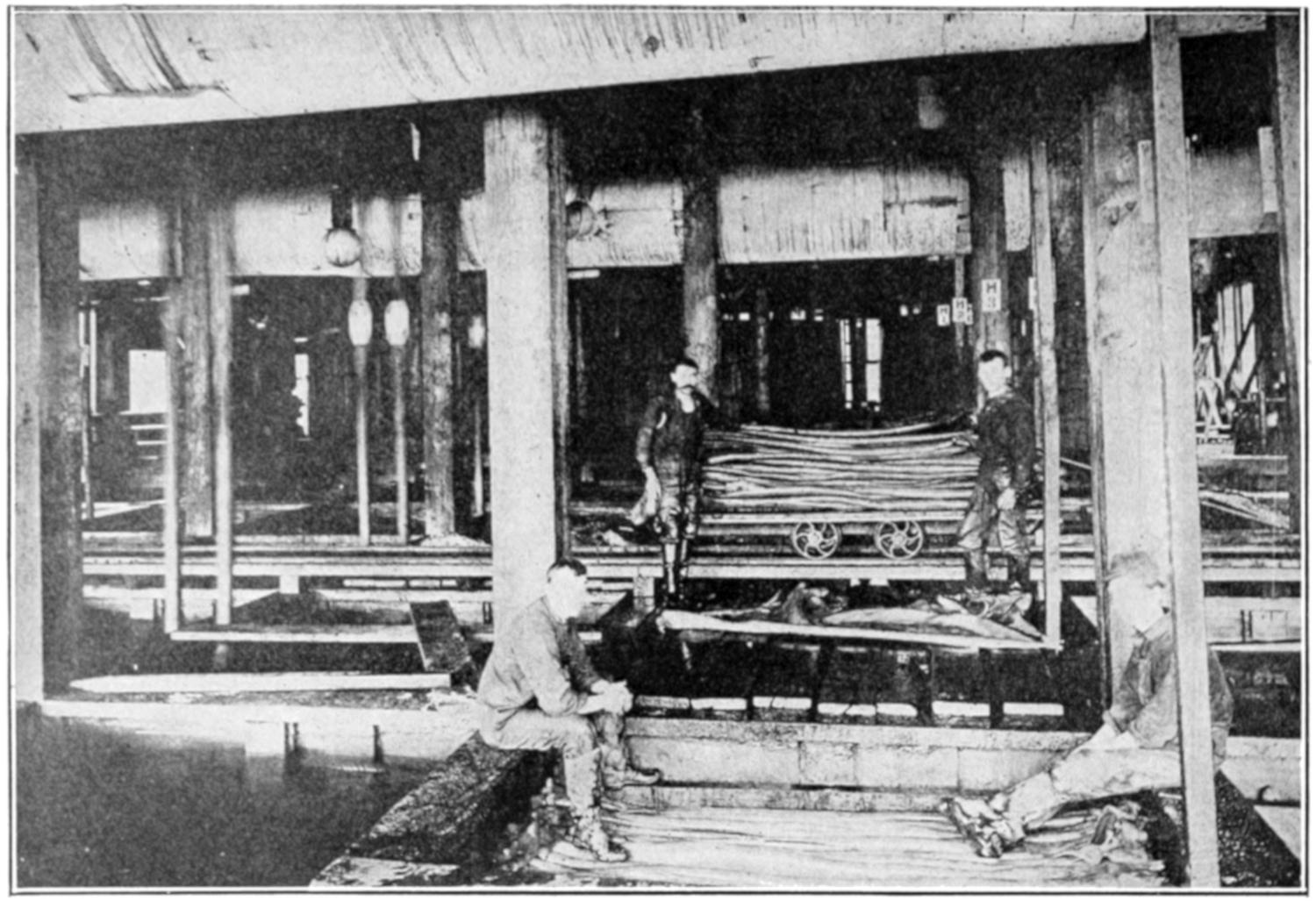
A HIDE HOUSE
[9] Pictures by courtesy of Endicott, Johnson & Co.
Leather is made by treating the hides of various animals such as the calf, cow and horse. These are the principal animals from which we obtain hides for making leather to make shoes. Before the hides are fit for making shoes, they must be taken to a tannery where they are prepared and tanned.
In viewing a tannery, we enter first the enormous hide house. It is long, damp and dark. Here the hides are collected from all over the world and stored, awaiting their turn for tanning. We follow a small car of these hides into the beamhouse. We see the hides loaded into a vat. They are soaked, resoaked, softened and split into sides. This operation, while simple, holds your attention longer perhaps than any of the others. Several hides after being softened are thrown over a sort of saw-horse, the lot number is stamped on the hide in such a manner that it appears on each side after being split. With an unusually long bladed knife the workman quickly cuts down through the center and the hides which are now called sides, fall to the floor. They are next hooked together and pass on through vat after vat of lime solution which loosens the hair and superfluous flesh. At the end of this long chain of vats, we see the sides awaiting their turn at the first unhairing machine, where all the hair is removed and then to the fleshing machine, where the flesh is taken off and the sides are again loaded in a car and pass on to the tanyard.
[539]
HOW THE HIDES ARE TREATED
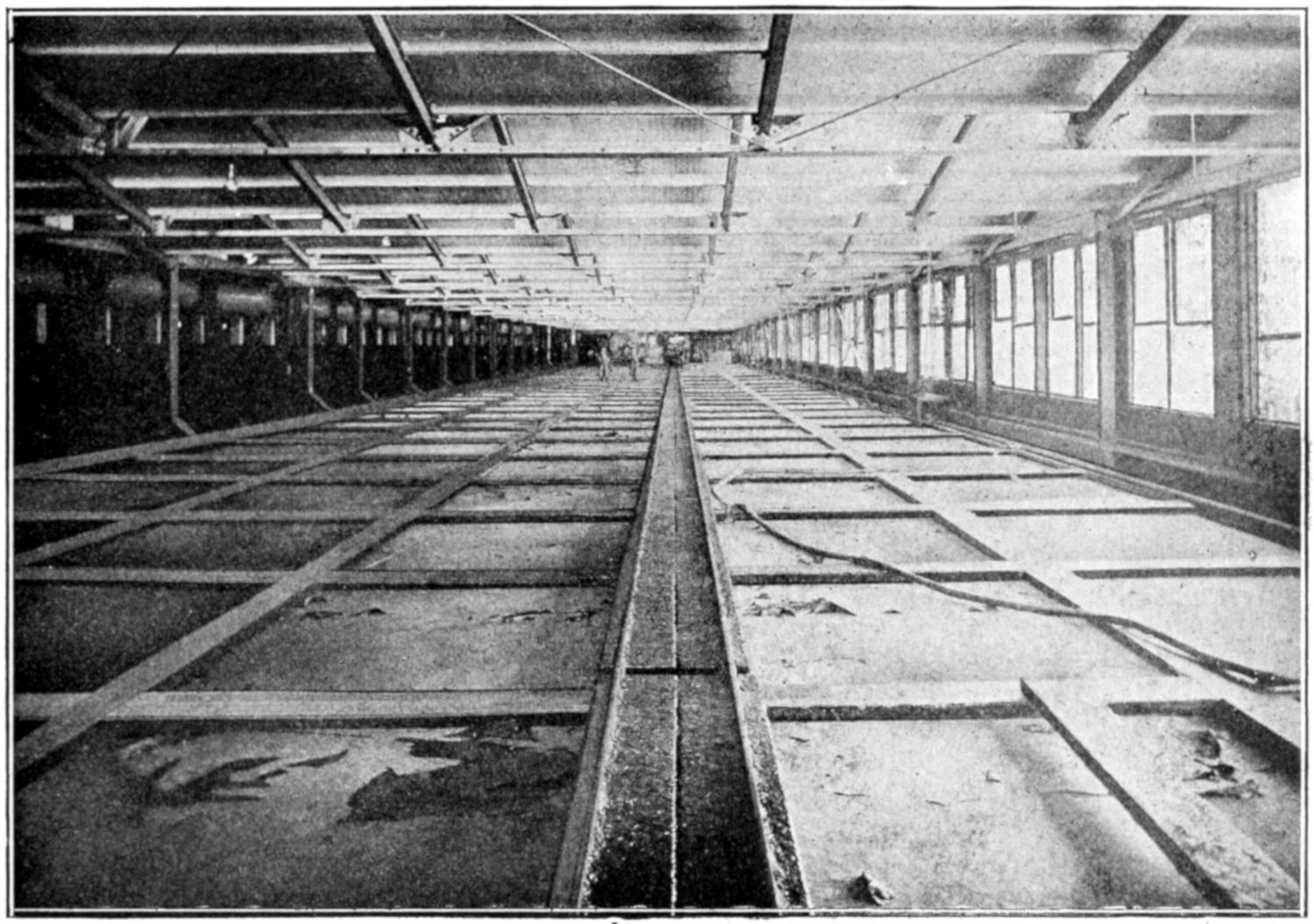
THE TAN YARD
We resume our travels, following a car of sides from the beamhouse to the sole leather tanyard. There are about 40 operations in the tanning of sole leather, requiring about 100 days to produce first quality leather. In the tanyard, we see more than 500 vats, each holding 300 sides, weighing about 23 pounds apiece. Each vat contains about 3000 gallons of liquor at an approximate cost of $100 a vat. Here we see the sides slipped over sticks and placed in vats six feet deep, where they receive the tanning, the real tanning process which preserves the fibers giving the leather its life and long wearing qualities.
From the tanyard we go to the big wringers where the liquor is wrung out, the hides are milled, dried and loaded on cars for the drying loft, where they are allowed to dry or season preparatory to rolling. This long building is sectioned off every 50 feet into chambers, where the hides are hung in the same manner as in the vats. The temperature of each room is changed from the outside temperature to a heat of 115 degrees, at which temperature the hides are dried and are ready for rolling.
In the rolling room, we see an operation requiring skill and quickness of eye. The rollers pass to and fro over the side, which is now hard and stiff, with a pressure of 300 tons. This rolling or finishing gives it a high polish and we see a beautiful side of sole leather, weighing from 18 to 25 pounds.
[540]
HOW UPPER SHOE LEATHER IS TANNED
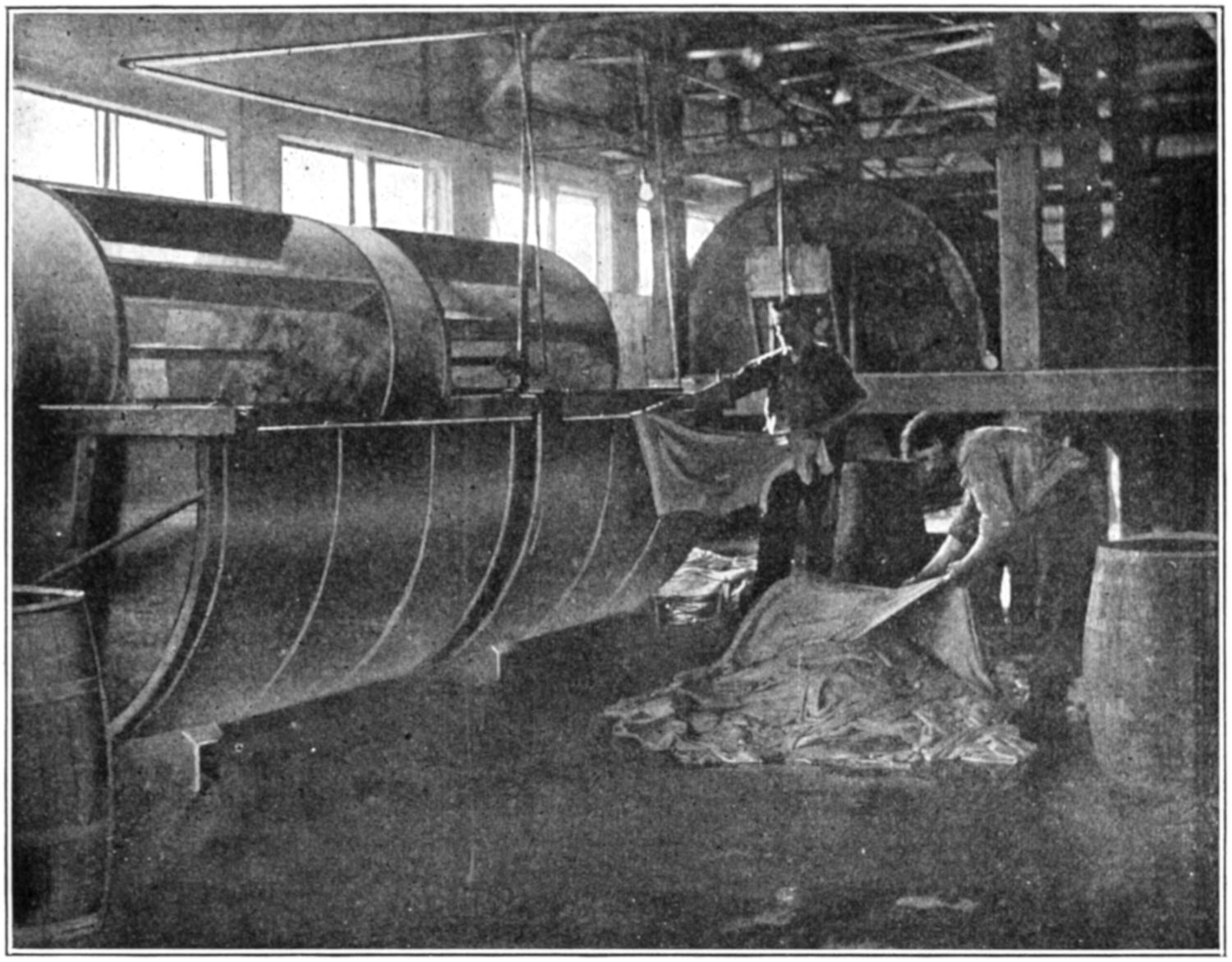
In the upper leather tannery we see the various operations preparatory to the actual operation of tanning the hide, about the same as in the sole leather tannery, with this difference: Upper leather in this tannery is generally chrome tanned, a process requiring 30 days and instead of vats sunken in the ground we see huge rolling drums revolving at a rapid rate. This process is the most up-to-date method and absolutely insures the wearing qualities of the leather. This leather is very tough, yet is just as soft and pliable as glove leather and as comfortable to the feet. It does not harden with age, nor does it stiffen after being wet.
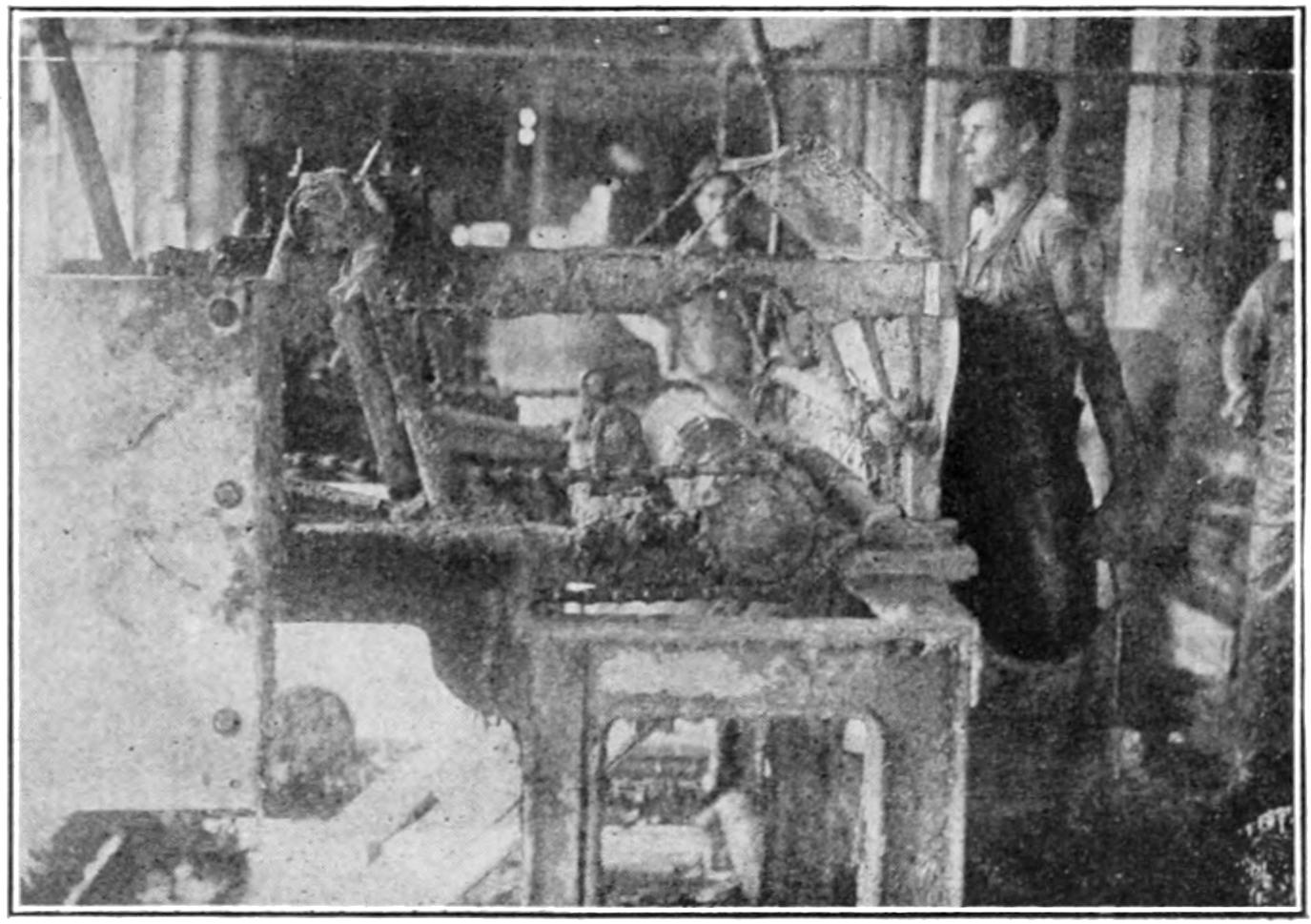
UNHAIRING MACHINE
One of the most interesting sight while going through the tanneries is the process of disposing of waste materials, such as hair, fleshings and the sediments from the lime and sulphur vats.
The hair is separated into white, brown and black colors, each color taking its turn through the huge mill or gin where the hair is dried and afterwards baled. The brown and black are sold to plasterers. Those who purchase the white often mix it with wool and use it for making many useful articles.
The fleshings and trimmings are sold to manufacturers of glue.
[541]
The Ancient Sandal Maker as pictured on the wall of the ruined temples at Thebes, Egypt.
[10] Pictures by Courtesy of United Shoe Machinery Co.
WHERE SHOES
COME FROM
The making of shoes is one of the oldest arts of which there is any human knowledge. Long before primitive man devised any method of recording his exploits or thoughts, he contrived—through necessity—a method of protecting his feet from the rough way or hot sands over which he was obliged to travel in his search for food and shelter.
That foot covering antedates clothing or ornaments is shown from the fact that the primitive savage to-day, devoid of clothing or ornament, is almost invariably found with a crude form of foot protection and there is scarcely a tribe or nation without it’s traditions of the shoe—its mysterious power for good or evil.
The first foot covering devised was undoubtedly a simple form of sandal—a rough bit of hide, wood or plaited grass held to the foot by means of thongs, generally brought up between the toes and tied about the ankle. This form of foot covering is depicted in records of the greatest antiquity: in the ruined temples at Thebes Egypt, the ancient sandal maker is shown at his task; the Assyrian bricks show the ancient warriors and people of that time wearing the simple sandal.
The dispersion of the human races and the wandering of tribes into colder climates brought the necessity for more thorough protection for the feet and[542] body, and that this was accomplished was shown in the gradual increase in the number of straps or thongs which held the sandal in place and, in the colder climates, in the contrivance of a bag-like foot covering—traces of which are found even now in the Indian moccasin and the foot covering of the Eskimo. In all colder countries this type of footwear is still in evidence, the seam around the outline of the foot being a relic of the puckering string which held the bag-like covering to the foot.

JAPANESE “ZORI”
Ancient sandal showing puckering string and thongs for holding it on foot.
A flat sandal with felt sole. Also showing “Tabi” or glove-like sock worn by Japanese.
The sandal was developed and adorned by the Greeks, but it was not until the days of the Roman Empire that anything approaching the present form of shoes was designed. In this period a form of foot covering was developed—that was appropriated by the Emperor and worn by him only—which covered the entire foot with the exception of the toes.
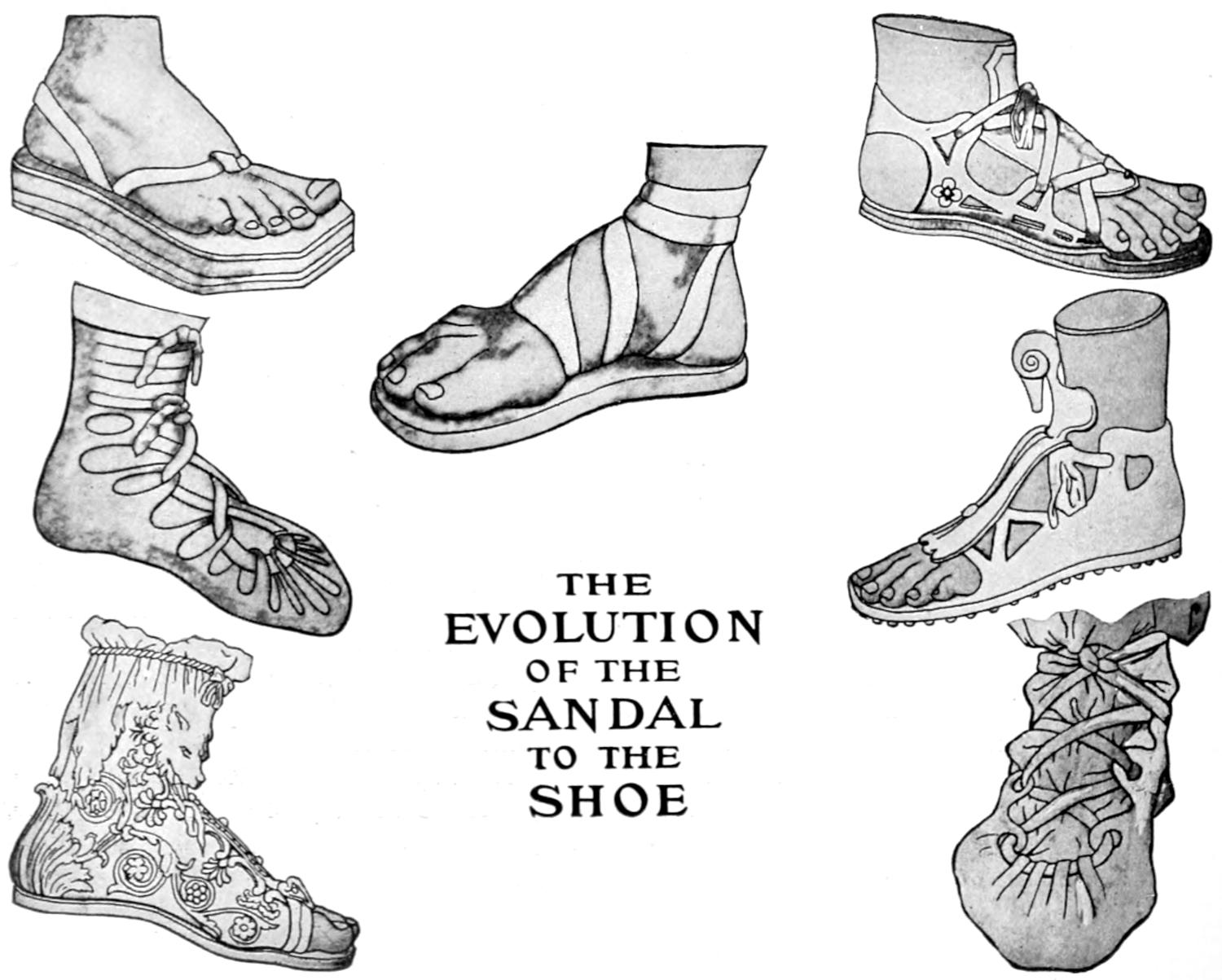
THE
EVOLUTION
OF THE
SANDAL
TO THE
SHOE
[543]
ANCIENT AND MODERN FORMS OF SANDALS
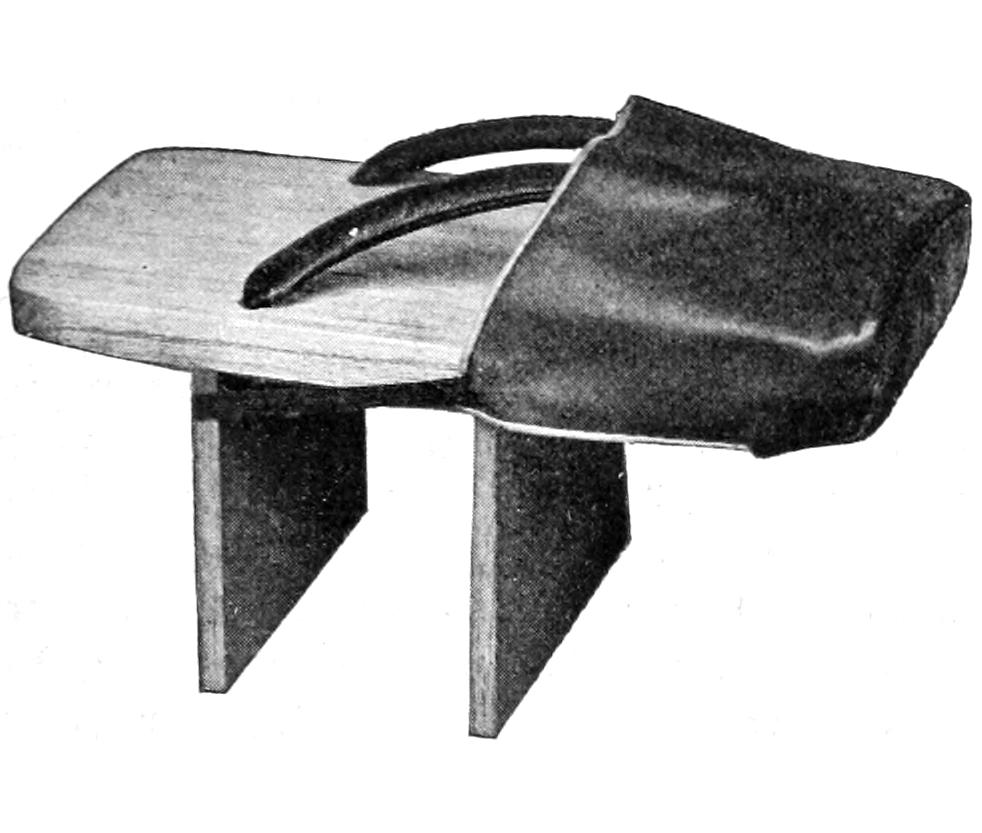
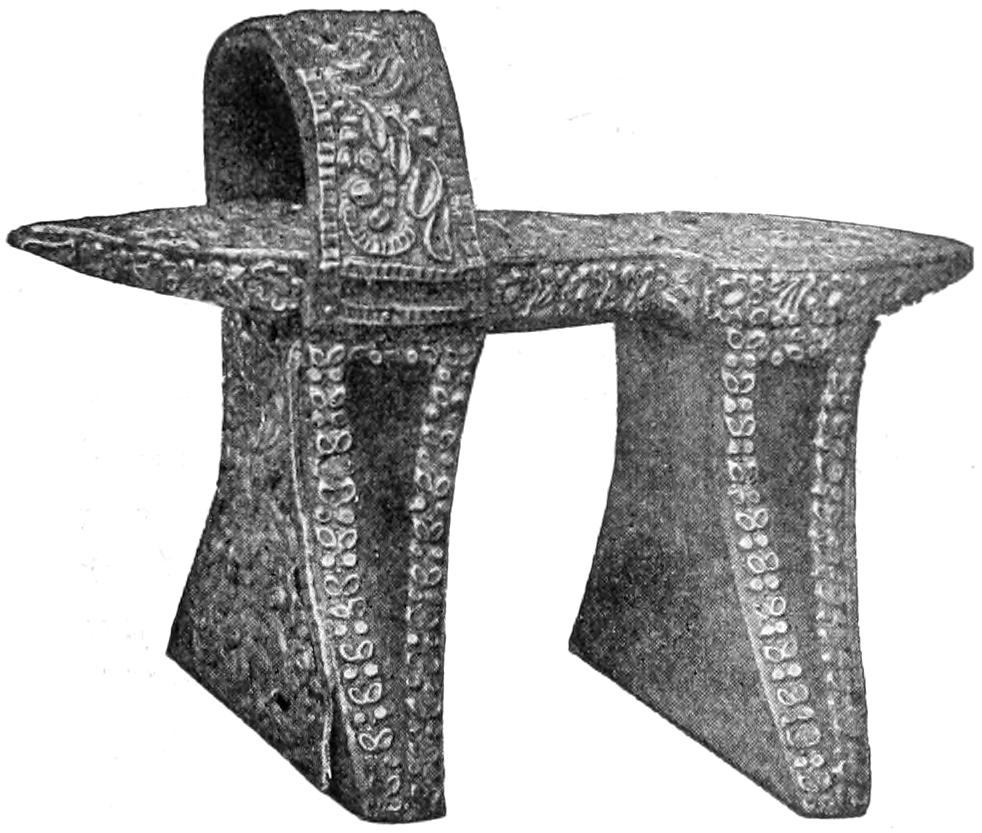
Japanese Astrida or Rough Weather Clog.
Ancient Turkish Bath Slipper.
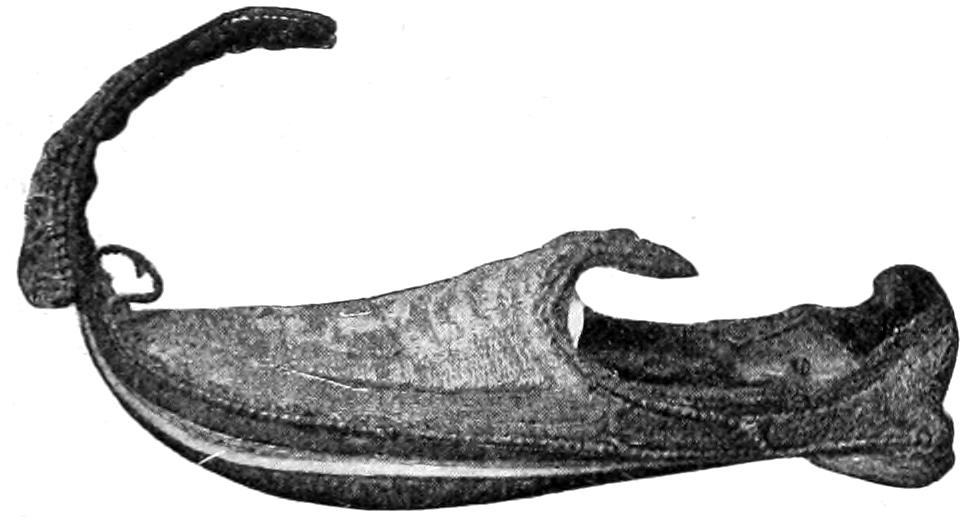
The Crakrow or Poulaine showing clearly traces of the oriental origin of this design.
Home made sandal of Siberian Peasant. Showing puckering string and key strap.
JAPANESE WARY
A primitive form of foot covering very generally used by Japanese at the present time.
Modern sandal issued by the Mexican Government for wear of soldiers.

[544]
It was but a step from this form of foot covering to the boot which covered not only the foot but the lower leg as well and which came widely into use afterwards in the form of the Jack-boot.
Up to the fourteenth century there had been little in the way of development of foot covering, but it is well established that in the year 1408 there were shoemakers’ guilds in Europe. Some of these were semi-religious in character, the members working in communities and sharing in the general product of their toil. Guilds of this period were very generally dedicated to either Saint Crispin or Saint Crispianus (the patron saint of shoemaking), and even to this day the birthday of Saint Crispin is celebrated in some of the English shoemaking guilds on October 25. The ceremonies attending the celebration in the olden days were of a very elaborate nature.
THE SHOE WHICH THE CHURCH
AND LAW FORBADE
In the process of time the shoes began to lose the crude nature and design in which the Dark Ages had held them and developed a style the first of which was apparent in the gradual elongation of the toes, the custom said to have been introduced by Henry, Duke of Anjou, and these shoes were known as “Crakrows” or “Poulaines.” The style finally ran to such extremes that effort was made to stop it by the church and government, but with indifferent success until finally its end was accomplished by the imposing of summary fines and threat of excommunication by the church.

THE CRAKROW OR PEAKED SHOE OF THE FOURTEENTH CENTURY
Immediately the style went to the other extreme and the toes became very broad, as evidenced in the period of Elizabeth, and in some instances the shoes were as broad as six inches at the toe. They were made of velvet and were slashed to show the satin lining.
The first shoemaking in America is recorded when Thomas Baird arrived on the second voyage of the Mayflower in 1628. Baird was under contract with the Plymouth Company to make shoes for the colonists and brought with him divers hides, etc., for this purpose. It was recorded that in 1636 a planter in Virginia employed six shoemakers to make shoes for his slaves.
That in the early history of the country the art of making shoes had become of considerable importance is shown by the very summary laws passed by the different colonies regulating the industry. Particularly was this so in the Province of Pennsylvania which, in 1721, placed upon its statute book most drastic laws regarding the making of shoes and regulating the prices to be charged therefor.
Shoemaking in New England early received impetus from the arrival of one Phillip Kirtland, a Welshman, who came to Lynn, Mass., in 1636. He was an experienced shoemaker and taught his art to many of the colonists in his vicinity.
Shoemaking in this locality was further advanced by the arrival of John Adams Dagyr, who settled in Lynn in the year 1750. Dagyr was a celebrated shoemaker and was enabled, from his own means, to secure the best examples of work from abroad. He[545] possessed the peculiar quality of being able to teach the art to those who came under his charge.
The fame of New England made shoes was due largely to the teachings of these men and the industry has continued to be one of the first in importance. In Massachusetts alone, according to the census of 1910, over 40 per cent of the entire value of shoes in the United States was produced.
The young man of this period, who essayed to learn the shoemaking trade, was ordinarily apprenticed for a term of seven years under the most rigorous terms, as shown in some of the indentures of that period which are still in existence. He was instructed in every part of the trade and, upon completion of his term of service, it was the custom for the newly fledged shoemaker to start what was known as “whipping the cat”—which meant journeying from town to town, living with a family while making a year’s supply of shoes for each member thereof, and then leaving to fill other engagements previously made.
It was soon found that the master workman could largely increase his income by employing other men to do certain portions of the work, while he directed their efforts, and this gradually lead to a division of the labor and was the beginning of a factory system—which has been in process of development from that time.
In the year 1795 it is recorded that there were in the city of Lynn, Mass., over two hundred master workmen, employing over six hundred journeymen, and that they manufactured shoes at the rate of about one pair per day per man.
Factory buildings, as the words would be known to-day, were practically unknown at that time. The small buildings, about ten feet square, were in the back yards of many homes and in these little shops were employed from three to eight men.
Strange as it may seem, prior to the year 1845 there had been little change in the tools employed in making shoes. The workman of that period, seated at his low bench, used practically the same implements that were employed by his prototype, the ancient sandal-maker of Egypt. The lap stone, the hammer, the crude needle and the knife being practically the only tools used. Not that there had been no effort to perfect machinery for this purpose; Napoleon I, in his endeavor to secure better shoes for his soldiers, had offered great rewards for the perfecting of shoe machinery that would accomplish this purpose, but although great effort had been made there had been no successful machinery produced.
In this year 1845 the first machine to be widely adopted by the industry was perfected. It was a simple form of rolling machine, which took the place of the lap stone and hammer used by the shoemakers for toughening the leather, and it is said that a man could, in half an hour, obtain the same results from this machine that would require a day’s labor on the part of the hand workman employing the old method of pounding.
This was followed in 1848 by the very important invention by Elias Howe of the sewing machine—which was not adapted for use in connection with sewing leather until several years later. It started, however, an era of great activity among inventors and in 1857 there was perfected a machine for driving pegs, which came into successful operation.
This was shortly followed by a very important invention by Lyman E. Blake, of Abington, Mass., of a machine for sewing the soles of shoes and this afterwards became famous as the “McKay Sewing Machine.” This invention of Blake’s was purchased by Gordon McKay, who spent large sums of money in perfecting it, and the first machine was established in Lynn in 1861. The results obtained in the early stages of the machines were of an indifferent nature and it was only after large expenditures and the hiring of a number of different inventors to work upon it that a successful machine was produced.
[546]
BOOTS OF THE CAVALIERS AND POSTILLIONS


FRENCH POSTILLION BOOT OF THE FIFTEENTH CENTURY
THE CAVALIER BOOT OF THE FIFTEENTH CENTURY


MILITARY JACK BOOT OF CROMWELL’S TIME
MILITARY JACK BOOT OF SIXTEENTH CENTURY.
[547]
HOW SHOE MACHINERY
WAS DEVELOPED
While the quality of work was pronounced by manufacturers to be a success, few had any faith in the possibility of manufacturing shoes by machinery and McKay met with constant rebuffs in his endeavor to introduce his machine. It is recorded that in his desperation he finally offered to sell all the patent rights in machines which he owned to a syndicate of Lynn manufacturers for the sum of $250,000.00—the amount he had expended—but the offer was refused.
In his dilemma McKay at last offered to shoe manufacturers the use of his machines on a basis, which afterwards became famous and an inherent part of the shoe industry known as “royalty,” whereby McKay placed his machines with manufacturers and participated to a small extent in the amount of money saved. Owing to the fact that shoemakers were leaving rapidly for the front and that there was a great scarcity of footwear, the manufacturers gladly accepted this proposition and the machines were very rapidly introduced.
The success of his early machines accomplished, McKay set about the perfecting of others that would do different parts of the work and there was accordingly great activity on the part of inventors in their endeavor to perfect machines for the wide variety of uses made necessary in the preparation of leather for shoemaking. There were soon machines on the market for a wide variety of purposes—including the lasting of the shoe, cutting the leather and for many other processes necessary in making a complete shoe.
Contemporary with the early success of the McKay machines, a French inventor, August Destoney, conceived the idea of making a machine which would sew turned shoes—then a popular type of footwear for women. After several years of endeavor he finally secured the interest of John Hanan, a famous shoemaker of that time in New York City, and through him the interest of Charles Goodyear—nephew of Goodyear of India-rubber fame.
No sooner had the machine become perfected for the sewing of turned shoes, however, than he set to work to make changes which would fit it to sew welt shoes. (The welt shoe has always been considered the highest type of shoemaking, as, by a very ingenious process, a shoe is made which is perfectly smooth inside; all the other types having a seam of thread or tacks inside which make them of considerable disadvantage. He was able to accomplish this a few years later, although the machines were not in extended use until about 1893, when auxiliary machines for performing important parts of the work were perfected; and from that time headway was made in the manufacture of this high grade type of footwear.
The development of the industry—which has been very rapid with the introduction of machinery—suffered materially in the latter part of the last century through the bitter rivalry of machinery manufacturers, a common process being the enjoining of manufacturers from the use of machines on which it was claimed the patents were infringed and this created a state of great uncertainty in the minds of many of those manufacturing shoes.
This condition finally found its solution in the formation of one large corporation, known in the shoe industry as the “United Shoe Machinery Company,” which purchased the patents for a sufficient number of machines to form a complete system for the “bottoming”—or fastening the soles and heels of shoes—and finishing them.
These machines have been the subject of constant improvement and others have been perfected to take care of operations which, prior to their introduction, were purely hand operations. Each machine has been standardized and so adapted to meet the requirements of those used in connection with it that they collectively form the most remarkable and efficient system of machines used at the present time.
Mention is made of this company owing to the important position it has taken in the organization and advancement of the industry, the American-made shoe being the one commodity of world-wide consumption whose supremacy is not contested.
[548]
MY LADY’S SLIPPERS OF EARLY TIMES



EMBROIDERED RIDING BOOT WORN BY NOBLES DURING LAST DAYS OF POLISH INDEPENDENCE
EMBROIDERED RIDING BOOT FROM PERSIA OF ABOUT 1850
FRENCH CALF BOOT MADE IN NEW YORK CITY, 1835

LADY’S SHOE—PERIOD OF THE FRENCH REVOLUTION
LADY’S SHOE—PERIOD OF LOUIS XVI.
Has wooden heel.
LADY’S ADELAID OR SIDE LACED SHOE—PERIOD 1830 TO 1870
[549]
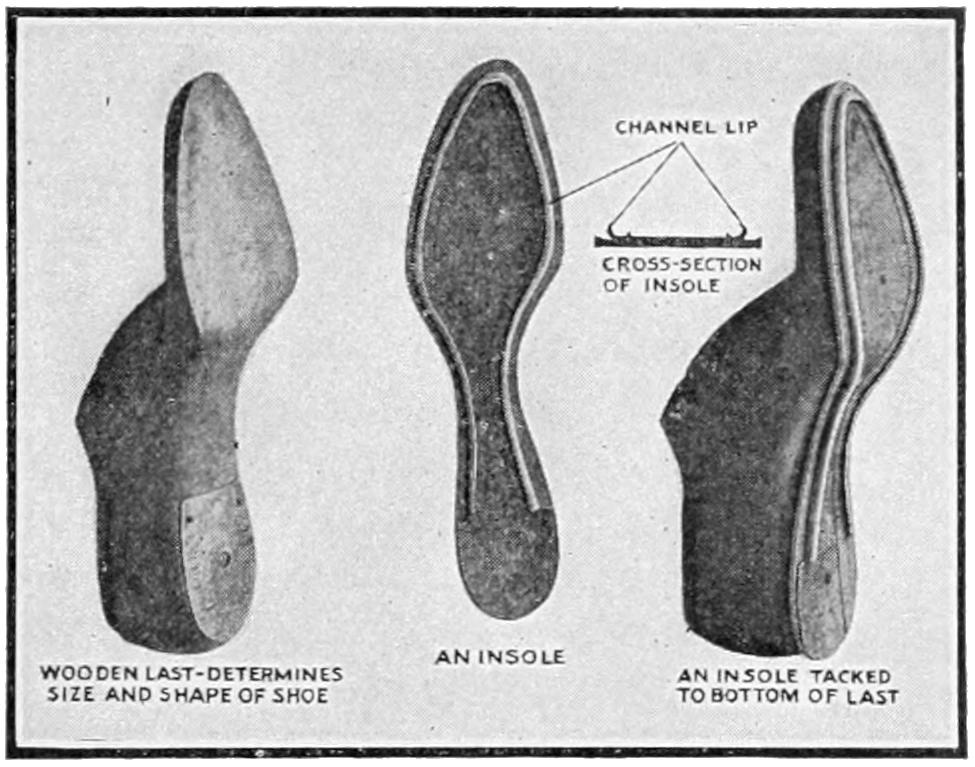
CHANNEL LIP
CROSS-SECTION OF INSOLE
WOODEN LAST—DETERMINES SIZE AND SHAPE OF SHOE
AN INSOLE
AN INSOLE TACKED TO BOTTOM OF LAST
THE BEGINNING OF A SHOE
At the present time the types of shoes ordinarily made are but five: the “peg” shoe, which is the cheapest type of shoe made; the “standard screw,” which is used in the soles of the heaviest types of boots; the “McKay sewed,” which is made after the fashion established by Gordon McKay; the “turn” shoe, a light type of shoe which was invented centuries ago and which is still worn at this time to a limited extent; and the “Goodyear welt,” which has been universally adopted as the highest type of footwear.
For this reason, this type of shoe has been selected to show the methods employed in making shoes.
The Goodyear Welt Shoe.—A Goodyear Welt shoe in its evolution from the embryonic state in which it is “mere leather and thread” to the completed product, passes through one hundred and six different pairs of hands and is obliged to conform to the requirements of fifty-eight different machines, each performing with unyielding accuracy the various operations for which they were designed.
It might seem that in all this multiplicity of operations confusion would occur, and that the many details and specifications regarding material and design of any given lot of shoes in process of manufacture would become hopelessly entangled with those of similar lots undergoing the same operations. But such is not the case; for, when an order is received in any modern and well-organized factory, the factory management promptly take the precaution to see that all the details regarding the samples to which the finished product is to conform are set down in the order book. Each lot is given an order number and this number, together with the details affecting the preparation of the shoe upper, are written on tags—one for each two dozen shoes—which are sent to the foreman of the cutting room. Others containing details regarding the sole leather are sent to the sole leather room, while a third lot is made out for the guidance of the foreman of the making or bottoming room, when the different parts which have received attention and been prepared according to specifications in the cutting and sole leather rooms are ready to be assembled for the making or bottoming process. If the tags which were sent to the cutting room were followed, it would be found that on their receipt the foreman of this department figured out the amount and kind of leather required, the kind of linings, stays, etc., and that the leather, together with the[550] tags which gave directions regarding the size, etc., was sent to one of the operators of the Ideal Clicking Machine.
SHOEMAKING MACHINERY
IS ALL BUT HUMAN
This machine has been pronounced one of the most important innovations that have been made in the shoe manufacturing industry during recent years, as it performs an operation which has heretofore successfully withstood every attempt at mechanical aid. Prior to its introduction, the cutting of upper leather was accomplished by the use of patterns made with metal edges, which were laid upon the leather by cutter, who then ran a small sharp knife along the edges of the pattern, cutting the leather to conform to it. This was a slow and laborious process, and if great care was not taken, there was a tendency to cut away from the pattern; and in many cases, through some slip of the knife, the leather was cut beyond the required limits.
This machine has a cutting board very similar to those which were used by the hand workman and over it is a beam which can be swung either to the right or to the left, as desired, and over any portion of the board. Any kind of skin to be cut is placed on the board, and the operator places a die of unusual design on it. Grasping the handle, which is a part of the swinging beam, he swings the beam over the die, and on downward pressure of the handle a clutch is engaged which brings the beam downward, pressing the die through the leather. As soon as this is accomplished, the beam automatically returns to its full height and remains there until the handle is again pressed.
The dies used are but three-quarters of an inch in height and are so light that they do not mar the most delicate leather when placed upon it. They enable the operator to see clearly the entire surface of the leather he is cutting out, and it is obvious that the pieces cut by the use of any given die must be identically the same.
After the different parts required by the tag have been cut out by the operator of the Clicking Machine, some of the edges which show in the finished shoe must be skived or thinned down to a beveled edge. This work is performed by the Amazeen Skiving Machine—a wonderful little machine in which the edge to be skived is fed to a sharp revolving disk that cuts it down to the desired bevel. The machine does the work in a very efficient manner, conforming to all the curves and angles. This skiving is done in order that the edges may be folded, to give the particular edge on which it is performed a more finished appearance. The skived edges are then given a little coating of cement and afterwards folded on a machine which turns back the edge and incidentally pounds it down, so that it presents a very smooth and finished appearance.
Aside from the work of skiving toe caps and folding them, there is generally a series of ornamental perforations cut along the edge of the cap. This is done very often by the Power Tip Press, by means of which the piece to be perforated is placed under a series of dies which cuts the perforations in the leather according to a predetermined design, doing the work all at one time. The number of designs used for this purpose are many and varied, combinations of different sized perforations being worked out in innumerable designs.
On one of the top linings of each shoe there has been stamped the order number, together with the size of the shoe for which the linings were intended. After all the linings have been prepared in accordance with the instructions on the tag, they, in connection with the various parts of the shoe, receive attention from the Stitchers, where all the different parts of the upper are united. The work is performed on a range of wonderful machines, which perform all the different operations with great rapidity and accuracy.
At the completion of these operations the shoe is ready to receive the eyelets, which are placed with remarkable speed and accuracy by the Duplex Eyeletting Machine. This machine eyelets both sides of the shoe at one time with bewildering rapidity. The eyelets are securely placed and accurately spaced; and as both sides of[551] the upper are eyeletted at one time, the eyelets are placed directly opposite each other, which greatly helps the fitting of the shoe, as thereby the wrinkling of the shoe upper is avoided.
With the completion of this operation, the preparation of the shoe upper is finished, and the different lots with their tags are sent to the bottoming room to await the coming of the different sole leather portions of the shoe. These have been undergoing preparation in the sole leather room, where on receipt of tag the foreman has given directions for the preparation of outsoles, insoles, counters, toe boxes and heels, to conform with the requirements of the order.
The soles are roughly died out from sides of sole leather on large Dieing-out Machines, which press heavy dies down through the leather; but to make them conform exactly to the required shape, they are generally rounded out on a machine known as the “Planet Rounding Machine,” in which the roughly died-out piece of leather is held between clamps, one of which is the exact pattern of the sole. On starting the machine, a little knife darts around this pattern, cutting the sole exactly to conform with it.
The outsole is now passed to a heavy Rolling Machine, where it is subjected to tons of pressure between heavy rolls. This takes the place of the hammering which the old-time shoemaker gave his leather and brings the fibres very closely together, greatly increasing its wear.
This sole is next fed to a machine called the “Summit Splitting Machine—Model M,” which reduces it to an exactly even thickness. The insole—which is made of very much lighter leather—is prepared in much the same manner, and in this way it will be noticed that both the insole and outsole are reduced to an absolutely uniform thickness.
The insole also receives further preparation; it is channeled on the Goodyear Channeling Machine. This machine cuts a little slit along the edge of the insole, extending about one-half inch towards its center. It also cuts a small channel along the surface.
The lip which has been formed by the Goodyear Channeling Machine is now turned up on the Goodyear Lip Turning Machine, so that it extends out at a right angle from the insole, forming a lip or shoulder against which the welt is sewed. The cut which has been made on the surface inside this lip serves as a guide for the operator of the Welt Sewing Machine, when the shoe reaches that stage.
The heels to be used on these shoes have also been formed from different lifts of leather which are cemented together. The heel is then placed under great pressure, giving it exact form and greatly increasing its wear.
THE DIFFERENT PARTS OF
THE SHOE COME TOGETHER
The counters are also prepared in this room, as well as the toe boxes or stiffening, which is placed between the toe cap and the vamp of the shoe. When these are all completed, they are sent to the making or bottoming room, where the completed shoe upper is awaiting them. Here a wonderfully ingenious little machine called the “Ensign Lacing Machine,” passes strong twine through the eyelets and in a twinkling ties it automatically. This is done so that all parts of the shoe will be held in their normal position while the shoe is being made. The knot tied by this machine is perfect and is performed with mechanical exactness. On high-grade shoes this work was formerly performed by hand and it will be readily recognized how difficult it was to obtain uniformity. The spread of the upper at the throat can be regulated perfectly when this machine is used. The different parts of the shoe now commence to come together. The workman places the toe box, or stiffening, in the proper location as well as the counter at the heel, and draws the upper over the last. To the bottom of this last has already been tacked by means of the U. S. M. Co. Insole Tacking Machine—which drives tacks automatically—the insole, which, it will be noticed, conforms exactly to the shape of the bottom of the last. This last, made of wood, is of the utmost importance, for upon the last depends the shape of the shoe.
[552]
EACH SHOE MACHINE DOES SOMETHING DIFFERENT

ASSEMBLING MACHINE
Operator locates back seam of upper on last. Machine drives two tacks which hold it in place.
The shoe as completed up to this point with the parts mentioned fastened together as shown, is now ready for assembling. The workman, after placing the last inside the shoe upper, puts it on the spindle of the Rex Assembling Machine, where he takes care that the seam at the heel is properly located. He presses a foot lever and a small tack is driven part way in, to hold the upper in place. He then hands it over to the operator of the Rex Pulling-Over Machine.
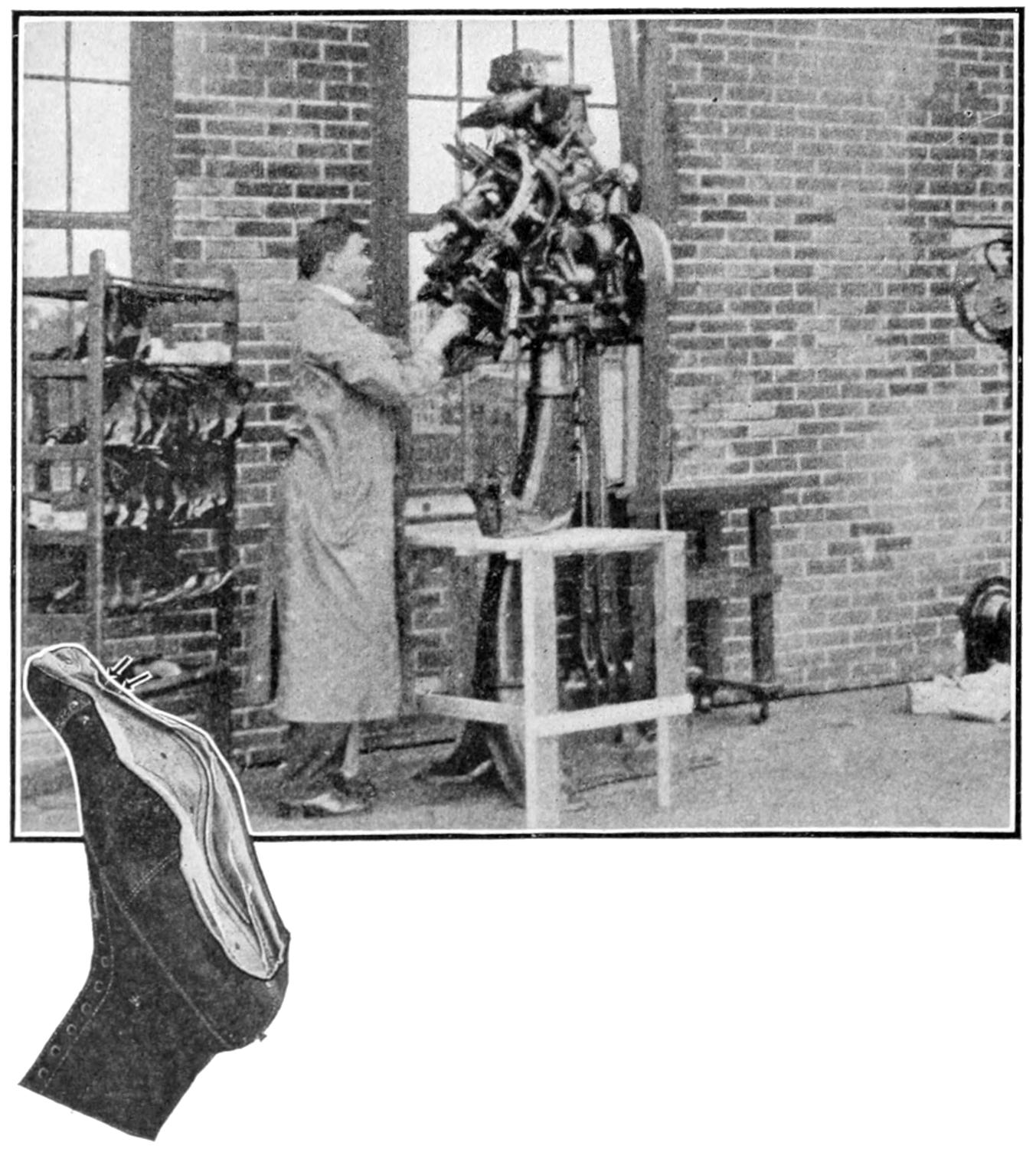
PULLING-OVER MACHINE
Draws shoe upper smoothly down to last. Operator adjusts it so that each seam occupies correct position on last. Machine automatically drives back to hold it in place.
This machine is a very important one; for as the parts of the shoe upper have been cut to exactly conform to the shape of the last, it is necessary that they should be correctly placed on the last to secure the desired results. The pincers of this machine grasp the leather at different points on each side of the toe; and the operator, standing[553] in a position from which he can see when the upper is exactly centered, presses a foot lever, the pincers close and draw the leather securely against the wood of the last. At this point the operation of the machine halts. By moving different levers, the workman is able to adjust the shoe upper accurately, so that each part of it lies in the exact position it was intended when the shoe was designed. When this important operation has been completed, the operator again presses a foot lever, the pincers move toward each other, drawing the leather securely around the last, and at the same time there are driven automatically two tacks on each side and one at the toe, which hold the upper securely in position. These tacks are driven but part way in, so that they may be afterward removed.
THE LASTING MACHINE ONE OF THE MOST IMPORTANT
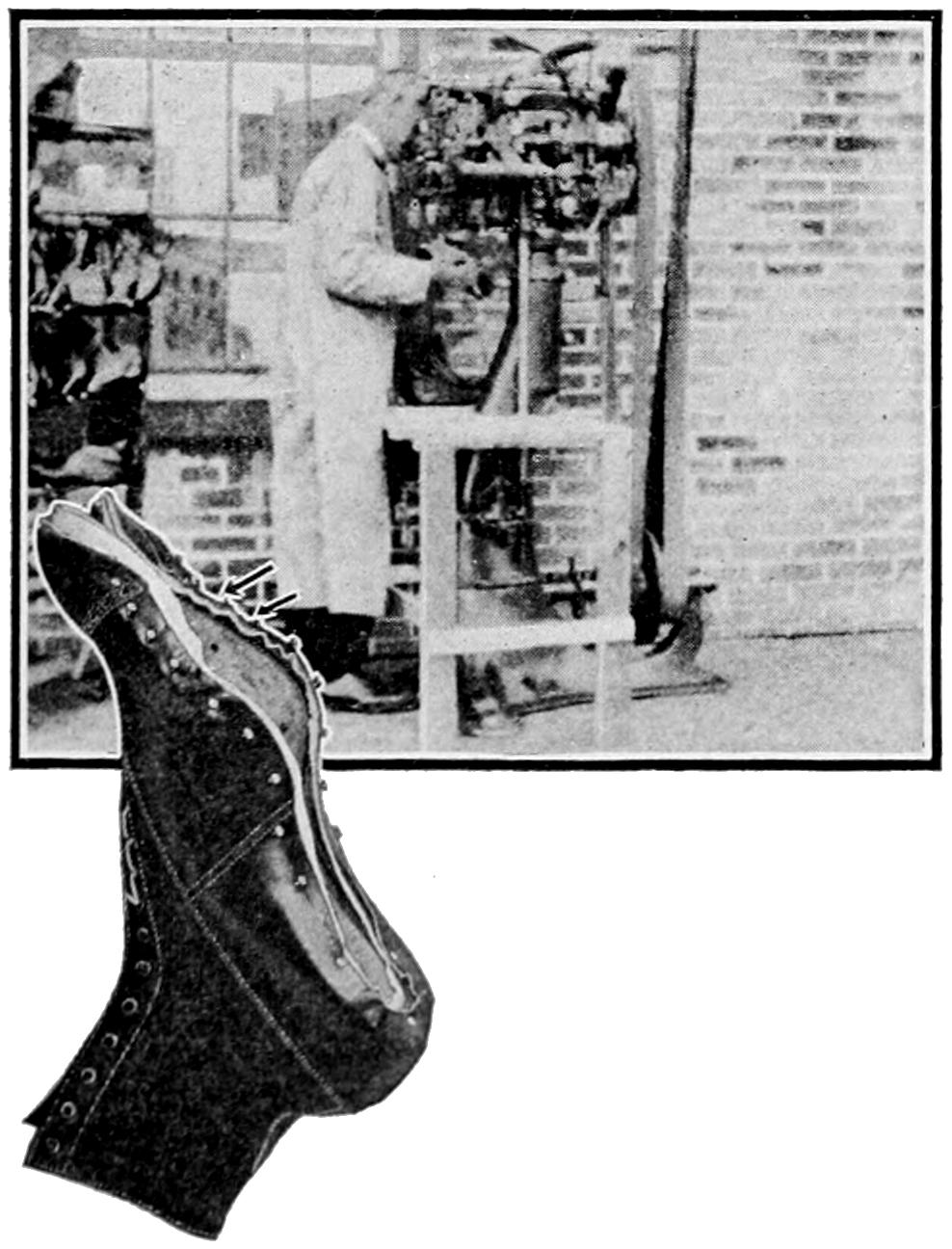
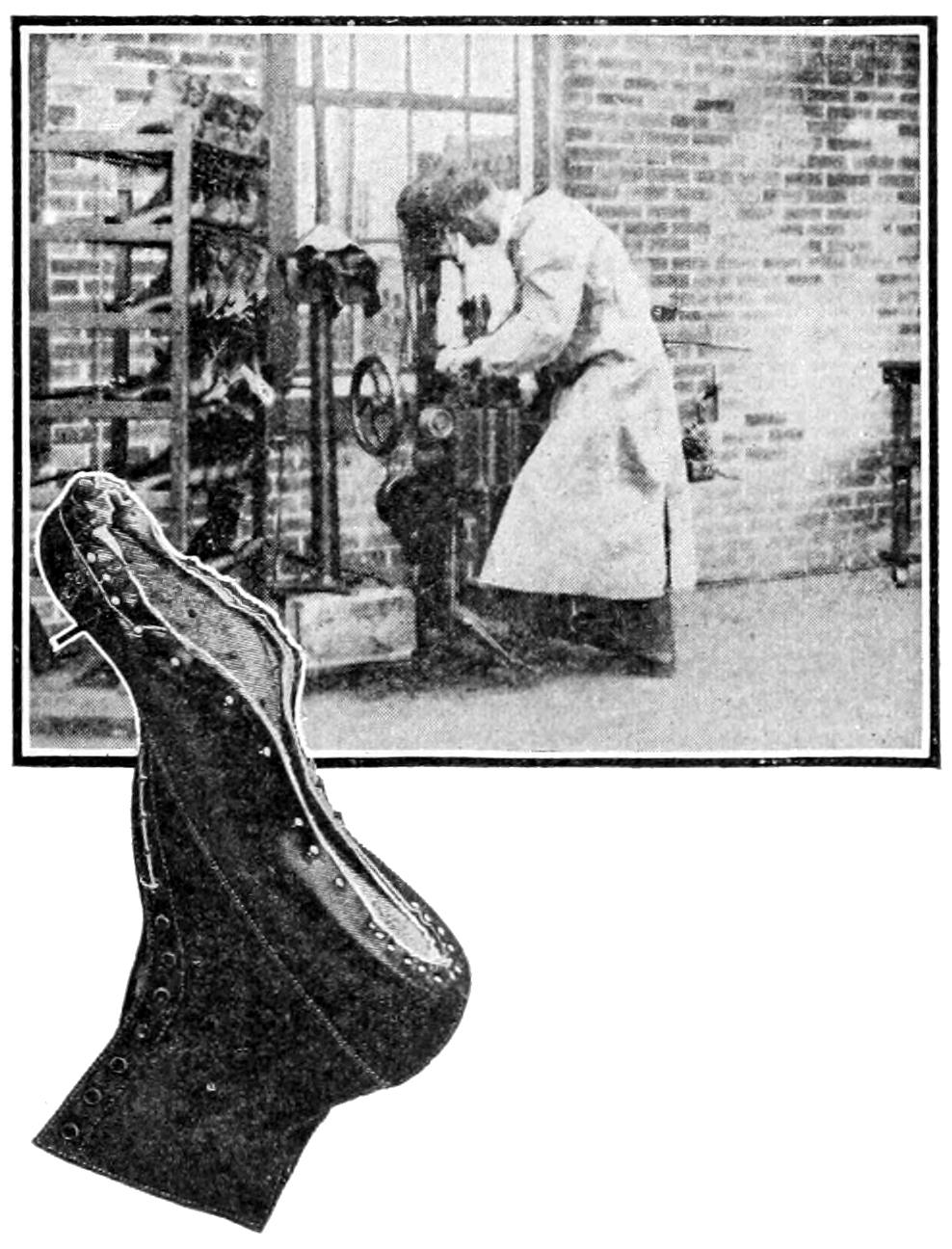
HAND METHOD LASTING MACHINE
Last sides of shoe.
LASTING MACHINE
Last toe and heel of shoe.
The shoe is now ready for lasting. This is one of the most difficult and important parts of the shoemaking process, for upon the success of this operation depends in a great measure the beauty and comfort of the shoe. The Consolidated Hand Method Welt Lasting Machine, which is used for this purpose, takes its name from the almost human way in which it performs this part of the work. It is wonderful to observe how evenly and tightly it draws the leather around the last. At each pull of the pincers a small tack driven automatically part way in holds the edge of the upper exactly in place, so that in the finished shoe every part of the upper has been stretched in all directions equally. The toe and heel of the shoe are considered particularly difficult portions to last properly. This important part of the work is now being very generally performed on the U. S. M. Co. Lasting Machine—No. 5, a machine of what is known as the “bed type.” It is provided with a series of wipers for toe and heel, which draw the leather simultaneously from all directions. There can be no wrinkles at the toe or heel of shoe on which it is properly used and the quality of work produced by it has been very generally recognized as a distinct advance in this important part of shoemaking. After the leather has been brought smoothly around the toe it is held there by a little tape fastened on each side of the toe and which is held securely in place by the surplus leather crimpled in at this point. The surplus leather[554] crimpled in at the heel is forced smoothly down against the insole and held there by tacks driven by a very ingenious hand tool in which there is a constantly renewed supply of tacks.
A MACHINE THAT FORMS AND DRIVES TACKS


UPPER STAPLING MACHINE
Forms small staples from wire.
Holds shoe upper to lip of insole.
UPPER TRIMMING MACHINE.
Trims off surplus part of shoe upper and lining.
In all of the lasting operations the tacks are driven but part way in, except at the heel portion of the shoe, where they are driven through the insole and clinched on the iron heel of the last. The tacks are driven only part way in, in order that they may be afterward withdrawn so as to leave the inside of the shoe perfectly smooth. In making shoes other than Goodyear Welts, with the exception of the Goodyear Turn Shoe, it is necessary to drive the tacks through the insole and clinch them inside the shoe, so that the different portions of the sole inside the shoe have clinched tacks. These are left even after the shoe is finished. This smooth interior of the shoe is one of the essential features of the Goodyear Welt Process.
In the lasting operation there is naturally a surplus amount of leather left at the toe and sometimes around the sides of the shoe, and this is removed on the Rex Upper Trimming Machine in which a little knife cuts away the surplus portion of the leather very smoothly and evenly, and simultaneously a small hammer operating in connection with the knife pounds the leather smooth along the sides and the toe of the shoe. The shoe then passes to the Rex Pounding Machine, in which a hammer pounds the leather and counter around the heel so that the stiff portion of the shoe conforms exactly to the shape of the last.
The shoe is now ready to receive the welt, which is a narrow strip of leather that is sewed along the edge of the shoe, beginning where the heel is placed and ending at the same spot on the opposite edge. This welt is sewed from the inside lip of the insole, so that the needle passes through the lip, upper and welt, uniting all three securely and allowing the welt to protrude evenly along the edge. The needle in making this stitch does not go inside the shoe, but passes through only a portion of the insole, leaving the inside perfectly smooth. This part of the work was formerly one of the most difficult and laborious tasks in shoemaking. As it was performed entirely by hand, the drawing of each stitch[555] depended upon the strength and mood of the workman. It is of course obvious that with different operators stitches were oftentimes of different lengths and drawn at different tensions; for human nature is much the same everywhere, and it is impossible for a workman who has labored hard all day to draw a stitch with the same tension at night as might have been possible in the morning.
AN AUTOMATIC SEWING MACHINE WHICH NEVER TIRES
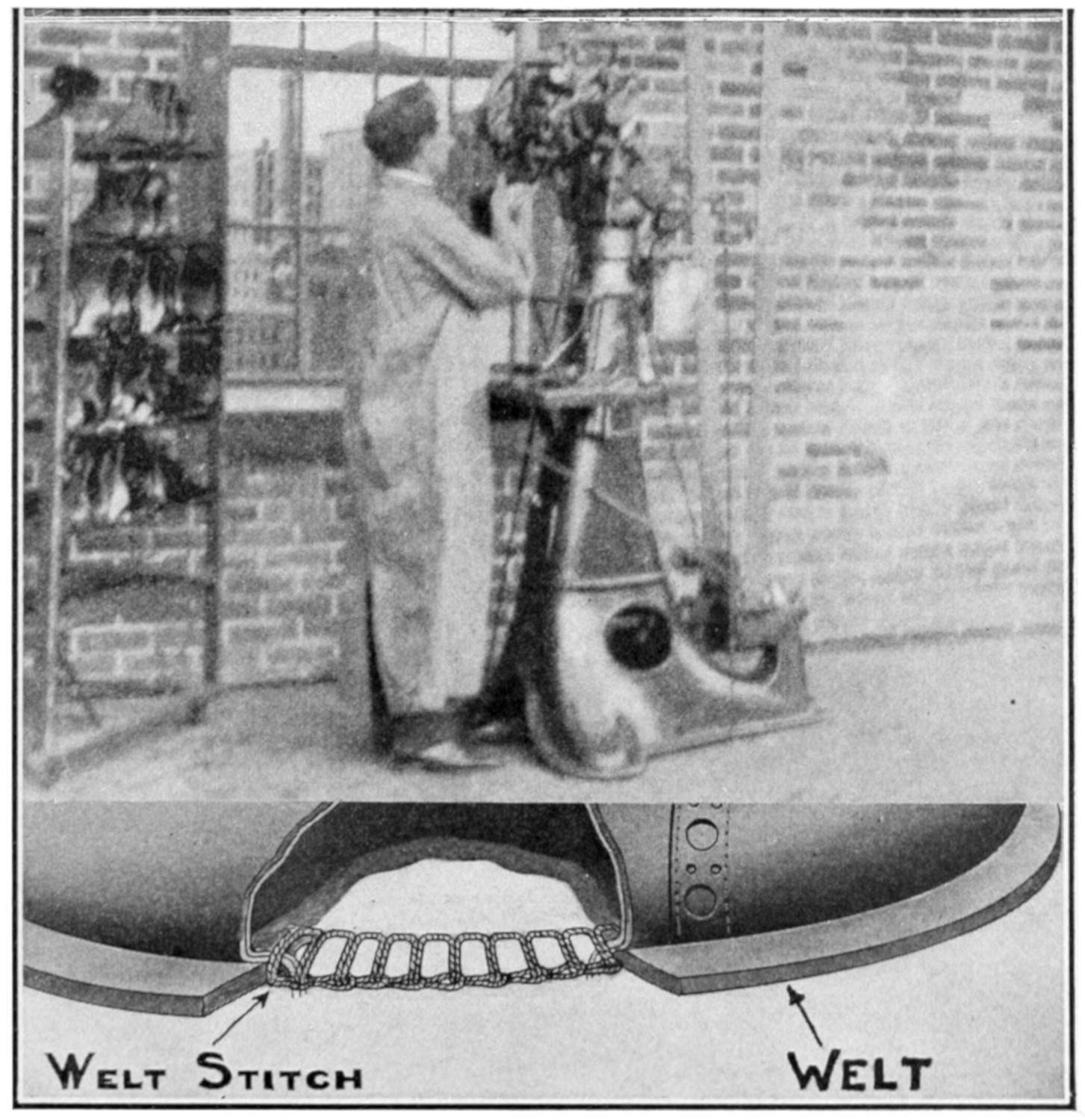
Welt Stitch Welt
WELT AND TURNED SHOE SEWING MACHINE
Upper portion shows operator at machine. The lower shows formation and location of stitch formed by this machine.
It is surprising how quickly and easily the work is done on the Goodyear Welt Sewing Machine. This famous machine has been the leading factor in the great revolution that has taken place in shoe manufacturing. Its work should be carefully noted—all stitches of equal length and measured automatically, the strong linen thread thoroughly waxed and drawn evenly and tightly; for the machine never tires, and it draws the thread as strongly in the evening as in the morning. Every completed movement of the needle forms a stitch of great strength, which holds the welt, upper and insole securely together.
As the lasting tacks as well as the tacks which hold the insole in place on the last were withdrawn just prior to this operation, it will be seen that the inside of the shoe is left perfectly smooth. After this process the surplus portions of the lip, upper and welt which protrude beyond the stitches made by the Goodyear Welt Machine are trimmed off by the Goodyear Inseam Trimming Machine—a most efficient machine, in which a revolving cup-shaped knife comes in contact with the surplus portions of the leather[556] and trims them off very smoothly down to the stitches.
PUTTING THE GROUND CORK AND RUBBER CEMENT IN SHOES
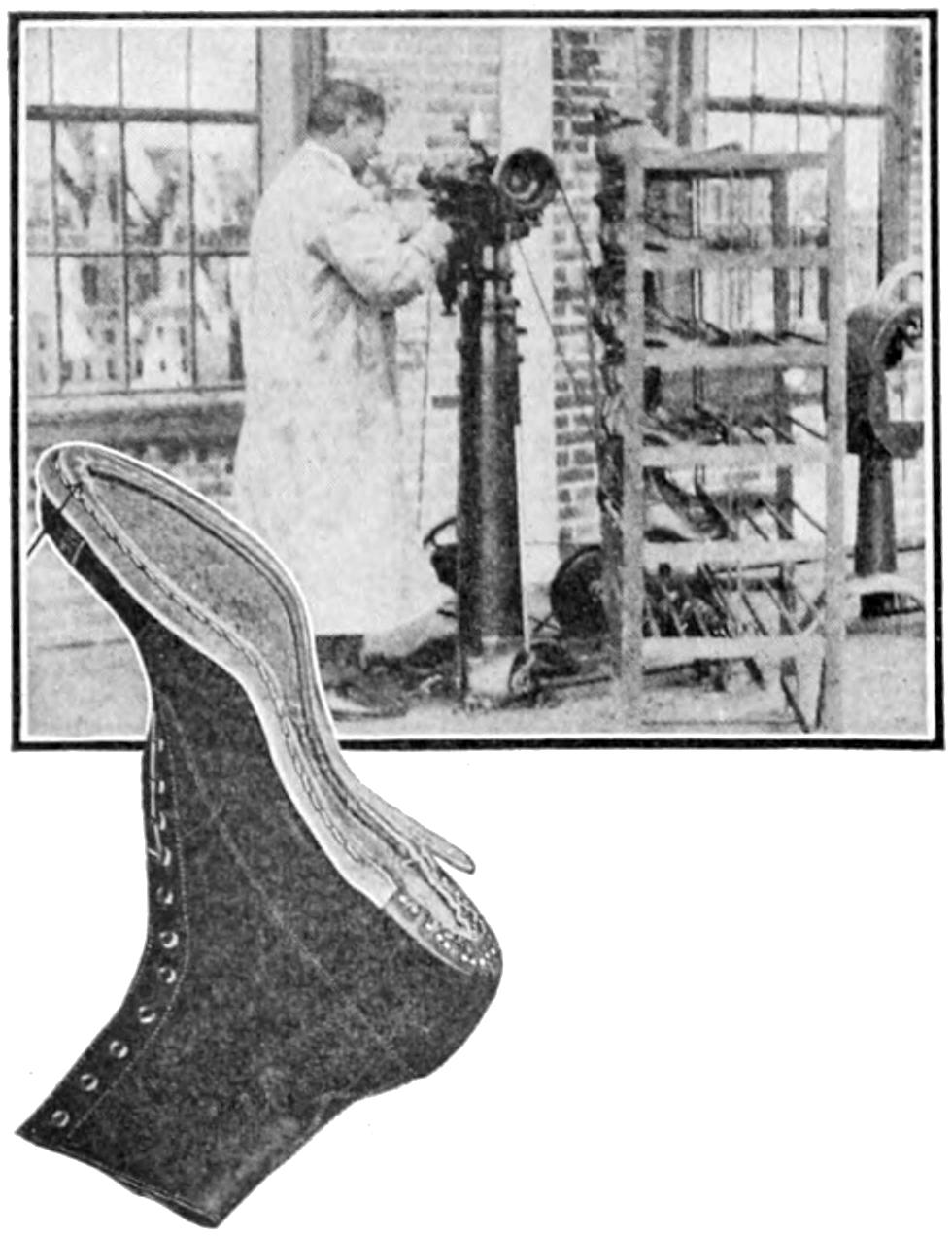
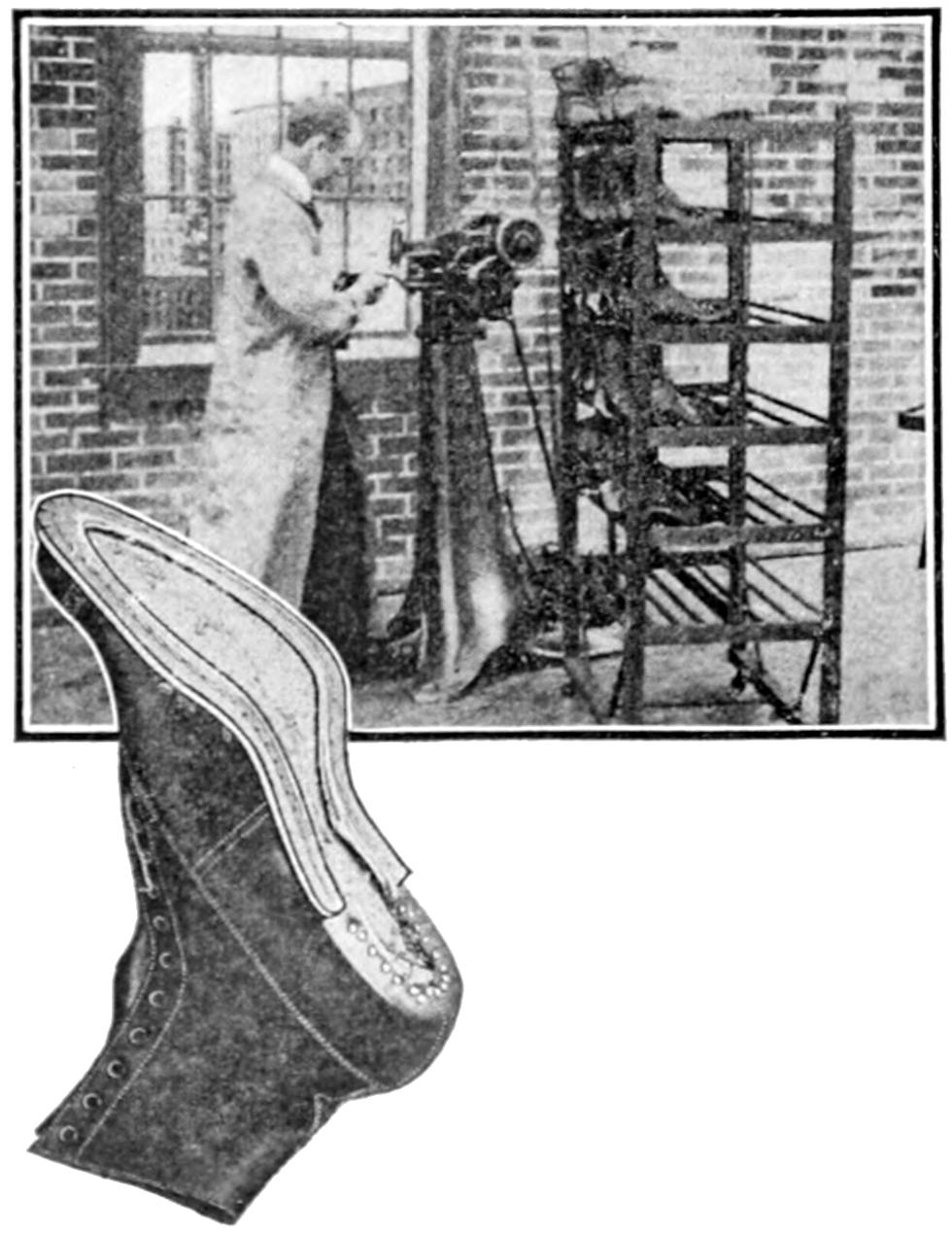
INSEAM TRIMMING MACHINE.
Trims shoe upper lining and lip of insole smooth down to stitches.
WELT BEATING AND SLASHING MACHINE
Beats welt so that it stands out evenly round edge of shoe.
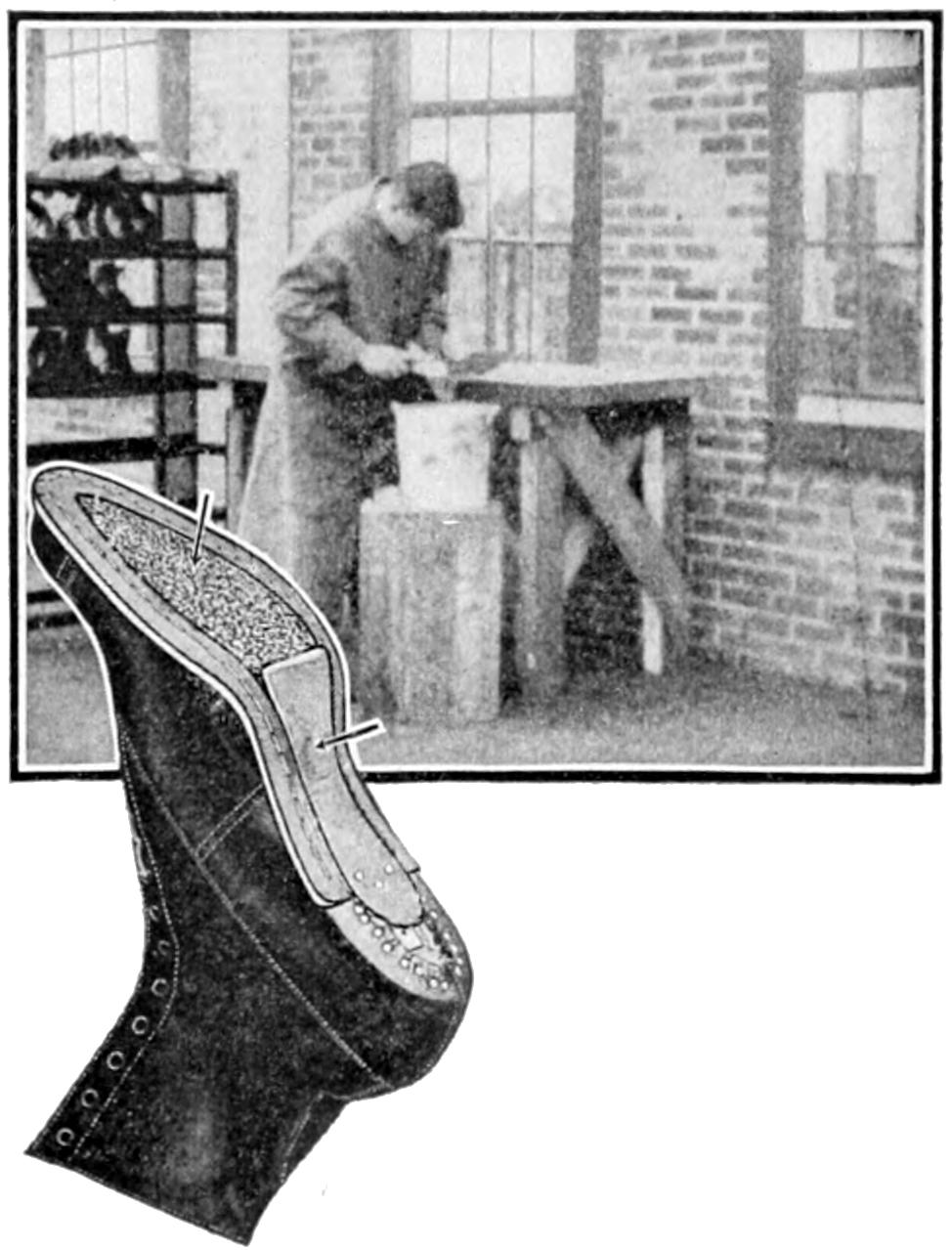
PLACING SHANK AND FILLING BOTTOM.
Workman tacks shank in place and fills bottom with ground cork and rubber cement.
At this stage the shoe is passed to the Universal Welt Beater, in which a little hammer vibrating very rapidly beats the welt so that it stands out evenly from the side of the shoe. As the leather is bent around the toe, it is the natural tendency of the welt to draw more tightly at that place, and this is taken care of by a little knife which the operator forces into operation, in the beating process, the toe is being taken care of, and it makes a series of little cuts diagonally along the edge of it. The insole and welt now receive a coating of rubber cement. This cement is contained in an air-tight tank and is applied by means of a revolving brush, which takes its supply of cement, as required, from a can.
In this way, an even coating of any desired thickness is given to the insole and welt. This machine has many advantages; the cement being closely confined in the tank, there is almost no waste in its use. Formerly, when this was done by hand, the waste through evaporation or lack of care on the part of the workman was very material.
The heavy outsole of the shoe also receives at this time proper attention. The flesh side of this sole, or the side next to the animal, receives a coating of rubber cement, and after it has dried slightly the operator of the Goodyear Improved Twin Sole Laying Machine[557] takes the work in hand. In this machine there is a rubber pad, or mould, which has been made to conform to the curve in the sole of the shoe. After placing the last on the spindle, which is suspended from the machine and hangs over the rubber mould, the outsole having been previously pressed against the bottom of the shoe, the operator by pressing the foot lever causes this arm to descend, forcing the shoe down into the mould, so that every portion of the sole is pressed against the bottom of the shoe and welt. Here they are allowed to remain for a sufficient length of time for the cement to properly set, the operation being repeated on a duplicate part of the machine, the operator leaving one shoe under pressure while he is preparing another.
MACHINES WHICH PUT THE SOLES ON SHOES
SOLE LAYING MACHINE.
Presses outsole to bottom of shoe where it is held by rubber cement.
ROUNDING AND CHANNELLING MACHINE.
Roughly rounds outsole and welt to conform to shape of last. Cuts small channel along edge for stitches.
The next operation is that of trimming the sole and welt so that they[558] will protrude a uniform distance from the edge of the shoe. This work is performed on the Goodyear Universal Rough Rounding Machine, which gauges the distance exactly from the edge of the last. It is often desired to have the edge extended further on the outside of the shoe than it does on the inside and also that the width of the edge should be considerably reduced in the shank of the shoe. This is taken care of with great accuracy by the use of this machine. The operator is able to change the width at will. By the use of this remarkable machine the operator is also enabled to make the sole of the shoe conform exactly to all others of similar size and design.

CHANNEL OPENING MACHINE.
Turns back lip of channel preparatory to stitching.
CHANNEL CEMENTING MACHINE.
Coats surface of channel so it may be laid to cover stitches.
The surplus portion of the leather is now trimmed off on the Heel-Seat Rounding Machine, and the channel cut by the knife on the Rough Rounding Machine is turned up so that it leaves the channel open. This is done by the Goodyear Universal Channel Opening Machine, in which a little wheel, turning very rapidly, lays the lip smoothly back.
SEWING THE SOLE
TO THE SHOE
The outsole is now sewed to the welt. This operation is performed on the Goodyear Outsole Rapid Lockstitch Machine, which is very similar in operation to the Goodyear Welt Sewing Machine used in sewing the welt to the shoe. The stitch, however, is finer and extends from the channel which was cut for it to the upper side of the welt, where it shows after the shoe has been finished. The lockstitch formed by this machine is a most durable one. Using a thoroughly waxed thread, it holds the outsole securely in place, even after the connecting stitches have been worn off. This is one of the most important machines in the shoemaking process. It is able to sew even in the narrow shank, where a machine using a straight needle could not possibly place its stitch.
The “Star Channel Cementing Machine—Model A” is again called into operation for the purpose of coating with cement the inside of the channel in which this stitch has been made. A special brush with guard is used for this purpose, and the operation is very quickly performed by the skilled operator.
After this cement has been allowed to set a sufficient length of time, the channel lip, which has previously been[559] laid back against the sole, is again forced into its former position and held securely in place by rubber cement. This work is done by the Goodyear Channel Laying Machine, in which a rapidly revolving wheel provided with a peculiar arrangement of flanges forces back into place, securely hiding the stitches from observation on this portion of the shoe.
MACHINES WHICH PUNCH THE SOLES OF SHOES
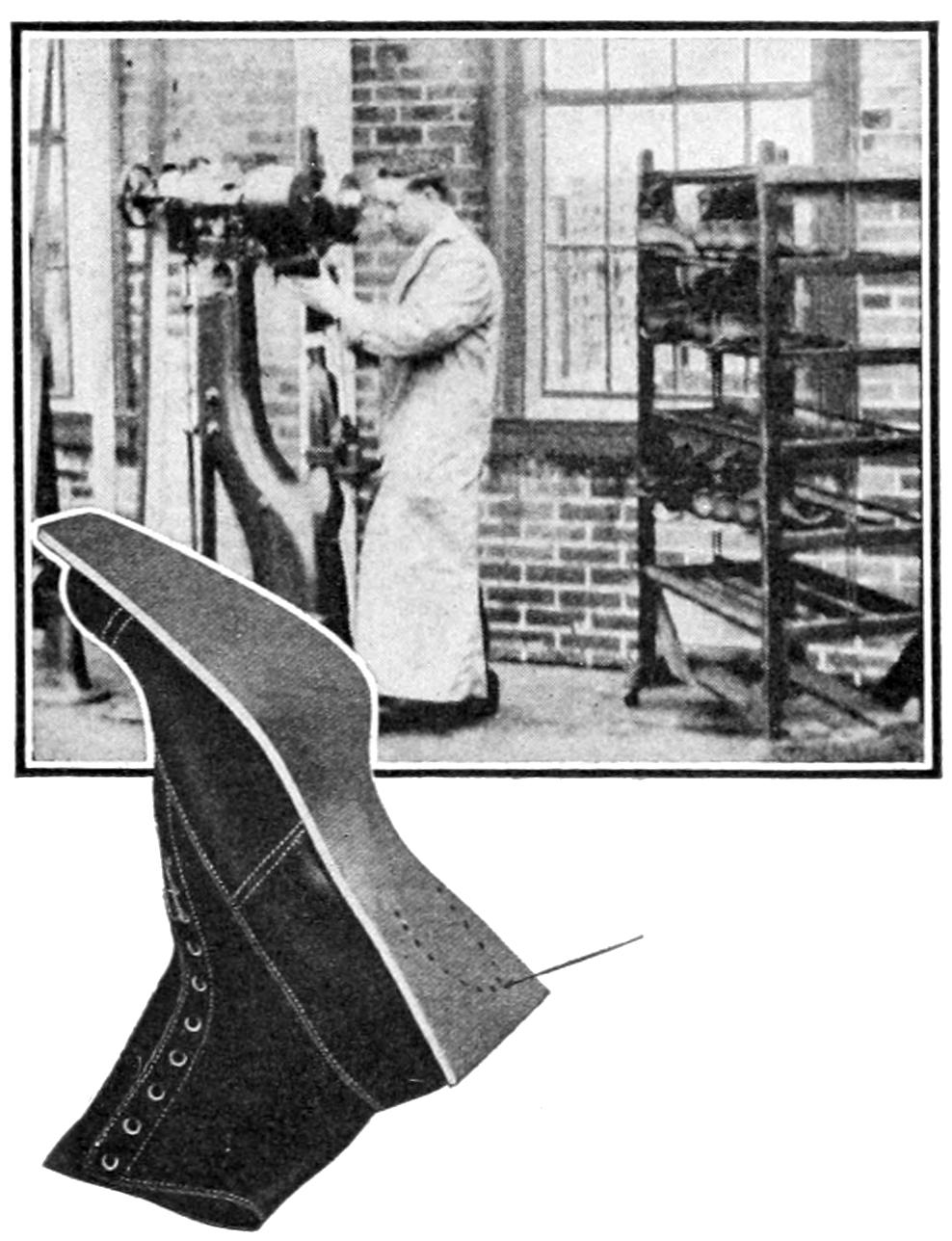
CHANNEL LAYING MACHINE.
Rubs channel lip down to cover stitches.
LOOSE NAILING MACHINE
Drives small nails which hold outsole in place at heel.
The next operation is that of leveling, which is performed on the Automatic Sole Levelling Machine—one of the most interesting used in the shoemaking process. This is a double machine provided with two spindles, on one of which the operator places a shoe to be levelled. It is securely held by the spindle and a toe rest, and on the operator’s pressing a foot lever, the shoe passes automatically beneath a vibrating roll under heavy pressure. This roll moves forward with a vibrating motion over the sole of the shoe down into the shank, passes back again to the toe, then cants to the right, and repeats the operation on that side of the shoe, returning to the toe and canting to the left, repeating the operation on that side; after which the shoe automatically drops forward and is relieved from pressure. This rolling motion removes every possibility of there being any unevenness in the bottom of the shoe, and while one shoe is under pressure the operator is preparing a second one for the operation.
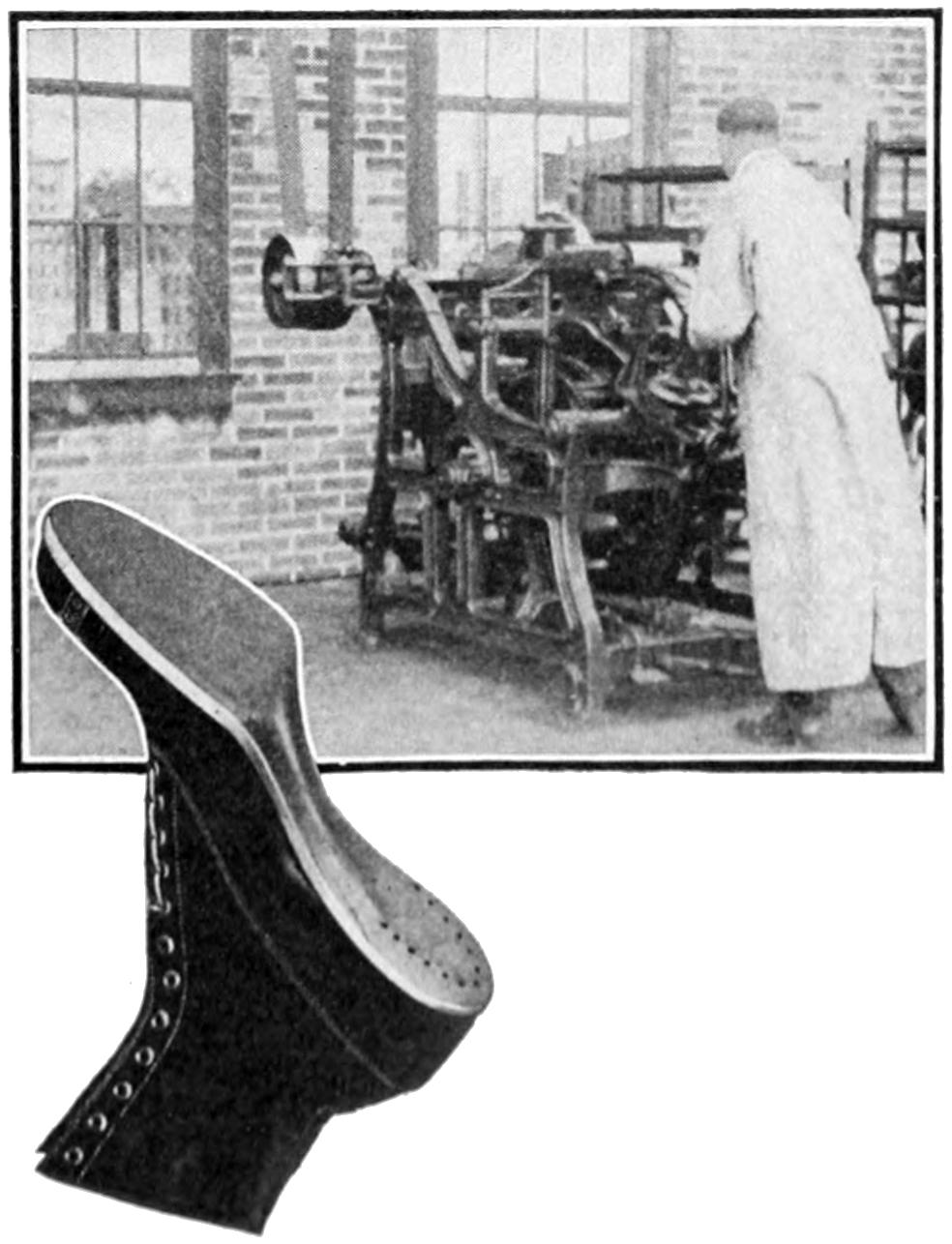
AUTOMATIC LEVELLING MACHINE.
Rolls out any unevenness in soles.
[560]
HOW THE HEEL OF A SHOE IS PUT ON
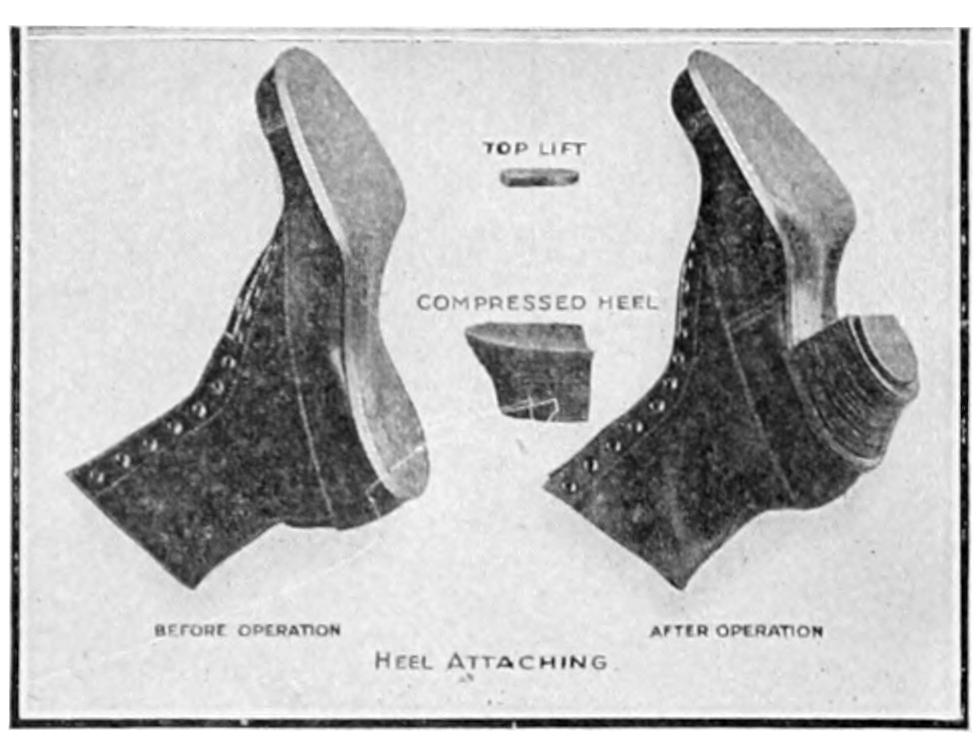
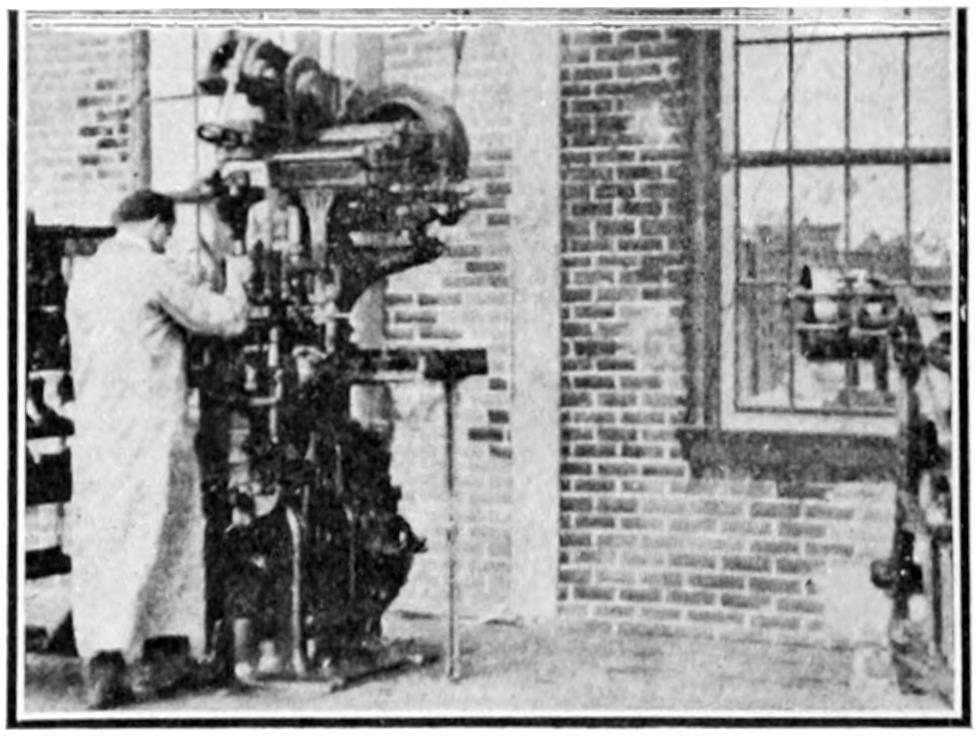
WORK PERFORMED BY HEELING MACHINES.
TOP LIFT
COMPRESSED HEEL
BEFORE OPERATION AFTER OPERATION
Heel Attaching
AUTOMATIC HEEL LOADING AND ATTACHING MACHINE.
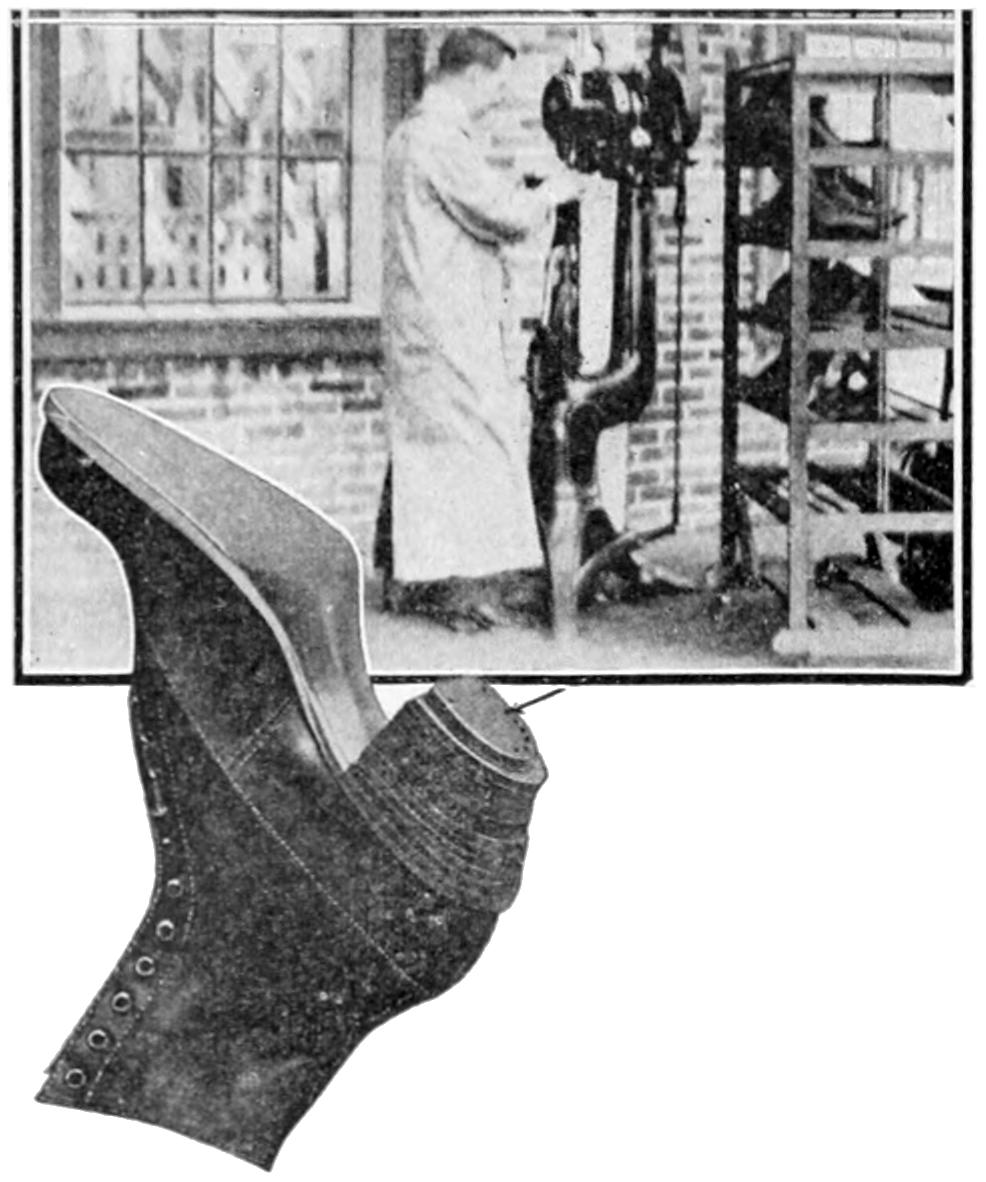
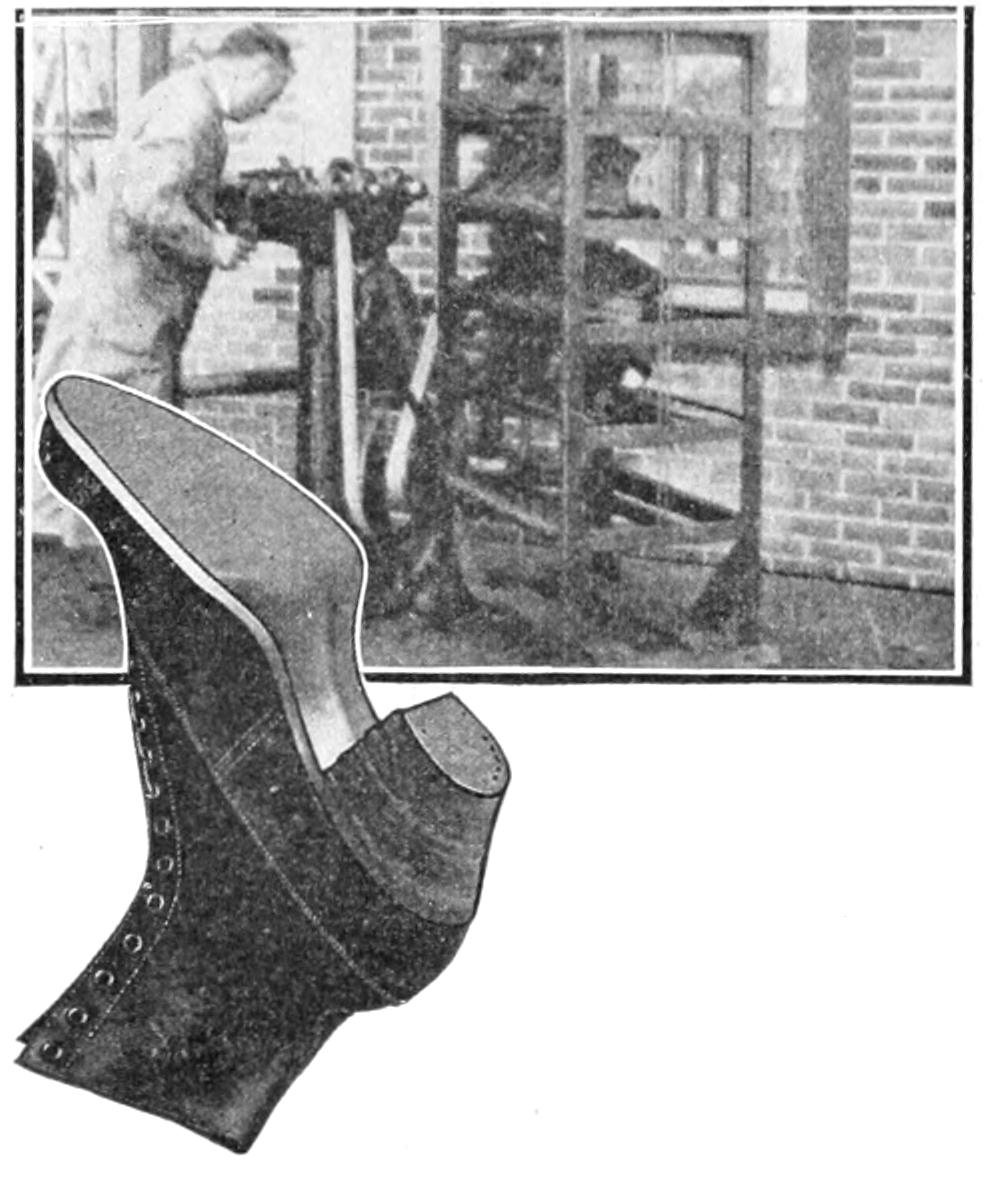
SLUGGING MACHINE.
Drives small pieces of ornamental metal which protect the heel.
HEEL TRIMMING MACHINE.
Trims rough lifts of heel to desired shape.
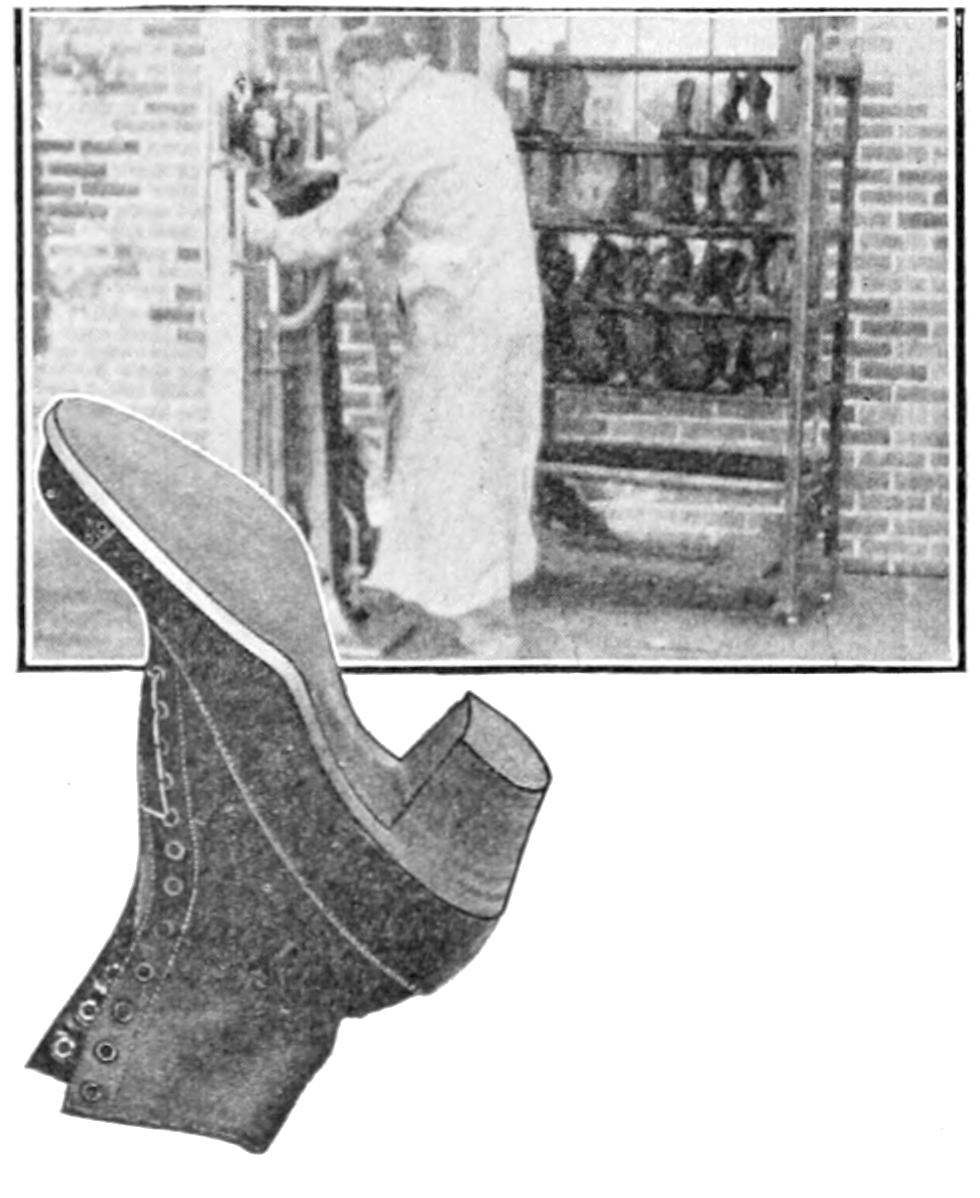
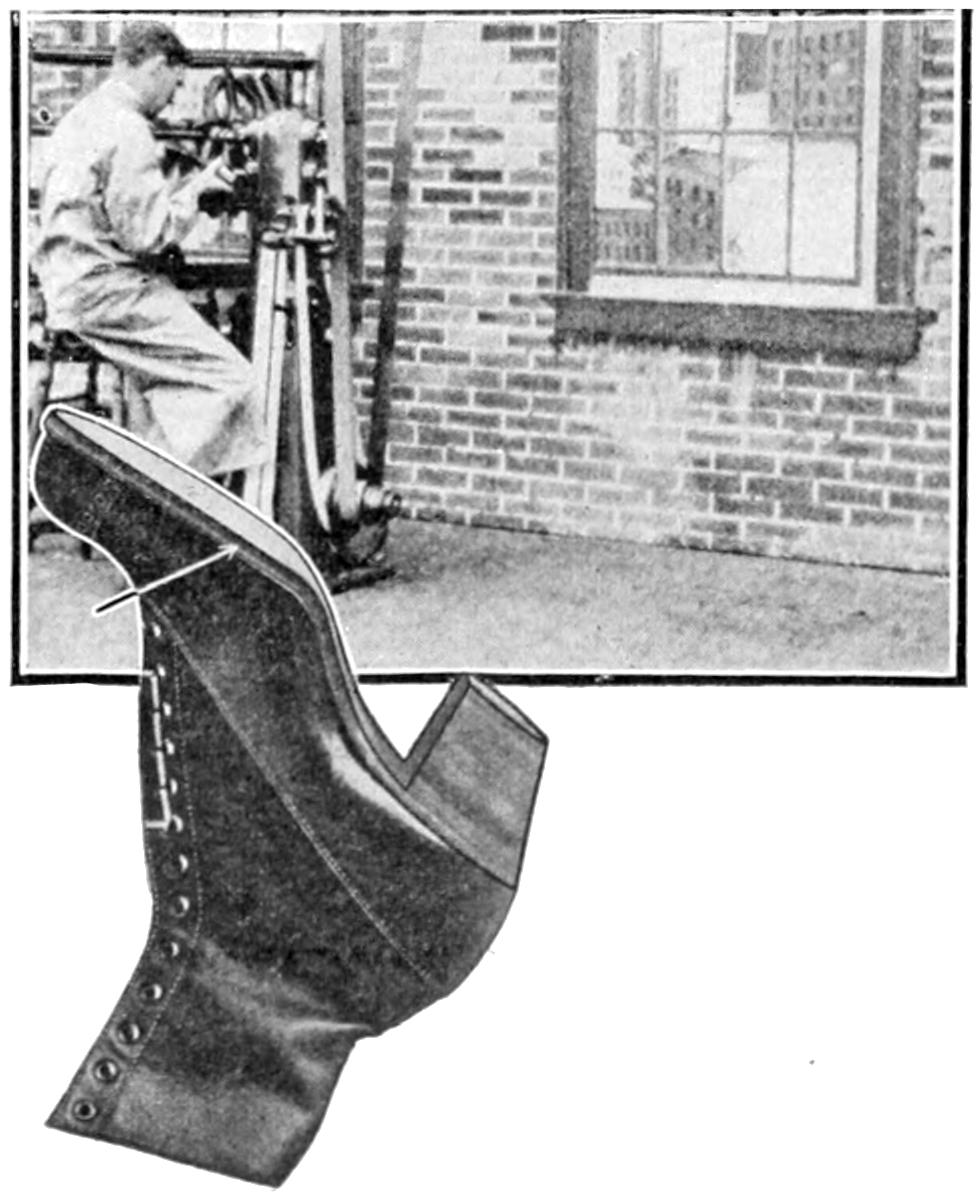
HEEL BREASTING MACHINE.
Cuts the breast of the heel to correct angle and curve.
EDGE TRIMMING MACHINE.
Trims edge of outsole smoothly.
[561]
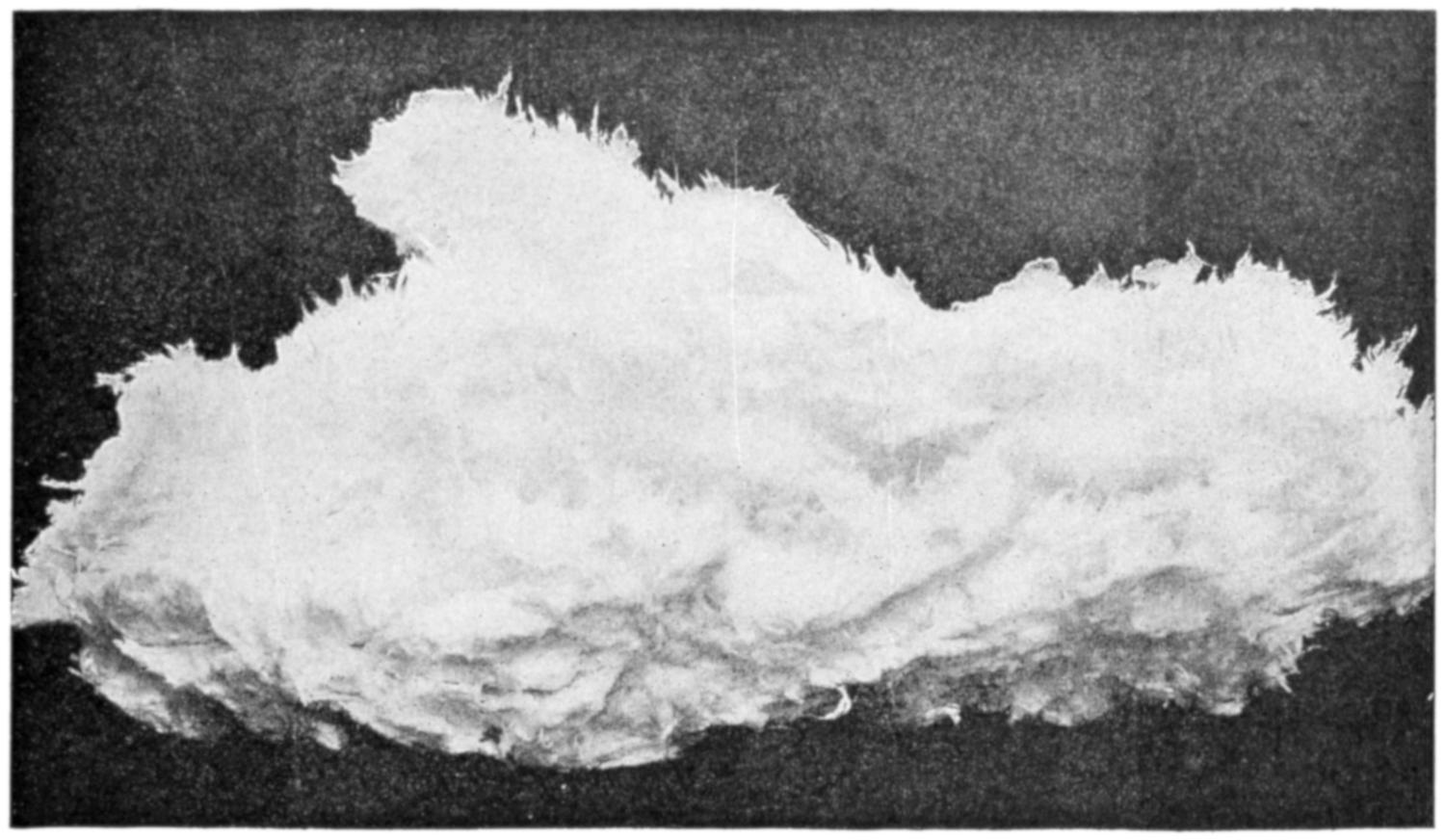
A LUMP OF PULP.
Paper such as found in this book is made from trunks and limbs of trees.
The use of good fibers in book paper is a guarantee of quality and durability. The above illustration represents a lump of this pulp prepared for the beaters.
Egyptians were the first people to make what would today be called paper. They made it from a plant called papyrus and that is where the name comes from.
This plant is a species of reed. The Egyptians took stalks of reed cut into as thin slices as they could, laid them side by side; then they arranged another layer on top with the slices the other way and put this in a press. When dried and rubbed until smooth, it made a kind of paper, which could be written upon.
One of the first substances used for making the kind of paper we have today was cotton. Paper was made from cotton about 1100 A. D. From this thin cotton paper our present papers are a development, i.e., paper today is largely made of vegetable fibers. Vegetable fibers consist mostly of cellulose surrounded by other things which hold the short vegetable fibers together.
The fibers best adapted for making paper are those of the cotton and flax plants, and while the uses of paper were few, no other material was needed when it was once learned that cotton and linen fibers would do for making paper. All we had to do was to save all the old rags and sell them to the paper man.
In making paper from rags, the rags were allowed to rot to remove the substances that incrust the cellulose, and then beaten into a pulp, to which a large quantity of water was added. This pulp was put into a sieve, until the greater part of the water had been drained off by shaking, and the fibers remaining formed a thin layer on the bottom of the sieve. This layer of fiber was put into a pile with other similar[562] layers, and the whole pile was placed under a press, where more of the water was removed. When they were dry, we had a very fair kind of paper which was, however, not much better than blotting paper and could not be written on with ink because it was loose in texture and very absorbent.
To give it good writing surface it was necessary to fill the pores. This was done by sizing which gave the paper great firmness. Paper was sized by drawing the layers of paper through a solution of alum and glue, or some similar substances, and then drying them, then finally passed between highly polished rollers to iron it. This gave it the necessary smooth hard surface.
In the modern method of making rag paper by machinery, the rags are boiled with caustic soda, which separates the cellulose fibers, and placed in a machine in which rollers set with knives tear the rags to pieces and mix them with water to form a pulp. This is called a breaker. The pulp is then bleached with chloride of lime, and is passed on to the sizing machine. This machine mixes the pulp with alum and with a kind of soap, made from suitable resins which serves the purpose better than glue.

NOT A WOOD YARD BUT THE OUTSIDE OF A PAPER MILL.
This shows the great piles of trunks and limbs of trees near a wood pulp paper mill used in making paper for newspapers, books, magazines, etc.
The pulp, which is now ready to be made into paper, is poured out upon an endless cloth made of fine brass wire. This cloth travels constantly in one direction, by means of rollers, and is given at the same time a sort of vibratory motion, to cause the paper fibers to become more closely felted together. On the wire cloth web are usually woven words, or designs, in wire, that rise above the rest of the surface. These are transferred to the paper, and are called water marks. The machine then winds the finished paper into rolls, so that it may be handled conveniently.
HOW PAPER IS NOW
MADE FROM WOOD
During the past few years the uses for paper have increased so greatly that there have not been enough rags available to meet the demand for material, and a successful effort was made to find other material from which paper could be made. Many fibers were tried before it was found that wood pulp could be used. Straw and esparto grass, a plant that grows wild in North America, were found to yield cellulose having the desired qualities and were used to some extent. But the problem was solved when it was learned that pulp made[563] from trunks and limbs of trees would serve even then. At first the powder formed by grinding up logs was used, but the paper produced was not strong, and could be used for very few purposes.
GREAT FORESTS TURNED INTO PAPER
PAPER TREES.
This picture shows the trees as they grow in the woods. These trees are good for making paper. Your morning paper, may some morning be printed on what is left of one of these trees.
It was discovered finally that if wood shavings were boiled in strong solutions of caustic soda, in receptacles that would withstand very high pressure, the wood fibers were separated, and a very good quality of cellulose for paper manufacture produced, provided it was bleached before being made into paper, and most of our paper to-day is, therefore, made of wood.
Later on this process gave way to the sulphite process. In the sulphite process, a solution of sulphite of lime is used. Acid sulphite of lime results when the fumes from burning sulphur are passed through chimneys filled with lime. By this process the separation of the fibers and the bleaching are done at the same time and an even whiter paper making material is obtained.
The sulphite process is now used almost exclusively in making paper from wood.
GRINDING ROOM.
In this picture we see how the trees are first cut into smaller chunks before being reduced to chips for making pulp.
The discovery of the process of making paper from wood has led to the use of paper for many purposes for which it could otherwise never have been used. The wood pulp is also used in the form of papier-mâché, a tough, plastic substance, which is made by mixing glue with it, or by pressing together a number of layers of paper having glue between. Papier-mâché can easily be molded into almost any form, and after drying forms a very tough substance and one that will stand rough usage. It has been employed for making dishes, water baskets and utensils of many other kinds, for making the matrices for and from electrotype plates, for car wheels, and many other purposes.
[564]
WHERE THE INGREDIENTS FOR MAKING PAPER ARE MIXED
MIXING ROOM.
The wood fiber must be mixed with other ingredients when paper is made from it. This shows a corner of the large electro-chemical department for the production of bleach and soda used in the preparation of rag and wood fibres.
THE WATER SUPPLY.
A good deal of water is needed in making paper. From twelve to fifteen million gallons daily are drawn from the river and filtered through this plant in Maine; clean paper of bright color being dependent upon the use of pure water.
[565]
BEATING THE INGREDIENTS FOR MAKING PULP
BEATER ROOM.
The ingredients for making paper are first mixed thoroughly in machines called “beaters” before going to the paper making machines. The operation of beating is one of the most important in paper making.
THE PAPER COMING OFF IN ROLLS.
As the paper progresses through the machines, it passes over a long series of heated cylinders, drying and hardening the stock until it reaches the finished end. This illustration shows a web 135 inches wide being cut into two rolls. The air pressure in the machine room is slightly greater than the atmospheric pressure outside, preventing dust from entering.
[566]
GREAT PAPER-MAKING MACHINES IN OPERATION
PAPER MAKING MACHINES.
In the foreground is the so-called wet end showing the vats in which the liquid pulp, about 98 per cent water, is pumped. It is screened and then flows on to an endless wire web beyond, where the free water is taken out by drainage and by suction boxes.
[567]
PUTTING THE PRINTING SURFACE ON THE PAPER
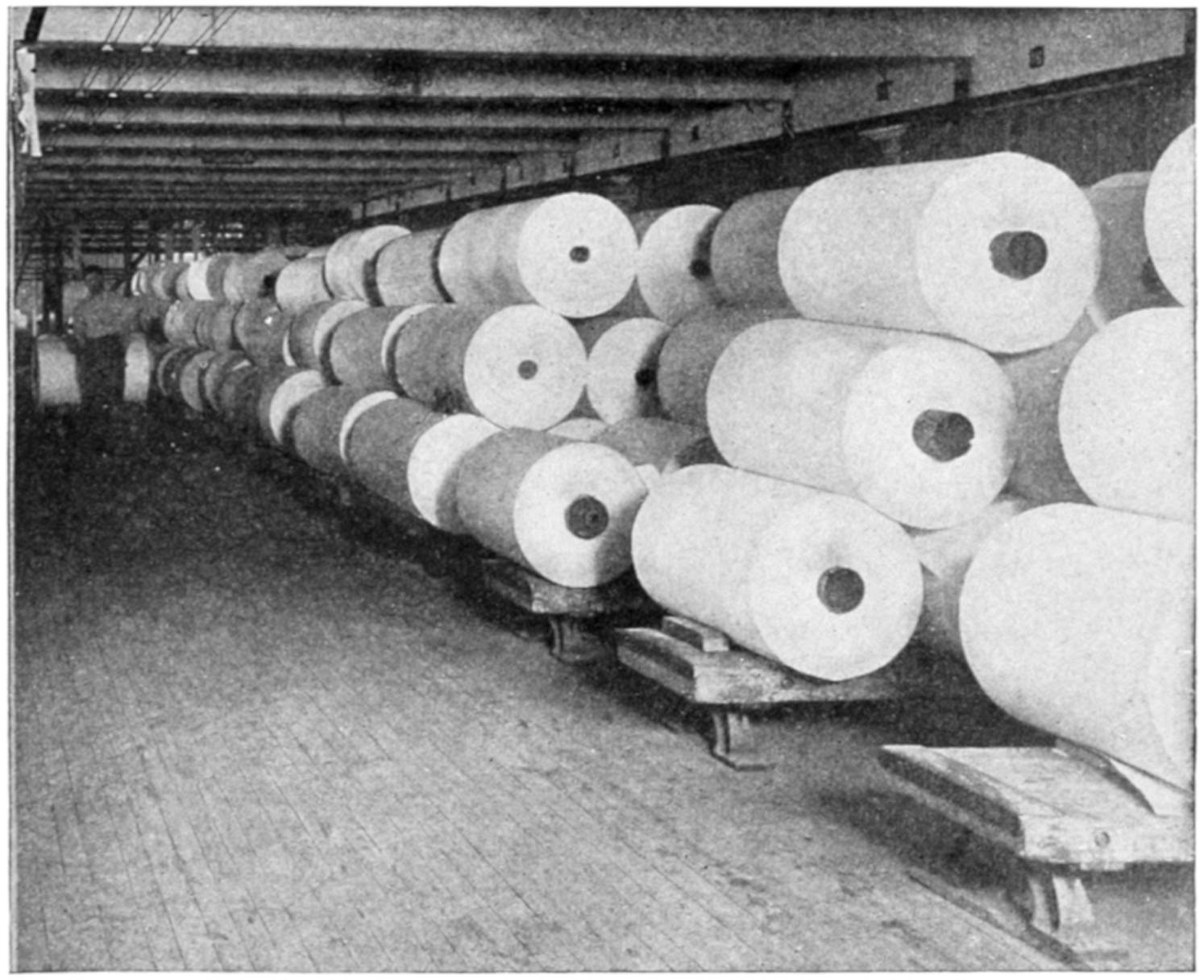
PAPER STOCK.
A large amount of stock of paper mills. This paper is seasoned by holding it in stock and will be later given such surface as is called for.
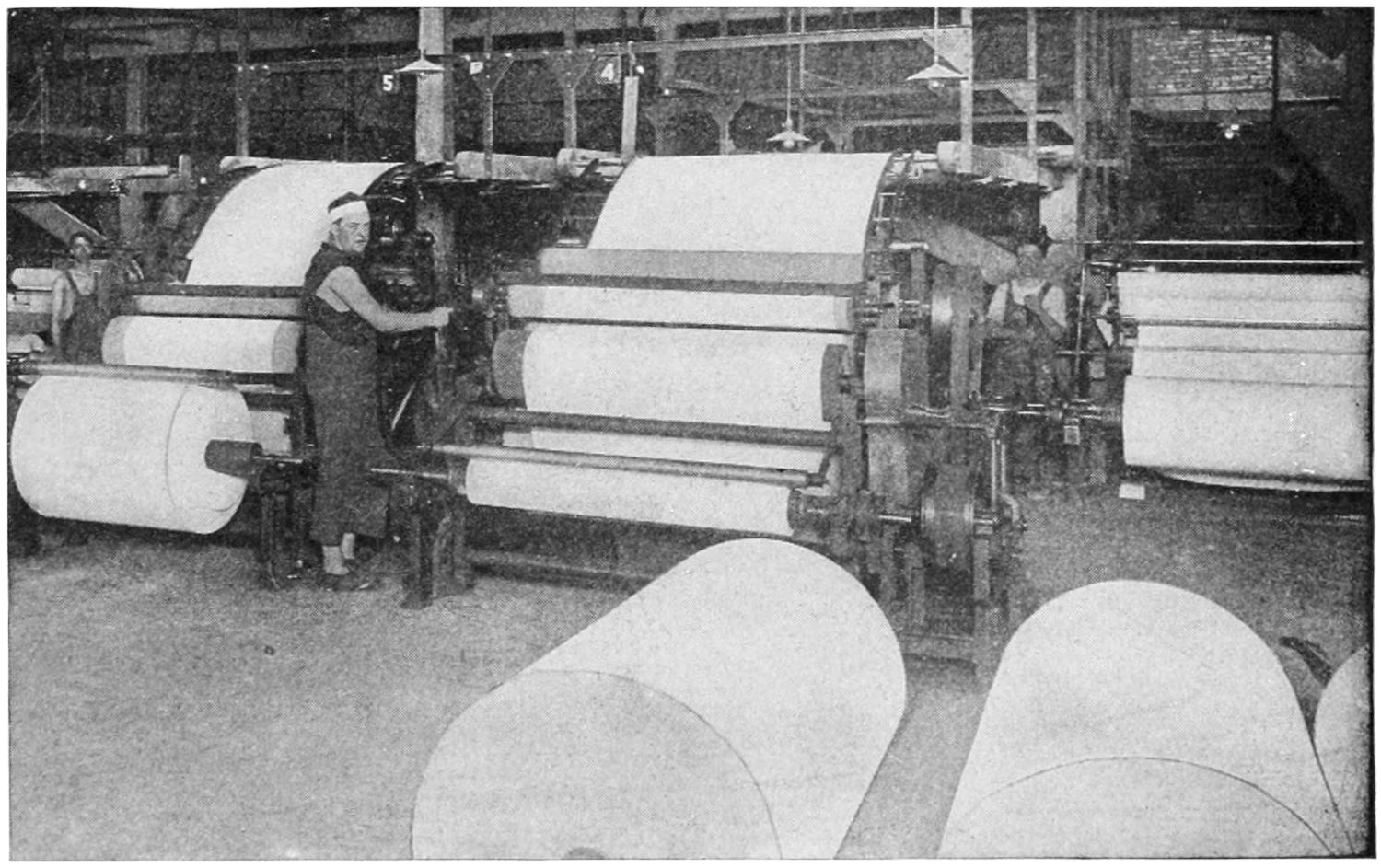
COATING MACHINES.
Where the paper passes through a bath of coating mixture to a long drying gallery at the end of which it is rewound preparatory to being given the highly finished surface on the calendaring machine.
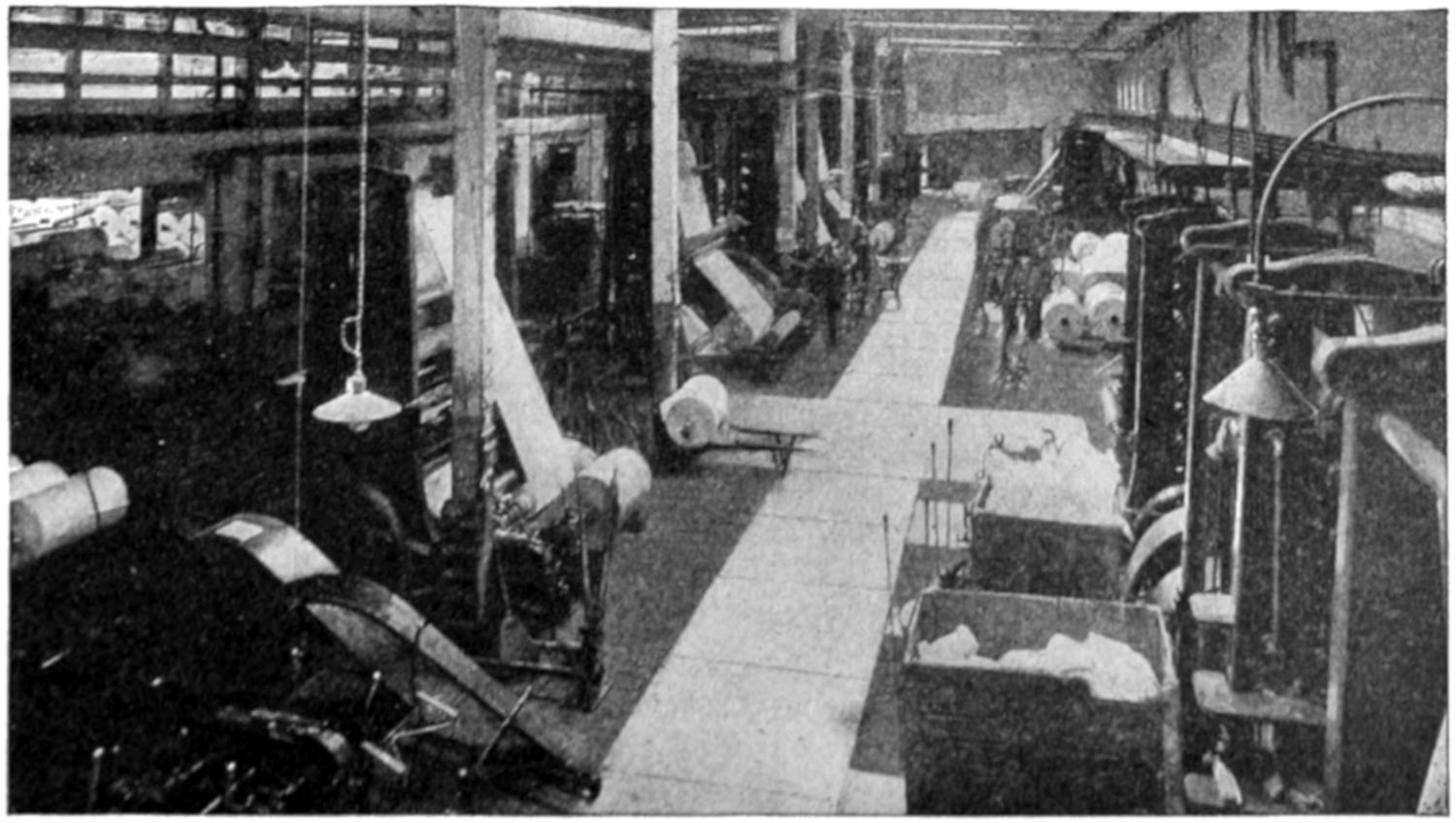
A section of Finishing Room department where paper is passed through alternating compressed fiber and steel rolls giving it the surface required for different classes of printing. The paper on which the Book of Wonders is printed has a highly finished smooth surface so that the pictures will come out clear.
[568]
WHERE THE PAPER IS CUT IN SHEETS
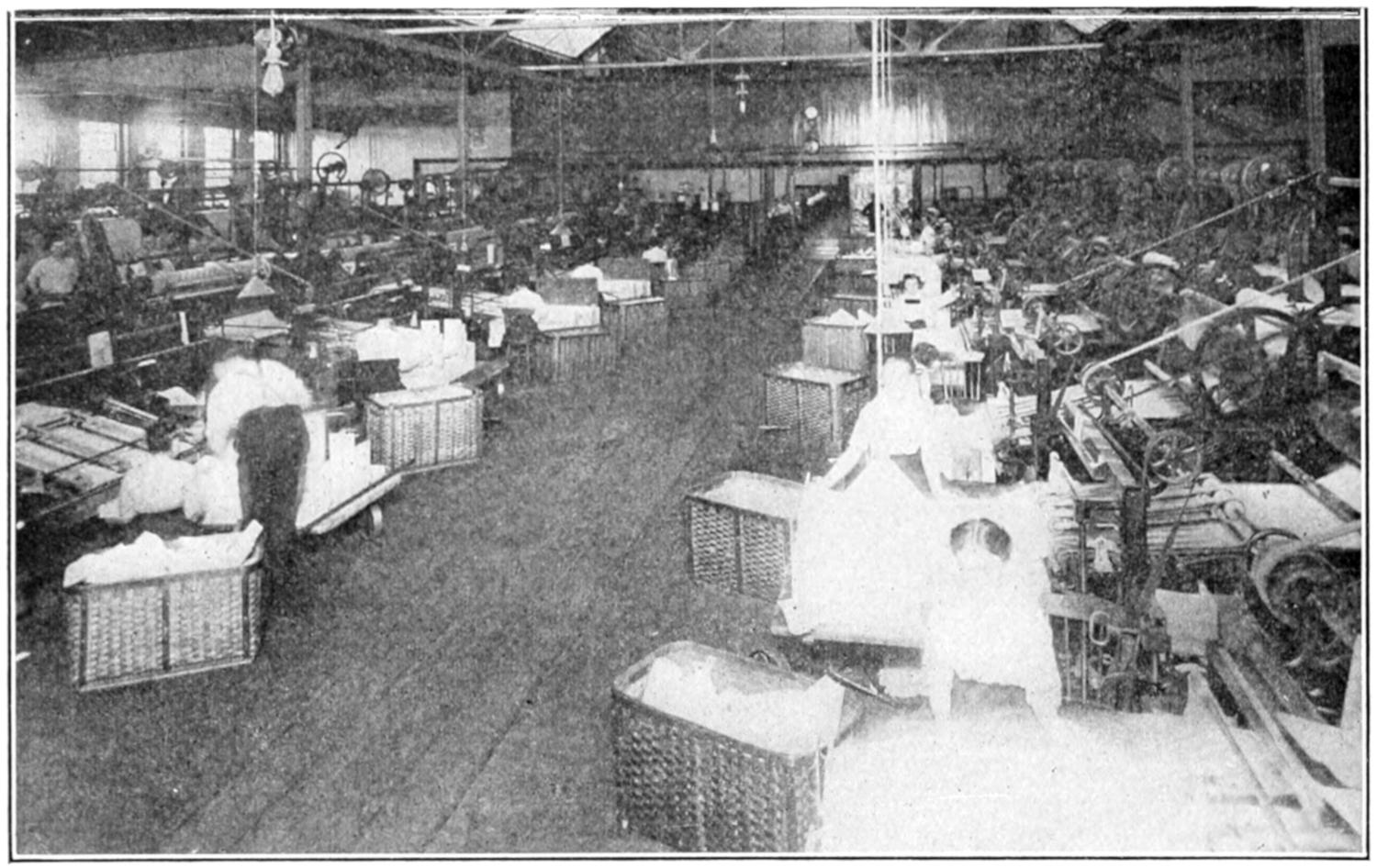
The finished rolls of stock pass through rotary cutters which produce the sheets of various required sizes. The paper in the Book of Wonders was cut in sheets 41x55 inches, thus making it possible to print 32 pages on each side of each sheet.
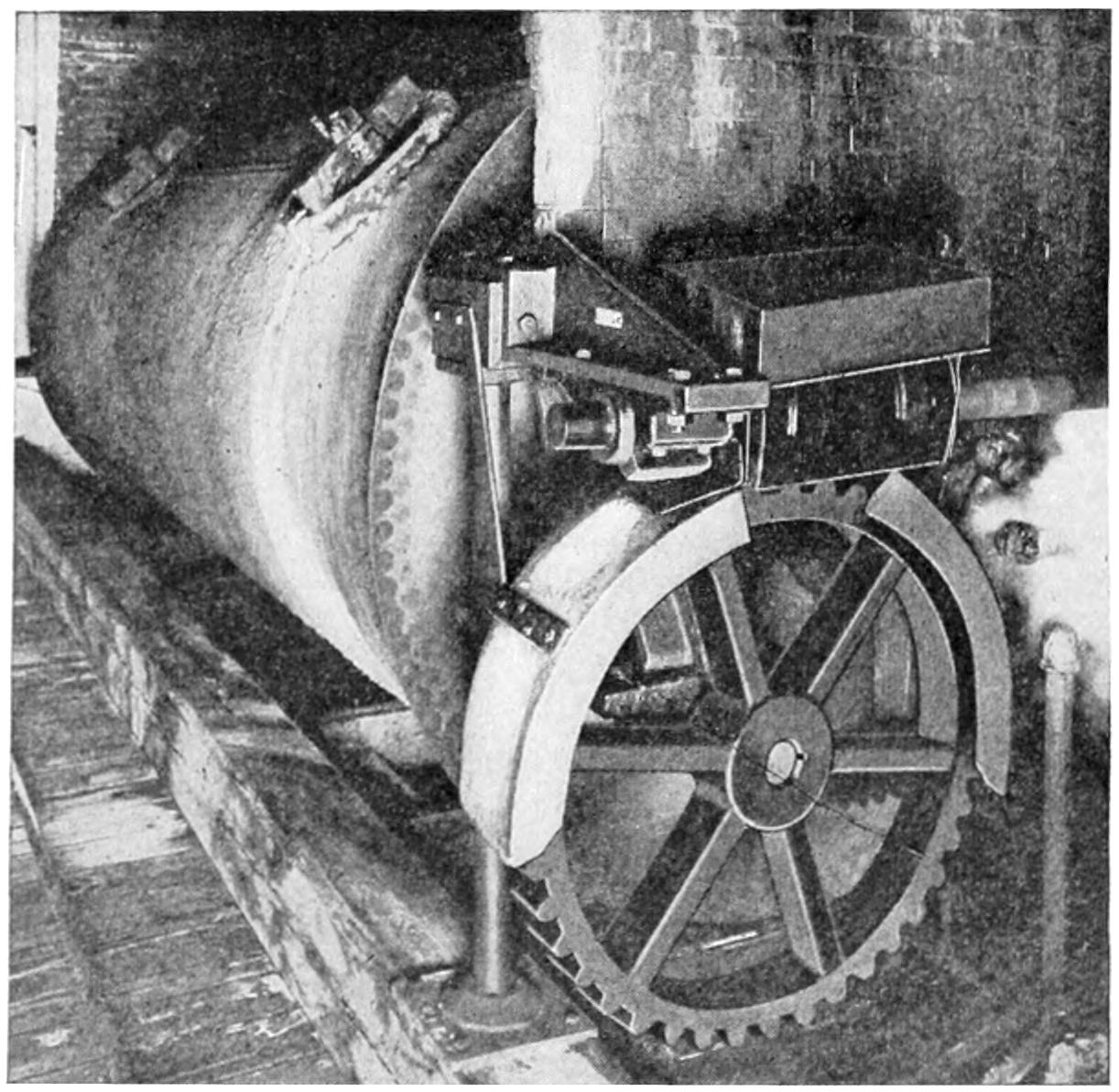
Rotary Boiler for cooking rags or wood in making pulp for use in manufacture of paper.
Illustrations showing manufacture of paper by courtesy of S. D. Warren & Co.
[569]
HOW THE PRINTED TYPE OF THIS BOOK WAS SET
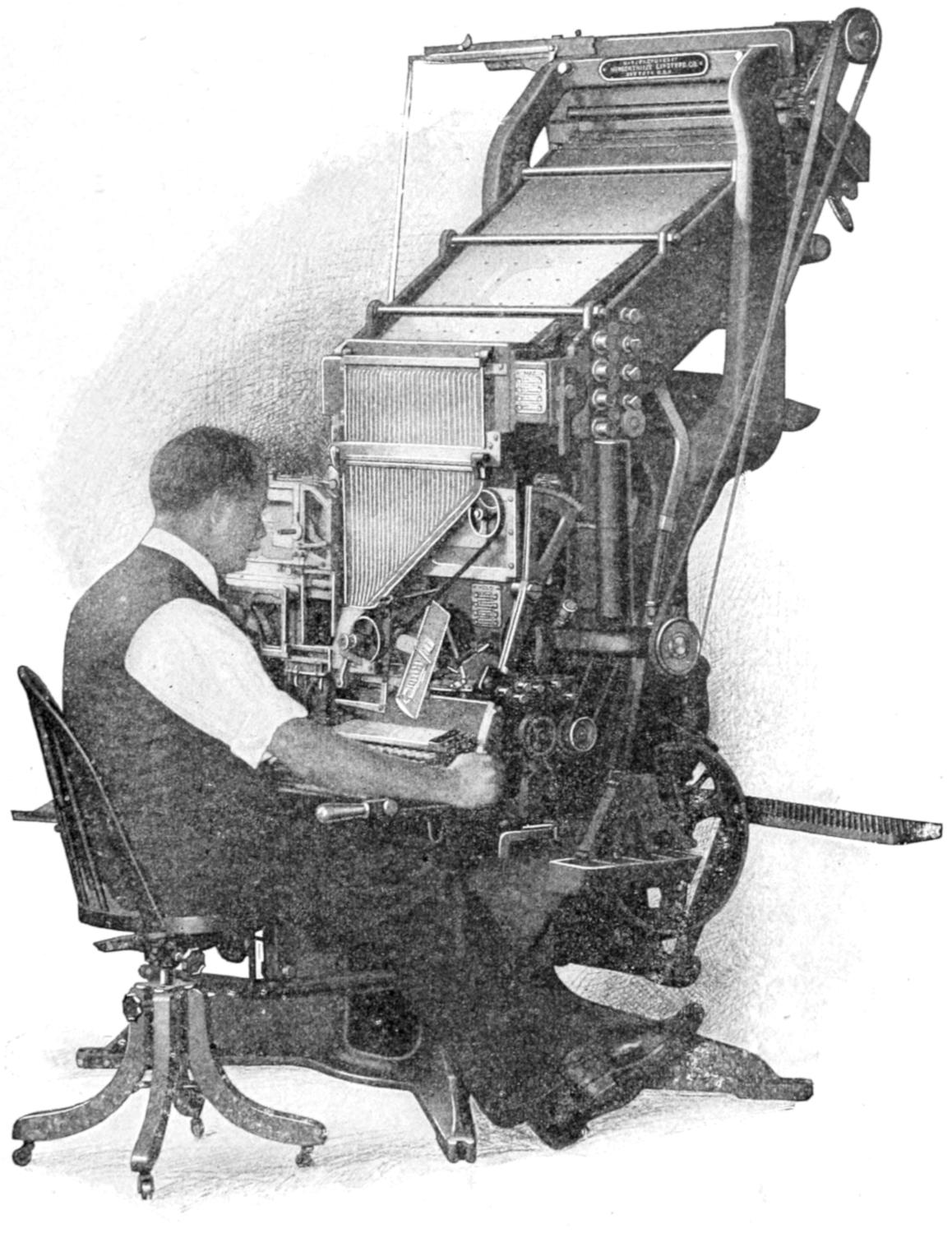
This picture shows the wonderful Linotype machine by which the type of this book was “set,” as the printers say. The men who operate the machine are compositors. Originally the type matter of books was set by hand and the compositor composed in type what the author of the book had written. By pressing down on the keys which you see in the picture, the compositor sets the words in lines of metal. This machine is almost human. By touching the proper keys, the operator assembles a line of matrices the details of which are explained in another picture, and after this is done the machine automatically casts a slug from them, turns and delivers a slug into a galley ready for use and finally distributes the matrices back into their respective channels in the magazine, where they are ready to be called down again, by the touch of the key button. The latest model linotype has four magazines and can be equipped with matrices which when assembled will cast lines in from six to twelve different sizes and styles of type.
The assembling mechanism is the only part of the linotype where the human mind is applied to the working of the machine. It is necessary for the eye to read what is to be printed, and the mind, through the medium of the fingers, to translate this into assembled lines of matrices; after that the machine acts automatically.
[570]
THE LINOTYPE—FOUR MACHINES IN ONE
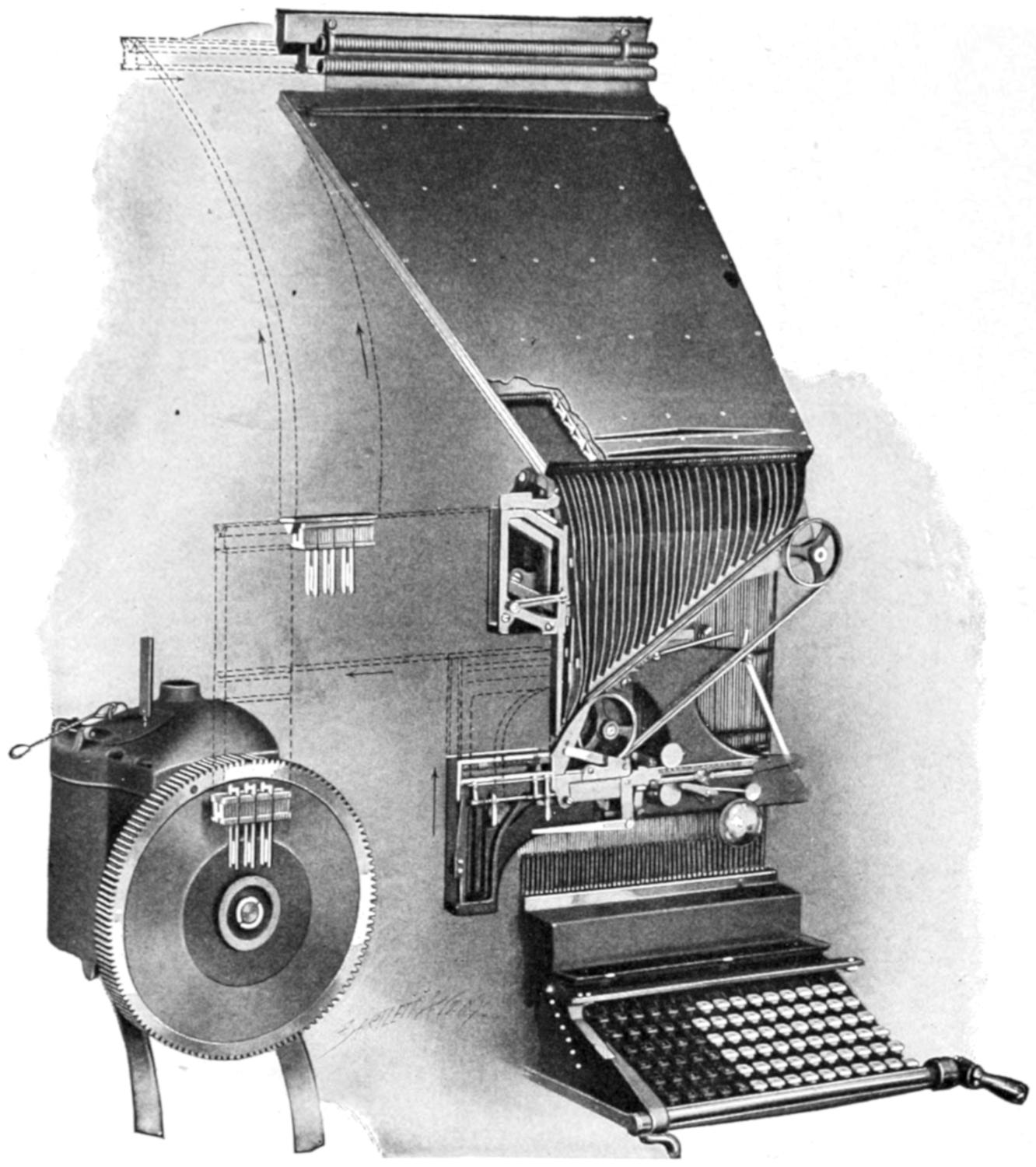
The keyboard is made up of 90 keys, which act directly on the matrices in their channels in the magazine. The slightest touch on the keybuttons releases the matrix, which drops to the assembler belt and is carried swiftly to the assembler. When a word is assembled, the spaceband key is touched and a spaceband drops into the assembler. When the necessary matrices and spacebands to fill the line have been assembled, the operator raises the assembler by pressing a lever on the side of the keyboard. When the assembler reaches its highest point it automatically starts the machine and the matrices are transferred to the casting position.
This illustration shows the manner in which matrices are constantly circulated in the Linotype. From the magazine they are carried to the assembler, then passed to the mold, where the line is cast, and from the mold after casting they are raised to the top of the machine and redistributed to their proper channels in the magazine.
The Linotype is sometimes called a typesetting machine, but this is not correct: it does not set type. It is a substitute for typesetting. It is strictly speaking a composing machine, as it does composition but its product is not set type, but solid slugs in the form of lines of type with the printing face cast on the edge.
It is in reality four machines so arranged that they work together in harmony—the magazine, the assembling mechanism, the casting mechanism and the distributing mechanism. The magazine is at the top of the machine sloping to the front at an angle of about 31 degrees, and consists of two brass plates placed together with a space of about five-eighths of an inch between. The two inner surfaces are cut with 92 grooves or channels running the up and down way of the magazine, for carrying the matrices. The matrices slide down these channels on edge, with the face or punched edge down, and the V-end extending toward the upper part of the magazine. Each of these channels will hold twenty matrices.
[571]
LITTLE PIECES OF BRASS WHICH PRODUCE SOLID TYPE
ONE-LETTER AND TWO-LETTER MATRICES.
Linotype matrices are made of brass. In the edge of each matrix is either one or two letters or characters in intaglio. The thickness of the individual matrices is dependent on the width of the character. By an ingenious arrangement either one-letter or two-letter matrices can be used in the same machine, and either character on a two-letter matrix can be used at will.
The two-letter matrix bears two characters, one above the other, one of which may be a Roman face and the other an italic, small capital, or black face. If a line is to be composed partly of the Roman face, which is in the upper position on the matrix, and partly of the other face, which is in the lower position, this is accomplished by means of a slide on the assembler operated by a small lever.
When the lower characters on the matrices are required, the slide is shifted and the matrices are arrested at a higher level, so that the lower characters align with the upper characters of the other matrices in the assembler. When the slide is withdrawn the matrices are assembled at the lower level. By means of this simple contrivance, a line may be composed partly of one face, partly of the other face, or entirely of either face.
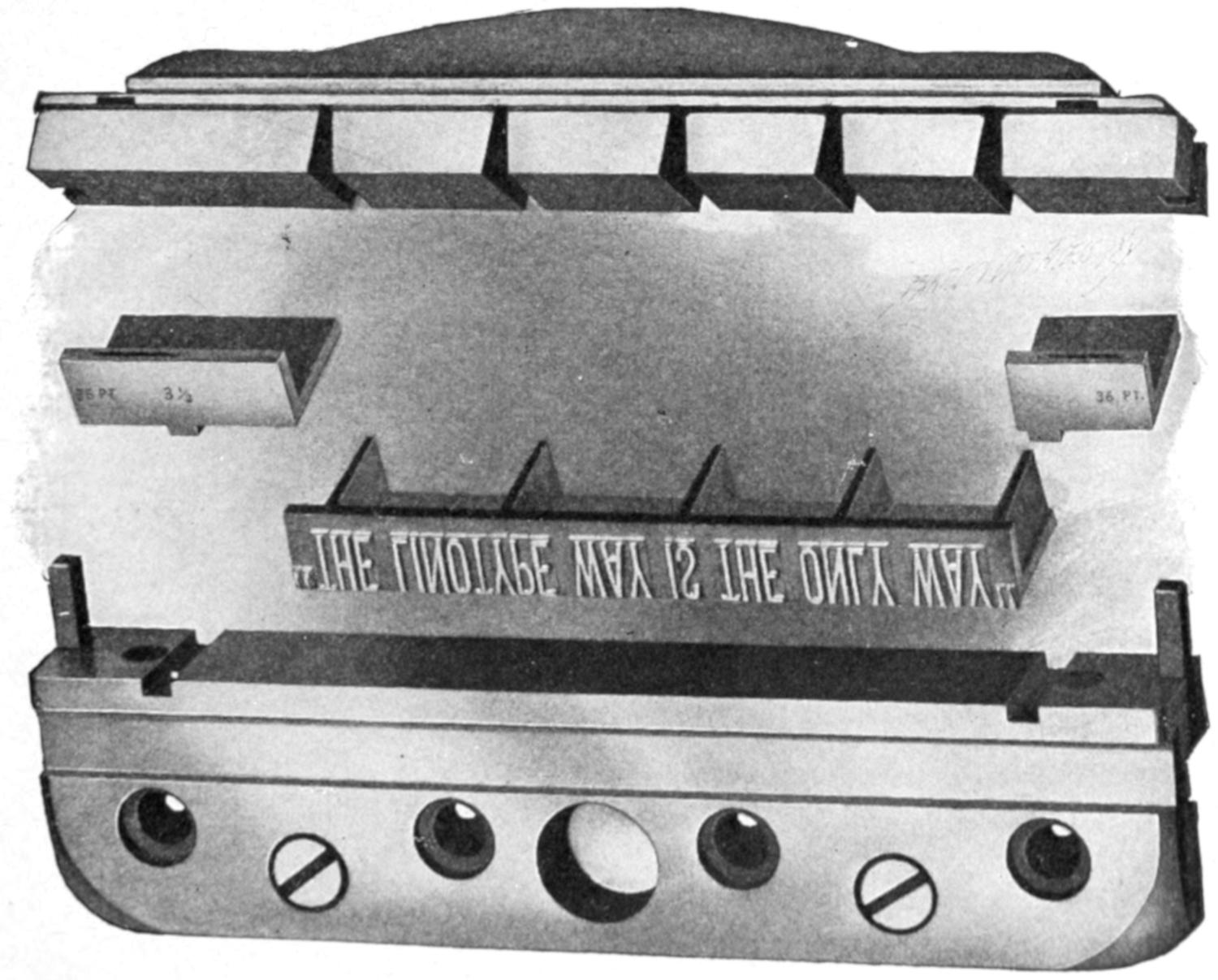
THIS SHOWS HOW THE HEADINGS ARE MADE IN CAPITALS OF DIFFERENT TYPE.
Linotypes are guaranteed to be capable of setting above 5000 ems of 6 point per hour, and this output is widely obtained in commercial printing offices with first class operators. When a compositor speaks of the amount of type he sets per hour or day he speaks of “ems.” A column of type matter is so many “ems” wide. The term “em” means the square of the particular size of type that is being set. Thus if a column is said to be 13 ems wide it means that an em quad or square, could be set 13 times in the width of the column. Type is graded according to size by points. Machine type for book work runs from 5 points to 12 points. A point is one seventy-second of an inch, that is, there are 72 points to an inch. This guarantee, however, by no means indicates the limit of speed at which the machine can be operated, as evidenced by records of 10,000 to 11,000 ems per hour maintained for an entire day. The rapidity of the Linotype is limited only by the ability of the operator to manipulate the keys, and the extreme capacity of the machine has never yet been attained.
[572]
HOW THE LINOTYPE MAKES SOLID TYPE
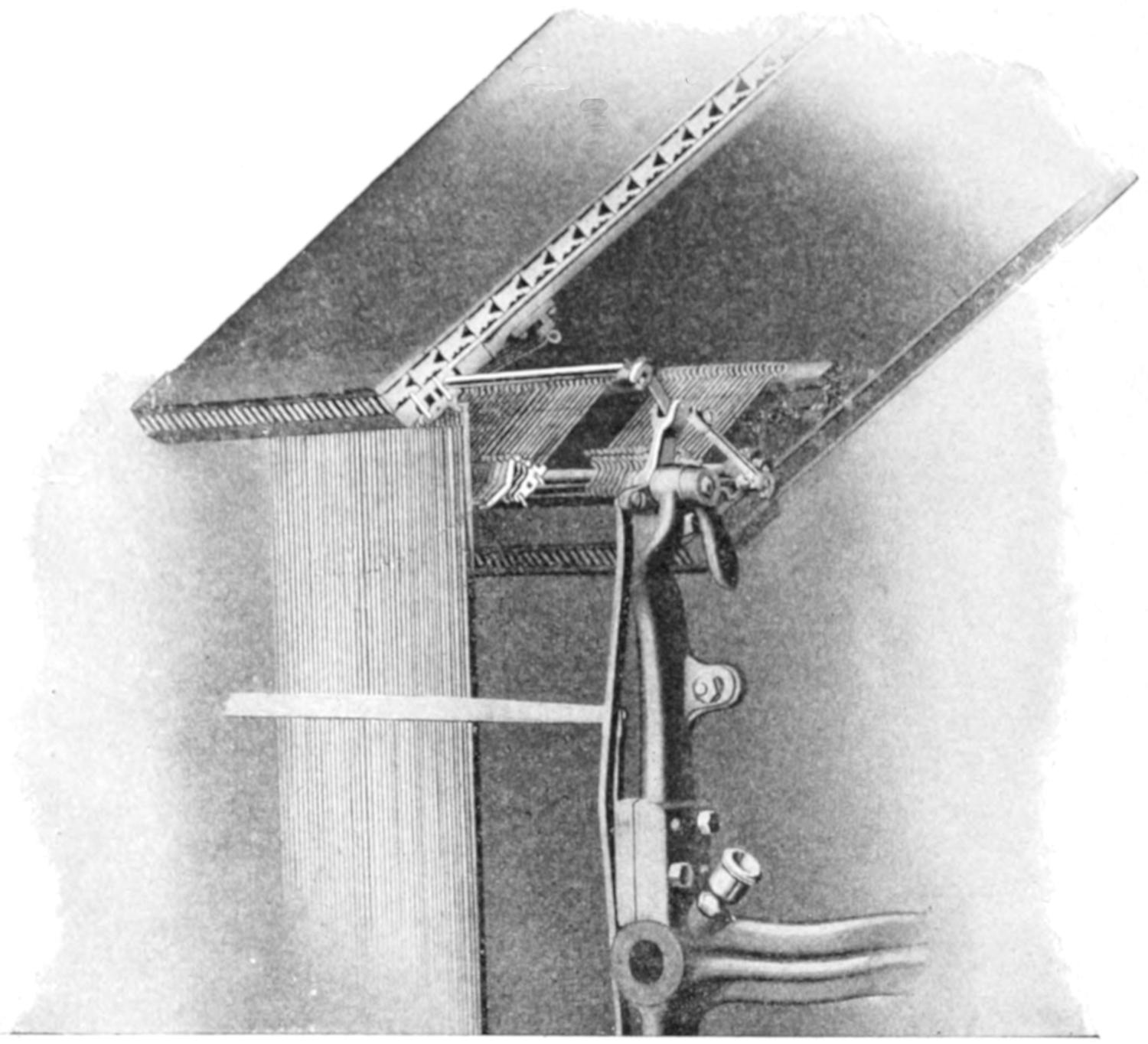
SECTIONAL VIEW OF MAGAZINE SHOWING CHANNEL FULL OF MATRICES.
This picture shows the machine with part of the magazine top and side removed. We can thus see how the matrices are arranged in their respective grooves in the magazine. When one of the keys of the keyboard is pressed down the first matrix in the corresponding grove in the magazine escapes and drops upon a conveyor belt and is carried in its proper order to an assembler, which answers much the same purpose as a printer’s stick. The correct spacing or justification of the line of matrices is accomplished by means of spacebands, which are assembled automatically between the words in the line by the touch of a lever at the left of the keyboard.
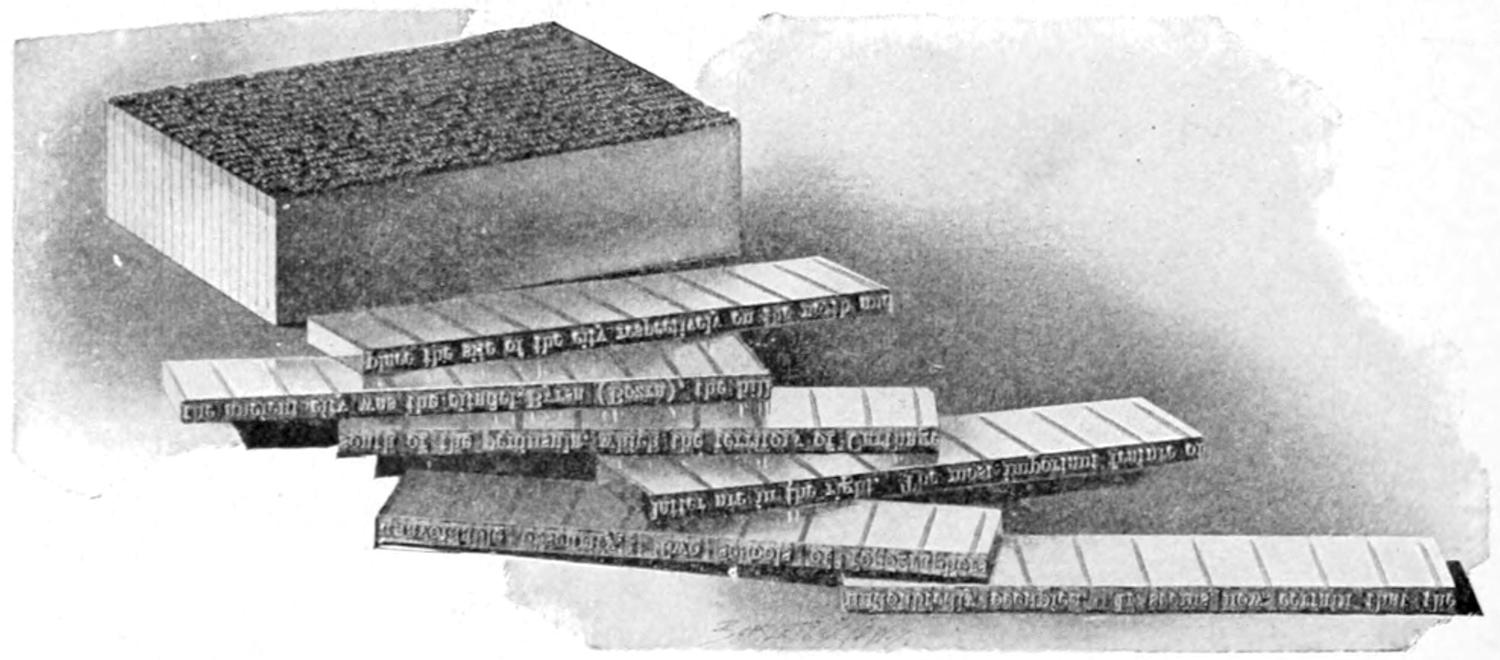
LINOTYPE SLUGS.
Instead of producing single type characters, the Linotype machine casts metal bars, or slugs, of any length desired up to 36 ems, each complete in one piece and having on the upper edge, properly justified, the characters to print a line. These slugs are automatically assembled in proper order as they are delivered from the machine, when they are immediately available either for printing from direct or for making electrotype or stereotype plates. They answer the same purpose and are used in the same manner as composed type matter.
[573]
CASTING THE SLUGS OF SOLID METAL
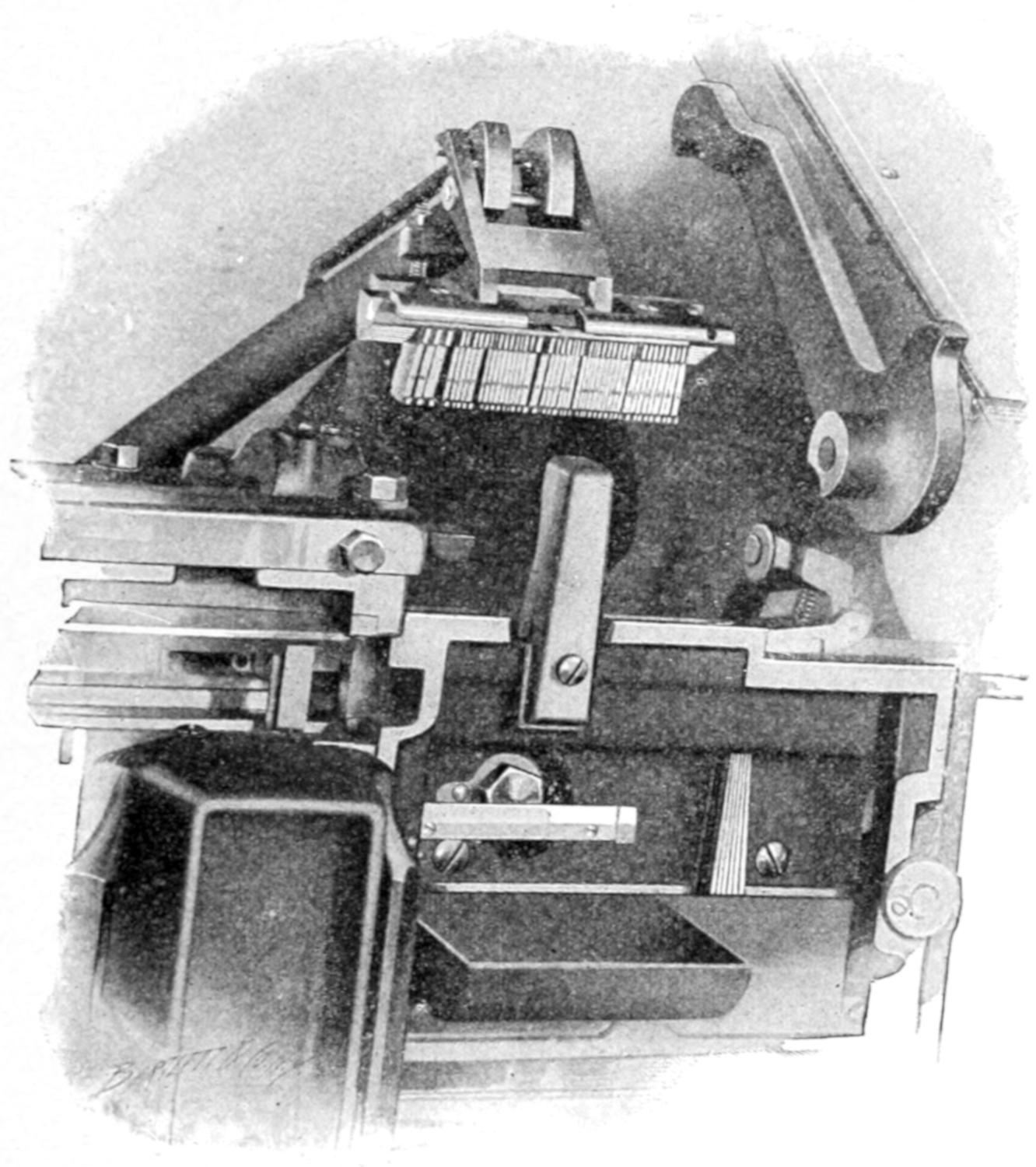
LINE OF MATRICES BEING LIFTED TO DISTRIBUTOR
After the slug has been cast, the matrices are carried up to the second transfer position, where they are pushed to the right, and the teeth in the V at the top of the matrices engage the grooves in the distributor bar of the second elevator, which descends from the distributor box at the same time that the matrices rise to the second transfer position. The second elevator then rises toward the distributor box, taking the matrices with it, but leaving the spacebands; these are then pushed to the right and slide into the spaceband box, to be used again.
As the second elevator rises toward the distributor box with its load of matrices, the distributor shifter lever moves to the left until the elevator head has reached its place by the distributor box. It then moves back to the right and pushes the matrices off the second elevator distributor bar into the distributor box, where they meet the “matrix lift” and are lifted, one at a time, to the distributor screws and distributor bar proper. The teeth in the matrix and the grooves in the bar are so arranged that when a matrix arrives at a point directly over the channel in which it belongs, it “lets go” and drops into its channel.
If, however, there is a matrix in the line which was not designed to drop into one of the channels operated from the keyboard, it will be carried clear across the distributor bar and dropped into the last channel, and from there it will find its way to the sorts box.
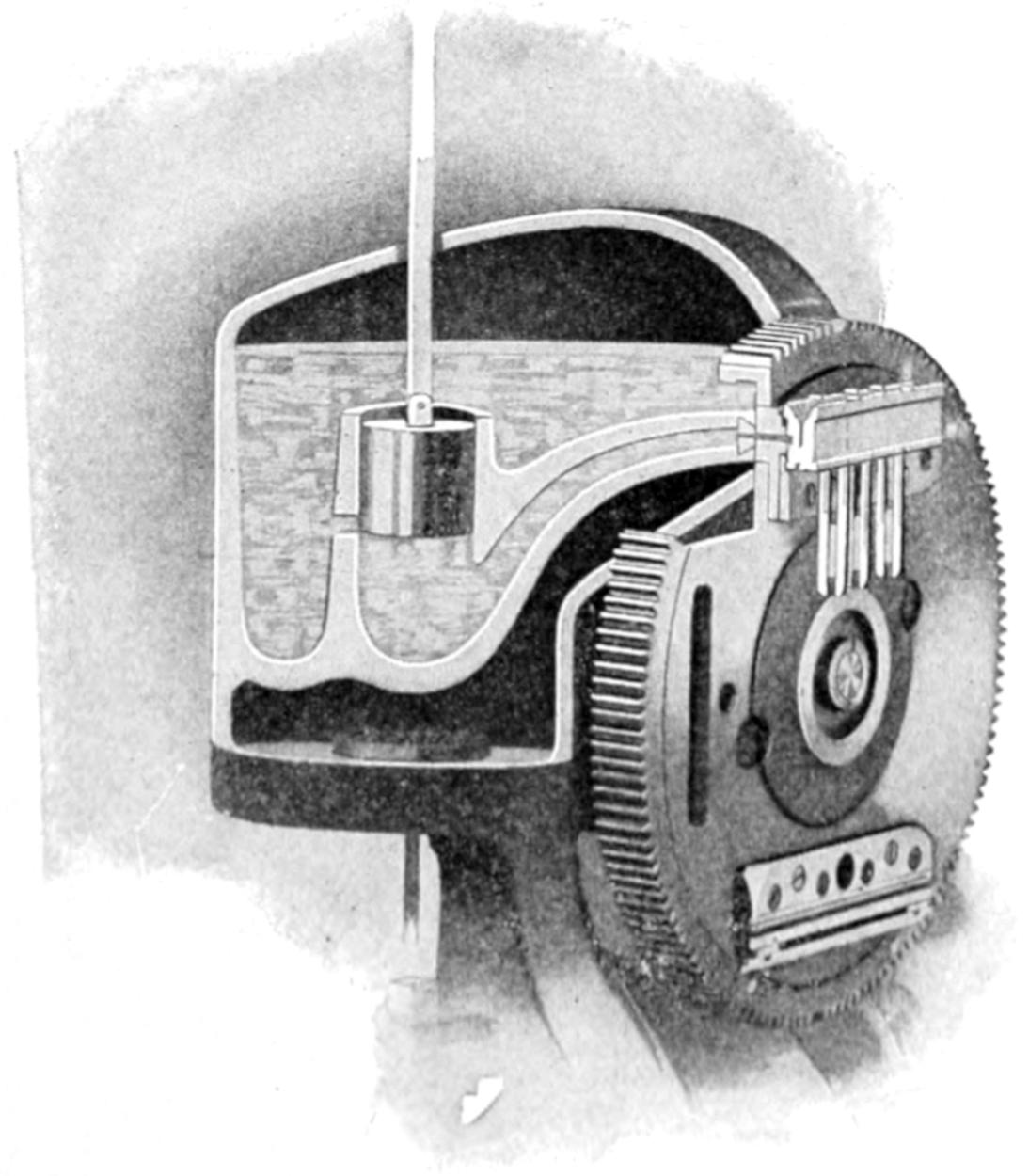
SECTIONAL VIEW OF METAL POT WITH LINE OF MATRICES IN POSITION BEFORE THE MOLD
The casting mechanism consists of the metal pot, mold disk, mold, ejector, and trimming knives. The illustration shows a cross-section of the metal pot, mold disk, and mold, with a line of matrices in the casting position. When the line of matrices leaves the assembler, they pass to a position in front of the mold disk. The disk makes a one-quarter turn to the left, which brings the mold from the ejecting position, where it stands while the machine is at rest, to the casting position. It then advances until the face of the mold comes in contact with the matrices. The metal pot advances until the pot mouthpiece comes in contact with the back of the mold; at this point the pump plunger descends and forces the metal into the mold and against the matrices. The pot then recedes, the mold disk withdraws from the matrices and makes three-fourths of a revolution to the left, stopping in the ejecting position, from which it started. The slug is ejected and assembled in the galley.
During the last revolution of the disk the bottom of the slug is trimmed off, and in the process of ejection the sides of the slug are trimmed, so that when it drops in the galley the slug is a perfect line of type, ready for the form.
[574]
HOW THE PRINTED PART OF A BOOK LOOKS AT FIRST
As the slugs of type, each of which represents a line, come from the linotype machine, they are arranged in order in a brass holder the width of the line of type, called a “galley.” This holder is about twenty inches long. As soon as it is filled one of the men in the typesetting office takes it to a proof press where he makes a rough impression of it. He runs an ink covered roller over the top of the slugs, lays a piece of blank paper on it and then either runs another roller over it or puts it in a hand press and secures an impression of the type just as it is. This is called making a “galley proof.”
The galley proof is then sent to the proof-reader who reads it carefully and indicates such errors in setting as appear and must be changed. Before correcting the actual type, however, the composing room sends the galley proof to the one who is publishing the book. The publisher also reads the proof over carefully and, if he does not wish to change any of the wording, he sends it back to the composing room with his “O. K.” attached in writing. If he wishes to change the wording, he does so and the galley proof is then returned to the composing room marked “O. K. after corrections and changes are made.”
The linotype operator then makes whatever changes are desired or necessary by setting new lines where mistakes or changes occur. If there is only one wrong letter in a line, he must reset the whole line as the machine, as you remember, only turns out solid lines of type. A revised proof is then sent to the publishing office and, if no further changes are to be made, he gives instructions to have the “galley” made up into pages. How the pages are made up is shown in the next picture.
[575]
HOW THE PAGES OF A BOOK ARE MADE UP
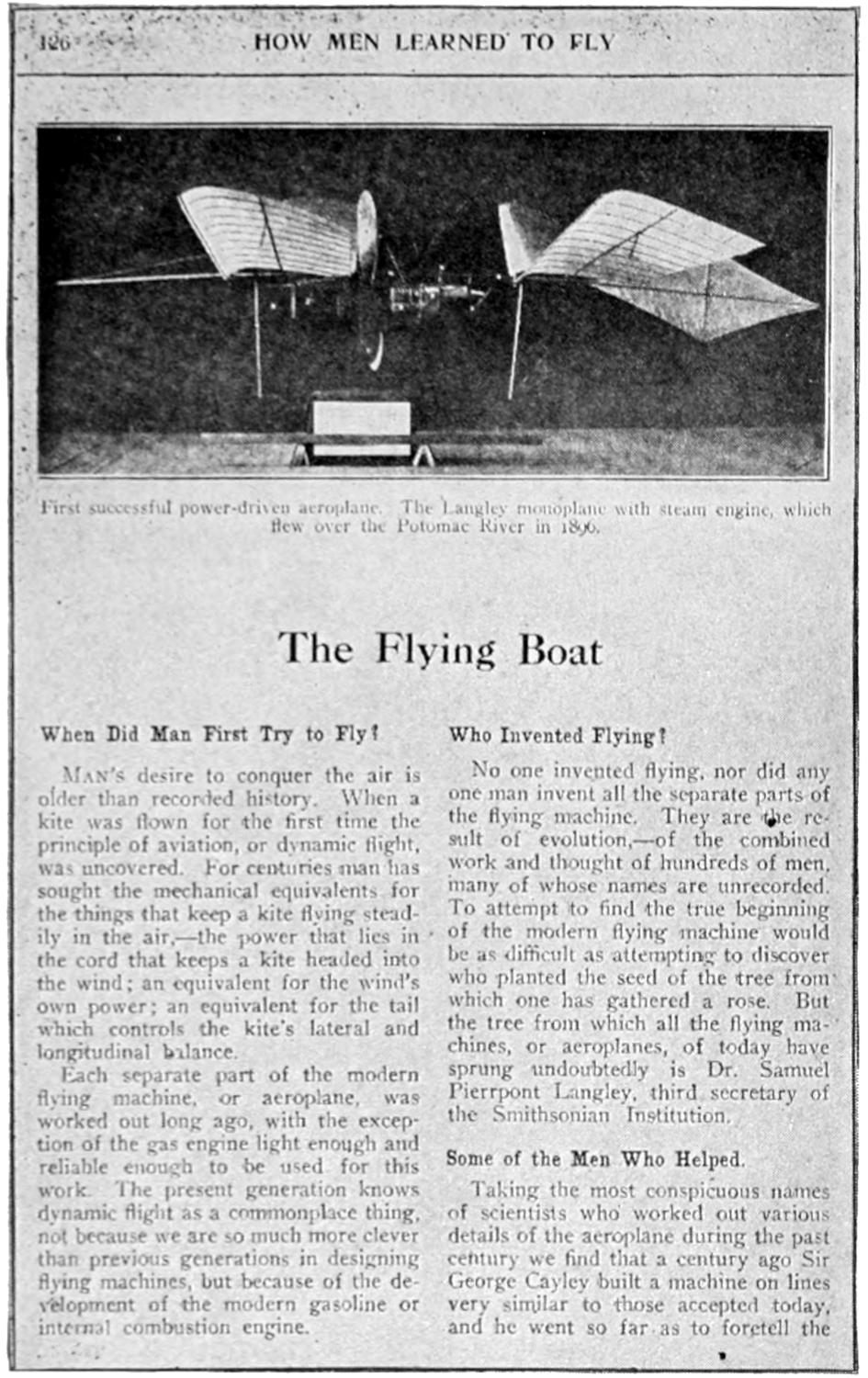
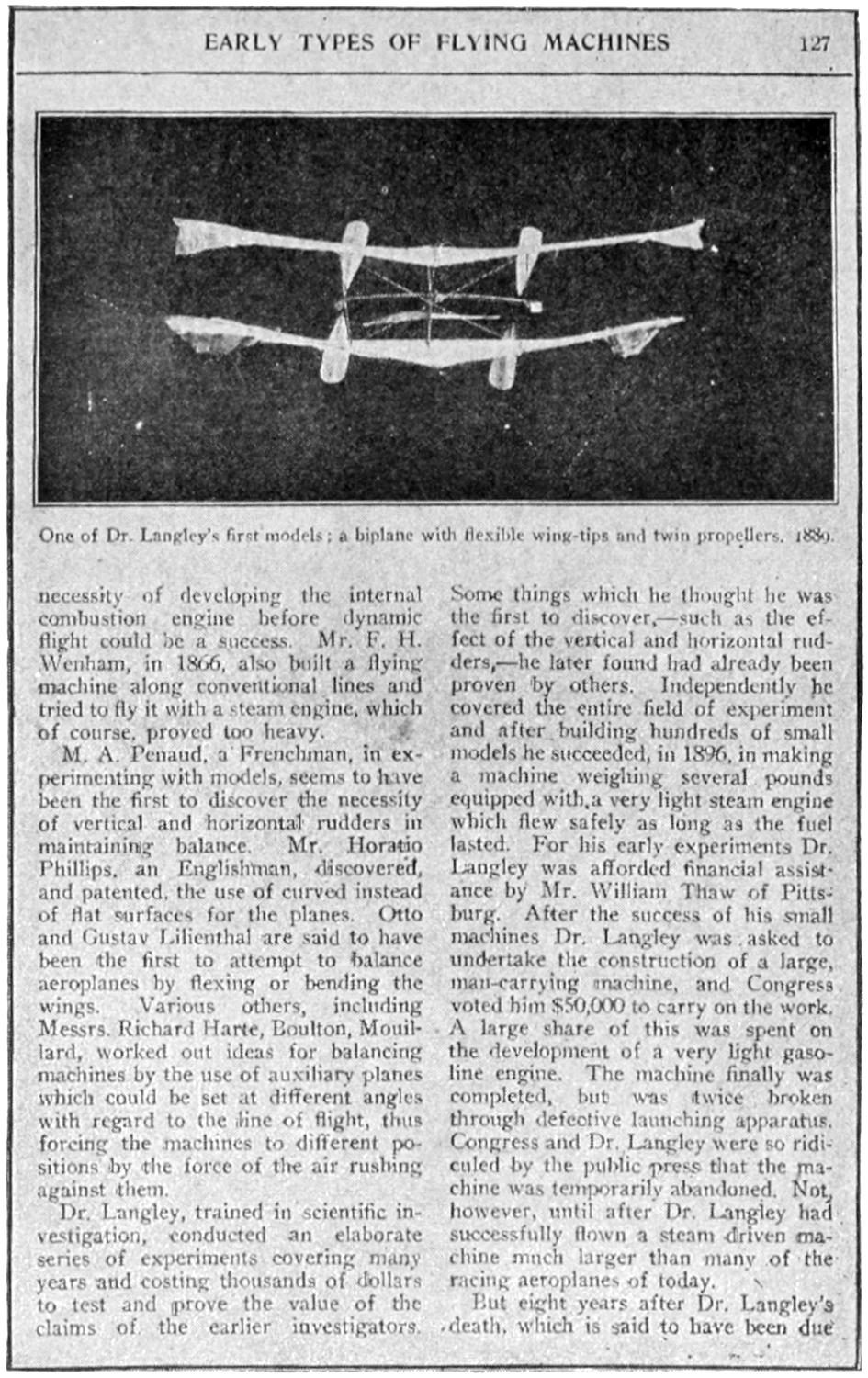
When the revised proofs come back from the publisher ready to be made into pages, the publisher has marked on same what pictures are to go on the pages of the “make up” as this is called. The compositor then picks out the pictures in the form of cuts which are to go on the different pages and puts them in the page first. He then arranges the type matter from the galley proof around, above or below the pictures, puts in the proper headings and takes a “final proof” of how the pages are arranged to look. If this is satisfactory the publisher puts a “final O. K.” on the proof in writing and the page is ready to be printed. Thus the book is made up page by page. No page is printed without the O. K. of the publisher and so, if there are any errors still in the page, the publisher is responsible.
[576]
HOW THIS BOOK IS PRINTED
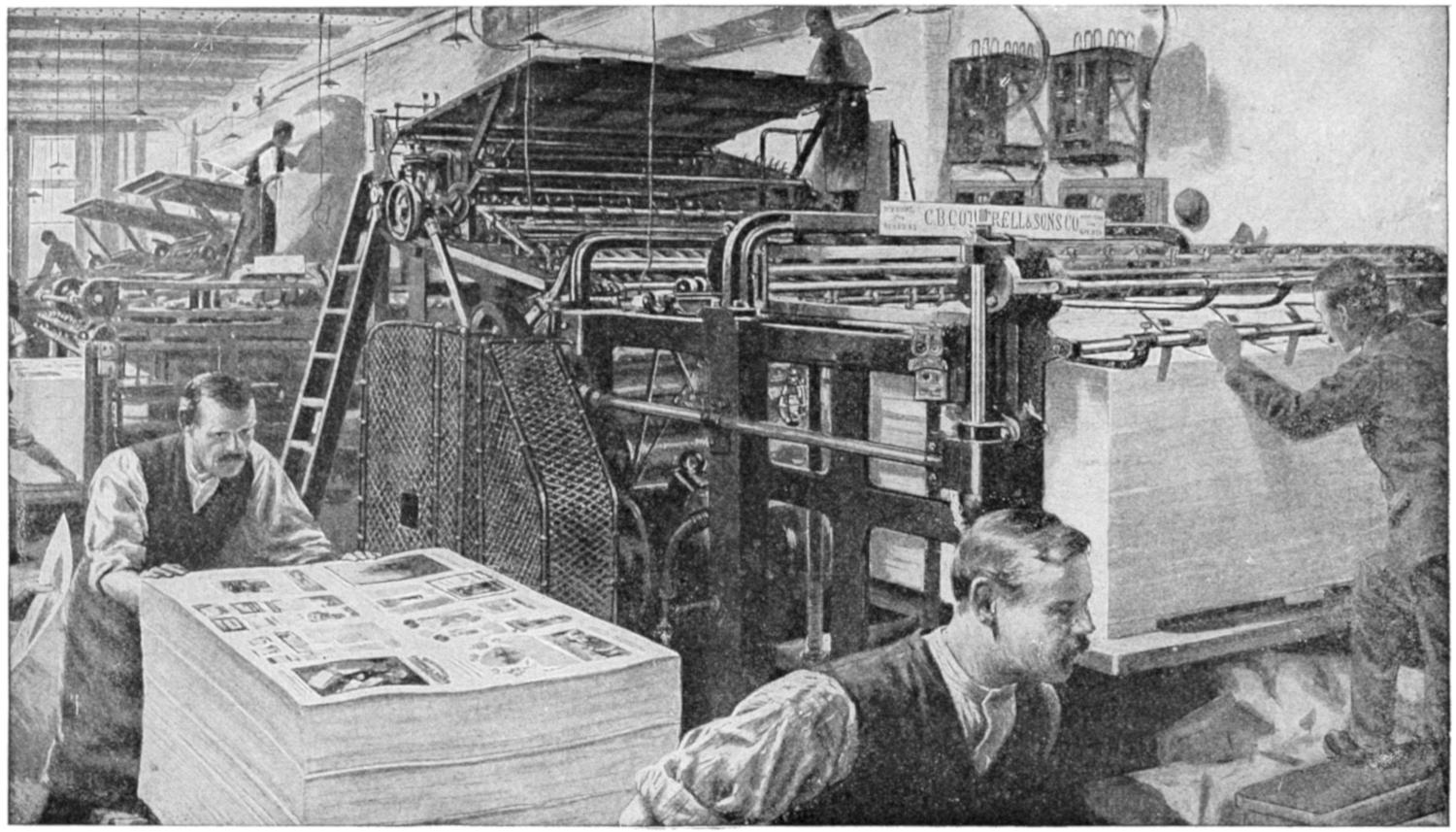
PRINTING THE BOOK OF WONDERS
This picture shows the pages of the Book of Wonders being printed. Thirty-two pages are printed on each side of a sheet of paper at one time. A printing office is a busy place as can be seen from the picture. As soon as the ink is dry on the printed sheets they are taken to the bindery where they are folded and sewed ready to have the covers put on.
[577]
HOW THE BOOK OF WONDERS IS BOUND
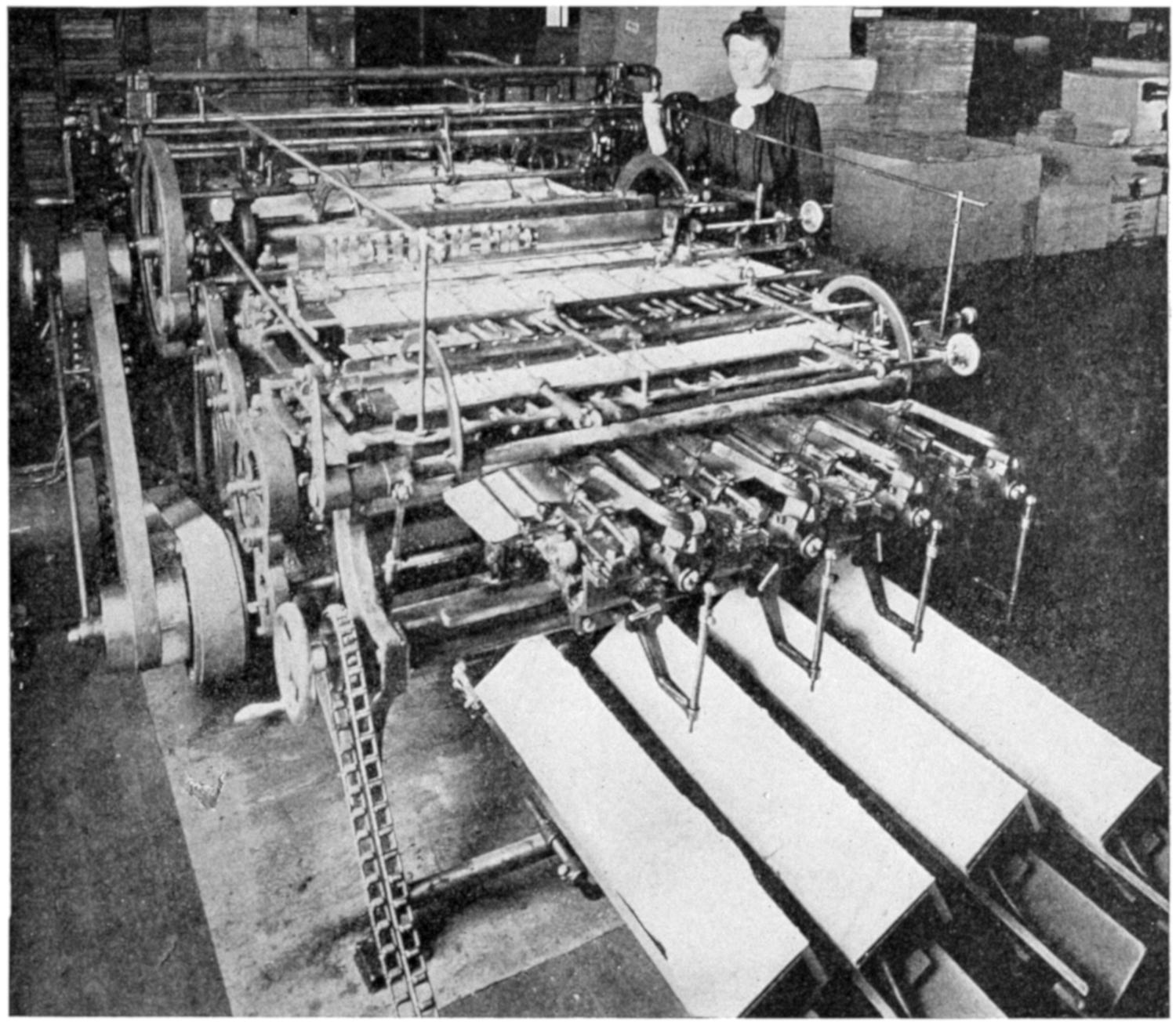
When the printed sheets are received in the bindery they are fed into a folding machine which is shown here. A sheet of 64 pages is folded and cut and delivered in four sections of 16 pages each ready to be gathered.
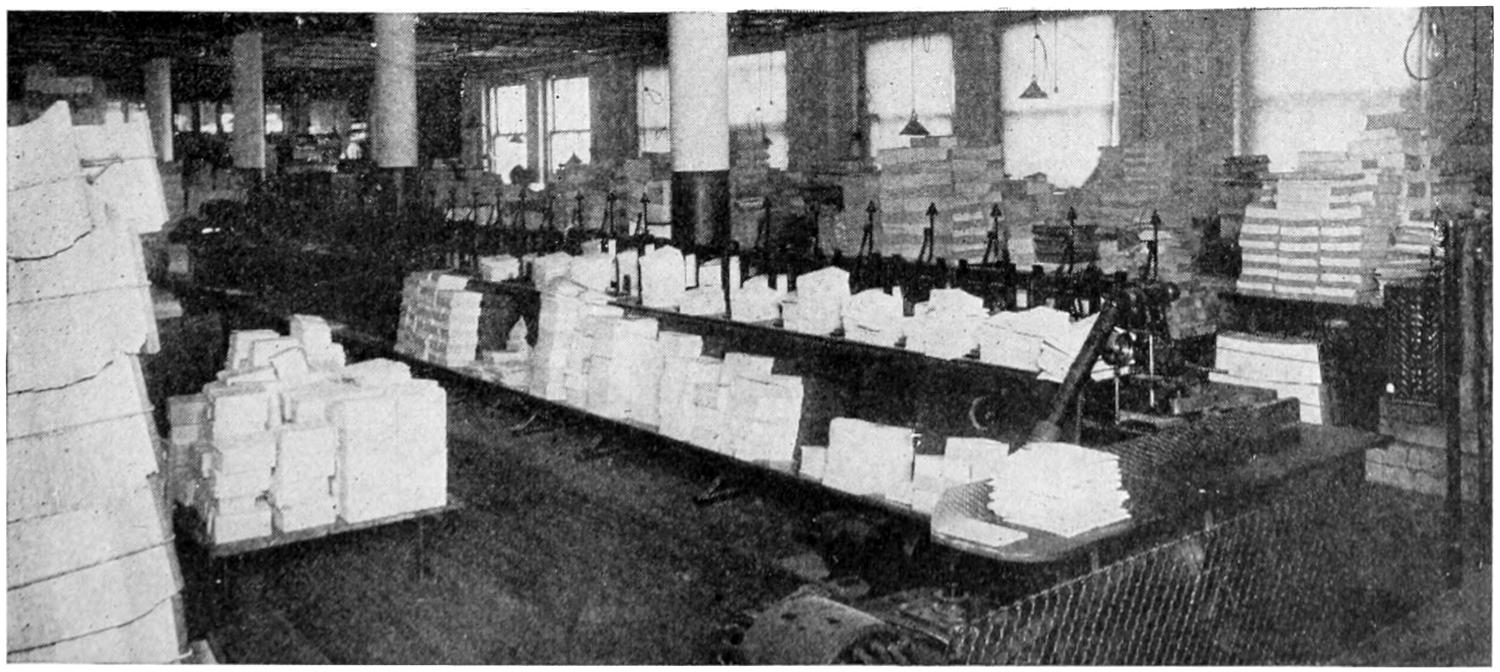
Here we see a machine which takes the folded sections of 16 pages each, which are called “signatures,” and sorts them, dropping them into compartments in order, so that each compartment finally contains the printed matter for one book all arranged in the order which it will be bound.
Courtesy of the J. F. Tapley Co. New York.
[578]
SEWING THE PAGES OF THE BOOK OF WONDERS

Here we see the girls at work operating the sewing machines which sew the sections together at the back side of the book.
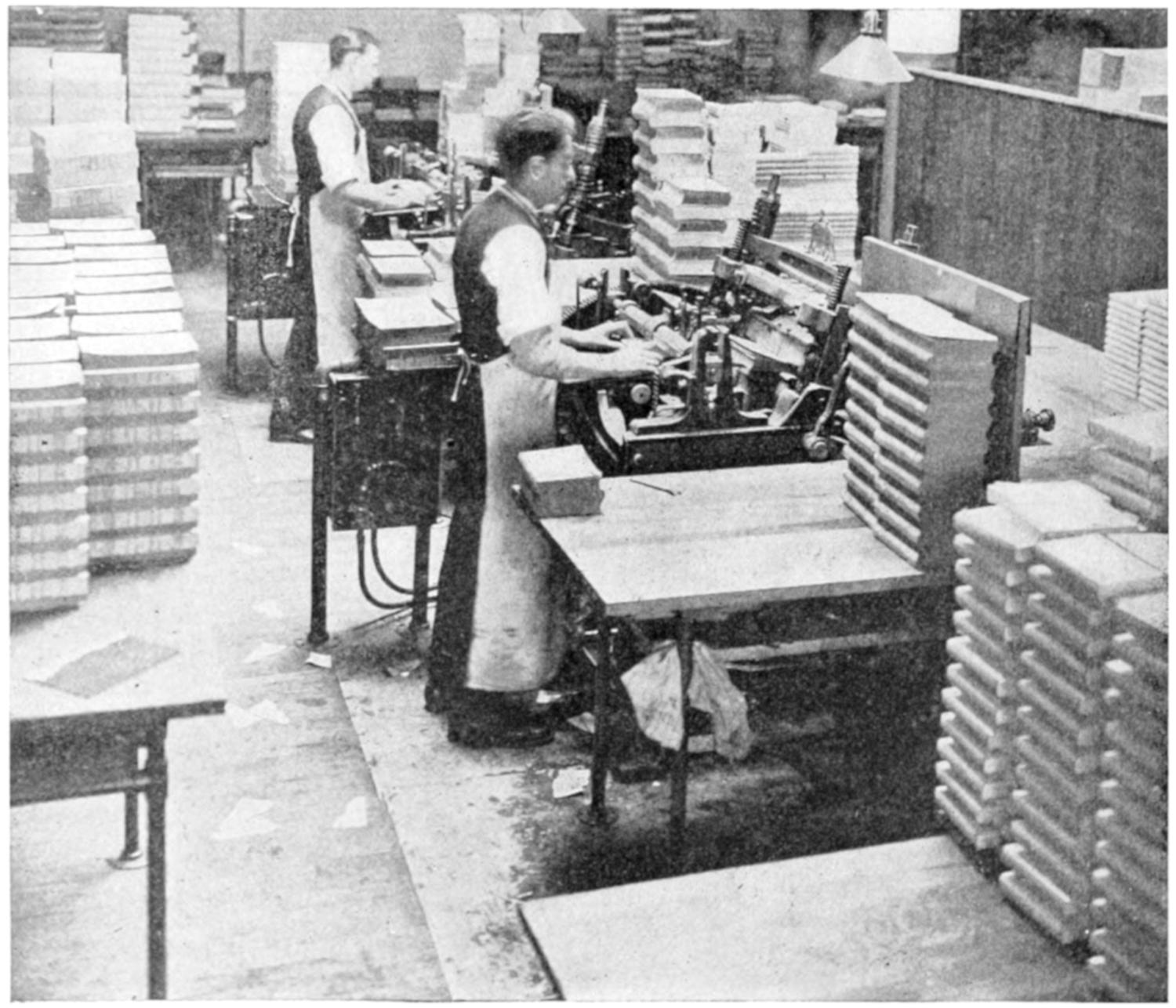
The men in this picture are making the backs of the books round and preparing them for the putting on of covers.
Courtesy of the J. F. Tapley Co., New York.
[579]
THE BOOK OF WONDERS IS READY TO READ
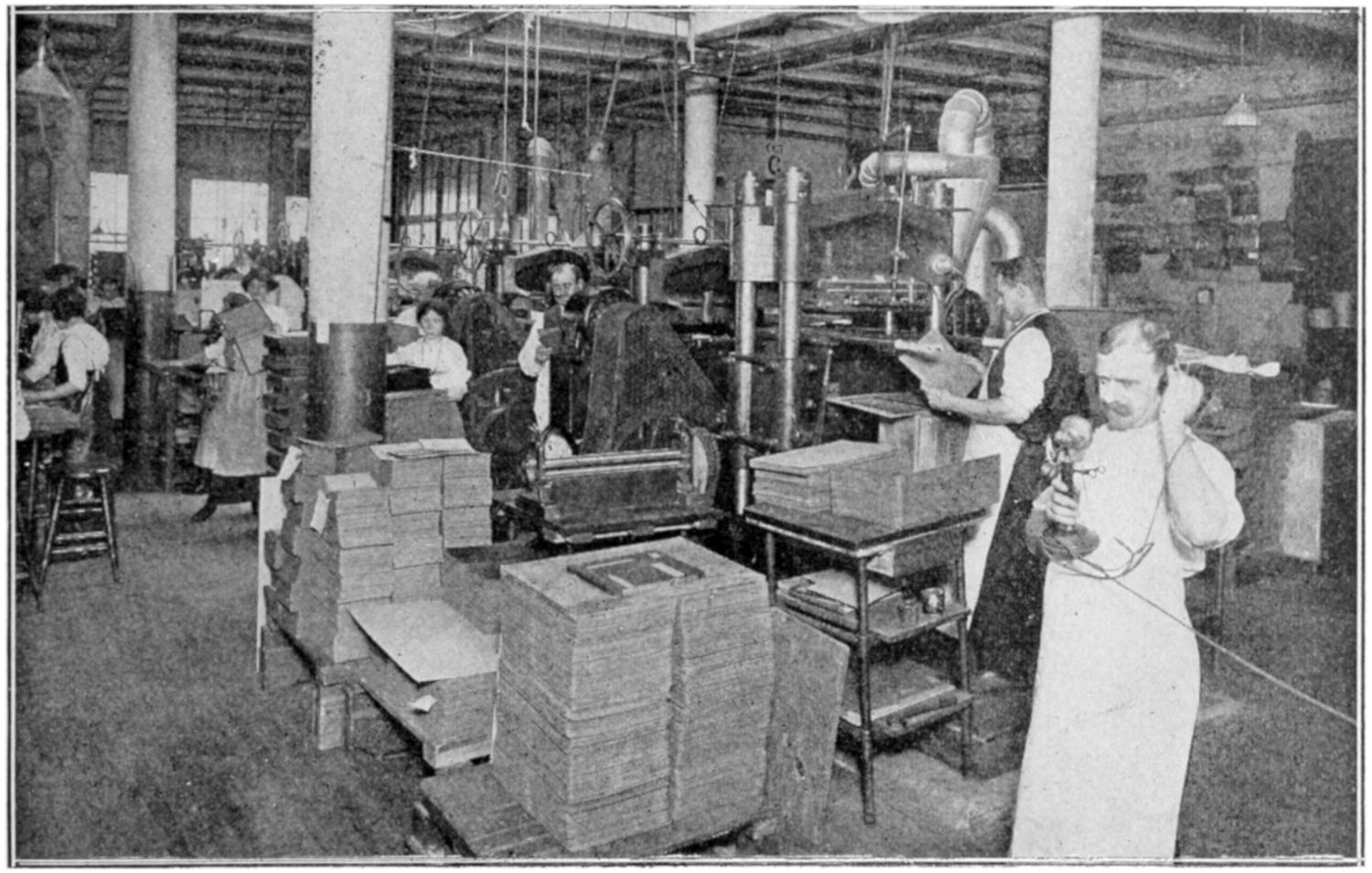
In this picture we see the “case makers” at work making the covers on which the actual book is bound.
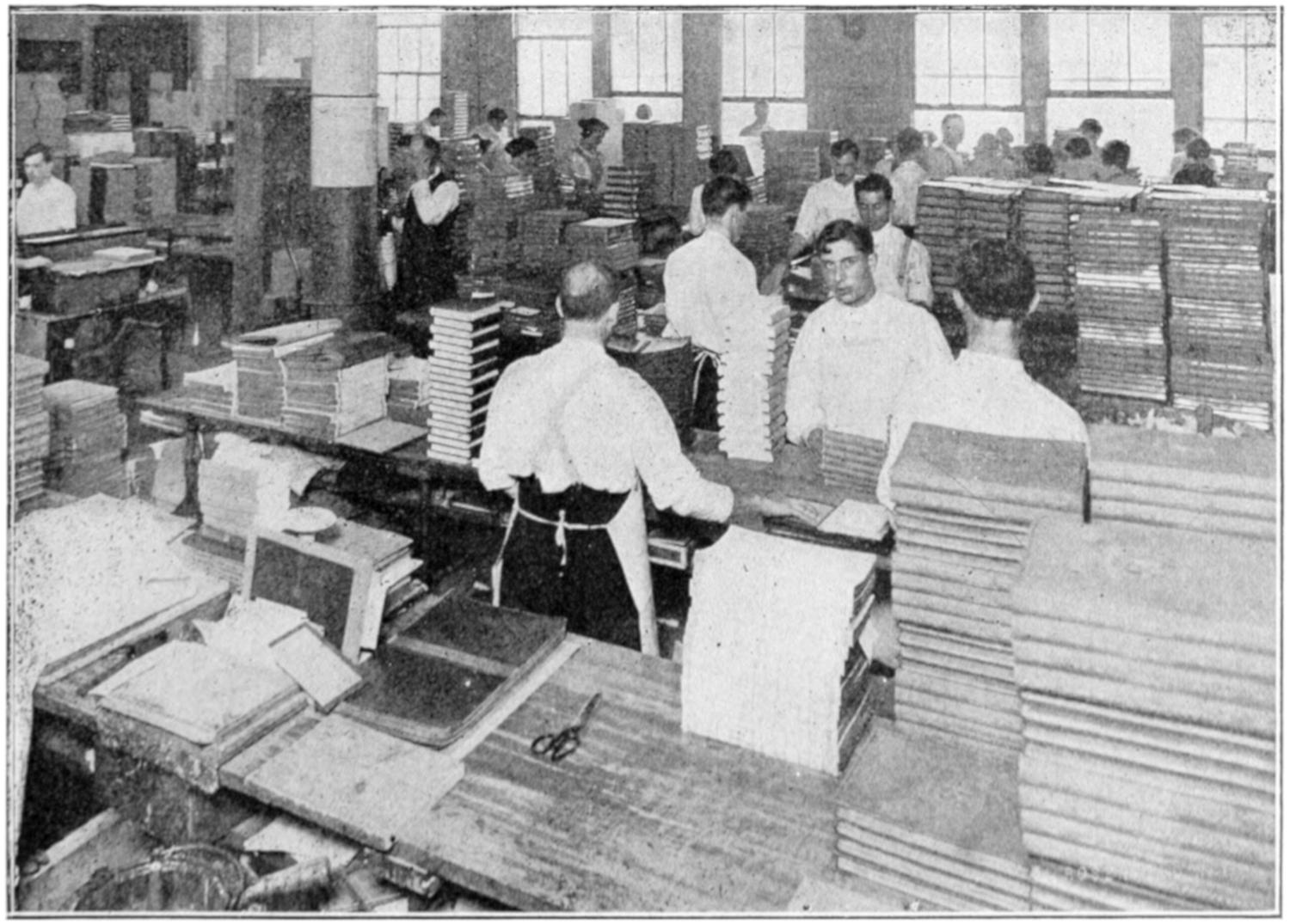
The book is now “bound” by having the covers put on and is ready for distribution.
Courtesy of the J. F. Tapley Co., New York.
[580]

This cut shows a section of a photo-engraving screen enlarged, illustrating the squares above-mentioned. In reality it would take from 100 to 400 of these dots to make an inch, according to the fineness of screen.
HOW THE PICTURES IN
THIS BOOK ARE MADE
The first step is the making of the halftone negative which differs from an ordinary negative in being made up of different sized dots instead of shades of gray. This result is obtained by photographing the picture through a halftone screen consisting of two pieces of glass, ruled with black lines and cemented together so the lines cross at right angles and leave small squares of clear glass.
The effect of making the negative in this way is to represent the different shades from black to white by large or small dots. Wet plate photography is usually used in this process because the film is thinner and more intensely black besides being cheaper than dry plates.
New Process Engraving Co.
This cut shows a portion of a halftone cut enlarged so that the dots can be seen very plainly.
Having made the negative the next step is to make a printing plate from it. To do this, a piece of metal, copper if the work is fine, and zinc for coarser work, is coated with a solution which is sensative to light, fish glue is commonly used to which is added a small amount of ammonium bichromate. The metal being coated and dried, it is put in a very strong frame with the negative and squeezed together so that they are in perfect contact. A powerful light is now directed upon the negative with the metal behind it, the result being that wherever the light goes through the white spaces in the negative, the coating on the metal is rendered insoluble. Where the dots on the negative are, the light is unable to get at the coating so that when the metal is removed from the frame and thoroughly washed this part of the coating washes away, leaving the part which the light got at attached to the metal. This is now heated until the enamel, as the coating is called, turns dark brown and the picture can be easily seen.
The picture is now on the metal but it must be made to stand out in relief before it can be used for printing from, so it is put in a bath of acid which eats away that part of the metal left uncovered by the washing away of the coating and this leaves the dots which make up the picture standing up in relief. A roller covered with very thick paste-like ink is now rolled over the picture, or cut as it is now called, and when a piece of paper is pressed against the ink covered cut each little dot leaves a mark of ink on the paper the total making up the picture as we see it.
There are many more wonderful things connected with the making of cuts such as the routing machine which has a tool that revolves so fast that it turns around 300 times while the clock ticks once, and other machines which cut hard metal as easily as you can cut a potato with a knife.
Colored pictures are also made by the process outlined above. The picture is photographed three times with a different colored piece of glass in front of the lens, the result being three negatives, one of which has all the blue, one all the red and the other all the yellow in the picture. By making cuts from each negative and printing them on top of one another in yellow, red, and blue, the original picture is reproduced in all its colors. This is how all our pretty magazine covers are made.
[581]
The Editors of the Book of Wonders make acknowledgment herewith to the following. All mentioned have been a great assistance in making the book not only possible but authentic:
The language used in this ebook is that of the source document, including unusual or archaic spelling. The book was partly written by representatives of the industries concerned; inconsistencies in grammar, spelling, punctuation (including the use of decimal points and commas), style, lay-out, etc. have been retained. Contradictions and repetitions have not been addressed. Alphabetical sorting inconsistencies in the index have not been corrected. Not all illustrations in the source document are of the same quality, which is visible in this e-text.
Page 59, ... the six points making a star ...: as printed in the source document, although the six points do not make the star as printed.
Page 218, ... and have them meet as shown in Fig. 13 ...: The illustrations in this chapter are not numbered. The illustration on page 215 shows the described meeting of the shields; the hyperlink goes to this illustration.
Page 305, ... (as shown in Fig. 4): the illustrations with this article are not numbered.
Page 307, The X-rays are discharged in straight lines as shown in the figure: there is no such figure in the book.
Pages 328 and 330: page headings WHAT A LODESTONE IS and WHAT ELECTRICITY IS do not relate to the contents of the pages.
Page 336, The pictures shown on the following pages ...: as printed; the illustrations are given on previous pages.
Page 364, reference to figure 6: presumably the four illustrations on this page together form figure 6.
Page 368, When you put oil on the axle, however, ...: some text may be missing.
Page 376, ... or three-sixty-fourths of a second, and: as printed in the source document; some text is obviously missing.
Page 489, ... of much importance. The two classes, only two of which are of much importance. The two classes ...: the redundant text is as printed in the source document.
Page 491: There is no Fig. 4 in the source document; the unnumbered figure in the bottom right of the page is assumed to be Fig. 4.
Page 502, captions with bottom illustration: at least one of the lengths given (4650 and 4560 feet) is likely to be a typographical error.
Page 530, illustration: as printed in the source document; presumably development starts at the bottom right of the photograph.
Page 547, (The welt shoe has always been considered ...: the closing bracket is lacking.
Changes made:
Some minor obvious punctuation and typographical errors and unnecessarily repeated words have been corrected silently.
Illustrations have been moved out of text paragraphs. Page headers have been transcribed as illustration captions (on top of illustrations) or as side notes at a suitable location on the page concerned, so that their reference in the index is (at least approximately) correct.
Text that was not present as such in the source document but that was transcribed from within illustrations is given in a dashed box.
Page 29: ... never see the distance target or vessel ... changed to ... never see the distant target or vessel ....
Page 46: Lock á là Miquelet changed to Lock à la Miquelet.
Pages 74-75: closing double quotes inserted after ... went that very night.; ... had to look after it themselves.; ... speech had really been electrically reproduced. Opening double quotes inserted before Now, it so happened there, ...; My friend, Mr. William Hubbard, ....
Page 114: ... the white mulberry or osage orange are fed the young worms ... changed to ... the white mulberry or osage orange are fed the young worm ....
Page 124: ... called an ablate spheroid ... changed to ... called an oblate spheroid ....
Page 126: Dr. Samuel Pierrpont Langley changed to Dr. Samuel Pierpont Langley.
Page 167: ... against the loose row of cross threads to lighten it ... changed to ... against the loose row of cross threads to tighten it ....
Page 205: ... than the heat will cause the air to expand suddenly ... changed to ... that the heat will cause the air to expand suddenly ...; ... a mixture of potassium, nitrate, or saltpeter, with powdered charcoal and phur ... changed to ... a mixture of potassium nitrate, or saltpeter, with powdered charcoal and sulphur ....
Page 229: ... other machines called Mills,” ... changed to ... other machines called “Mills,” ....; ... which also adds in the drying and the working ... changed to ... which also aids in the drying and the working ....
Page 265: ... there is another, solium, which is solid ... changed to ... there is another, sodium, which is solid ...; ... what is called a reverbratory furnace ... changed to what is called a reverberatory furnace ....
Page 292: PROMOTHEAN MATCH changed to PROMETHEAN MATCH.
Page 375: This toy we speak of was called a zoctrope changed to This toy we speak of was called a zoetrope.
Page 376: ... projected at the rate of fourteen or sixteen to the minute ... changed to ... projected at the rate of fourteen or sixteen to the second ....
Page 377: Footnote anchor [4] inserted.
Page 414 ff.: Ellipses (...) have been added surrounding the continuing page headings and illustration captions.
Pages 419 and 438, Morse codes: for the sake of clarity, the spacing between individual dashes and dots has been increased slightly.
Page 490: ... if a red flag really makes a bull more exited ... changed to ... if a red flag really makes a bull more excited ....
Page 493: The chemical name for salt is sodium which is derived ... changed to The chemical name for salt is sodium chloride which is derived ...; ... substances around us are composed of these elements along, or ... changed to ... substances around us are composed of these elements alone, or ....
Page 522, illustration Palmary Impressions: rotated 90° clockwise.
Page 550: ... for which the lingings were intended. After all the lingings have been prepared ... changed to ... for which the linings were intended. After all the linings have been prepared ....
Index: several missing punctuation marks inserted for consistency.
Page 583: Curtis biplane changed to Curtiss biplane.
Page 585: Burline (illus.) changed to Burling (illus.)
Page 586: Culverines, early type of changed to Culverins, early type of.
Page 587: steal and flint changed to steel and flint.
Page 588: Flying boot, interior arrangement changed to Flying boat, interior arrangement.
Page 589: (How) the pictures in this both are made changed to (How) the pictures in this book are made.
Page 590: (How) did shaking the head come to come no? changed to (How) did shaking the head come to mean no?; (How) does does the wool in a suit of clothes cost? changed to (How) much does the wool in a suit of clothes cost?; Hurt, why we cry changed to Hurt, why we cry when, 93.
Page 591: the “Reverbere” changed to the “Réverbère”; (Lamp) from Nashagak hanging changed to (Lamp) from Nushagak hanging.
Page 592: promothean changed to promethean.
Page 593: Kurdestan (illus.) changed to Kurdistan (illus.).
Page 595: Crakron or peaked changed to Crakrow or peaked.
Page 597: omniscope changed to Omniscope; cucular diffusion battery in factory changed to circular diffusion battery in factory.
Page 601: (Who) who make the first felt hat? changed to (Who) made the first felt hat?; (Why) don’t an elevator fall? changed to (Why) doesn’t an elevator fall?
Page 603: (Writing) pen invention of, 00 changed to (Writing) pen, invention of, 11.